I-3-5- Phase 3b : Modification de tous les moyens
série

C'est la Phase de finalisation du projet. Le processus est
conforme. 80% de la cadence finale a été atteinte. Ce qui reste,
c'est la généralisation de la modification sur l'ensemble des
autres lignes de production.
Les tâches de finalisation du projet sont :
A - Approvisionnement des composants : le MEP
Achat (Membre de l'Equipe Projet Achat) lance les commandes des composants des
faisceaux pour la production en série ;
B - Planning de basculement : le planning de
basculement entre les anciennes références et les nouvelles est
établi lui aussi par le MEP Achat ;
La différence entre le planning de basculement et le
planning d'extinction des anciennes références est que dans
certains cas, le client continue à consommer les anciennes
références en parallèle des nouvelles et par la suite, le
basculement entre les anciennes références et les nouvelles doit
avoir été déjà fait et, au même temps, sans
qu'il y ait une extinction proprement dite des anciennes
références. Par contre si le client demande un basculement «
instantané » entre les anciennes références et les
nouvelles, le planning de basculement sera le même que le planning
d'extinction des anciennes références.

C - Modification des moyens série : la
modification apportée au processus de production est
généralisée sur toutes les lignes ;

D - Validation des moyens modifiés par
le MEP Qualité ;
E - Lancement de la production : le MEP Indus
de l'équipe P0 supervise le lancement de la production sur toutes les
lignes pour clôturer le projet après la validation du
Comité de Modification.
Liens entres les tâches de la Phase 3b :
Les liens entre les tâches de la Phase 3b sont
établis comme suit (voir matrice en Annexe page 6 ) :
|
Tâche
|
Antécédent
|
|
A
|
Jalon 4
|
|
B
|
Jalon 4
|
|
C
|
Jalon 4
|
|
D
|
A, C
|
|
E
|
D, B
|
Tab. 07 : Liens entre les tâches de la Phase 3b :
Modification
des moyens série
Diagramme réseau de la Phase 3b :
Modification de tous les
moyens série :
Le diagramme réseau de la Phase de finalisation du projet
est établi dans
la page suivante :
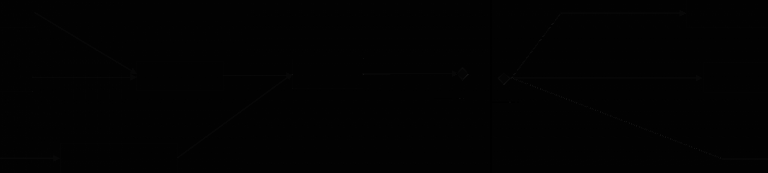
A- Approvisionnement
des
composants série
Jalon 5 : Clôture
Jalon 4 :
du projet et
validation du
Comité de
Modification.
B- Mise à jour du planning
de
basculement
E- Lancement de
la production
C- Modification de tous
les moyens
série
D- Validation des moyens modifiés

Fig. 18 Diagramme réseau de la Phase 3b
des
projets de Modification Série : Modification de tous les
moyens
série et lancement de la production
En conclusion, la structure détaillée du projet
est ainsi définie en 5 phases englobant et structurant toutes les
tâches d'un Projet de Modification Série. Ce squelette
générique sera l'outil de base de gestion des projets de
Modification Série. La vue globale du projet est désormais
claire. Chaque tâche du projet sera planifiée en fonction des
ressources et des délais prescrits, de même que maintenant, chaque
membre de l'équipe projet saura ce qu'il doit faire, c'est-à-dire
en assurant la cohérence dans le suivi du projet (les tâches qui
lui sont affectées) et quand il doit le faire éliminant ainsi les
désorganisations ayant pour conséquence les pertes du premier et
du deuxième type, à savoir, les 151 K€ par an et les 80% des
retards de livraison client chiffrés ã 64 K€ par an. La
partie qui suivra va se focaliser sur la résolution du problème
générant la plus grosse part des pertes chiffrées (306.8
K€ en 2006), il s'agira du moyen de calcul des coûts R&D en
fonction de la taille du Projet de Modification Série, à savoir,
le Cost Driver.
I-4- Cost Driver :
I-4-1 - Introduction :



Le Cost Driver est un outil de calcul des coûts
Recherche et Développement des projets de Modification Série et
productivité. Ceci permettra de chiffrer correctement ces coûts
afin de facturer au client la bonne somme et par la suite éviter les
problèmes des sous-estimations (générant des pertes
directes) et les surestimations risquant les pertes des nouveaux
marchés.
Le Cost Driver est fait sous forme d'un fichier Excel ayant
pour entrée la taille de la modification et pour sortie les
durées de toutes les tâches du projet. La taille de la
modification à apporter au faisceau électrique est mesurée
par les paramètres suivants :

Nombre de familles du faisceau concernées par la
modification : Une famille de produits constitue l'ensemble des produits
destinés ã un véhicule donnée (Citroën C4 par
exemple). Il est clair que, plus le nombre de familles du faisceau est grand,
plus le Projet de Modification sera de taille. La relation entre le nombre de
familles et la charge du travail sera établie grâce aux
Critères de Dépendabilité qu'on va définir dans le
prochain paragraphe.

Nombre d'architectures du produit concernées par la
modification : les architectures des faisceaux produits par la division DEP
sont : SBR (Seat Belt Reminder), TNB (Témoin de Non Bouclage), PPV
(Pretensionneur Pyrotechnique Ventral), AB (Air Bag), Conducteur, Passager,
MECA (Siège à réglage manuel), ELEC (Siège à
réglage électrique), DAD (Direction à Droite), DAG
(Direction à Gauche) plus quelques autres faisceaux de climatisation. De
même que pour les familles, la taille de la modification est
affectée par le nombre d'architectures ã modifier, ce lien sera
lui aussi, tout comme ceux qui vont suivre, défini par les
Critères de Dépendabilité.

Nombre de références faisceau touchées par
la modification : le nombre de références faisceau à
modifier impacte lui aussi la taille de la modification.

Nombre de fils modifiés : En plus des autres facteurs,
la taille de la modification dépend du nombre fils à modifier
(lors de la modification des plans ou des documents au poste par exemple).

Nombre de nouveaux composants : si la nouvelle
définition du produit comprend des composants que Valeo n'a jamais
utilisés, il va falloir chercher des fournisseurs commercialisant ces
composants, vérifier leur validité vis-à-vis des standards
de Valeo, les rajouter au système informatique plus d'autres
tâches liées ã l'ajout d'un nouveau composant.

Nombre de nouveaux fournisseurs : si la modification demande
l'approvisionnement d'un composant auprès d'un nouveau fournisseur pour
une raison ou pour une autre (un composant non disponible chez les anciens
fournisseurs, problème de non qualité vis-à-vis d'un
ancien fournisseur, le nouveau fournisseur propose des prix plus
intéressants, etc.), des tâches du projet de modification
demanderont plus de travail notamment pour l'intégration du nouveau
fournisseur dans le panel de Valeo, la validation du Dossier d'Exigences Valeo
etc.

Nombre de composants à développer : les
composants qui vont être développés au niveau de Valeo au
lieu de les approvisionner feront bien entendu l'objet d'une étude
préalable induisant ainsi des allongements dans l'exécution de
plusieurs tâches, ã titre d'exemple, dans l'étude de
faisabilité.

Nombre de moules à développer : certains
composants des faisceaux, généralement des connexions, sont
obtenus par surmoulage11 (voir figure 19). La modification d'une
connexion fabriquée ã Valeo impliquera naturellement, soit une
modification sur le moule, soit le développement d'un nouveau moule ce
qui affectera systématiquement la charge des membres de l'équipe
projet, surtout dans la Phase de Modification des moyens.
11 Le surmoulage consiste à mouler de la
matière, généralement, plastique sur un autre composant,
dans le cas de Valeo, des fils électriques (Voir connexion ci-dessous).
Dans un moule contenant l'empreinte de la connexion à surmouler, on
place le fil sur lequel on veut mettre la connexion (Voir matrice
inférieur ci-dessous) puis la matière plastique est
injectée grâce à une presse qui fait descendre une matrice
supérieure pour remplir
l'empreinte.
|
Connexion surmoulée
Fil électrique
|
Fig. 19 Exemple d'une connexion surmoulée
sur
un fil électrique
I-4-2- Critères de Dépendabilité
:
Présentation :
Les Critères de Dépendabilités
constituent la base du calcul du Cost Driver. Ils définissent la
relation entre la variation de la durée d'une certaine tâche et la
variation des paramètres caractérisant la taille d'un projet de
modification dans la définition d'un produit.
Valeurs des Critères de
Dépendabilité :



Soit :




P : Un paramètre mesurant la taille de
la
modification (Exemple nombre des nouveaux fournisseurs) ;
t : le temps de base nécessaire pour
l'exécution d'une tâche élémentaire (exemple :
contacter un nouveau fournisseur, homologation d'un
nouveau composant, voir Annexe page 6). Ce temps est
déterminé empiriquement par les membres de l'équipe en se
basant sur leur expérience ;
T : le temps total nécessaire pour
l'exécution d'une tâche composée (exemple : contacter tous
les nouveaux fournisseurs, homologation de tous les
nouveaux composants) ;
CC : le Critère de
Dépendabilité entre une tâche donnée et un
paramètre de taille de la modification. C'est-à-dire, à
quel degré le temps total nécessaire ã l'exécution
d'une tâche composée sera-t-il affecté par l'importance
d'un paramètre de taille de la modification.
Les valeurs des Critères de Dépendabilité
entre une tâche et les paramètres mesurant la taille de la
modification, sont définies comme suit :
|
Valeur du
|
Corrélation entre les variations des
paramètres P et T
|
Durée totale de la
|
|
CC
|
|
tâche
|
|
5
|
Corrélation parfaite : Travail fait entièrement
P fois.
|
|
|
4
|
Très forte Corrélation : Travail fait P
fois sans refaire des
actions préparatoires
représentant moins de 20% du
total des actions de la
tâche élémentaire.
|
|
|
3
|
Corrélation signifiante : Plus de la moitié du
travail est
faite P fois.
|
|
|
2
|
Pas de corrélation signifiante : plus de la
moitié du
travail est faite uniquement la première fois.
|
|
|
1
|
Corrélation minime : Travail fait une seule fois
en
refaisant P fois quelques petites
actions
complémentaires représentant moins de 20%
du total
des actions de la tâche
élémentaire.
|
|
|
0
|
Pas de corrélation : Travail fait une seule fois
quelque
soit P.
|
|

Tab. 08 : Définition des Critères de
Dépendabilité
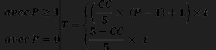
D'une manière générale, la durée
totale de la tâche peut s'écrire sous la
forme suivante :
Remarques :


La valeur 0 pour le paramètre P, n'est
autorisée que pour le nombre fils modifiés, le nombre de
composants à développer, le nombre de nouveaux composants, le
nombre de moules à développer et le nombre de nouveaux
fournisseurs pour les autres paramètres, à savoir le nombre de
familles, le nombre d'architectures ainsi que le nombre de
références il ne peuvent être nuls, car pour qu'il y ait
une modification il faut qu'elle soit apportée à au moins une
famille de produit, une architecture et une référence
faisceau.
La relation entre une taille donnée et les
durées des tâches du projet étant une relation qualitative,
la définition des Critères de Dépendabilité a pour
but d'organiser cette relation subjective en définissant des niveaux de
dépendance et par la suite la quantifier en fonction de ces derniers et
non pas obtenir une précision électronique au troisième
chiffre après la virgule.
Exem ples des valeurs des Critères de
Dépendabilité :
Sont présentés ici des exemples des valeurs des
Critères de Dépendabilité entre les paramètres de
taille d'une modification et les tâches d'un projet exemple. La
globalité des Critères de Dépendabilité des projets
de Modification Série est présentée en Annexe page 6.
|
Nombre de Familles
|
1
|
|
|
|
|
|
Nombre Architectures
|
1
|
|
|
|
|
|
Nombre de références
|
2
|
|
5
|
3
|
2
|
|
Nombre de nouveaux composants
|
|
|
|
1
|
1
|
|
Nombre de nouveaux fournisseurs
|
|
5
|
|
|
|
|
Nombre de composants à développer
|
1
|
|
1
|
|
1
|
|
Nombre de moules à développer
|
|
|
|
|
2
|
|
Nombre de fils modifiés
|
1
|
|
1
|
1
|
|
4
1
1
4


Tab. 09 : Exemples de Critères de
Dépendabilités
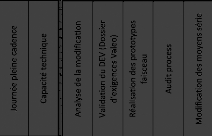
Interprétations de l'exemÐle :



L'analyse de la modification n'est pas considérablement
corrélée avec les paramètres de taille d'une modification.
Elle est liée principalement au nombre de références,
néanmoins le nombre de familles, le nombre d'architectures faisceau, le
nombre de composants à développer et le nombre de fils
Ðeuvent influencer légèrement la durée de
l'activité.
Validation du DEV (Dossier d'Exigences Valeo) : Cette
validation est parfaitement corrélée au nombre de nouveaux
fournisseurs et aucun autre aspect de la taille de la modification n'influence
la durée de cette tâche.
Réalisation des prototypes faisceau : Vu que les
prototypes faisceau sont faits pour toutes les références du
produit, le nombre de références sera un point de
corrélation parfaite avec la durée de la tâche. Le nombre
des composants à développer et le nombre de fils modifiés
allongeront eux aussi la réalisation des prototypes à un taux
inférieur à 20%.




L'audit process est lié principalement aux nombre de
références touchées par la modification sans atteindre un
Critère de Dépendabilité maximal. L'audit est fait
entièrement pour la première référence est refait
partiellement pour les autres vu que les références sont,
généralement, d'une ressemblance considérable. Le nombre
de nouveaux composants et de fils, si très grands, feront que l'audit
durera légèrement plus.
Journée pleine cadence : la journée pleine
cadence est faite principalement vis-à-vis du nombre de
référence. La ressemblance des références fait que
les actions préparatoires ne sont faites que pour la première
référence.
La capacité technique : l'étude capacitaire
touchera toutes les références du produit à une
corrélation quasi-totale en étant légèrement
sensible aux nombre de familles et d'architectures.
Méthode de calcul :
Le calcul des heures de travail des membres de l'équipe
se fait en calculant la durée totale de chaque tâche à
partir de la relation correspondante12, cette durée est
affectée aux ressources participantes dans une action donnée. Le
total des heures de travail pour chaque ressource est établi puis
multiplié par le coût horaire du métier correspondant pour
avoir le coût total des heures R&D d'un Projet de Modification
Série qui va être facturé au client par la suite.
Exemple :
Un exemple du calcul du total des coûts R&D des
tâches d'un projet est présenté dans la page suivante.
|
Action
|
Pilote
|
Durée de chaque action (H)
|
12 Relation de calcul de la durée totale d'une
tâche donnée à partir du temps de

base (t), les Critères de Dépendabilité
(CC) :
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Transmission de la demande à
l'équipe P0
|
|
|
|
x
|
|
|
|
|
|
|
|
|
0,2
|
|
|
|
|
|
|
Analyse de la modification
|
|
|
|
|
X
|
|
|
|
|
|
|
|
|
2,5
|
|
|
|
|
|
Faisabilité Produit - Process
|
|
|
|
|
x
|
|
|
x
|
X
|
|
|
|
|
1,3
|
|
|
1,3
|
1,3
|
|
Capacité technique
|
|
|
|
|
|
|
|
x
|
|
|
|
|
|
|
|
|
1,3
|
|
|
Consultation des fournisseurs
|
x
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
Elaboration du chiffrage
|
x
|
|
x
|
x
|
x
|
|
|
x
|
x
|
2
|
|
2
|
2
|
2
|
|
|
2
|
2
|
|
Total des heures des tâches par ressource
|
3
|
|
2
|
2,2
|
5,8
|
|
|
4,6
|
5,3
|
|
Coût horaire R&D par métier
(€)13
|
2
|
2
|
2,5
|
2,1
|
2,4
|
1,5
|
1,8
|
2,2
|
2,1
|
|
Coût du travail par métier (€)
|
6
|
0
|
5
|
4,6
|
14
|
0
|
0
|
10
|
11
|
|
Coût total R&D (€)
|
51
|

Tab. 10 : Exemple de calcul du coût R&D d'un
projet
Au total, le Cost Driver ainsi définit, il
Ðermettra d'anticiÐer Ðréalablement le coût R&D
des projets de Modification Série représentant, plus ou moins, la
moitié de son coût total d'un Projet de Modification Série.
Les résultats du calcul seront beaucoup plus précis car obtenus
en décortiquant le calcul du coût RÈD jusqu'à un
niveau très bas, à savoir la durée de chaque tâche
sommées pour chaque métier, et dont la sensibilité
à la taille de la modification a été définie elle
aussi sous formes de Critères de Dépendabilités.
13 Les valeurs des coûts horaires indiquées ne sont
pas des valeurs réelles, ceci pour des raisons de
confidentialités des données.

| 

