2. Chronométrage :
Apres l'identification de la référence critique,
maintenant nous passons au terrain pour le chronométrage, nous
définissons définis le nombre 3 comme le nombre
d'échantillon et nous commençons le chronométrage par la
première famille :
? Peugeot DV6 :
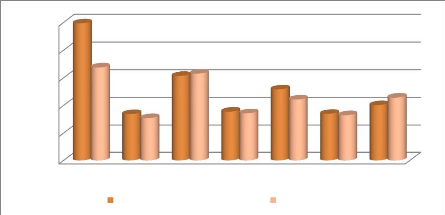
Tableau 6 : comparaison entre le temps
réel et le temps standard pour le bloc1
|
Opérations
|
Le temps réel du bloc1-
DV6/4585
|
Temps standards
|
Le temps
perdu
|
|
Préparation bloc
|
41:57,0
|
31:48,0
|
10:09,0
|
|
Honage ligne
|
15:53,0
|
11:23,0
|
04:30,0
|
|
Alésage cylindre
|
26:47,0
|
26:41,0
|
00:06,0
|
|
Dressage
|
23:15,0
|
10:34,0
|
12:41,0
|
|
Honage cylindre
|
33:46,0
|
16:39,0
|
17:07,0
|
|
Lavage tripentine
|
09:19,0
|
10:38,0
|
|
|
Lavage final
|
19:01,0
|
18:43,0
|
00:18,0
|
Jawaher ben Ameur
Page 31
|
Totale
|
02:49:58
|
02:06:26
|
43:32,0
|
|
|
43:12,0
07:12,0
00:00,0
36:00,0
28:48,0
21:36,0
14:24,0
1 2 3 4 5 6 7
Le temps réel du bloc1- DV6/4585 Temps standars
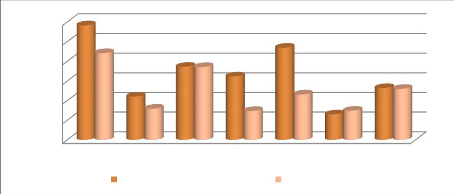
Figure 12: l'écart entre le
temps réel et le temps standard pour le bloc1
Remarque : Dans la majorité des
opérations, nous trouvons que le temps réel dépasse le
temps standard or le temps perdu total des opérations est [44(min)] pour
seulement un bloc.
Tableau 7: comparaison entre le temps
réel et le temps standard pour le bloc2
|
Opérations
|
Le temps réel du bloc2-
DV6/4585
|
Temps standard
|
Le temps perdu
|
|
Préparation bloc
|
41:26,0
|
31:48,0
|
09:38,0
|
|
Honage ligne
|
15:49,0
|
11:23,0
|
04:26,0
|
|
Alésage cylindre
|
18:56,0
|
26:41,0
|
|
|
Dressage
|
13:25,0
|
10:34,0
|
02:51,0
|
|
Honage cylindre
|
18:26,0
|
16:39,0
|
01:47,0
|
|
Lavage tripentine
|
08:32,0
|
10:38,0
|
|
|
Lavage final
|
17:04,0
|
18:43,0
|
|
|
Totale
|
02:13:38
|
02:06:26
|
07:12,0
|
Jawaher ben Ameur
Page 32
43:12,0
07:12,0
00:00,0
36:00,0
28:48,0
21:36,0
14:24,0
1 2 3 4 5 6 7
Le temps réel du bloc2- DV6/4585 Temps standars
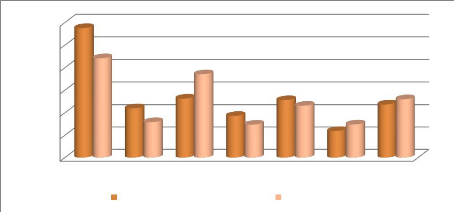
Figure 13: l'écart entre le
temps réel et le temps standard pour le bloc2
Remarque : le temps réel est
supérieur au temps standard or le temps perdu total des
opérations est [7(min)] pour seulement un bloc.
Tableau 8: la comparaison entre le temps
réel et le temps standard pour le bloc3
|
Opérations
|
Le temps réel du bloc3-
DV6/4585
|
Temps standard
|
Le temps perdu
|
|
Préparation bloc
|
42:02,0
|
31:48,0
|
10:14,0
|
|
Honage ligne
|
11:37,0
|
11:23,0
|
00:14,0
|
|
Alésage cylindre
|
22:50,0
|
26:41,0
|
|
|
Dressage
|
17:00,0
|
10:34,0
|
06:26,0
|
|
Honage cylindre
|
19:03,0
|
16:39,0
|
02:24,0
|
|
Lavage tripentine
|
09:29,0
|
10:38,0
|
|
|
Lavage final
|
17:18,0
|
18:43,0
|
|
|
Totale
|
02:19:19
|
02:06:26
|
12:53,0
|
Jawaher ben Ameur
Page 33
43:12,0
07:12,0
00:00,0
36:00,0
28:48,0
21:36,0
14:24,0
1 2 3 4 5 6 7
Le temps réel du bloc3- DV6/4585 Temps standars
Page 34
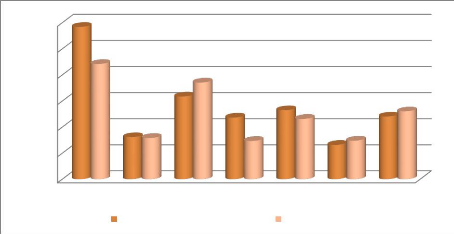
Figure 14: l'écart entre le
temps réel et le temps standard pour le bloc 3
Remarque : dans la majorité des
opérations , nous trouvons que le temps réel est supérieur
au temps standard or le temps perdu total des opérations est [13(min)].
Cette perte est due à la mauvaise implantation du poste et à la
recherche des outillages.
? La famille Peugeot P22 :
Tableau 9 : comparaison entre le temps
réel et le temps standard pour le bloc1
|
Opérations
|
Le temps réel du bloc1-
P22/4073
|
Temps
standard
|
Le temps
perdu
|
|
Préparation bloc
|
39:43,0
|
24:16,0
|
15:27,0
|
|
Honage ligne
|
15:50,0
|
11:06,0
|
04:44,0
|
|
Alésage cylindre
|
26:21,0
|
22:40,0
|
03:41,0
|
|
Dressage
|
15:28,0
|
12:22,0
|
03:06,0
|
|
Honage cylindre
|
26:58,0
|
15:58,0
|
11:00,0
|
|
Lavage tripentine
|
11:46,0
|
11:51,0
|
|
|
Lavage final
|
14:11,0
|
16:27,0
|
|
|
Totale
|
02:30:17
|
01:54:40
|
35:37,0
|
Jawaher ben Ameur

43:12,0
07:12,0
00:00,0
36:00,0
28:48,0
21:36,0
14:24,0
1 2 3 4 5 6 7
Le temps réel du bloc1- P22/4073 Temps standars
Page 35
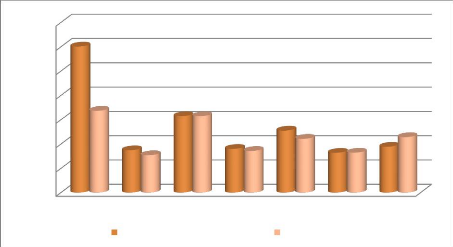
Figure15: l'écart entre le temps
réel et le temps standard pour le bloc 1
Remarque : Dans la majorité des
opérations , nous trouvons que le temps réel est supérieur
au temps standard or le temps perdu total des opérations est
[36(min)]pour seulement un bloc. C'est une valeur élevée, et cela
est due à le réglage difficile des machines, le temps de
changement d'outillage et à la recherche des outillages.
Tableau 10 : comparaison entre le temps
réel et le temps standard pour le bloc2
|
Opérations
|
Le temps réel du bloc2-
P22/4073
|
Temps
standard
|
Le temps
perdu
|
|
Préparation bloc
|
43:17,0
|
24:16,0
|
19:01,0
|
|
Honage ligne
|
12:34,0
|
11:06,0
|
01:28,0
|
|
Alésage cylindre
|
22:40,0
|
22:40,0
|
00:00,0
|
|
Dressage
|
12:59,0
|
12:22,0
|
00:37,0
|
|
Honage cylindre
|
18:23,0
|
15:58,0
|
02:25,0
|
|
Lavage tripentine
|
11:49,0
|
11:51,0
|
|
|
Lavage final
|
13:36,0
|
16:27,0
|
|
|
Totale
|
02:15:18
|
01:54:40
|
00:20:38
|
Jawaher ben Ameur
43:12,0
07:12,0
00:00,0
50:24,0
36:00,0
28:48,0
21:36,0
14:24,0
1 2 3 4 5 6 7
Le temps réel du bloc2- P22/4073 Temps standars
Page 36
Figure 16: l'écart entre le
temps réel et le temps standard pour le bloc 2
Remarque : Dans la majorité des
opérations , nous trouvons que le temps réel est supérieur
au temps standard or le temps perdu total des opérations est
[20(min)]pour seulement un bloc. Cette perte est due à la mauvaise
implantation du poste et à la recherche des outillages.
Tableau 11 : comparaison entre le temps
réel et le temps standard pour le bloc3
|
Opérations
|
Le temps réel du bloc3-
P22/4073
|
Temps
standard
|
Le temps
perdu
|
|
Préparation bloc
|
35:44,0
|
24:16,0
|
11:28,0
|
|
Honage ligne
|
12:09,0
|
11:06,0
|
01:03,0
|
|
Alésage cylindre
|
22:05,0
|
22:40,0
|
|
|
Dressage
|
12:47,0
|
12:22,0
|
00:25,0
|
|
Honage cylindre
|
18:36,0
|
15:58,0
|
02:38,0
|
|
Lavage tripentine
|
12:13,0
|
11:51,0
|
|
|
Lavage final
|
14:28,0
|
16:27,0
|
|
|
Totale
|
02:08:02
|
01:54:40
|
13:22,0
|
Jawaher ben Ameur
07:12,0
00:00,0
36:00,0
28:48,0
21:36,0
14:24,0
1 2 3 4 5 6 7
Le temps réel du bloc3- P22/4073 Temps standars
Page 37
Figure 17: la comparaison entre le temps
réel et le temps standard pour le bloc 3
Remarque : On peut conclure que le temps
réel est supérieur au temps standard pour la majorité des
opérations. En fait, la perte de temps totale est appropriés
égale à [14(min)] pour seulement un bloc. C'est
une valeur élevée, et cela est dû à des causes
diversifiées telles que la mauvaise implantation de la section,
l'absence des méthodes d'organisation dans la section et la
déséquilibre des postes de travail.
Après avoir un diagnostic et une analyse de la
problématique dans la section, pour résoudre le problème
du gaspillage de temps dans la section, nous avons appliqué la
méthode « 5S » dans la deuxième partie de ce chapitre
et nous avons proposé une nouvelle organisation de la section.
|
|


