Diminution de consommation d'huile jusqu'à environ 90%
( 1" Exemple de rétrofit de la référence [4]).
Diminution systématique d'émission des gaz
éventés et séparés des huiles aigres.
Elimination du système de piège d'huile et le
maintien du système de vanne de commande et dégazeur.
Chapitre VI : Opportunité de modification du
système d'étanchéité du compresseur
Cooper-Bessemer
c>
Gaa h rifireeer
C.4 Tem ra.spiraliea
a 4 .4.-JI
Û
Soupape d*
dichorge &l $piem=
t
nram priecipal


Vanna de Eammaod!
Huile de 1cents1:Krihiesti n
1.4 Sp ltd

i apiYn d
·k il
·
d
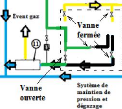
I}ésembueur et piege d'huile enlevés
87
Figure VI.7 : Le système de
contrôle et régulation (Console) du système d'huile
d'étanchéité
(sans piège d'huile).
Avec l'élimination du système de piège
d'huile, l'intervention accidentelle sur ces organes est
éliminée, et le risque de fuite d'huile est réduit. Par
contre le risque de perte d'huile par défaillance de la vanne de
commande différentielle est émanent.
Diagramme de fiabilité :
Vanne de commande
LFon:donneniens fiable

Gaz de référence
Figure VI.8 : Diagramme de fiabilité
du système d'étanchéité à bague flottante
Windback
(rétrofit).
88
Chapitre VI : Opportunité de modification du
système d'étanchéité du compresseur
Cooper-Bessemer
VI.3.4.Exemple de rétrofit par la
technologie par bague d'étanchéité à rainures
Windback floating ring seal'.
ter exemple :
La plus grande raffinerie aux USA de la Californie,
fonctionne avec une large gamme de compresseurs à garniture conique.
Ces compresseurs centrifuges sont entrainés par des
turbines à vapeur pour recycler l'hydrogène à un
régime de 500 tr/min en mode standby, cette vitesse est inférieur
à la vitesse nominal de fonctionnement des compresseurs (Speed
design).
Avec la réduction du régime de fonctionnement
et la diminution de vitesse des compresseurs, de 500 tr/min, ces garnitures
d'étanchéités ont eu de très faible performances,
et développe moins de contre pression
d'étanchéité.
Les huiles de récupération ont
dépassée la barre de 870 L/jour de fonctionnement.
Cette consommation d'huile excessive faisait appel à
l'amélioration de la bague d'étanchéité flottante
interne par une bague d'étanchéité flottante à
rainures spirale (Windback flotting seal). La consommation d'huile est
arrivée à 37 L/jour de fonctionnement.
Et le retour d'investissement a été estimé
approximativement (06) six mois [4]. 2ème exemple :
Une centrale de traitement de gaz à l'ouest des USA,
constituée de trois types différents de compresseurs centrifuges
implantés dans le processe, avec un système
d'étanchéité à bague flottante installé dans
les années 1980.
L'huile d'étanchéité
récupérée est traités dans le système de
séparation et de dégazage et puis retournée aux
réservoirs d'huile des trois compresseurs, et les gaz extrait est
notamment éventé ou torché, estimé 200 000 à
300 000 SCFD qui est équivalent à 248 Nm3/heure
à 372 Nm3/heure.
L'opérateur de la centrale souhaite de réduire
l'émission des gaz, pour satisfaire des réglementations
environnementales en vigueur, et la diminution des couts engendrés par
la perte du gaz processe.
Pour arriver à ces objectifs, les compresseurs
centrifuges subissent un rétrofit en 2003, qui remplace l'ancienne bague
d'étanchéité flottante par une bague
d'étanchéité flottante à rainures spirale (Windback
flotting seal).
En résultats les, les huiles de
récupération chargées de gaz ont été
dramaticalement réduit, ce qui fait diminuer l'huile recyclée et
le gaz torché.
Chapitre VI : Opportunité de modification du
système d'étanchéité du compresseur
Cooper-Bessemer
Ce la a permis à l'opérateur de la centrale,
d'isoler le système de piège d'huile et de dégazage
d'huiles d'étanchéité.
Et le retour d'investissement a été estimé
approximativement (02) ans [4].


