CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
prévu. Cependant, une différence est
observée à l'avant du bain de fusion, en particulier pour le mode
prédominant du trou de serrure (Fig. 3.7).
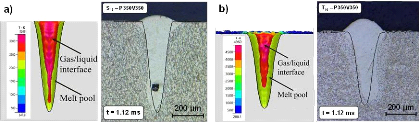
Figure 3-7: Section transversale prédite
d'une piste unique et résultats numériques (ligne
noire)
comparés aux observations expérimentales pour (a) le substrat S16
et (b) le lit de
poudre T16.
Concernant les dimensions associées, les largeurs
prédites du bain de fusion sont de 180 (Fig. 3.7a) et 195 um (Fig. 3.7b)
pour les deux pistes S16 et T16 respectivement. Ces résultats sont 45 %
et 30 % inférieurs aux largeurs moyennes du pool de fusion
mesurées expérimentalement de 330 #177; 39 et 280 #177; 10
ìm (Fig. 3.8b). La profondeur prédite du pool de fusion de 533
ìm (Fig. 3.7a) est bien corrélée avec la profondeur
moyenne mesurée expérimentalement de 546 #177; 34 ìm pour
la piste S16 (Fig. 3.7a) tandis que nous pouvons trouver une profondeur
prédite du pool de fusion de 450 ìm (Fig. 3.7b) qui concorde avec
la profondeur moyenne mesurée expérimentalement de 426,75 #177; 8
ìm pour la piste T16. Enfin, on constate que toutes les tailles du pool
de fusion sont bien corrélées avec les résultats
expérimentaux, sauf pour la largeur lorsque la DEV est supérieure
à 45 J.mm-3 dans le cas du modèle de substrat. Dans ce
cas, on peut trouver une différence entre la largeur du bain de fusion
prédite et mesurée. Ces caractéristiques peuvent
être observées à titre d'exemple dans la Fig. 3.8 où
la profondeur et la largeur du bain de fusion mesurées et
prédites sous différentes puissances de faisceau laser et
vitesses de balayage pour le cas du substrat sont comparées.
57
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
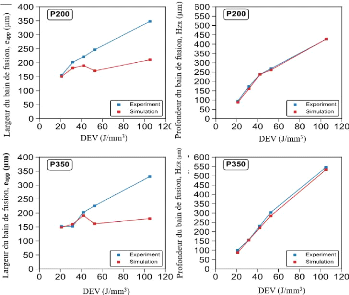
Figure 3-8: Profondeur et largeur du bain de fusion
mesurées et prédites sous différentes
puissances de
faisceau laser et vitesses de balayage pour le cas du
substrat.
Pour conclure, sur la base de la comparaison de la forme et
des dimensions du bain de fusion mentionnée précédemment,
il apparaît que toutes les simulations concordent bien avec
l'expérience en ce qui concerne la morphologie et les dimensions pour
les modes de fusion par conduction et par transition. Cependant, pour le mode
de fusion prédominant par trou de serrure, seules la forme et la
profondeur prédites du bassin de fusion correspondent bien à
l'expérience, tandis qu'une différence significative est
observée dans la largeur du bain de fusion. Ces résultats peuvent
être expliqués par le fait que dans le mode de fusion en trou de
serrure, une énergie élevée est engagée,
entraînant un chauffage excessif et localisé du métal qui
provoque la vaporisation des éléments d'alliage et l'apparition
d'une très grande cavité de vapeur ainsi que la présence
d'un plasma dans le liquide [91]. Cette vaporisation intensive du
matériau applique une pression de recul au bain liquide, créant
ainsi une zone de dépression. Avec la formation de cette
dernière, le faisceau laser interagit directement sur le mélange
liquide-vapeur à l'intérieur du bain où se trouve le
capillaire gazeux. Cette interaction complexe liquide-vapeur augmente le
coefficient d'absorption, ce qui entraîne une augmentation de la largeur
du bain de fusion, qui variera davantage que la profondeur, car à une
certaine profondeur, le rayonnement est piégé et devient constant
(proche du corps noir) [92]. Par conséquent, pour corréler la
largeur
58
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

