1.2. La modélisation de la section bloc Moteur
:
Dans cette partie, nous sommes appuyé sur un outil de
modélisation c'est le «Microsoft Office Word», Ce dernier vous
aidera à avoir une image approximative sur l'implantation des postes
dans la chaine, comprenant la modélisation de la section bloc avec les
différentes opérations.
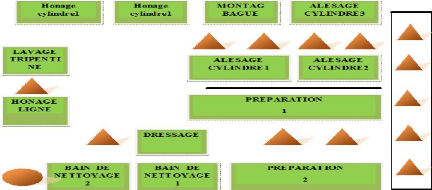
Figure 8: la modélisation de la section bloc
Moteur
Jawaher ben Ameur
Page 25
Tableau 2 : les nombres des postes et des
effectifs
|
Postes
|
Effectifs
|
Nombre de poste
|
|
Préparation
|
1
|
2
|
|
Honage ligne
|
1
|
1
|
|
Alésage cylindre
|
1
|
3
|
|
Montage pour bague
|
0
|
1
|
|
Dressage cylindre
|
1
|
1
|
|
Honage cylindre
|
1
|
2
|
|
Lavage tripentine
|
1
|
1
|
|
Lavage final
|
1
|
2
|
1.3. Diagramme de causes à effet « ISHIKAWA
»
Nous avons procédé dans ce qui suit à
chercher et analyser les problèmes qui constituent et
génèrent le gaspillage tout au long de la chaine de production
grâce au diagramme Ishikawa.
? Les facteurs influés sur la production
Le temps de production associé à un poste
donné correspond à la somme de toutes les
élémentaires qui lui sont affectées. Toutefois, ce temps
n'est pas fixe et peut être influencé par plusieurs facteurs. Ces
derniers dépendent de :
? Main d'oeuvre : dans la section, nous
trouvons des ouvriers de différente génération. Ils
existent ceux qui ont une expérience de vingt à trente ans et
ceux qui sont des nouveaux recrutés. Les ouvriers âgés ont
du métier et maitrisent beaucoup leurs tâches mais leurs
rendements sont en décroissance. Certains sont très proches
à la retraite, s'ennuient rapidement et n'acceptent ni
d'accélérer leur rythme ni de changer leurs modes de travail. Par
conséquent ils peuvent retarder la production.
? Machine : Réglage difficile pour
certaines machines peu prendre jusqu'à trente minutes pour fonctionner.
À cause de la défaillance d'un outillage (brosse spiral,
taraud,...), l'ouvrier passe son temps à trainer dans la section sous
prétexte de manque d'outillage.
Jawaher ben Ameur
Page 26
y' Matière : Il y'a des cas où
l'ouvrier se trouve en cas de rupture de stocks d'une matière
donnée et il doit attendre l'arrivée du stock du magasin. Aussi,
nous avons des défauts des stockages de matières premières
et des stocks encours élevés.
y' Milieu : Il y'a beaucoup des bruits et mal
nettoyé
y' Méthode : Mauvaise implantation de
l'usine, postes de travail non équilibrées et l'absence de
maintenance préventive
Pour bien identifier la cause nous avons
schématisé le diagramme ISHIKAWA.
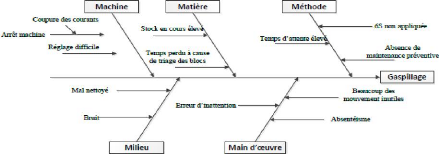
Figure 9 : Diagramme
d'ISHIKAWA
| 

