2. Les flux de la chaine de production
Dans cette étude nous allons présenter les flux de
la chaine de production au sein de la
section bloc moteur et nous allons appliquer la programmation
dynamique pour déterminer le chemin le plus court pour réaliser
un bloc.
2.1.L'organisation réelle de la section bloc
moteur :
C
13met 20cm 4m et 60cm
H
K
6m et 70 cm 2m et 55cm 9m 2m
3m 11et 70cm 8m F 15m
G
J
Mf
A0 B
D
2met50cm
I
14m et 40 cm 4met 20cm 12m 10m et 40cm
2met 50cm
E
L
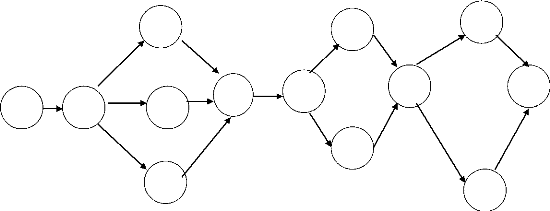
Figure 24 : le graphe de l'organisation
réelle de la section
A0 : Préparation H : Honage cylindre2
B : Honage ligne I : Honage cylindre 1
C : Alésage cylindre 1 J : Lavage tripentine
D : Alésage cylindre 2 k : Lavage final 1
E : Alésage cylindre 3 L : Lavage final 2
F : montage bague Mf : produit finis
G: Dressage
C (B) =3 p (B) =A0
Jawaher ben Ameur
Page 43
C(C) = c (B) +c (B, C) = 3+6.70 =9.70 P(C) =B
C (D) = c (B) +c (B, D) =3+11.70= 14.70 p (D) =B
C (E) = c (B) +c (B, E) =3+14.40=17.40 P (E) =B
C(F)= C(C)+C(C,F)=9.70+2.55=12.25 (MIN)
C (D) +C (D, F) =14.7+8=22.7 P (F) =C
C (E) +C (E, F)
=17.40+4.20=21.60
C (G) = c (F) +c (F, G) =12, 25+15=27.25 P(G)=F
C (H) = c (G) +c (G, H) =27.25+12=39.25 P (H) =G
C (I) = c (G) +c (G, I) =27.25+12=39.25 p (I) =G
C (J) = C (IT) +c (IT, J) =40.45+4.50=44.95 P (J) =I
C (I) +c
(I, J) = 39.25+3=42.25 (MIN)
C (k) = C (J) +C (J, K) =42.25+9=51.25 P (K) =J
C (L) = C (J) +C (J, L) =42.25+10.40=52.65 p (L)=J
C (Mf) = C (K) +C (K, Mf) =51.25+2=53.25(MIN) P (Mf) =k C (L)
+C (L, Mf)= 52.65+2.50= 55.15
Le chemin le plus court est:
P(Mf)=k P(K)=J P(J)=I P(I)=G P(G)=F p(F) =C P(C)=B
P(B)=A0
A0-B-C-F-G-I-J-K-Mf
LA distance minimale de l'organisation réelle est : 53m et
25cm
Jawaher ben Ameur
|
HONAGE
|
HONAGE
|
|
MONTAGE
|
|
ALESAGE
|
|
CYLINDRE2
|
CYLINDRE1
|
|
BAGUE
|
|
CYLINDRE3
|
|
H
|
I
|
|
F
|
|
E
|
J
C
D
A0
B
DRESSAGE
G
K
L
LAVAGE
TRIPENTIN
E
HONAGE LIGNE
BAIN DE NETTOYAGE1
BAIN DE NETTOYAGE2
ALESAGE CYLINDRE1
PREPARATION1
ALESAGE CYLINDRE2
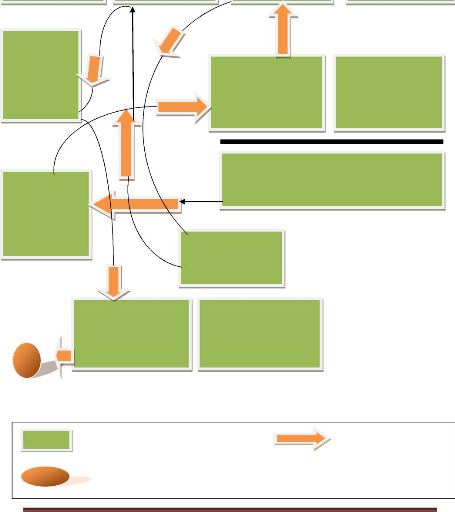
: Opération à valeur ajouté :
Transfert de flux
: Produit fini
Jawaher ben Ameur
Page 44
Page 45
Figure25: l'organisation réelle de la
section
2.2. Proposition d'une nouvelle organisation :
I
K
C
4met 60cm 2m et 20cm
4m et 70 cm 2m et 55cm 3m et 40
A0 2m 7B
G
J
F
D
Mf
1m 9et 70cm 8m 3m et 50cm
3met 70cm
12m et 70cm E 4met 20cm 6met 90 4 t 20cm
H
L
3met 50cm
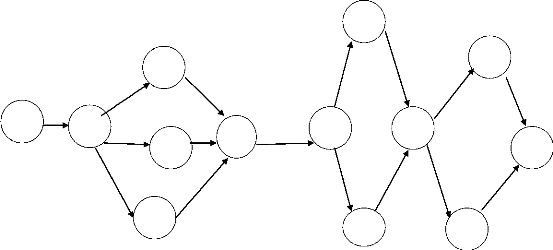
Figure 26 : le graphe de l'organisation
proposée de la section
A0 : Préparation H : Honage cylindre2
B : Honage ligne I : Honage cylindre 1
C : Alésage cylindre 1 J : Lavage tripentine
D : Alésage cylindre 2 k : Lavage final 1
E : Alésage cylindre 3 L : Lavage final 2
F : montage bague Mf : produit finis
G: Dressage
Jawaher ben Ameur
Page 46
C (B) =1 p (B) =A0
C(C) = c (B) +c (B, C) = 1+4.70 =5.70 p(C) =B
C (D) = c (B) +c (B, D) =1+9.70= 10.70 p (D) =B
C (E) = c (B) +c (B, E) =1+12.70=13.70 P (E) =B C (F) = C(C)
+C(C, F) =5.70+2.55=8.25 (MIN)
C (D) + C (D, F) =10.70+8=18.70 P(F)=C
C (E) +C (E, F)
=13.70+4.20=17.90
C (G) = c (F) +c (F, G) =8.25+3.50=11.75 P (G) =F
C (H) = c (G) +c (G, H) =11.75+6.90=18.95 P (H) =G
C (I) = c (G) +c (G,I )=11.75+4.60=16.35 P(I) =G
C (J) = C (H) +c (H, J) =18.95+3.70=22.65 P(J)=I
C (I) +c (I, J) = 16.35+2.20=18.55 (MIN)
C (k) = C (J) +C (J, K) =18.55+3.40=21.95 P (K) =J
C (L) = C (J) +C (J, L) =18.55+4.20=22.75 p(L)=J
C (Mf) = C (K) +C (K, Mf) =21.95+2.70=24.65 (MIN) P (Mf)=k
C
(L) +C (L, Mf)= 22.75+3.50= 26.25
Le chemin le plus court est:
P(Mf)=k P(K)=J P(J)=I P(I)=G P(G)=F p(F) =C P(C)B
P(B)=A0
A0-B-C-F-G-I-J-K-Mf
LA distance minimale parcourue de la nouvelle organisation est :
24m et 65cm
Jawaher ben Ameur
: Produit fini
Montage bague
F
Alésage
cylindre3
E
Dressage
G
Alésage cylindre1
C
Honage
cylindre 1
I
Préparation
A0
Honage ligne
B
Honage
cylindre 2
H
Lavage
tripentine
J
Bain de
nettoyage 1
K
Bain de
nettoyage 2
L
Alésage cylindre
2
D
: Opération à valeur ajouté :
Transfert de flux
Page 48
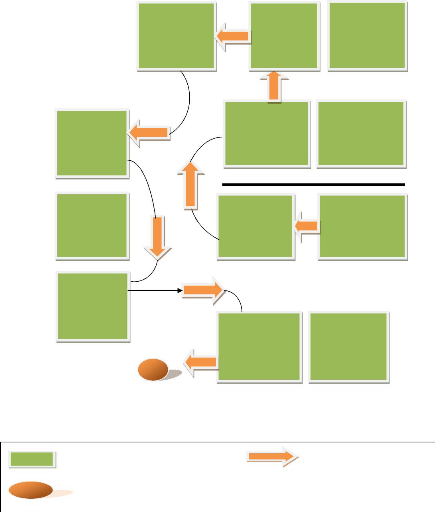
Figure 27: la proposition de la nouvelle organisation de
la section
D'après la nouvelle organisation qui est fondée
sur l'élimination des mouvements inutiles et la diminution de temps
perdu. En effet, l'entreprise aura gagné beaucoup des avantages tels que
; l'amélioration de sa productivité, la diminution des temps
perdu.
| 

