CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
3.1.4 Simulation numérique du bain de fusion
La figure 3.6 montre les résultats de simulation pour
les cordons S16 et T16 où une puissance de faisceau de 350 W et une
vitesse de balayage de 350 mm.s-1 sont appliquées dans le cas
du modèle de substrat et de poudre.
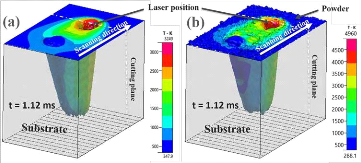
Figure 3-6: Prédiction de la forme d'un
simple cordon obtenu à partir des paramètres
d'impression S16
et T16
Dans cette section, notons qu'initialement les calculs
numériques sont effectués avec un coefficient d'absorption
constant de 0.42, issu de la littérature. Dans le cas du modèle
avec poudre, l'état initial du lit de poudre est tiré d'un
modèle DEM (Discret Element Method) et étalé sur le
substrat en vrac, puis les mêmes paramètres laser sont
utilisés pour la simulation de la fusion. Comme on le voit, on observe
une bonne stabilité des pistes. La profondeur du bain de fusion augmente
jusqu'à atteindre un état quasi-stationnaire. La
température maximale localisée varie de 288.1 à 4960 K en
comparaison avec le modèle de substrat qui varie de 347.9 à 3249
K. Comme prévu, le modèle avec poudre nécessite plus
d'énergie que le modèle de substrat car l'énergie de
radiation est moins réfléchie et absorbée par le lit de
poudre de 0.35mm.
Les sections transversales obtenues à partir du plan de
coupe des résultats numériques sont comparées aux
observations expérimentales sur la figure 3.7. Les simulations montrent
qu'une dépression de vapeur (interface métal gaz/liquide) est
créée dans le matériau pendant la fusion laser pour
différentes conditions de traitement. Il est observé qu'une
dépression de vapeur élevée (interface gaz/métal
liquide) conduit à un bain de fusion profond pour former le mode trou de
serrure. Cela confirme que la formation du trou de serrure est principalement
due à une dépression de vapeur qui pénètre dans la
masse de la pièce pendant le processus SLM, comme
56
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

