VI. DIMENSIONNEMENT DU VENTILATEUR
Le problème ici est d'avoir 0.5m/s comme vitesse de
passage sur les produits, après les nombreuses pertes de charge
rencontrées. Nous ne possédons pas de référence
nous permettant de modéliser ces pertes de charges sur les claies et les
échangeurs. C'est pourquoi nous utiliserons dans un premier temps le
ventilateur fournit avec le groupe de condensation. Des expérimentations
ultérieures permettrons la modélisation de ces pertes de
charge.
Les caractéristiques de ce ventilateur sont les suivantes
:
· Type : aspirant ;
· Alimentation : 208 V - 220 V, 50Hz ;
· Puissance utile : 22 W ;
· Intensité absorbée : 0.54 A ;
· Vitesse de rotation : 1350 tr/min.
VII. DIMENSIONNEMENT DU CIRCUIT ELECTRIQUE
1. Principes de commande et de
régulation
· La régulation sera en tout ou rien, par thermostat
électronique avec afficheur de température ;
· Un voyant vert `Sous-Tension' permettra de
vérifier la présence de tension ;
· Un voyant rouge `Marche Compresseur' permettra d'indiquer
l'état de marche du compresseur, pendant la régulation ou
à l'arrêt ;
· Un commutateur à deux position permettra la mise
en marche ou l'arrêt du séchoir.
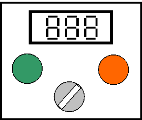
2. Emplacement des organes de contrôle et
de signalisation
Ces organes comprennent :
· Le commutateur Marche-Arrêt ;
· Le voyant `Sous-Tension' ;
· Le voyant `Marche Compresseur'
Ils sont disposés comme sur le schéma suivant :
160
TENSION
A M
140
COMP.


950
Figure 9 : Emplacement du tableau de
contrôle
3. Schémas
électriques
Le ventilateur n'absorbe que 0.54 A. Il sera donc placé
directement dans le circuit de commande. Le circuit de puissance sera
câblé avec des câbles de 2.5mm2 et le circuit de
commande en 1.5mm2.
MONTAGE
Le montage est une phase délicate, car si des
réalités ont été omises ou négligées
plus en amont, alors un retour en arrière dans le processus de
conception est souvent indispensable.
I. MONTAGE DU COFFRET
On a vu que le coffret est fait en contre-plaquet
d'épaisseur 10 cm, avec un revêtement intérieur en
tôle d'aluminium d'épaisseur 0.3mm.
Le raccordement des plaques est fait par des pointes et de la
colle forte, pour assurer une étanchéité maximale.
La tôle d'aluminium est revêtue sur les faces
intérieures par collage, pour plus d'esthétique. Cette tôle
est aussi utilisée pour le découpage des chicanes
d'homogénéisation.
La portière de face sera maintenue fermée par deux
loketo aimantés, et l'ouverture de visite technique par une targette.
L'armaflex d'étanchéité des ouvertures est aussi
fixé par collage.
La peinture est du type métallisée de couleur
marron, avec un premier revêtement de cintrofer.
Les claies sont grillagées. Les extrémités
des grillages sont prises en sandwich entre des planches de 10 x10.
Le socle est réalisé en cornière de 25.
Avec les remarques ci-dessus et les dimensions de la figure 5,
un cahier des charges a été établi. La réalisation
du coffret a ainsi été confiée à un atelier
spécialisé dans la menuiserie.
II. MONTAGE DES ECHANGEURS
Les deux échangeurs ont été fixés
au bâtit par boulonnage. Un bac de collecte des condensas
étanché par silicone a été fixé sous
l'évaporateur, et un orifice d'évacuation des condensas par tuyau
PVC a été réalisé à l'arrière du
séchoir.
Le ventilateur a aussi été fixé par
boulonnage au dessus du condenseur, après avoir adapté des
supports de fixation convenables.
III. MONTAGE DU CIRCUIT FRIGORIFIQUE
Le montage du circuit frigorifique a été fait en
suivant les étapes suivantes :
· Remplacement de l'huile du compresseur par une huile
compatible avec le R134a ;
· Réalisation des soudures les plus
compliquées à l'extérieur, et remplacement du filtre
déshydrateur ;
· Fixation du compresseur dans son logement ;
· Réalisation du reste des soudures ;
· Fixation du bulbe du détendeur ;
· Mise sous vide des tuyauterie et premier contrôle
des fuites ;
· Charge de l'installation en basse pression,
jusqu'à l'obtention d'environ 10 bars en haute pression. La charge sera
complétée au cours des premiers essais.
| 

