5 Les machines utilisée
5.1 Machine à chambre chaude
Elles sont équipées du système
d'injection décrit précédemment, utilisable seulement pour
des alliages d'étain, de plomb ou de zinc (Zamaks). Le système
d'injection à chambre chaude permet des cadences élevées,
50 à 720 injections/h généralement, mais certaines
machines spéciales peuvent atteindre des cadences beaucoup plus
élevées, 2 000 à 5 000 injections/h pour certaines petites
pièces. Pour ces dernières fabrications, les machines restent de
taille moyenne et leurs cycles sont, le plus souvent, entièrement
automatisés.
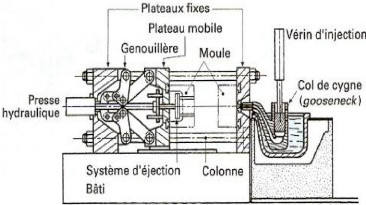
Figure 18:Machine à chambre
chaude
Chapitre II : Procédés de mise en forme
des métaux

31
5.2 Machines à chambre froide
Elles sont équipées d'un système
d'injection comprenant un conteneur dans lequel circule le piston injectant
l'alliage liquide dans le moule. Le four de maintien est installé
à côté de la machine.
Il existe deux types de machines à chambre froide :
-- les machines horizontales ;
-- les machines verticales.
Les machines horizontales sont
universellement répandues dans toutes les fonderies, leurs forces de
fermeture s'échelonnent de 0,5 à 30 MN et plus afin de pouvoir
répondre à la demande du marché de pièces en
aluminium coulées sous pression de plus en plus importante, comme par
exemple des carters-cylindres pour moteurs d'automobile,
4 cylindres (12 kg) ou V 6 (16 kg). Pour cette dernière
pièce par exemple, les moules pèsent plus de 25 t, la machine
à une force de fermeture de 30 MN ( 3 000 Tf), une cadence 8 à 10
pièces/h. Ces énormes machines ont des plateaux de 3 m × 3
m, une longueur de plus de
10 m et représentent un investissement important ne
pouvant s'amortir que sur des grandes séries. Les cadences de production
vont de (10 à 20) pièces/h à 50 pièces/h en moyenne
et jusqu'à 200 pièces/h environ pour les machines les plus
petites.
Pour faciliter les manutentions, diminuer la
pénibilité et améliorer la productivité, les
machines moyennes et surtout les plus importantes ont été
entièrement automatisées.
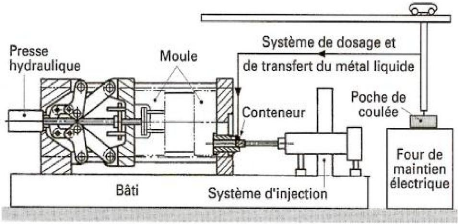
Figure 19:Les machines horizontales
Chapitre II : Procédés de mise en forme
des métaux

32
Les cadences sont exprimées en cadences
instantanées, rendement mécanique machine-moule non compris.
Ces machines ont été équipées d'un
ou plusieurs robots qui forment avec leur four de maintien de véritables
ensembles autonomes entièrement automatiques, depuis la coulée du
métal jusqu'aux opérations d'extraction de la pièce,
poteyage des empreintes, refroidissement de la pièce dans un bac
à eau et pré ébavurage (culot d'injection, grosses
bavures). L'opérateur surveille le fonctionnement de l'ensemble de
l'installation et contrôle la qualité des pièces à
la sortie, avant livraison à l'atelier de parachèvement. Ces
ensembles complètement automatisés ont permis d'améliorer
très sensiblement les conditions de travail, la productivité et
également la qualité des pièces.
Les machines verticales utilisent pour
l'injection un conteneur disposé verticalement, alimenté en
métal liquide à la louche de coulée, ou par
dépression et aspiration par un tube dans le four de maintien. Il est
nécessaire que l'injection se fasse au centre du moule, ce qui limite
leurs applications. Par ailleurs, l'ensemble d'injection n'est pas très
accessible et ce type de machine ne s'est pas développé à
cause des inconvénients liés à son principe.
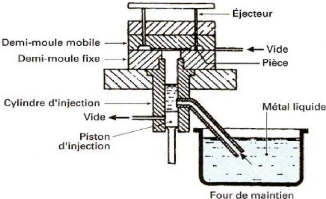
Figure 20:Les machines verticales
Chapitre II : Procédés de mise en forme
des métaux

33
| 

