I.3 Techniques de contrôle en ligne (non
destructif)
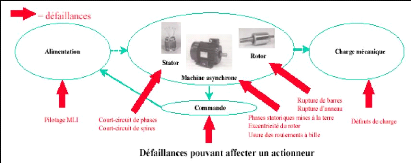
Figure I.2 : Différentes défaillances pouvant
affecter une machine asynchrone [11]
Les entraînements électriques utilisent de plus
en plus les moteurs asynchrones à cause de leur robustesse, leur
puissance massique et leur faible coût de construction, mais il arrive
que ces machines présentent des pannes (défauts)
électriques ou mécaniques.
Des études statistiques nous révèlent que
certaines pannes sont plus fréquentes que d'autres, ce qui nous
amène à axer notre étude vers un type de défaut le
plus courant.
Parmi les pannes majeures, nous trouvons les suivantes :
1. Les cassures de barres et de portions d'anneaux des
cages
La détection de ces défaillances est rendue
difficile par le fait que lors de leurs apparitions, la machine continue de
fonctionner. Ces défauts ont par ailleurs un effet cumulatif. Le courant
que conduisait une barre cassée, par exemple, se répartit sur les
barres adjacentes. Ces barres sont alors surchargées, ce qui conduit
à leurs ruptures, et ainsi de suite jusqu'à la rupture d'un
nombre suffisamment important de barres pour provoquer l'arrêt de la
machine. Elles provoquent aussi une dissymétrie de répartition de
courant au rotor et des à-coups de couples, ceci va
générer des vibrations et l'apparition de défauts
mécaniques.
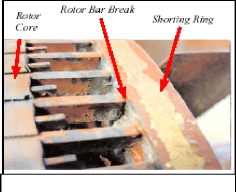
Figure I.3 : Barre cassé au niveau du rotor [12]
2. Les courts-circuits internes : un
court-circuit entre phases provoquerait un arrêt net de la machine.
Cependant, un court-circuit au bobinage prés du neutre ou entre spires
n'a pas un effet aussi radical. Il conduit à un
déséquilibre de phases, ce qui a une répercussion directe
sur le couple. Ce type de défauts perturbe aussi sensiblement les
commandes développées sur la base du modèle de Park
(hypothèse d'un modèle équilibré).
3. Les décharges partielles : Ce
phénomène naturel du aux décharges dans les isolants entre
conducteurs ou entre conducteurs et la masse s'amplifie avec le vieillissement
des isolants. Il est pratiquement imperceptible dans les isolants neufs par les
moyens de mesures classiques
car son effet n'est pas discernable par rapport aux bruits de
mesure. Sa présence précède l'apparition des
courts-circuits entre phases ou entre phase et masse lorsque ces
décharges partielles ont suffisamment détérioré les
isolants.
4. Dissymétrie du rotor : Celui-ci
provoque la variation de l'entrefer dans le moteur, une répartition non
homogène des courants dans le rotor et le déséquilibre des
courants statoriques. Le déséquilibre des efforts sur les barres
génère un couple global non constant.
Les défauts qui se produisent au niveau du rotor et leurs
effets sur les signaux électriques (courant, couple, flux ) et
mécaniques ( vibration ) mais aussi chimiques (dégagement
d'ozone, composition de l'huile des paliers ) de la machine asynchrone sont
importants et intéressent actuellement de plus en plus les chercheurs vu
les gros progrès réalisés au niveau du stator et vu les
études statistiques qui indiquent des pourcentages élevés
des défauts qui se produits au niveau du rotor, par exemple, on prend
une étude statistique, effectuée en 1988 par une compagnie
d'assurance allemande de systèmes industriels sur les pannes des
machines asynchrones de moyenne puissance (de 50 kW à 200 kW ) a
montré que : 22 % des défauts se sont des défauts
rotoriques.
Les méthodes traditionnelles de détection de
défauts reposent sur des prélèvements statiques ou des
essais destructifs effectués sur des échantillons à tester
: diagnostic de l'isolation, mesures vibratoires, tests chimiques, ......
Toutes ces techniques exigent un arrêt total des machines
nécessitant une main d'oeuvre qualifiée et induisant une perte de
production donc un préjudice économique, ce qui justifie
l'intérêt des recherches menées aujourd'hui en vu d'aboutir
à une surveillance non destructive (en ligne) qui permet de
détecter à temps le 1er défauts, donc
éviter les dysfonctionnements ainsi que les opérations de
maintenance lourdes et coûteuses associées.
Ces méthodes de C.N.D (contrôle non destructif) se
sont concrétisées grâce surtout aux outils de
modélisation, des techniques de traitement de signale, ...
Les principales techniques de C.N.D sont:
- Contrôle d'étanchéité
(détection : fuites, trous, porosité,..)
- Ressuage (détection : discontinuité
matière ouverte, contrôle de l'état de surface, ...)
- magnètoscopie (détection : défauts
superficiels sur matériaux ferromagnétiques, arbre, anneaux,
...)
- Radiographie (détection :
inhomogénéité en épaisseur, fissures, corrosion,
...) - Ultra son (contrôle : défauts internes, fissures, cordons
de soudure, ...)
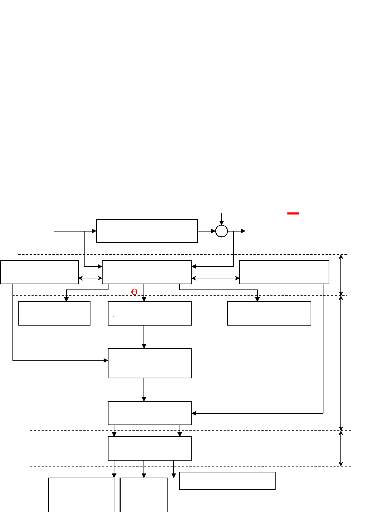
Diagnostic de la défaillance
Diagnostic
Localisation de la défaillance
Importance de la
défaillance
Causes des défaillances
Modèle du processus Non défaillant
- Courants de Foucault (détection : anomalies dans la
conductivité électrique ou dans la perméabilité
magnétique, variation de composition d'un alliage, )
- Thermiques (détection :anomalies de transmission de
chaleur au sein de la matière, ...)
- Emission acoustique (détection : écoulement de
fluide, rupture par fatigue, déformation plastique, ...)
- Holographie (détection : manque de liaisons, vibration
de faible amplitude, ...)
- Analyse de signature (détection : anomalies au niveau
des masses, vibrations, ...) I.4 Les approches usuelles de
détection :
On va présente deux méthodes utilisées en
diagnostic de systèmes physiques
Méthodes sans modèle analytique - Méthodes
basées sur les modèles analytiques Actuellement, on s'oriente
vers des systèmes de diagnostic mettant en oeuvre différentes
techniques de détection. En effet, chacune d'entre elles est plus ou
moins bien adaptée pour appréhender tel ou tel type de
défaut. Par exemple, on s'orientera vers les méthodes à
base
d'estimation paramétrique lorsqu'on souhaite localiser un
défaut qui se manifeste par une
variation des paramètres du modèle
identifié.
Estimation d'état
u
X
Type de défaillance
Quantité de comparaison
Modèle du processus observé
Processus réel
Estimation des paramètres
Génération De résidus
Décision
Signature de la défaillance
Quantités caractéristiques
n
Modèle du processus défaillent
Grandeurs non v mesurables
Détection de la défaillance
Modélisation
Figure I.4 : Approche générale retenue [11]
I.4.1 Méthodes sans modèle
analytique
I.4.1.1 Analyse fréquentielle
(Filtrage)
Une première approche du traitement du signal repose sur
l'analyse fréquentielle (transformée
de Fourier). Elle est bien évidemment très
utilisée pour la détection de phénomènes
périodiques comme en analyse vibratoire. L'analyse du spectre des
signaux issus des capteurs permet de déterminer très
efficacement
l'état de l'installation sous surveillance. Les signaux
sont ici tout d'abord analysés en état normal de fonctionnement.
Ensuite, toute déviation des caractéristiques
fréquentielles d'un signal est reliée à une situation de
panne (le problème, c'est qu'un changement de consigne modifie les
caractéristiques fréquentielles et cela n'a rien d'un
défaut).
I.4.1.2 Redondance matérielle
Cette méthode consiste à multiplier physiquement
les capteurs critiques d'une installation.
Un traitement des signaux issus des éléments
redondants effectue des comparaisons et distingue l'élément
défectueux en cas d'incohérence. Cette méthode est
pénalisante en termes de poids, puissance consommée, volume et
coût (d'achat et de maintenance). Elle est donc essentiellement
réservée aux cas où la continuité de service est
obligatoire (e.g. l'aérospatiale, le nucléaire). En effet, elle
apporte l'avantage, une fois la défaillance détectée et
localisée, de pouvoir utiliser la
partie de l'équipement encore saine mais cette technique
ne s'applique généralement que sur des capteurs.
I.4.1.3 Capteurs spécifiques
(capteurs-détecteurs)
Des capteurs spécifiques peuvent également
être utilisés pour générer directement des signaux
de détection ou connaître l'état d'un composant. Par
exemple, les capteurs de fin de course,
d'état de fonctionnement d'un moteur ou de
dépassement de seuils sont largement employés
dans les installations industrielles.
I.4.1.4 Réseaux de neurones
artificiels
Quand la connaissance sur le procédé à
surveiller n'est pas suffisante et que le développement d'un
modèle de connaissance du procédé est impossible,
l'utilisation de modèle dit << boîte noire>> peut
être envisagée. Pour cela des réseaux de neurones
artificiels (RNA) ont été utilisés. Un RNA est en fait un
système informatique constitué d'un nombre de processeurs
élémentaires (ou noeuds) interconnectés
entre eux qui traite -de façon dynamique- l'information qui lui arrive
à partir des signaux extérieurs.
I.4.2 Méthodes basées sur les
modèles analytiques
La plupart des méthodes de détection et de
diagnostic en ligne s'appuient sur des les mesures.
Il existe des méthodes qui utilisent plus de
connaissances que celles apportées par les seuls capteurs physiques. Ces
connaissances peuvent en particulier provenir de la connaissance du
comportement entrée /sortie d'un procédé ou des processus
qui en gouverneraient l'évolution. Cette connaissance est
généralement exprimée sous forme de modèles
mathématiques.
Parmi les différentes méthodes de détection
utilisant des modèles mathématiques, nous trouverons
principalement l'espace de parité, les Observateurs et l'estimation
paramétrique. I.4.2.1 Espace de parité
Son nom provient du domaine de l'informatique où le
contrôle de parité se faisait dans les circuits logiques. Le
principe de la méthode est la vérification de la consistance
existante entre les entrées et les sorties du système
surveillé
| 

