6 Les cycles de coulée
6.1 Machines à chambre froide horizontale
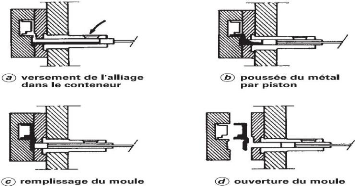
Les phases du procédé sont les suivantes :
- verse du métal dans un cylindre horizontal appelé
conteneur ;
- 1re phase : le piston d'injection pousse assez
lentement le métal jusqu'à l'entrée de l'empreinte,
appelé attaque ;
- 2eme phase : remplissage du moule, la vitesse du
piston et du métal est élevée et peut varier de 20 m/s
à 50 m/s à l'attaque et fortement, notamment avec l'emploi des
machines à boucle fermée ;
- 3eme phase : une application rapide d'une
surpression sur le métal en cours de solidification permet d'augmenter
la compacité de la pièce.
Les pressions exercées sur le métal peuvent varier
entre 50 et 100 MPa.
Compte tenu de la grande vitesse d'écoulement du
métal lors du remplissage, une partie de l'air contenu dans le conteneur
et dans l'empreinte se retrouve dans les pièces sous forme de petites
bulles ou soufflures.
On peut remédier en grande partie à cet
inconvénient en concevant correctement le système de remplissage
et en utilisant des technologies d'assistance par le vide qui consistent
à aspirer l'air et les gaz pendant la phase de remplissage. La pression
résiduelle varie selon les systèmes entre 60 et 100 MPa.
Les machines sont caractérisées par la force de
fermeture des plateaux fixe et mobile sur lesquels est fixé le moule. La
gamme des puissances s'échelonne entre 2 500 et 45 000 kN, plus
couramment exprimée en tonnes, 250 à 4 500 t.
La technologie des machines a fait de gros progrès au
niveau du groupe d'injection. On distingue deux principales catégories
de machines.
6.2 Machines anciennes à trois phases
(Plus vendues aujourd'hui mais encore nombreuses dans le parc
industriel) :
- 1re phase : le mouvement du piston a lieu
à vitesse lente constante (0,30 à 1 m/s) ou
accélérée.
- 2eme phase : elle correspond au remplissage de
l'empreinte et la vitesse du piston peut varier entre 1,5 et 8 m/s. Les
mouvements du piston d'injection sont pilotés du coté primaire du
piston moteur. Le freinage du piston en fin de phase évite le coup de
bélier et permet, pour des pièces fines injectées avec des
vitesses de piston élevées, de ne pas provoquer de bavures au
plan de joint.
- 3eme phase : c'est la phase de compaction
réalisée par un multiplicateur de pression (majoritairement la
pression est régulée par une vanne pointeau). Le
déclenchement de la monté e en pression peut, si
nécessaire, être retardé. En règle
générale, on cherche à appliquer une surpression sur la
pastille de coulée, le plus vite possible.
Chapitre II : Procédés de mise en forme
des métaux

34
Figure 21:Machines anciennes à trois
phases
| 

