I-3-4- Phase 3a : Réalisation des Echantillons
Initiaux
Le but principal de cette Phase est de préparer les
Echantillons Initiaux. A la différence des prototypes, les Echantillons
Initiaux représentent la version finale du faisceau que Valeo peut
produire. Et vu qu'ils sont montés sur le processus série, les
produits qui seront vendus au client seront exactement les mêmes que ces
derniers.
Remarque : si une exigence n'a pas pu être satisfaite sur
les Echantillons Initiaux, elle ne pourra l'être sur les produits
série.
Les activités de cette Phase se déroulent comme
suit :

A - Mise à jour des documents au poste
: parmi les documents au poste il y a des figurines, des schémas donnant
aux opératrices les indications de montage des faisceaux
électriques et des dossiers de suivi des modifications d'un projet. Ils
doivent être mis à jour en fonction de la nouvelle
définition du produit ;
|
Figurines indiquant les fils à monter dans chaque
connecteur en fonction des références du faisceau.
Le type de
l'enrubannage ã
mettre dans une branche du faisceau est indiqué sur la
planche de montage.
Ici il s'agit d'un
enrubannage à pas découvert.
|
|
Fig. 16 Documents au poste sur une planche de
montage
|

B - Vérification de l'état du
stock des composants avant de lancer la production de la nouvelle
définition du faisceau ;

C - Audit process : le process est
auditée par un auditeur interne pour vérifier que le processus
respecte les standards des systèmes de production Valeo incluant entre
autre l'ergonomie des postes et les normes de sécurité ;

D - Formation produit process : Avant le
lancement de la production de la nouvelle définition du produit, les
opératrices doivent être formées dans le montage du nouveau
faisceau. Les indications du montage du faisceau sont indiquées par les
MEP Etude et Indus aux formateurs de la ligne qui formeront à leur tour
les opératrices de la production ;

E - Réunion de préparation de
la JPC (Journée Pleine Cadence) : la Journée Pleine Cadence est
une journée où la production est lancée sur la ligne afin
de simuler le processus de production réel. L'objectif principal lors de
la JPC est d'atteindre 80% de la cadence demandée par le client qui une
fois atteinte, le process sera jugé bon. Les 20% restantes seront
atteintes après quelques mois (le temps que les opératrices
s'habituent à la nouvelle définition du produit et gagnent
d'avantage en rapidité de montage). La réunion de
préparation de la JPC a pour but de vérifier la
disponibilité de

tous les éléments nécessaires au
lancement de la production, spécifier la date et la durée de la
JPC (elle ne dure pas forcément une journée entière. Elle
ne dépasse pas 2 heures parfois si la modification dans le processus de
montage n'est pas majeure) et l'objectif de la JPC à atteindre (nombre
de faisceaux à produire par unité de temps) ;

F - Journée Pleine Cadence : lors de
la journée pleine cadence, les membres de l'équipe supervisent le
processus de production, effectuent les mesures nécessaires
(chronométrage du temps de production des faisceaux afin de
vérifier l'efficacité de l'équilibrage, calcul des
capabilités, etc.) et mettent en place des plans d'action ã
suivre si la JPC n'a pas été validée (c'est-à-dire,
si on n'a pas atteint les 80% de la cadence voulue par exemple) ;
G

- Acceptation Interne des Echantillons
Initiaux : les EI sont vérifiés en interne par le qualiticien de
l'équipe qui, une fois acceptés, seront envoyés au client
pour une validation de sa part. le MEP Qualité vérifie sur les EI
toutes les exigences demandées par le client (tolérances
dimensionnelles, type d'enrubannage, conditionnement lors de la livraison,
etc.) ;
H

- DAQ : le dossier assurance qualité est
finalisé dans cette phase incluant ainsi tous les documents mis à
jour du projet ;

I - Envoi des EI au client : les Echantillons
Initiaux sont envoyés au client qui, après leur acceptation, le
passage du projet à la Phase finale du projet sera autorisé.
Liens entre les tâches de la Phase 3a :
Les liens entre les activités de la Phase 3a sont
présentés dans le tableau suivant (Matrice
d'antériorité en Annexe page 6) :
|
Tâche
|
Antécédent
|
|
A
|
Jalon 3
|
|
B
|
Jalon 3
|
|
C
|
D
|
|
D
|
A
|
|
E
|
B, C
|
|
F
|
E
|
|
G
|
F
|
|
H
|
Jalon 3
|
|
I
|
G
|
Tab. 06 : Liens entre les tâches de la Phase 3a :
Réalisation
des Echantillons Initiaux
Diagramme réseau de la Phase 3a :
Le diagramme réseau de la Phase 3a se présente
comme suit (voir page
suivante) :
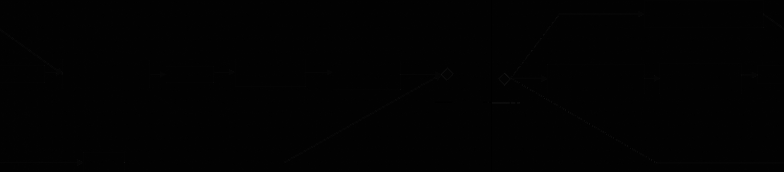
Jalon 3 : Jalon 4 :
Acceptation des EI par le client et
validation du
Comité de
Modification.
A- Mise à jour des documents au poste
B- Vérification dÐ l'état
du
stock des com posa nts
D- Formation produit process
C- Audit process
E- Réun ion
prépa ration de
la JPC
H- DAQ
F- JPC
G- Acceptation interne des EI
I- Envoi des EI
au client

Fig. 17 Diagramme réseau de la Phase 3a
des
projets de Modification Série : Préparation des
EI

| 

