4 Systèmes d'injection
Il existe deux systèmes d'injection du métal
liquide dans l'empreinte, le système à
chambre chaude et le système à chambre
froide.
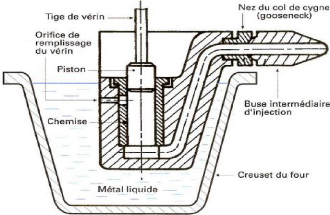
4.1 Système à chambre chaude
Ces dispositif, appelé aussi col de cygne (gooseneck),
comprend un four à creuset, de maintien ou de fusion du métal
liquide, dans lequel est immergé le système d'injection. Celui-ci
est constitué d'un cylindre d'injection en col de cygne (en acier
réfractaire) qui vient s'appliquer contre le trou d'injection du moule.
C'est le système le plus simple, presque idéal. Il réalise
la coulée automatique, le métal est toujours à bonne
température avec beaucoup moins de risque de présence d'oxydes
dans le métal coulé. Malheureusement les alliages d'aluminium,
qui dissolvent le fer à haute température, ne peuvent être
injectés par ce dispositif. Par contre, les alliages de zinc
(température de coulée 420°C) et de magnésium
(température de coulée 650°C) sans action sur les alliages
de fer sont injectés sur ce type de machines.
Les pressions d'injection sont comprises entre 5 et 30 MPa.
Grâce à la simplicité de ce système, les cadences
peuvent être très élevées.
Chapitre II : Procédés de mise en forme
des métaux

29
Figure 16:Système à chambre
chaude
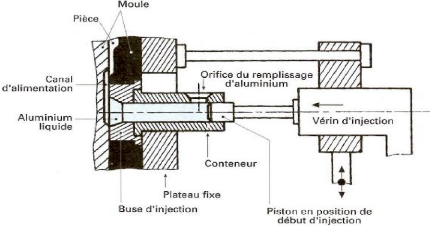
4.2 Système à chambre froide
Dans ce système, l'injection dans le moule se fait
à l'aide d'un vérin horizontal, muni d'un piston en acier au
chrome-molybdène coulissant dans un cylindre appelé conteneur et
qui s'applique sur l'orifice d'injection du moule. Le conteneur possède
un orifice de remplissage par lequel on verse le métal liquide,
manuellement à la louche ou, plus fréquemment, à l'aide
d'un système de coulée mécanisée et automatique
(petite poche verseuse, poche à quenouille, etc.).
Il existe également des machines à axe vertical
mais elles sont très peu utilisées. Le système d'injection
est plus complexe, et elles ont tendance à disparaître. Les
pressions d'injection utilisées dans les dispositifs à chambre
froide peuvent atteindre des valeurs élevées, de 25 à 200
MPa, pouvant dans certains cas atteindre 350 MPa. La manutention et la
coulée du métal sont plus difficiles et le système impose
de le doser soigneusement avant coulée dans le conteneur.
Différents systèmes de programmation existent
pour régler la vitesse de déplacement du piston, vitesse rapide
d'abord, puis vitesse lente et enfin effort maximal de compactage du
métal liquide.
Il existe également des systèmes comprenant un
petit piston au centre du piston principal, qui vient parachever l'effort de
compactage final. Tous ces systèmes visent à améliorer le
remplissage du moule et la pression finale sur le métal liquide pour
améliorer les qualités de la pièce.
Chapitre II : Procédés de mise en forme
des métaux

30
Figure 17:Système à chambre
froide
| 

