I.1.4.2. Les politiques de maintenance
Maintenance
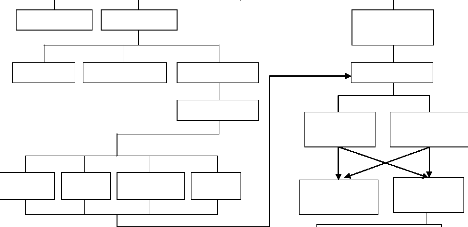
Contrôle
Prédictive
Corrective
Ronde
Tx systmatiques
Préventive
Inspection
Conditionnelle
Etat du bien
Visite
Dépannage ou Mce palliative
Défaillance partielle
Palliative et curative
Défaillance
Défaillance
totale (panne)
Réparation
Avec modification
Mce
d'amélioration
Sans modification
Mce curative
Fig.I.2 : Concepts et différents travaux dans le
cadre de la Maintenance d'un équipement
14
I.1.4.3. Emploi préférentiel des diverses
formes de maintenance Le chef de maintenance qui dispose de plusieurs
méthodes :
? Maintenance corrective ; ? Maintenance préventive :
- Par visites systématiques ou conditionnelle
(prédictive) ; - Par travaux systématiques.
? Maintenance palliative ou curative :
- Dépannage ; - Réparations.
Il doit utiliser de préférence l'une ou l'autre
de ces méthodes, en fonction de l'évolution de l'état du
matériel pour obtenir un coût de maintenance minimum. C'est ainsi
que pendant la phase d'installation et de mise en route d'un matériel,
prédominance sera donnée à la maintenance corrective qui
sera sans doute pratiquée avec intérêt pendant les 2 ou 3
premières années de fonctionnement.
Pendant la vie normale du matériel, on donnera le pas
à la maintenance préventive et celle-ci sera d'autant plus
importante qu'il s'agira d'une machine-clé pour la production.
On commencera par des visites systématiques dès
l'arrivée du matériel dans l'entreprise puis l'on continuera par
des travaux de révisions systématiques intercalées avec
des inspections tant que l'état du matériel conditionnera la
production. Au contraire, pour des machines devenues vétustes, la
maintenance palliative sera sans doute plus rentable et l'on attendra que le
matériel tombe en panne pour procéder à sa
réparation.
C'est grâce à un contrôle comptable que le
chef de maintenance sera à même de déterminer exactement le
moment où un changement de méthode s'impose. Cela
nécessitera une comptabilisation de toutes les interventions
pratiquées sur le matériel de l'entreprise et la
récapitulation annuelle des dépenses par machine et par type de
maintenance.
15
I.1.4.3.1. Organisation de la maintenance
corrective
Dans les processus industriels, que le fonctionnement soit
discontinu ou continu pour le maintien ou la remise en état de l'outil
de production, nous chercherons à améliorer la qualité de
l'intervention qui doit se traduire par une meilleure qualité du produit
fabriqué ou du service rendu et à diminuer le « temps propre
d'indisponibilité» par une organisation appropriée et une
mise en oeuvre de moyens adaptés.
S'effectue à 3 niveaux afin de réduire les
immobilisations des
matériels :
· avant la panne,
· au déclenchement de la panne,
· après la panne.
a) Organisation avant la panne
Il faut pouvoir rassembler tous les moyens nécessaires
à une intervention rapide.
Connaissant l'organisation et la structure du service nous
pouvons récupérer rapidement :
? La documentation relative au
matériel
? Le dossier technique :
il comprend tous les renseignements et documents qui concernent un
même type de machine :
· Eléments d'identification : désignation
du type, constructeur,
caractéristiques générales,
listes des machines du même type, fiche technique ;
· Répertoire des documents classés dans le
dossier ;
· Synthèse des modifications effectuées
sur ces machines ;
· Nomenclature de la machine ;
· Instructions de maintenance.
? Le dossier historique : il
comprend tous les renseignements et documents concernant la vie d'une machine
:
· Les modifications, y compris les améliorations de
maintenance ;
· Les commandes extérieures ;
· Les ordres de travaux ;
· Les rapports d'expertise ou d'incident ;
· La fiche historique :
16
Relative à chaque machine, regroupe les informations
concernant les interventions de maintenance effectuées :
· Numéro d'ordre des travaux ;
· Date d'exécution ;
· Nature et désignation du travail ;
· Temps passé ;
· Coût de l'intervention ;
· Durée d'arrêt à l'intervention ;
· Nombre d'unités d'usage ou d'heures de
fonctionnement.
? Documentation relative aux
travaux
? La demande de travail (DT)
: elle émane le plus souvent d'un responsable
production qui la dirige vers le responsable de maintenance qui
l'enregistre.
? L'ordre de travail (OT) : c'est
la fiche d'ordonnancement qui comporte tous les éléments relatifs
à la programmation et au lancement (dates, délais,
matières et outillages, éléments de
sécurité).
? Le bon de travail (HT) : il
constitue l'interface
« méthodes/réalisation ». Tous les
éléments relatifs à la quantification et à la
qualification du travail y figurent, de façon à permettre la
valorisation du bon (estimation du coût de maintenance).
Les trois fiches précédentes ne sont valables
que si le travail à faire ne comporte qu'une seule phase (ensemble
d'opérations confiées à un même ouvrier ou une
même équipe, dont le début et la fin sont bien
définis, et dont le contenu est contrôlable).
Elles sont le plus souvent regroupées sur un carnet
à souche dont le numéro d'OT est pré imprimé.
? L'outillage de première urgence :
pour respect des règlements de sécurité ; de
contrôle ; de mesure ; de diagnostic ; etc.
17
b) Organisation au moment du déclenchement de la
panne A ce niveau nous dégageons 3 phases importantes.
1ère phase : enregistrement de
l'appel
Il peut provenir d'une alarme, d'un coup de
téléphone, d'un télex, d'une communication orale ou par
écrit (demande de travaux de maintenance).
2ème phase : l'analyse du travail
Dans un premier temps, il faut appliquer ou faire appliquer
les consignes pour une intervention immédiate. Elles peuvent être
liées à la sécurité, aux arrêts de
production, au nettoyage préalable des abords.
Il faut ensuite organiser le poste de travail, rassembler les
moyens matériels, constater les anomalies pouvant se présenter et
voir le meilleur moyen d'y remédier.
3ème phase : la discussion au niveau de
l'analyse
Nous pensons qu'à ce stade il faut se poser les
questions de la méthode interrogative : « Quoi ? Qui ? Quand ?
Où ? Comment et combien ? » Afin de ne pas faire une intervention
trop poussée et choisir entre le dépannage (intervention
provisoire) et la réparation (intervention définitive).
Contrairement au dépannage, à chaque fois que
cela est possible, la réparation se fait dans l'atelier central
plutôt que sur le site. Le travail est ainsi réalisé dans
de meilleures conditions.
Une réparation méthodique passe
nécessairement par les étapes suivantes : diagnostiquer les
causes de panne ; expertiser le matériel ; décider si
l'intervention doit se faire sur le site ou dans l'atelier de maintenance ;
préparer le poste de travail ; respecter les consignes de
sécurité ; rassembler les moyens matériels et humains.
18
c) Organisation après la panne
Après l'intervention en dépannage le technicien
a plusieurs tâches à effectuer :
· faire le compte rendu de l'intervention ;
· déclencher éventuellement une remise en
service du matériel pour le personnel utilisateur ;
· mettre à jour le stock de pièces
détachées ;
· exploiter les résultats des dépannages
;
· corriger la gamme-type de démontage ou
d'auscultation ;
· mis à jour de l'historique des pannes.
I.1.4.3.2. ORGANISATION DE LA MAINTENANCE
PRÉVENTIVE
1. Organisation de la maintenance préventive
systématique
Ces opérations étant parfaitement
stabilisées dans le temps, permettent une organisation rationnelle.
Cependant elles doivent être utilisées à bon escient, le
critère « coût » étant un élément
déterminant dans le choix de cette méthode. Les interventions se
faisant à partir d'un échéancier préétabli,
la mise en oeuvre des moyens en personnels et en matériels, des
procédures de sécurité, des procédures
d'intervention (chronologie des opérations, réglages) se fait
avec un minimum d'aléas. Les types de travaux entrant dans le cadre de
cette maintenance autorisent une préparation rigoureuse, précise
et conséquente. La répétitivité de ces tâches
permet de rentabiliser facilement l'aspect méthode. Le compte rendu
d'intervention est très important notamment pour les opérations
de surveillance (inspection et visite) et permettra une exploitation
ultérieure.
2. Organisation de la maintenance préventive
conditionnelle
Le choix du matériel où sera appliquée
cette méthode étant fait (matériel stratégique d'un
processus de production), nous pouvons mettre en évidence les
différentes étapes du suivi du matériel en exploitation.
Cette méthode de maintenance implique la mise en oeuvre de techniques de
contrôle en cours de fonctionnement. A ce titre se posent deux questions
fondamentales :
· quelle(s) technique(s) utilisée(s) ?
· quelles modalités de mise en oeuvre adopter ?
5. Choisir l'accéléromètre sachant que
l'accéléromètre idéal devrait avoir une très
grande sensibilité, une large gamme de fréquence, un très
faible poids.
19
a- Parmi les techniques de contrôle en cours de
fonctionnement nous avons : l'analyse des huiles de lubrification,
l'analyse des vibrations, l'évaluation et le suivi des performances, la
thermographie, etc...
La technique vibratoire est celle qui donnera le plus grand
nombre de renseignements notamment dans le domaine des machines tournantes.
b- Modalités de mise en oeuvre pour une analyse
de vibrations
1. Prendre connaissance des principales causes de vibrations,
exemples : balourds, défauts d'alignements, lubrification insuffisante
ou/et les caractéristiques mal adaptées, défauts de
fixation au sol, perturbations dues à la circulation des fluides,
phénomènes de résonance, mauvaise mise à la terre
des rotors et des stators pour les moteurs, etc.
2. Identifier la ou les causes les plus probables.
3. Avoir une idée sur la nature des vibrations.
Sachant qu'une vibration correspond à un mouvement oscillatoire, ce
mouvement peut être périodique, aléatoire ou
transitoire.
4. Choisir le facteur le mieux adapté permettant
d'interpréter les vibrations. Trois paramètres peuvent
décrire une vibration :
? le déplacement qui est la distance parcourue par le
point de mesure depuis sa position neutre. Il est proportionnel à la
contrainte dans le matériau et se mesure en millimètres (mm) ;
? la vitesse qui est la rapidité à laquelle se
déplace le point de mesure. Elle se mesure en millimètres par
seconde (mm/s) ;
? l'accélération qui est la variation de la
vitesse avec le temps. Elle est proportionnelle à la force
appliquée sur l'objet, et se mesure en mètres par seconde au
carré (m/s2).
Les valeurs de ces trois paramètres sont reliées
entre elles par une fonction de la fréquence f et du temps, ce qui
permet, en détectant l'accélération, de pouvoir convertir
ce signal en termes de vitesse à l'aide d'intégrateurs
électroniques.
Les mesures des déplacements sont effectuées
pour le contrôle de phénomènes vibratoires à basse
fréquence. Les mesures d'accélération sont
utilisées pour les délections de phénomènes
vibratoires à haute fréquence. Cependant la vitesse de vibration
est souvent considérée comme le meilleur paramètre
utilisable sur une large gamme de fréquence.
20
Ces conditions étant incompatibles, il faut trouver un
compromis idéal. Certains accéléromètres ont
été étudiés pour supporter d'extrêmes
conditions d'environnement.
6. Choisir l'emplacement de
l'accéléromètre en fonction de critères
prédéterminés et d'indications proposées par le
fabriquant du matériel de contrôle des vibrations.
7. Définir les précautions à prendre au
montage de l'accéléromètre.
8. Choisir la mesure la mieux appropriée au cas
considéré. Il y a deux façons de rendre utilisables les
signaux de vibrations :
· mesure du niveau global des vibrations à l'aide
d'un simple mesureur de vibrations ;
· analyse en fréquence qui consiste à
découper le signal de vibrations en bandes de fréquences dans
chacune desquelles le niveau est mesuré.
La mesure du niveau donne l'indication de la
sévérité des vibrations, mais quand on veut
connaître les causes d'une vibration excessive, la possibilité
d'en mesurer la fréquence est d'une aide précieuse.
L'enregistrement des mesures et des graphiques des courbes de
tendance se fait :
· soit sur microfilm ;
· soit sur ordinateur avec sortie sur imprimante.
9. Analyser le spectre.
La technique d'analyse la plus puissante est l'analyse spectrale
en fréquence :
· car des variations mineures de certaines composantes
spectrales n'affecteront pas nécessairement le niveau vibratoire global,
mais seront décelables dans le spectre de fréquence, et
indiqueront souvent la naissance d'une panne ;
· car une augmentation du niveau vibratoire global
indique que quelque chose s'est modifié, mais ne donne aucune indication
quant à la source du changement, tandis que ceci est souvent
indiqué par la fréquence à laquelle le changement est
intervenu.
10. Détecter la future défaillance.
L'une des approches du problème de la détection
d'un défaut dans les conditions de fonctionnement est la comparaison des
niveaux vibratoires avec des critères standards.
11. Diagnostiquer les causes de défaillance.
21
La fréquence à laquelle apparaît une
variation dans le spectre donne une information fondamentale sur la source
probable, qui est souvent reliée par exemple à l'une des vitesses
de rotation.
c- Les matériels
Les appareils peuvent être installés de
façon permanente ou être utilisés manuellement en capteur
mobile.
L'utilisation rationnelle par la mesure d'ondes de choc offre
les avantages suivants : elle assure une surveillance objective de
l'état des roulements, elle supprime le risque d'un arrêt
inopiné de la production, elle permet de planifier le travail de
maintenance corrective à effectuer et donne le moyen d'utiliser chaque
roulement au maximum de ses possibilités.
| 

