CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
prédite du bassin de fusion avec les valeurs
mesurées, une amélioration de la façon dont
l'énergie est distribuée dans le bain de fusion en augmentant le
coefficient d'absorptivité est nécessaire.
Dans cette étude, une estimation du coefficient
d'absorptivité a été proposée numériquement
pour comparer efficacement les mesures expérimentales et la simulation
numérique. Comme le montre la figure 3.9, cette approche permet
d'augmenter le coefficient d'absorption de 0,42 à 0,7.
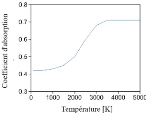
Figure 3-9: Coefficient d'absorption en fonction de
la température pour l'alliage Ti6Al4V
étudié.
La comparaison entre la forme prédite du bain de fusion
en utilisant les nouvelles valeurs calibrées pour l'absorptivité
et l'observation expérimentale est présentée dans la
Figure 3.10
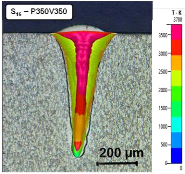
Figure 3-10: Comparaison entre les résultats
numériques et expérimentaux après
calibration du
coefficient d'absorption pour la piste S16.
Cette comparaison est obtenue pour le cas du substrat avec la
piste S16. Comme le montre la figure 3.10, un bon accord est obtenu entre le
profil numérique basé sur la variation
59
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
de température et le résultat
expérimental (ligne noire) dans le cas du mode de fusion en trou de
serrure. Ce résultat démontre l'importance de prendre en compte
la variation du coefficient d'absorption avec la température pour le
mode de fusion en trou de serrure prédominant afin d'obtenir un bon
accord avec le résultat expérimental. Par conséquent, la
calibration de l'absorptivité est répétée pour les
cas simulés afin d'améliorer tous les résultats.
3.2 Étude De Sensibilité 3.2.1
Introduction
Au cours du procédé de fabrication SLM, un
grand nombre de paramètres gouvernent l'intégrité finale
de la pièce à fabriquer. Les investigations expérimentales
et numériques effectuées précédemment ont permis
d'analyser l'effet de certains paramètres procédés tels
que la puissance laser, la vitesse de balayage et la densité
d'énergie volumique durant le processus de fabrication. Ces analyses ont
permis de définir la paramètrie optimale nécessaire
à l'obtention de cordons stables, continus, uniformes et denses. Par
contre on constate que ces analyses ne considèrent qu'un nombre
très limité de paramètres parmi ceux que compte le
procédé et ne renseignent aucunement sur l'influence de ces
paramètres vis-à-vis du procédé et vis-à-vis
des paramètres considérés. Or la compréhension de
la relation entre ces paramètres et leurs effets sur le processus de
fabrication est crucial la qualité géométrique et physique
des pièces produites.
Grace aux modules Spreading et Melting
développés pour des simulations à l'échelle
microscopique par ESI Group, il est possible d'analyser des indices de
sensibilité qui quantifient l'influences des entrées de ces
modules sur leur sortie simulée : c'est l'analyse ou l'étude de
sensibilité. Elle permettra de mieux comprendre les relations entre
l'entrée et la sortie des variables du modèle
étudié, d'identifier les paramètres qui nécessitent
une meilleure estimation afin de réduire les incertitudes du
modèle, l'identification des phénomènes
prédominants dans le système physique étudié et la
simplification du modèle en fixant les entrées qui n'ont pas
d'effet sur la sortie simulée.
Dans cette section, on présentera l'analyse de
sensibilité du modèle de simulations des procédés
de fabrication additive sur lit de poudre du module melting.
3.2.2 Étude De Sensibilité Du Module
Melting
Nous cherchons à étudier la sensibilité
des paramètres de sortie (taille du bain de fusion) à une
perturbation de chaque paramètre d'entrée. En étudiant
comment la réponse du modèle réagit aux variations de ses
variables d'entrée, l'analyse de sensibilité nous permet de
répondre
60
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
| 

