|
UNIVERSITE DE DOUALA
*********
THE UNIVERSITY OF DOUALA
**********
|
|
FACULTE DES SCIENCES
**********
FACULTY OF SCIENCE
************
|
DEPARTEMENT DE CHIMIE
DEPARTMENT OF CHEMISTRY
ÉVALUATION DES COÛTS DES NON CONFORMITES :
CAS DES TRAVAUX D'AMENAGEMENT DES CANAUX DE DRAINAGE
PLUVIAL - SOGEA SATOM CAMEROUN
Matricule : 15S51047
Mémoire de fin d'étude
rédigé et présenté en vue del'obtention du
diplôme
Master Professionnel option
« Qualité - Sécurité -
Environnement »
Par :
ALLAFI KAMEM Ulrich Mermoz
Licencié en Réseaux et
Télécommunication
|
Encadreur académique :
BIKELE MAMA Désiré
Chargé de Cours Université de
Douala
|
|
Encadreur professionnel :
DOUSSOUX Jean Marc
Responsable QHSE Agence SOGEA SATOM
Cameroun
|
Année Académique 2016 - 2017
SOMMAIRE
DEDICACE
i
REMERCIEMENTS
ii
LISTE DES TABLEAUX
iii
LISTE DES FIGURES
iv
LISTE DES ABREVIATIONS
v
RESUME
vi
ABSTRACT
vii
INTRODUCTION
1
CHAPITRE I : PRESENTATION DE L'ENTREPRISE
3
1.1 VINCI Construction
3
1.2 VINCI Construction Network
4
1.3 SOGEA SATOM
4
1.4 SOGEA SATOM CAMEROUN
7
1.5. LE PROJET ACDP
10
CHAPITRE II : REVUE DE LA LITTERATURE
12
2.1. TRAVAUX EFFECTUES
12
2.2 DEFINITION DES CONCEPTS
13
2.3 LES MODELES D'EVALUATION DES COUTS DE LA NON -
QUALITE
17
CHAPITRE III : OUTILS ET METHODES
20
3.1. MATERIEL
20
3.2. OUTILS
20
3.3. METHODES
22
CHAPITRE IV : RESULTATS ET DISCUSSION
27
4.1. ETAT DES LIEUX
27
4.2. EVALUATION DES COUTS DES NON CONFORMITES
32
4.3 CAS ILLUSTRATIF
37
RECOMMANDATIONS
40
PERSPECTIVES
42
CONCLUSION
43
REFERENCES
44
ANNEXES
45
Annexe 1 : Fiche de suivi de traitement de la
NC
45
Annexe 2 : Matrice de calcul des coûts
de NC
46
Annexe 3 : Registre des Non
Conformités
47
Annexe 4 : Exemple de fiche de
non-conformité
50
Annexe 5: Quelques photos de chantier
52
DEDICACE
A ma famille
REMERCIEMENTS
La réalisation de ce travail académique a
été possible grâce au soutien et à l'encadrement des
uns et des autres.
Ainsi, mes sincères remerciements vont à
l'endroit de :
Ø Dieu tout puissant, pour sa grâce car c'est lui
qui m'a donné la force de venir à bout de ce travail ;
Ø Pr. MOUKENGUE IMANO Adolphe, doyen de la
Faculté des Sciences de l'Université de Douala pour l'encadrement
de ma formation ;
Ø Pr. ETOH Marie Annie Chef de Département de
Chimie de la Faculté des Sciences de l'Université de Douala pour
la planification et la mise à ma disposition des ressources humaines,
matériels indispensables pour ma formation ;
Ø Dr. AYINA AYINA Clarisse Chargé de cours et
coordonnatrice de filière professionnelle pour son orientation ;
Ø Dr. NOUGA BISSOUE Achille, Chargé de cours et
Coordonnateur de la filière MASTER QSE, pour sa disponibilité, sa
proximité, et sa considération de toutes mes
préoccupations ;
Ø Dr. BIKELE MAMA Désiré, mon Encadreur
Académique pour toutes les diverses orientations et la
disponibilité consacrée à ce travail ;
Ø M. Jean Marc DOUSSOUX, Responsable QHSE Agence SOGEA
SATOM Cameroun, qui m'a encadré dans la rédaction de ce
mémoire et encouragé à approfondir mes connaissances
dans le domaine de la qualité ;
Ø Tous mes Enseignants pour les cours dispensés
et qui nous ont inculqué des valeurs de progrès, d'enrichissement
mutuel et d'amélioration continue durant notre formation ;
Ø M. Gilles DUCHATEL, Chef d'Agence SOGEA SATOM
Cameroun et M. Alhassane DIALLO, Directeur d'Exploitation, de m'avoir
donné l'occasion d'intégrer l'entreprise SOGEA SATOM
Cameroun.
Ø M. Cyril JEAN, Directeur des travaux de l'ACDP pour
l'opportunité qu'il m'a donné à exercer le travail
d'ingénieur qualité dans le cadre de projet ACDP ;
Ø M. Olivier Parfait BISSEMB Responsable HSE Chantier
SOGEA SATOM, et M. Alain MONG pour leurs encouragements et les conseils
d'orientation durant ma formation Master QSE ;
Ø Ma fiancée HEUNA YOMBUE Nancy Jamal pour son
amour inconditionnel ;
Ø Tous mes camarades de promotion, pour leur
collaboration, partage d'idées et d'expériences, et des moments
inoubliables passés ensemble durant la formation.
LISTE
DES TABLEAUX
Tableau 1 : Fiche signalétique de SOGEA
SATOM CAMEROUN
1
Tableau 2 : Descriptif du projet de l'ACDP
10
Tableau 3 : Répartition des non
conformités par activités
27
Tableau 4 : Répartition des non
conformités suivant les 5M
28
Tableau 5 : Calcul des pourcentages
cumulés des sous détails des causes des non
conformités
30
Tableau 7 : Récapitulatif des non
conformités par coût
33
Tableau 8 : Récapitulatif des
coûts suivant les 5M
36
Tableau 9 : Répartition des coûts
des NC par Activités
36
Tableau 9 : Répartition des coûts
de la NC
39
LISTE
DES FIGURES
Figure 1: Tripode du groupe VINCI Construction
1
Figure 2 : Coeur de métiers SOGEA
SATOM
5
Figure 3 : Système de Management
ORCHESTRA
5
Figure 4 : Organigramme SOGEA SATOM
CAMEROUN
8
Figure 5 : Profil en travers type des drains
à réaliser
11
Figure 6 : Diagramme d'ISHIKAWA
21
Figure 7 : Méthodologie d'étude
mise en oeuvre
22
Figure 8 : Répartition des NC par
activités
27
Figure 9 : Répartition des NC suivant
les 5M
29
Figure 10 : Diagramme d'ISHIKAWA des sous
détails des causes des non conformités
29
Figure 11 : Diagramme de PARETO des sous
détails des causes des non conformités
30
Figure 13 : Diagramme de PARETO des
Coûts de NC
37
Figure 13 : Coffrage et coulage de
béton de propreté
38
LISTE DES ABREVIATIONS
ACDP : Aménagement des Canaux de
Drainage Pluvial ;
BTP : Bâtiment et Travaux
Public ;
CCTP : Cahier des Clauses Techniques
Particulières ;
CD : Coût de Détection ;
CDE : Coût des Défaillances
Externes ;
CDI : Coût des Défaillances
Internes ;
CNC : Coût de
Non-Conformité ;
COC : Coût d'Obtention de la
Conformité ;
COQ : Coût d'Obtention de la
Qualité ;
CP : Coût de Prévention ;
CUD : Communauté Urbaine de
Douala ;
FCFA : Franc de la Communauté
Financière Africaine.
ISO: International Standard Organization.
MDC : Mission de Contrôle.
NC : Non-conformité.
PAQ : Plan d'Assurance Qualité
QHSE: Qualité Hygiène Santé
Environnement.
SMQ : Système de Management
Qualité
STEP : Station de Traitement des Eaux
Polluées
SOGEA-SATOM: Société
Générale Assainissement Société Anonyme des Travaux
d'Outre-Mer.
RESUME
La qualité est de plus en plus une variable essentielle
pour toute entreprise qui propose des biens et/ou des services sur un
marché.Les travaux présentés dans ce mémoire visent
à évaluer les coûts de non conformités dans le cadre
de projet ACDP réalisé par SOGEA SATOM Cameroun.Pour atteindre
cet objectif,nous avons présenté brièvement dans le
premier chapitrel'entreprise hôte SOGEA SATOM Cameroun et son groupe
d'appartenance. Dans le second chapitre, nous présentons la revue de
littérature. Le troisième chapitre définit les
méthodes d'analyse des 31 non-conformités collectées et
reparties par activités. A l'aide d'un diagramme de PARETO, nous avons
pu ressortir dans le dernier chapitre les causes potentielles de ces non
conformités. Un état des lieux des non conformités
attribuées aux travaux de terrassement, de génie civil, de
topographie, de bétonnage, de préfabrication et de stockage a
été réalisé. L'analyse des différents
résultats obtenus, a permis d'évaluerle coût des non
conformités à10 600 694 FCFA(Dix millions six cent mille six
cent quatre-vingt-quatorze) pour la période d'Octobre à
Décembre 2017 (période de stage).Des propositions
d'amélioration ont été formulées dans le but de
limiter les pertes et d'optimiser nos coûts.
Mots clés :Qualité, Non
conformités, Coût de Non-conformité, Pertes,
Amélioration
ABSTRACT
Quality is increasingly an essential variable for any company
that offers goods and / or services in a market. The work is aims to evaluate
the costs of non-compliance in the SOGEA SATOM Cameroon for ACDP project. To
achieve that objective, we briefly presented in the first chapter the SOGEA
SATOM Cameroon host company and its home group. In the second chapter, we
present the literature review. The third chapter defines the methods of
analysis of the 31 non-compliances collected and distributed by activities.
Using a PARETO diagram, we have been able to highlight in the last chapter the
potential causes of these non-conformities. An inventory of non-compliances
attributed to earthworks, civil engineering, topography, concreting,
prefabrication and storage has been carried out. The analysis of the various
results obtained made it possible to evaluate the cost of non-compliances
to10 600 694 FCFA (Ten million six hundred thousand six hundred and
ninety-four) for the period from October to December 2017 (internship period).
Improvement proposals have been formulated to reduce losses and optimize our
costs.
Key Words: Quality, Non-compliance, Cost of
Non-compliance, Losses, Improvement
INTRODUCTION
Les démarches qualité se sont
développées dans le secteur du génie civil avec un certain
retard par rapport au secteur industriel [1]. La compétitivité
impose une dure loi aux entreprises : l'obligation d'une gestion rigoureuse en
éliminant toutes les types de gaspillages. Parmi les causes de
gaspillages il y a les coûts de non qualité qui sont dus à
l'ensemble des anomalies, rebuts, retouches, réparation, etc. La
réduction de ces coûts est un des axes stratégiques de
toute entreprise soucieuse de sa pérennité [2]. Ainsi, plusieurs
entreprises de BTP ont adopté la démarche qualité qui
intègre la chasse à tous les coûts inutiles afin de
garantir l'efficience du système de production, la survie du secteur et
le maintien, voire augmentation des parts du marché. Les
non-conformités produisent des coûts de non qualité qui
selon des études, peuvent atteindre jusqu' à 20% du chiffre
d'affaire (CA) et 35% de la valeur ajoutée [3].
SOGEA SATOM Cameroun étant dans la transition de sa
certification ISO 9001 :2008 vers la norme ISO 9001:2015 a mis en place
une démarche d'amélioration continue, enintégrant dans son
Système de Management Intégré (SMI), la notion de
coût de non qualitédans les services fonctionnels et
opérationnels.
Le chantier d'Aménagement des Canaux de Drainage
Pluvial (ACDP) réalisé par l'entreprise SOGEA SATOM
Camerounn'avait pas intégré la notion de coût de non
qualité, car les travaux ont débutés en 2016 avant le
déploiement de cette démarche d'amélioration.Les pertes
subies tout au long du chantier, dans les services fonctionnels comme
opérationnels, sont à quantifier et évaluer. Elles peuvent
être mesurées par l'analyse des effets de dysfonctionnements dont
la liste est longue : arrêts des machines, rendements trop faibles,
temps de déplacement, pertes de matière, défaut de
qualité, délais de réalisation non tenus, sur-stockage,
non conformités etc. L'analyse des causes de ces pertes ou même le
réaménagement de l'organisation, conduira à réduire
significativement les coûts de production et les taux de rebut. La
qualité s'en trouvera automatiquement améliorée induisant
une diminution des contrôles, des délais de livraison et une
augmentation de la satisfaction client. Ainsi, l'objectif principal de ce
travailest d'évaluer le coût résultant des non
conformités travaux dans le cadre du projet ACDP.
De cet objectif principal découle trois objectifs dits
spécifiques suivant :
Ø Détecter les non conformités ;
Ø Déterminer des causes profondes des non
conformités ;
Ø Proposer et suivre le traitement des non
conformités.
Pour atteindre ces objectifs, notre travail sera
structuré en quatre chapitres.
Ø Le premier chapitre portera sur la
présentation de l'entreprise SOGEA SATOM Cameroun de manière
générale et le chantier ACDP en particulier.
Ø Le deuxième chapitre s'attachera à la
revue de la littérature.
Ø Le troisième chapitre présentera les
outils et les méthodes utilisés.
Ø Le dernier chapitre dévoilera le
résultat de nos travaux de recherche qui sera une contribution à
l'amélioration de la gestion de qualité sur les chantiers de
SOGEA SATOM Cameroun.
CHAPITREI :
PRESENTATION DE L'ENTREPRISE
1.1 VINCI Construction
VINCI construction est un acteur mondial des métiers de
construction, employant près de 7 118 collaborateurs pour un chiffre
d'affaire de 13 960 millions d'euros en 2017. Sa mission est de concevoir,
financer, construire et gérer des infrastructures et des
équipements qui contribuent à l'amélioration de la vie
quotidienne et à la mobilité de chacun. Sa vision de la
réussite est globale et va au-delà de ses résultats
économiques, il s'engage sur la performance environnementale, sociale et
sociétale de ses activités. Ses réalisations sont
d'utilité publique, il considère l'écoute et le dialogue
avec l'ensemble des parties prenantes de ses projets comme une condition
nécessaire à l'exercice de ses métiers. L'ambition de
VINCI Construction est ainsi de créer de la valeur à long terme
pour ses clients, ses actionnaires, ses salariés, ses partenaires et
pour la société en général. Il s'organise de la
manière suivante :
v Organisation de VINCI construction
L'organisation de VINCI construction est basé sur le
tripode.

Figure 1: Tripode du groupe VINCI
Construction
Chacun de ses trois piliers a un rôle et une vocation
complémentaire. Sa réussite repose sur la capacité
à développer les transversalités et les synergies entre
ces trois composantes. Le développement de chacun de ces piliers se fait
dans le respect de règles de vie commune.
Ø Le réseau local tisse sa
toile avec une organisation locale basée sur les méthodes et
savoir-faire du Groupe. Exemple de SOGEA SATOM Cameroun
Ø La division des grands projets
gère seul des projets majeurs ou complexes dans les pays
où le réseau local n'est pas déployé. Exemple de
VINCI Grand Projet « Construction de 2e Pont sur le
Wouri ».
Ø Les entreprises de spécialités
développent une compétence métier forte et
différenciante dans les domaines de la géotechnique, des
structures, du nucléaire, de l'Oil & Gas, de l'environnement et des
travaux maritimes. Exemple de EMCC dans le cadre de projet de
réalisation du quai DANGOTE Cement Cameroon et SOLETANCHE-BACHY
projet« Construction de 2e Pont sur le
Wouri »
1.2 VINCI Construction
Network
VINCI Construction International Network a été
créé en décembre 2014 afin d'accompagner le
développement international de VINCI Construction à travers un
réseau de filiales locales implantées sur leur territoire de
façon pérenne. Il est aujourd'hui implanté en Afrique (via
sa filiale SOGEA SATOM présente dans plus de 20 pays), dans les Dom-Tom
(Antilles, Guyane, La Réunion, Mayotte, Nouvelle-Calédonie), en
Europe Centrale (Pologne, République Tchèque, Slovaquie). VINCI
Construction International Network emploie 15 361 collaborateurs et a
réalisé un chiffre d'affaires de 2009 millions d'euros en 2017.
Il est spécialisé dans le domaine des bâtiments (Logements,
bureaux, hôtels, etc.), des ouvrages fonctionnels(Usines, gares,
musées, aéroports, etc.), des infrastructures de transport
(Routes, rails, ponts, ports et digues, etc.), des infrastructures hydrauliques
(STEP, irrigations, canalisations, barrages, etc.), des énergies
(Thermique, éolien, solaire, hydraulique, etc.), des Mines (Routes et
rails pour mines, carrières, etc) et de l'Environnement (Traitement de
l'eau, valorisation des déchets, dépollution des sols etc).
1.3 SOGEA SATOM
Acteur majeur du BTP en Afrique, SOGEA-SATOM
est présente dans plus de 20 pays à travers son réseau de
filiales, emploie plus de 12 000 collaborateurs. Entreprise multimétier,
elle conçoit, construit et maintient les infrastructures et les
équipements qui améliorent le quotidien et facilitent les
déplacements. Depuis plus de 90 ans, elle déploie ses expertises
globales en Afrique. La qualité de la relation avec le maître
d'ouvrage est aussi déterminante que le niveau technique dans la
réussite de ses projets. Sa performance ne se limite pas aux
résultats économiques, mais s'apprécie aussi en termes de
valeur sociale, environnementale et sociétale. L'intégration des
projets dans le tissu local ainsi que la contribution au développement
des territoires sont donc pour elle une priorité.
Les principales activités de SOGEA SATOM sont les
travaux de construction : route et terrassement (construction des routes,
chaussées), génie civil (ponts, tunnels, ouvrages d'art...),
bâtiments (hôpitaux, écoles...), hydraulique
(assainissement, construction de stations...).

Figure 2 : Coeur de
métiers SOGEA SATOM
1.3.1 La Politique Qualité
Sécurité Environnement et Sureté
SOGEA-SATOM s'engage à mobiliser l'ensemble de ses
collaborateurs pour faire appliquer sa politique QSE et pour les placer au plus
près du terrain en Afrique et au coeur de ses relations, avec l'ensemble
des parties prenantes de ses projets.
Elle s'engage à :
Ø Se conformer aux exigences clients et aux obligations
réglementaires ainsi qu'aux référentiels
Prévention, Qualité et Environnement ;
Ø Encourager et développer les compétences
en tenant compte de l'interculturalité de ses
collaborateurs ;
Ø Agir sur les risques et exploiter les
opportunités pour l'ensemble de ses activités ;
Ø Préserver la santé et assurer la
sécurité et la sûreté des intervenants sur ses
sites ;
Ø Protéger et optimiser les ressources naturelles
afin de préserver l'environnement ;
Ø Appliquer les bonnes pratiques partagées entre
les territoires.
1.3.2.
Le Plan Stratégique

Le développement stratégique de SOGEA SATOM
s'appuie sur un plan en trois axes, structuré autour du système
de management ORCHESTRA.
Figure 3 : Système de
Management ORCHESTRA
a) Le développement géographique
s'appuie sur le modèle d'organisation, le tripode, dans un cadre
concerté c'est à dire:
ü développer le réseau de filialeslocales
pour renforcer et pérenniser ses implantations en Europe et en Afrique,
en Amérique latine, en Asie du Sud-Est et en Océanie, en
étroite synergie avec les grands projets.
ü poursuivre le développement international de ses
entreprises de spécialitésdans l'Oil & Gas, les sols, les
structures et le nucléaire, afin de devenir progressivement des leaders
locaux dans ces métiers.
ü poursuivre l'expansion des grands projetsà pas
maîtrisés, générant une activité profitable,
sur un volume d'activité de l'ordre de 3 Md€ en 2020 :
ü déployer les compétences de VINCI
Construction Terrassement, son ingénierie et sa capacité
d'intégrer toute la chaîne de valeurs, et positionnement
progressif de Dodin Campenon Bernard dans le monde, sur des ouvrages d'art de
taille moyenne (30-150 M€).
b) Le développement d'offres
différenciantes
Elle génère de manière proactive des
offres différenciantes anticipant les besoins de ses clients.
En :
ü structurant ses expertises internes sur la base des
compétences acquises dans le passé ;
ü développant le marketing de ses offres ;
ü développant la Recherche et Développement
afin de sortir des offres innovantes et différenciantes, seuls ou avec
des partenaires industriels.
c) Le développement de smart value
SOGEA SATOM met son intelligence au service de la
création de valeur :
ü Plus d'ingénierie et
intégrée en interne, afin d'optimiser ses offres et ses projets
(innovation, Recherche & Développement, 3D etc) ;
ü Orchestra,au service de
l'accroissement de sa performance organisationnelle et de sa
productivité ;
ü Une présence de plus en plus en amont
sur les affaires : excellence dans la relation client, innovation
dans les offres et leur financement, marketing des offres, et la
capacité d'écoute.
1.4SOGEA SATOM CAMEROUN
La société SOGEA-SATOM est présente au
Cameroun depuis plus de 50 ans. Elle participe au développement du pays
à travers la construction des routes, ouvrages d'art, ouvrages
hydrauliques, et dispose actuellement de 4 bases sur l'étendue du
territoire national : Yaoundé (Direction), Douala (Direction
d'exploitation), Douala (Base matérielle), et Ekona (Carrière).
La société est divisée en directions et
départements, tous sous l'égide de la direction d'agence.
La fiche signalétique ci-dessous nous présente
de façon globale la Société :
Tableau
1 : Fiche signalétique de SOGEA SATOM CAMEROUN
|
Raison Sociale
|
SOCIETE GENERALE ASSAINISSEMENT
SOCIETE ANONYME DES TRAVAUX D'OUTRE MER (SOGEA SATOM)
|
|
Groupe d'appartenance
|
|
|
Statut juridique
|
SOCIETE ANONYME
|
|
Chef d'Agence
|
GILLES DUCHATEL
|
|
Adresse
|
Tel : (+237)222201889 BP : 5680 Yaoundé Cameroun
|
|
Siège social
|
Rue de l'ambassade d'Israël - Bastos Yaoundé
|
|
Sites
|
Yaoundé - Douala - Ekona - Limbe - Bamenda
|
|
Secteur d'activités
|
Génie civil, Terrassement, Hydraulique, Bâtiment
|
|
Sous-traitants
|
HCC - EPR - KJ BTP - GEORGES & JERRY
|
|
Fournisseurs
|
TRACTAFRIC EQUIPEMENT - CAMI TOYOTA - TOTAL - CIMENCAM
|
|
Concurrents
|
RAZEL - MATIERE - ROUTD'AF - ARAB CONTRACTORS
|
|
Chiffre d'Affaire en 2017
|
7 Millions €
|
L'organisation interne de l`Entreprise prévoit à
sa tête un Chef d'Agence qui dirige les départements qui
concourent au bon fonctionnement de la société.

Figure 4 : Organigramme SOGEA
SATOM CAMEROUN
1.4.1Stratégie de
l'Entreprise
Les départements Études de Prix, Exploitation,
Matériel et QSE fonctionnent en synergie pour la réalisation des
projets confiés à l'Entreprise dans le cadre de marchés
publics ou privés.
SOGEA SATOM Cameroun réalise les mêmes travaux
que les autres filiales, à savoir : route et terrassement (Accès
Ouest de Douala, Voiries secondaires de douala), génie civil
(Deuxième pont sur le Wouri), bâtiment (Extension du parc de la
SONARA), hydraulique (Assainissement de la ville de Douala).
Un accent particulier est mis sur la Qualité, la
Prévention et la Sécurité au Travail. En effet, sur chaque
site de travaux, on note la présence d'une unité Qualité
et une unité HSE qui ont pour rôle de veiller à ce que
l'ensemble du personnel réalise la tâche sans incident et
satisfait les exigences du client. Des quarts d'heure sécurités
et qualité sont tenus avant tout engagement de tâches au sein des
différentes bases et chantiers, par les responsables HSE, les
responsables qualité ou les responsables travaux. Un des principaux
objectifs visés par SOGEA-SATOM Cameroun est la maîtrise des
risques afin de parvenir à l'objectif ZERO ACCIDENT GRAVE.
Elle accorde aussi beaucoup d'intérêt à la
formation de son personnel età la gestion de compétence de ses
équipes. Il existe différents types de formation, allant des
ouvriers au personnel d'encadrement (sessions de formation ponctuelles,
missions à l'étranger, formation d'ingénieurs par
apprentissage, formations métier, etc). C'est dans le cadre de cette
politique de formation et d'amélioration continue, que SOGEA SATOM
Cameroun a signé une conventionà l'Université de Douala et
l'Université Catholique d'Afrique Centrale (UCAC-ICAM).
1.4.2 Présentation du
service Qualité Chantier
Dans les chantiers de SOGEA SATOM Cameroun, le service
Qualité est placé sous l'autorité hiérarchiquede la
Direction des travaux et sous la gestion fonctionnelle du service QHSE agence.
Les fonctions de ce service sont de:
- Favoriser la communication avec les parties prenantes à
la réalisation d'un projet (Maitre d'oeuvre, Maitre d'ouvrage etc) sur
les questions liées à la qualité;
- Elaborer le plan d'assurance qualité (PAQ) et participer
à la vérification des procédures d'exécution et des
fiches de suivi rédigées par le chef de production ainsi que
leurs éventuelles mises à jour ;
- Animer le contrôle interne ;
- Gérer, diffuser et mettre à jour le PAQ ;
- Assurer l'audit du contrôle interne et la validation de
ses résultats ;
- S'assurer du bon calibrage et du bon fonctionnement des
appareils et équipements de mesure et d'essai (matériel de
topographie et de laboratoire) ;
- Veiller à la satisfaction du client.
1.5. LE PROJET ACDP
Le projet ACDP, qui a été attribué au
groupement d'Entreprises SOGEA SATOM / SOGEA NORD HYDRAULIQUE, se résume
au descriptif présenté dans le tableau 2.
Tableau
2 : Descriptif du projet de l'ACDP
|
CONTEXTE
|
|
Objet du projet
|
Aménagement de canaux de drainage pluvial dans la ville de
Douala
|
|
But visé
|
Assainissement de la ville et résolution des
problèmes d'inondation et d'insalubrité au sein de la ville de
Douala
|
|
Caractéristiques de l'ouvrage
|
Canaux rectangulaires en béton armé et/ou
trapézoïdaux avec talus latéral en perrés
maçonnés et fond en béton sur près de 24 km
|
|
Différentes parties
|
Maîtrise d'ouvrage : Délégué du
gouvernement auprès de la Communauté Urbaine de Douala (CUD)
|
|
Maître d'oeuvre : Groupement d'Entreprise LOUIS BERGER et
BEC LA ROUTIERE
|
|
Mission de Contrôle : Groupement d'Entreprise LOUIS BERGER
et BEC LA ROUTIERE
|
|
Entreprise contractante : Groupement d'Entreprise SOGEA SATOM et
SOGEA NORD
|
|
Marché
|
Type de marché : public
|
|
Date de signature du contrat : 6/10/2015
|
|
Signature de l'Ordre de Service : 23/05/2016
|
|
Délai d'exécution des travaux : 24 mois hors
période de garantie
|
|
CONSISTANCE DES TRAVAUX
|
|
LOT 2
|
- Travaux préparatoires
- Construction des canaux en béton armé en
béton sur près de 19.5 km ;
- Reprofilage de canaux en terre sur un peu plus de 4.5 km dans
les parties aval des drains où les vitesses d'écoulement sont
limitées ;
- Aménagement de deux (02) voies d'entretien de part et
d'autre des canaux
- Réalisation d'ouvrages particuliers : ouvrages de
transition assurant la continuité des écoulements, ouvrages de
chutes, etc...
- Déplacement des réseaux des concessionnaires
(Eau, Electricité, téléphone)
|
|
Désignation drains Lot
2
|
Bonassama (2075 ml) - Bonnes Courses (2308 ml) - Kondi (2445 ml)
- Mbanya (6003 ml) - Tongo'a Bassa (10 719 ml)
|
|
DISPOSITIONS TECHNIQUES
|
|
Études
|
Plan de situation des différents drains ; CCTP ; Plans
méthodes
|
|
Organisation
|
Cf. Organigramme du chantier
|
|
Planification
|
Planning général du projet, révision
N°2
|
|
Normes appliquées
|
Normes Françaises, Normes ISO 9001 Version 2015 ;
ISO14001 version 2015 ; OSHAS 18001 version 2004 . Document de
référence : CCTG (Fascicules 1 à 71)
|
|
DISPOSITIONS FINANICERES
|
|
Budget
|
31 861 164 972 FCFA
|
|
Financements
|
PART HTVA: CONVENTION AFD N° CCM 1275 01 N
& CCM 1275 02 P;TVA : BUDGET DE L'ETAT.
|

Figure 5 : Profil en travers
type des drains à réaliser
Ce projet a la particularité d'être
exécuté dans différents secteurs géographiques
distants dont les contraintes diffèrent d'un point de vue technique
(structure du sol, influence de l'environnement, contraintes
météorologiques, etc...). Il a ainsi été
scindé en deux principales zones :
- La Zone Douala ville ; qui regroupe les drains de KONDI, de
TONGO'A BASSA et MBANYA
- La Zone de Bonabéri ; où se trouvent les
drains de BONASSAMA, BONNES COURSES.
Il était question tout au long de ce chapitre de
présenter SOGEA-SATOM Cameroun de manière générale,
son organisation, ses activités, sa stratégie, ainsi que sa fiche
signalétique et le chantier ACDP. Nous verrons dans le chapitre qui
suit, la revue de littérature qui nous permettra de délimiter
notre contexte d'étude par rapport aux autres auteurs.
CHAPITRE II : REVUE DE
LA LITTERATURE
Ce chapitre est consacré aux différents points
utiles pour amener le sujet vers ses réalisations. Nous allons
présenter à cet effet les travaux académiques
antérieurs, les nouveautés de l'ISO 9001 version 2015 et
l'évaluation du coût d'obtention de la qualité (traitement
de produit halieutique). Les définitions des concepts sont
élaborées. Nous avons aussi présenté les
modèles d'évaluation des coûts de la non qualité.
2.1. TRAVAUX EFFECTUES
v Mémoire de fin d'Etude
« Améliorer la performance des entreprises via les
nouveautés de l'ISO 9001:2015 »
Les travaux de (
Aylin,2016) [4] ont
proposés une démarche efficace et performante pour accompagner
les entreprises en transition, et leur faciliter ainsi le renouvellement de
leur certification ISO 9001:2015. Elle définit les outils permettant aux
entreprises d'estimer les lacunes de leur système de management de la
qualité, par rapport aux exigences nouvelles de la norme, et de
déterminer un plan d'action pour en assurer la pleine
réalisation. Elle clarifie d'une part les apports de la norme ISO
9001 :2015 pour les entreprises et d'autre part, la démarche de
transition intégrant la prise en considération du contexte de
l'entreprise, la construction du plan de migration, l'aspect risques et
opportunités en passant par la réalisation d'audits internes.Elle
a appréhendé lanotion d'amélioration de la performance
sans évoquer les coûts qui en résultent.
v Mémoire de fin d'Etude « Evaluation
du coût d'obtention de la qualité dans une unité de
traitement des produits halieutiques »
Les travaux de (Eroume, 2012) [5] ont
accordés une large importance à la détermination du
coût de non qualité au sein d'une unité de pêche,
dénommée La pirogue bleue, par l'identification et
l'évaluation des coûts des défaillances internes (CDI) et
externes (CDE) mais également des coûts de prévention(CP)
et de détection (CD). Il a également évalué la
vitalité et l'orientation du système qualité, et
l'incidence économique des coûts de la qualité par le
calcul de quelquesratios liés au coût d'obtention de la
qualité(COQ). Il a orienté ses recherches dans la
détermination des COQ et CNC sans tenir comptes des causes potentielles
qui sont à l'origine de ces coûts.
v Thèse de Doctorat « conception d'un
outil de mesure et de réduction des coûts de non qualité :
application au pilotagedes processus industriels»
La thèse de (ABOUZAHIR, 2006) [2]s'inscrit dans le
cadre de la démarche qualité et en particulier l'aspect mesure
descoûts relatifs à la qualité et leur réduction.
Pour mener à bien sontravail et répondre à la
problématique industrielle, il a fait un état de l'art
retraçantl'historique de l'évolution du concept COQ (coût
d'obtention de la qualité). Il a montré qu'il n y a pas de
divergence sur les enjeux des coûts de laqualité, il y a par
contre deux courants qui s'affrontent ; L'un préconise une estimation
exhaustive du COQ au sein de toute l'entreprise, et l'autre propose de
s'attaquer à des problèmes prioritaires. A travers les
expériences de plusieurs entreprises et des contacts avec plusieurs
experts, il a montré les causes d'échec de la première
méthode.
Par conséquent, nous nous sommes inscrits dans le
deuxième courant mais avec une orientation vers les activitéspour
avoir une vision intégrée.
2.2 DEFINITION DES
CONCEPTS
2.2.1 Qualité
La norme ISO 9000 version 2015 définit la
qualitécomme étant l'aptitude d'un ensemble de
caractéristiques intrinsèques d'un objet à satisfaire les
exigences.
L'assurance de la qualité pour toute entreprise
consiste à adopter les dispositions nécessaires pour donner
confiance au client, c'est-à-dire lui apporter une réponse
satisfaisante et conforme en lui donnant la preuve qu'elle est issue d'une
démarche méthodique et de la mise en oeuvre de moyens
suffisants.
L'entreprise doit donc prouver au client qu'elle
maîtrise bien le processus de production de ses services. A cet effet, le
processus de production doit être décrit explicitement. Il faut
donner la preuve écrite que l'organisation contrôle ses
prestations de services à tous les stades : conception, mise en oeuvre,
réalisation, etc.
L'assurance Qualité oblige à une
démarche de progrès qui va dans le sens de la suppression des
« non-conformités».
2.2.2 Risque qualité
Le risque qualité est l'effet de l'incertitude sur un
résultat escompté [6]. Le plus souvent, un risque est
caractérisé en référence à des
événements potentiels et/ou des conséquences potentielles
ou une combinaison des deux.
· Cet effet peut être un écart, positif ou
négatif, par rapport à une attente ou aux
objectifs
fixés. Le risque peut être une non-atteinte d'objectifs.
· L'incertitude peut être définie comme un
défaut d'information concernant la compréhension ou la
connaissance d'un événement et de ses conséquences.
2.2.3Non qualité
Selon la norme NF X50-120 version 1986 définit la
non-qualité comme l'état global par rapport à la
qualité visée, c'est-à-dire qu'elle relève aussi
bien du produit directement (ou du service) ainsi que les actions
associées à ce produit et qui interviennent dans la satisfaction
du client. La non-qualité ou "disqualité" est donc l'écart
global constaté entre la qualité visée et la
qualité effectivement obtenue. Cet écart peut être
évalué plus ou moins complètement en termes
économiques.
La non - qualité se traduit en général
par un défaut, une non-conformité, une anomalie.
· Défaut : Non satisfaction,
aux exigences de l'utilisation prévue. C'est l'écart ou
l'inexistence, d'une ou plusieurs caractéristiques de qualité par
rapport aux exigences de l'utilisation prévue.
· Non-conformité : non
satisfaction aux exigences spécifiées. C'est l'écart ou
l'inexistence d'une ou plusieurs caractéristiques de qualité ou
d'élément d'un système qualité par rapport aux
exigences spécifiées.
· Anomalie : C'est la
déviation par rapport à ce qui est attendu. Elle justifie une
investigation qui peut déboucher sur la constatation d'une non-
conformité ou d'un défaut.
2.2.4 Coût d'Obtention de la
Qualité
Le coût d'obtention de la qualité (COQ)
représente les dépenses qui auraient pu être
évitées si le produit et le service étaient conformes du
premier coup.C'est aussi le coût supplémentaire
dépensé par l'entreprise pour obtenir la qualité
souhaitée par le client, parce que l'entreprise n'est pas parfaite.
Ce coût qui représente l'ensemble des efforts
visant à éviter, à détecter ou à traiter la
nonqualité peut atteindre entre 10 à 30 % du Chiffre
d'affaires.
Le COQ se décompose en 4 rubriques :
Coût de prévention :
C'est le coût de tout ce qui est mis en oeuvre,
à priori, pour éviter les défauts, erreurs
etdéfaillances.
Exemples : la formation du personnel, les mesures de
sécurité, la communication, le SMI,études de
marché, études de fiabilité, AMDEC,....
Coût de contrôle :
C'est le coût de tout ce qui est mis en oeuvre,
à posteriori, pour vérifier que le produit estconforme à
ce que l'utilisateur attend.
Exemples : contrôle des produits,
étalonnages, inspections de la production, contrôle
desfactures,...
Coût des défaillances internes
:
C'est le coût de tout ce qui n'a pas été
conforme dans le processus de production, du service,mais qui n'est pas
constaté par l'utilisateur. Exemples : rebuts, retouches,
gestion des non conformités, déclassement,
surconsommations,...
Coût des défaillances externes
:
C'est le coût de tout ce qui n'est pas conforme à
ce que l'utilisateur constate.
Exemples : traitement des réclamations
clients, pénalités de retard, remplacement sousgarantie, perte de
clientèle connue
v Facteurs de non-qualité
Un sondage effectué sur un échantillon de 40
entreprises à caractère industriel et commercial, en
majorité du secteur public, a permis de recenser 14 facteurs,
fournissant la production des "non-qualité" (Pr. TATSADJIEU 2014)
[7]:
Ø Le manque de pièces de rechange ;
Ø L'obsolescence des équipements ;
Ø La mauvaise qualité des matières et des
semi-produits (inputs) ;
Ø Les carences en matière de normes et de
réglementation ;
Ø Le manque de documentation ;
Ø Les lacunes dans la formation ;
Ø Le manque d'information ;
Ø Le manque d'animation et de concertation entre les
entreprises et autres opérateurs ;
Ø Le système de rémunération trop
rigide ;
Ø La prime accordée à la quantité
produite et non à la qualité ;
Ø L'absence de commerce ;
Ø L'existence d'une concurrence
déloyale ;
Ø L'existence d'un marché
"superficiel" ;
Ø Un manque de sensibilité du
producteur ;
Ø Les insuffisances en matière de
répression des fraudes.
v Contexte d'apparition du développement de la
non-qualité
Nous pouvons distinguer cinq (05) axes suivant lesquels se
développe la "non-qualité" (QUALIMA01 - Tlemcen
2004) [8]:
Ø Le maintien et l'approvisionnement de
l'équipement de production
Faute de rénovation ou de renouvellement, certains
équipements usés ne permettent jamais d'atteindre la
précision nécessaire à la qualité
recherchée.
Ø Les carences en matière de normes et
de réglementations
Le problème des normes a été
fréquemment cité, toutefois notre approche de la question par la
qualité privilégie l'animation, la sensibilisation, la
concentration ...Le plan d'amélioration de la qualité ne sera pas
identique pour tous, chaque organisation a ses spécificités ; par
contre la méthode et les principes du management par la qualité
peuvent s'appliquer à tous. Il faut signaler à ce propos que les
méthodes doivent être choisies en relation étroite avec la
culture qualité au sein de l'entreprise ;
v Aspects et incidences des coûts d'obtention de
la qualité
- Aspects
Nous pouvons distinguer deux aspects des coûts de
non-qualité
ü Le premier aspect est lié aux investissements
que l'on fait pour atteindre le niveau de qualité conforme aux
exigences. C'est le prix qu'il faut payer pour assurer un niveau de
qualité acceptable.
ü Le deuxième aspect est tout ce qu'il en
coûte de faire mal les choses, de ne pas les faire bien du premier coup.
Le coût engendré est deux fois supérieur au prix qu'il
suffirait d'investir pour faire un produit conforme.
-
Incidences financières
L'activité de production génère des
déperditions d'énergie, de ressources humaines et physiques qui
n'apparaissent pas dans les systèmes classiques de comptabilité
où seuls les coûts de matière, de main d'oeuvre et
d'atelier sont pris en compte. La recherche de la qualité doit permettre
de réduire ces coûts cachés.
Le coût de la non-qualité peut être
défini comme la différence entre le prix de revient actuel et son
coût réduit s'il n'y avait aucune erreur et aucun défaut
durant la conception, la réalisation, la commercialisation et
l'utilisation.
Il est possible de calculer le coût de la
non-qualité en % du chiffre d'affaire d'une entreprise ou du PIB d'une
nation. Les informations nécessaires pour calculer le coût de la
non-qualité sont parfois difficiles à obtenir (souvent
confidentielles). On peut les obtenir dans les documents de comptabilité
(analytique et générale), les documents techniques,
administratifs ou commerciaux.Il est possible de faire une estimation à
partir des enquêtes auprès des personnes concernées.
(QUALIMA01 - Tlemcen 2004) [8].
2.3 LES MODELES
D'EVALUATION DES COUTS DE LA NON - QUALITE
Divers auteurs ont développé d'autres
modèles pour représenter les COQ. La terminologie des
différentes rubriques varie en fonction du modèle
considéré. La modélisation des COQ évolue
très rapidement, les modèles suivants ne sont qu'un aperçu
d'un ensemble très dynamique.
2.3.1
Modèle de JURAN
Selon JURAN la notion de coût de la qualité
permet de distinguer les coûts imputables à la mauvaise
qualité et les dépenses pour obtenir la qualité. Il
développe le modèle PAF (Prevent Appraisal Failure). Il distingue
quatre catégories de coûts :
- Coût des défaillances internes ;
- Coût des défaillances externes ;
- Coût d'évaluation (relatifs au contrôle
et la détection)
- Coût de prévention.
Il étend la réflexion aux coûts dits
intangibles, difficilement chiffrables tels que : les délais et
arrêts de production dus aux défauts, la perte de moral suite aux
frictions internes entre départements.
2.3.2
Modèle de GODFREY et PASEWARK
Ce modèle propose une décomposition du COQ en
trois rubriques :
- Le coût de la maîtrise des défaillances
« defect control cost » : Il regroupe le coût de
prévention et le coût d'évaluation.
- Le coût d'échec « faillure cost » :
il comprend le coût de réparation, le coût des produits
déclassés, le coût du processus de retour des produits
défectueux.
- Le coût des ventes perdues « cost of lost sales
» : il correspond à une estimation des ventes perdues à
cause d'un problème de qualité.
2.3.3
Modèle de HERMEL
HERMEL insiste sur le contrôle des performances des
actions de contrôle et d'évaluation. Selon lui le COQ ne doit pas
servir à estimer les dysfonctionnements ni le niveau de qualité
acceptable, mais il doit mettre en relief la pertinence et le niveau de
performance des activités valorisantes (organisation interne). Il
distingue deux types de coûts :
- Les coûts productifs : Ils entrainent un gain de
performances et se traduisent par une réduction des coûts de
défaillances.
- Les coûts improductifs : Ils rendent comptent de
contre-performances des activités de prévention et
d'évaluation qui n'ont pas atteint leur objectif de réduction des
coûts de défaillances interne et externe.
2.3.4
Modèle de HARRINGTON
HARRINGTON parle plutôt du « coût de non
qualité » (CNQ) et distingue deux grandes catégories de
coûts:
Coûts directs de la non - qualité
Ø Les coûts contrôlables :
· Coût d'évaluation ;
· Coût de prévention.
Ø Coûts résultants :
· Coût de l'erreur interne ;
· Coût de l'erreur externe.
Coûts de l'équipement
Ø Coûts indirects de la non -
qualité :
· Coûts supportés par le client ;
· Coûts de l'insatisfaction du client ;
· Coûts de la perte de renom.
2.3.5
Coûts de non qualité administrative
Le coût de non qualité du personnel administratif
est un aspect très souvent négligé parce qu'il est
difficilement quantifiable. Car ceux-là même qui devraient la
quantifier sont trop impliqués pour demeurer objectifs. Les CNQ sont la
somme des défaillances (quel que soit leur origine ou leur secteur
d'activité) qui pénalisent les résultats et privent
l'entreprise de moyens qui permettraient son développement.
Le rappel de quelques notions sur la qualité et le
coût de non qualité ont constitués le socle de ce chapitre.
Il nous a permis de poser les jalons devant soutenir la résolution du
problème posé à savoir l'évaluation des coûts
des non conformités qualité sur le chantier ACD durant la
période de notre stage.
CHAPITRE III : OUTILS
ET METHODES
Ce chapitre fera l'objet de la présentation de la
méthodologie et de ladémarche adoptée pour réaliser
ce travail. Nous aborderons les points suivants :les matériels et
les outils utilisées, la méthode de recueil des données,
et enfin la synthèse de la partie abordée.
3.1. MATERIEL
Pour mener à bien cette étude, nous avons
utilisé les matériels suivant :
- Un appareil photo numérique (Nikon coolpix
36x) ;
- Un bloc note ;
- Un ordinateur portable Hp EliteBook;
- leslogiciels : Le Microsoft office Excel et Word, le
Qualipro xL.
3.2. OUTILS
3.2.1
Méthode de questionnement Quintilien
C'est une technique de recherche d'information sur un
problème et ces causes : Quoi, Qui, Où, Quand, Comment,
Pourquoi. Il permet de s'assurer que l'on dispose bien de toutes les
données nécessaires pour comprendre le problème et donc le
résoudre.
v PRINCIPE
Le principe consiste à poser le ou les problèmes et
de répondre à de différentes questions afin de pouvoir
s'orienter.
ü Qui ? : Qui est concerné par le
problème ? ; Qui a signalé le problème ?
ü Quoi ? : Quel est le
problème ?
ü Où ? : Où se passe le
problème ? dans quel secteur ?
ü Quand ? : à quel moment apparait le
problème ?
ü Comment ? : de quelle façon
allons-nous procéder pour résoudre le problème ?
ü Pourquoi ? : Pourquoi devons-nous
résoudre le problème ?
3.2.2
Brainstorming
Il permet de résoudre un problème en groupe de
progrès en recherchant les causes et les solutions. Ceci suppose
l'organisation des réunions entre les participants afin de rechercher
les causes probables d'un problème et de procéder par
élimination lors des discussions effectuées et ainsi aucune
proposition ne doit être réfutée sans être
analysée. A la fin de ce remue-méninge, plusieurs points sont
arrêtés concernant les causes du problème et les
éventuelles solutions.
Dans cette étude, nous avons eu recours à cet
outil à plusieurs niveaux :
ü Recherche des causes de non-conformité ;
ü Catégorisation de ces causes par la
méthode des « 5M » ou il nous a permis d'affecter
les différentes causes a chacun des «M» ;
ü Sélection des actions correctives a
implémenté immédiatement.
3.2.3 Diagramme d'Ishikawa
Les 5M encore appelé diagramme en arête de
poisson ou diagramme d'ISHIKAWA est un outil qui est utilisé dans la
méthodologie de résolution des problèmes lorsqu'un effet a
été identifié, et que l'on désire connaitre toutes
les causes possibles ; c'est un outil de classement de toutes les causes
pouvant être à l'origine d'un problème. Les 5M se
présentent sous forme d'arête de poisson dont la tête
encadre l'effet dont on veut connaitre les causes.
ü 5M signifie : Main - d'oeuvre ;
Méthode ; Milieu ; Matière ; Matériau
Cet outil permet de rechercher et de classer par famille les
causes d'un problème. Le principe consiste à poser le
problème en démarrant par pourquoi, faire émerger toutes
les idées, toutes les causes possible grâce au
Remue-méninge.
Par vote, on ressort toutes les causes probables
- Ensuite on classe les causes probables par famille de M.
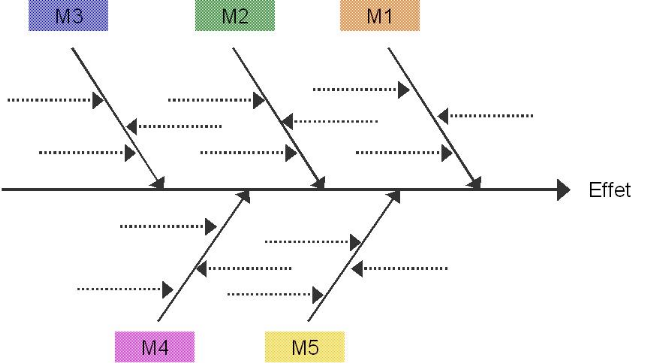
Figure
6 : Diagramme d'ISHIKAWA
3.2.4 Diagramme de PORETO
Il permet de visualiser de façon simple un ensemble de
données qualitatives concernant un même sujet de
préoccupation. Il met en évidence ce qui est important à
ce qui est trivial.Il oriente le choix prioritaire d'un groupe de travail sur
le principe de 80/20 (80% des causes d'un problème demandent 20% de la
totalité des efforts requis pour apporter une solution à la
totalité des causes du problème).
Il se présente comme suit :
- Recueillir les données ;
- Classer les données par ordre décroissante de
la plus importante à la moins importante ;
- Traduire les données en pourcentage puis en
pourcentage cumulé ;
- Tracer le diagramme de Pareto (échelle vertical
de 0 à 100%) ;
- Positionner un rectangle pour chaque rubrique (hauteur du
rectangle=pourcentage de la rubrique) en respectant l'ordre décroissant
du tableau
- Tracer en fin la courbe des pourcentages cumulés en
fonction des résultats obtenus.
3.2.5 Feuille de
relevé
Il permet une collecte de données (chiffrées ou
non) précise, fiables, en relation avec l'objectif défini et il
contribue à éviter des erreurs d'enregistrement. Les informations
sont donc facilement utilisables pour l'analyse des données.
3.3. METHODES

Ce paragraphe nous permet d'apporter un
éclaircissement sur la méthode que nous avons adopté pour
réduire les coûts de non-qualité. Nous avons adopté
l'approche ci-dessous pour atteindre nos objectifs.
Figure 7 : Méthodologie
d'étude mise en oeuvre
3.3.1
Etat des lieux
Cette étude a été menée
principalement à travers des activités de collecte de
données primaires sur le terrain, les observations directes, les
inventaires, les entrevues avec les personnes ressources. Les données
secondaires ont été collectées à travers la
documentation existante. Il s'est agi principalement de recueillir les
données liées aux non-conformités détectées
lors de la réalisation des travaux.
v Collecte des données primaires
La collecte des données sur le terrain s'est
effectuée en trois phases. La première phase était
consacrée à la collecte des fiches non conformités
détectées et traitées depuis le début du chantier
et la rédaction d'une nouvelle fiche de non-conformité au
chantier en cas de détection. La deuxième phase était
consacrée aux observations directes des traitements des non
conformités sur le chantier. La troisième phase consistait
à la réalisation des réunions qualité avec
l'ensemble de personnel d'encadrement (Directeur des Travaux, Conducteurs des
Travaux, Chef de chantier) pour définir les moyens de prévention
des non conformités qualité chantier.
v Collecte des données secondaires
Dans le souci majeur d'avoir une idée précise
sur les travaux antérieurs déjà effectués, et en
rapport avec notre sujet d'étude, nous avons collecté plusieurs
informations à travers la littérature existante. Ainsi, nous
avons consulté les rapports de stage des étudiants en alternance
à SOGEA-SATOM, la norme la norme NF X50-120 vs 1986, la procédure
de gestion des non conformités de SOGEA SATOM Cameroun, les
mémoires de fin d'études et les études antérieurs
de diverses entreprises de Bâtiment et Travaux Publics en rapport avec
notre thème d'étude.
3.3.2
Détection des non conformités
La détection des non-conformités a
été faite à travers le suivi quotidien du
déroulement des activités et la collecte dans le logiciel
Qualipro xL des non conformités détectées et
traitées depuis le début du chantier. Cette étape de
recherche nous a permis d'avoir la liste des non conformités, par type
d'activités, par causes, par la date de détection et par le
délai de traitement.
3.3.3 Traitement et Analysedes
données
v Apurement des données
L'apurement des données consiste en la saisie des
données de terrain dans un tableau Microsoft Excel version 2010 sous
forme d'enregistrement. Par enregistrement, nous entendons une ligne dans le
tableur Excel reprenant son numéro, sa date, son mois, la partie
d'ouvrage et la localisation pour unenon-conformité
détectée.
Après l'apurement des données, nous avons
analysées les non conformités pour connaitre et comprendre les
causes de leur apparition à travers les outils de la qualité
comme le PARETO et le diagramme de d'ISHIKAWA.
3.3.4
Hiérarchisation des non-conformités
Dans le cadre de projet ACDP, les non conformités sont
de 04 degrés explicitées dans le Plan d'assurance qualité.
On distinguera :
- NC de degré 1 :
non-conformité mineure traitable immédiatement dans le cadre du
procédé utilisé, dans le respect des procédures et
dessins d'exécution. On n'ouvre pas de fiche.
- NC de degré 2 :
non-conformité traitable avec une procédure de réparation
existante. L'identification et le traitement de cette non-conformité
doivent être documentés sur une fiche de non-conformité
ouverte à cet effet.
- NC de degré 3 :
non-conformité pour laquelle aucune procédure de
réparation n'existe, mais dont le traitement permettra de reconstituer
une qualité équivalente et, si possible, identique à celle
de la conception initiale. Une fiche de non-conformité est ouverte
à cet effet.
- NC de degré 4 :
non-conformité mettant en cause le niveau de qualité contractuel,
voire son aptitude à satisfaire la qualité d'usage
(défaut). Une fiche de non-conformité est ouverte. La solution
dans ce cas est soit l'acceptation dans l'état soit, la
démolition.
La gravité (G) de la non-conformité est
définie par le coût engendré par la
non-conformité.
3.3.5 Evaluation des coûts
de la non-conformité dans le projet ACDP
v Méthodologie de calcul
La norme NF X50-126 version 1986 est le guide utilisé
pour notre évaluation des coûts de non - qualité.
Les meilleurs modèles d'évaluation des
coûts de non qualité conforme à cette norme et au chantier
ACDP sont les modèles de JURAN. A cet effet les
coûts à considérer sont les suivants :
Ø Les coûts de rebus : les
coûts de rebus seront équivalents aux coûts de perte en
matériau, c'est-à-dire si le traitement de la
non-conformité demande un retrait de matériau. ;
Ø Les Coûts de retouche,
réparation, reconditionnement, réfection, reprise, etc.
: Ces coûts seront équivalents au coût du traitement de la
non-conformité qui englobe le coût en personnel, en engins, en
matériau (dans le cas où le traitement de la
non-conformité nécessite un apport en matériau) et le
coût de la sous-traitante (en cas de besoin d'une main d'oeuvre
externe) ;
Ø Les coûts de pertes dues aux
achats inemployables : ces coûts seront aussi équivalents au
coût de perte en matériau
Ø Les autres coûts : Comme autre
coûts on ajoutera les coûts des sous-traitants dans le cas
où le traitement de la non-conformité sera réalisé
complètement par un sous-traitant
Il faut noter que dans le présent travail nous ne
considérons que les coûts des défaillances ou anomalies
internes car les coûts indirects ou des défaillances de la non -
qualité sont inexistants.
D'après la NF X50-126, la formule suivante permet
d'illustrer le CNQ.
CNQ = CDI + CDE + CP + CD
CNQ = Coûts de la non - qualité
CDI = Coût des défaillances internes (domaine de
notre étude)
CDE = Coût des défaillances externes
CP = Coût de Prévention
CD = Coût de détection
Pour déterminer le coût des non
conformités dans le cadre de notre travail. Nous avons
procédé de la manière suivante:
Ø Détection des non conformités ;
Ø Collecte des informations relatives au traitement de
31 non conformités enregistrées sur une période de trois
mois (Octobre au Décembre 2017) à l'aide de la fiche de suivi de
traitement des NC (annexe 1).
Ø Regroupement des actions de traitement autour des
cinq grandes familles du diagramme d'ISHIKAWA (5M) pour voir celles qui
interviennent dans le traitement.
Ø Etablissement de la correspondance entre les familles
des 5M résultant des différents traitements et la formule du
coût de non-conformité obtenue à partir la norme NF X
50-126 ;
Ø Utilisation de la matrice de détermination de
coût de non-conformité (Annexe n°2) ;
Ø Calcul de coût de
non-conformité :
CNC = Coût de Matériel + Coût de
Main d'oeuvre + Coût de Méthode + Coût de Matériau
L'énumération et la description de quelques
outils utilisés dans la résolution du problème posé
a fait l'objet de ce chapitre et à partir de là, nous avons
défini la méthodologie, pour analyser et évaluer les
coûtsdes non conformités qualité dans le cadre de projet
ACDP.
*
* *
CHAPITRE IV :
RESULTATS ET DISCUSSION
Dans ce chapitre, nous présenterons les divers
résultats obtenus. Pour des soucis de clarté, nous les avions
classifiés suivant la chronologie dictée par la
méthodologie : Etat de lieux - Evaluation des coûts de
non-conformité qualité - Recommandation.
4.1. ETAT DES LIEUX
Face aux risques d'apparition des non-conformités sur
le chantier ACDP réalisé par l'entreprise SOGEA SATOM Cameroun.
Nous avons effectué une collecte des données des non
conformités.L'équipe Qualité nous a remis le fichier Excel
récapitulatif des non conformités détectées,
traitées et enregistrées dans QualiproxL. Ce fichier nous a
permis de ressortir la liste de 31 non conformités reparties par causes
succinctes et par types d'activités (Annexe 3).
4.1.1 Répartition des non
conformités par activités
Le tableau ci-dessous présente les résultats
obtenus après collecte des non conformités sur le chantier ACDP.
L'analyse de ces non conformités a permis de détecter les
activités les plus défaillantes à savoir : lestraitements
des eaux, la Topographie, le stockage des matériaux, la
préfabrication, le bétonnage, le génie civil, la
chaussée, le Terrassement, et les études.
Tableau 3 : Répartition des non
conformités par activités


Figure 8 : Répartition
des NC par activités
La prédominance des non-conformités liées
aux activités de bétonnage soit 29%, s'explique d'après le
registre des NC (annexe 3) :
ü A la préfabrication des éléments
en béton armé à base d'une formulation non
approuvée par le client ;
ü Aux contraintes extérieures : coulage de
béton sous l'influence du phénomène des marées sur
certains drains proches du fleuve WOURI (Drain de Bonassama et Mbanya) ou en
présence des eaux usées venant des riverains ;
ü Au manque de suivi et de contrôle de dosage
d'adjuvant pendant la production de béton ;
ü A la défaillance de matériel : panne
de l'aiguille vibrante pendant le coulage de béton.
On remarque aussil'existence des non conformités en
provenance des travaux de génie civil et de Topographie (13%), due au
non-respect des consignestopographiques et l'exécution des travaux par
anticipation de délai. On note à cet effet :
ü La mauvaise interprétation des consignes
topographique ;
ü L'incompatibilité entre les plans de coffrage et
ferraillage, avec les dimensions (Hauteur) de la vérification
hydraulique ;
ü La mauvaise planification des activités au
regard de l'influence du phénomène des marées sur les
travaux.
Ce résultat démontre la nécessité
d'améliorer la recherche des causes profondes des non
conformités, et d'évaluer le coût de reprise des
travaux.
4.1.2
Répartition des non conformités par causes
L'analyse des causes succinctes des non conformités
décrit dans le registre des non conformités (Annexe 3) , nous a
permisde regrouper les causes potentielles d'apparition des non
conformités suivant la famille de 5M.
Tableau
4 : Répartition des non conformités suivant les 5M

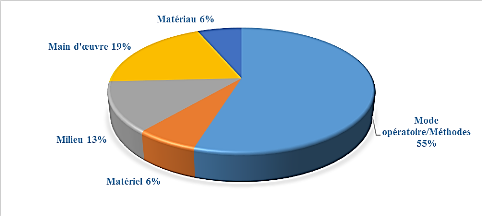
Figure 9 : Répartition
des NC suivant les 5M
D'après ce graphique, nous remarquons que 55% des NC
proviennent de mode opératoire, et un faible taux au niveau du
matériel et matériau(6%). Ce résultatnous a permis
d'apprécier les causes exactes de récurrence des NC sur le
chantier ACDP. Après analyse méticuleuse des différentes
fiches des NC (Annexe 4), il est nécessaire de
ressortir de chaque cause les sous-détails qui sont à l'origine
de la survenance des non conformitéset la reprise des travaux non
conformes comme illustré par le diagramme d'ISHIKAWA suivant :
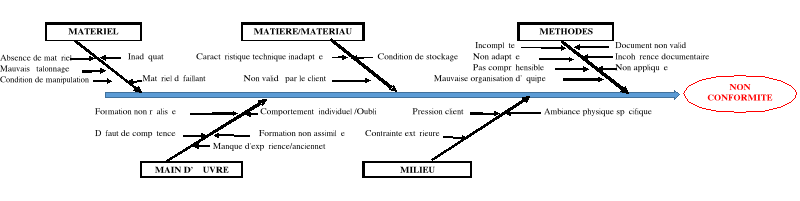
Figure 10 : Diagramme
d'ISHIKAWA des sous détails des causes des non conformités
La réalisation d'un diagramme de PARETO permet
d'identifier les causes pertinentes qui représente plus de 80% des non -
conformités (Tableau 5, Fig.11).
Tableau
5 : Calcul des pourcentages cumulés des sous détails des
causes des non conformités
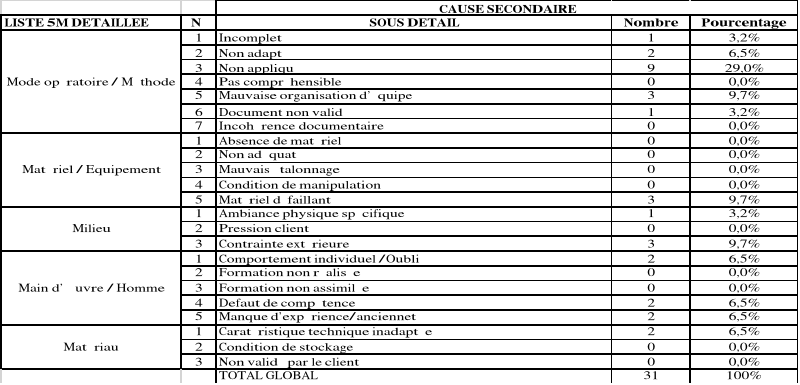
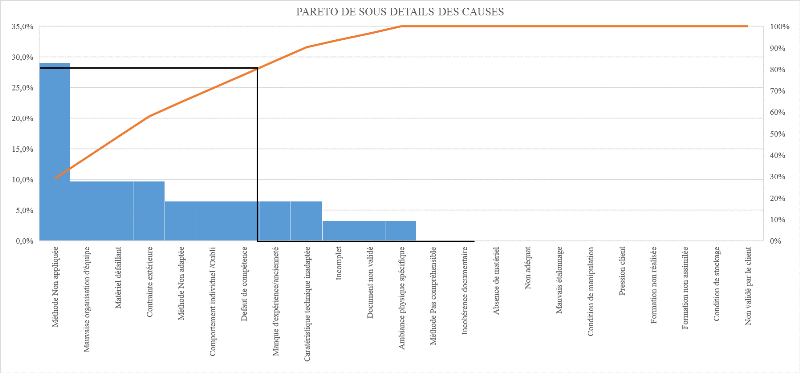
Figure 11 : Diagramme de
PARETO des sous détails des causes des non conformités
A l'aide du diagramme de Pareto fig.11 et des causes
succinctes des non conformités énumérées dans le
tableau en annexe n°1, on noteque les 20% des causes à l'origine de
l'apparition de 80% des non-conformités sur lesquelles nous allons
définir les mesures de maitrise des risques d'apparition des prochaines
non conformités sont :
Ø La méthodenon appliquée ;
Ø La méthode non adaptée ;
Ø La mauvaise organisation d'équipe ;
Ø Le comportement individuel /Oubli;
Ø Le défaut de compétence ;
Ø La défaillance de matériel.
a) La méthodenon
appliquéereprésente la première cause
d'apparition des non-conformités sur le chantier. Les non
conformités liées à cette cause proviennent des travaux de
terrassement et de bétonnage.
Le terrassement : il s'agit du remblai
des différentes couches avec comme défaut des sous ou sur -
épaisseurs, dues au non-respect des consignes topographiques
(altimétrie). En effet, les ouvriers ne maîtrisent pas toujours
l'interprétation des valeurs ou des données topographiques. Cela
a pour conséquence l'apparition des points hors tolérances
(négatifs ou positifs).
Le bétonnage :est
représentée par le manque de méthodologie et l'influence
des contraintes extérieures (eaux de ruissellement, de pluie etc)
pendant et après coulage.
b) La méthode non
adaptée :Elle est représenté par l'absence
d'un mode opératoire validé par le client. En effet, dans le but
de respecter les délais d'exécution des travaux, l'entreprise
s'est engagée à réaliser les travaux sans approbationdes
documents d'exécution par le client et/ou son représentant.
c) La mauvaise organisation d'équipe :
Il s'agit des causes dues aux travaux réaliser sans
contrôle intérieur et la mauvaise circulation des engins/camions
dans le chantier. Par exemple le béton de propreté
endommagé par le passage de camion plateau hiab pour la pose des
éléments préfabriqués.
d) Le comportement individuel /Oubli :Il
est représenté par l'état psychologique de l'ouvrier et
dans une certaine mesure le non-respect des consignes d'exécution. En
effet, pendant l'exécution de la tâche, les ouvriers soucieux de
corriger les modes opératoires créent involontairement les non
conformités.
e) Le défaut de compétence: Il
provient d'un défaut de formation ou de compétences. Certains
ouvriers exécutent certaines tâches pour lesquels ils ne sont pas
qualifiés. L'exemple de mise en oeuvre de matériaux de
substitution en fond de fouille en absence d'un terrassier.
f) La défaillance de
matériel :Il s'agit des arrêts de matériel
comme aiguille vibrante pendant le coulage de béton.
4.2. EVALUATION DES COUTS
DES NON CONFORMITES
L'évaluation financière des coûts de NC
préalablement établis s'est effectuée suivant les 5M,
à l'aide de matrice de détermination de coût des NC (Annexe
2) et la fiche de suivi de traitement des NC (Annexe1).
Ces coûts sont des charges découlant des non
conformités constatées au chantier avant livraison du produit
fini. Dans notre cas les reprisesdes travaux non conformes constituent
l'essentiel de ces coûts (tableau 7 ci-dessous). Ce sont les ouvrages ou
parties d'ouvrages non conformes qui nécessitent un traitement avant
livraison. L'évaluation des coûts engendrés par les
reprises des travaux comprend leur coût direct de production (coût
matière, coût personnel, coût méthode et coût
main d'oeuvre) calculé en fonction du stade de production atteint.Les
données pour cette évaluation nous sont fournies par les fiches
de suivi de traitement des NC.
Tableau
6 : Récapitulatif des non conformités par coût



Tableau 7 :
Récapitulatif des coûts suivant les 5M

L'exploitation des résultats révèle un
coût de non-conformité de 10 600 694 FCFA en trois mois des
travaux. Si aucune mesure corrective n'est envisagée, une estimation de
42 402 776 FCFA sur 12 mois sera constatée. Le coût de main
d'oeuvre, le coût de matériel, le coût de matériau et
le coût méthode sont respectivement 2 353 539 FCFA,
5 742 534 FCFA, 1 862 621 FCFA, 642 000 FCFA. Ces montants ne
sont pas insignifiants sur le montant global du marché soit un ratio
(Coût Total de NC/Montant Global du Marché en %) de 0,034% en
trois mois des travaux. Il est donc indispensable de limiter les coûts de
la non - conformité, c'est à dire agir sur les différents
aspects (les non -conformités, les reprises, les surconsommations et les
activités défaillantes) pour réduire les pertes.
4.2.1.
Répartition des coûts denon conformités par
activités
Tableau
8 : Répartition des coûts des NC par Activités


Figure 12 : Diagramme de
PARETO des Coûts de NC
L'analyse des coûts des NC par activité
révèlela prédominance des coûts engendrée par
le non-respect des consignes topographiques, les travaux de terrassement, de
bétonnage et de génie civil.Pour diminuer de 80% le nombre de
non-conformités responsables des pertes dans la suite des travaux, il
est nécessaire d'agir sur les causes profondes des non
conformités énumérées un peu plus haut (4.2.1) :
Ø En mettant un accent sur l'application des
procédures d'exécution des travaux ;
Ø Revoir la manière dont les équipes sont
organisées sur le terrain ;
Ø Intégrer les paramètres
météorologiques dans la planification et l'exécution des
travaux;
Ø Prendre en compte l'état spécifique de
chaque individu qui doit exécuter un travail.
4.3 CAS ILLUSTRATIF
4.3.1 Non-conformité détectée sur le
drain Bonnes Courses
a) Description
Le 22/10/2017, l'équipe de génie civil
constituée de cinq (8) opérateurs (1Chef de Chantier, 1 Chef
d'Equipe, 2 Coffreurs, 2 Maçons, 1 Signaleur et 1 Superviseur HSE)
devait effectuer le coulage de béton de propreté pour la pose des
éléments préfabriqués en béton armé.
L'équipe a commencé par un prestart meeting HSE sans faire un
briefing de procédure d'exécution de la tâche. Suivi de la
pose des chevrons d'épaisseur 8 cm pour le coffrage d'un béton de
propreté de 10cm d'épaisseur prévue par le CCTP. Sur un
linéaire de 12m, l'équipe a procédé au coulage de
béton de propreté dosé à 150 Kg /m3.

Figure 13 : Coffrage et
coulage de béton de propreté
Après la prise du béton, l'équipe
topographique (1 Topographe, 2 Aide Topographe) a procédé
à la réception finale de béton de propreté
conformément à la procédure d'exécution de la
tâche. Elle a constaté une irrégularité de
côte fini sur les points métriques (Pm 161,23 à Pm 165,23)
et a ouvert une fiche de non-conformité.
b) Correction de la non-conformité
Sur l'instruction de conducteur des travaux de Génie de
Civil, la démolition et la reconstruction de la partie non conforme de
béton de propreté ont été réalisée
par la même équipe de génie civil
précédemment définit.
c) Recherche et Analyse des causes
Les recueils des faits ayant causés la
non-conformité révèlent que la tâche a
été réalisée sans un suivi topographique et la
procédure d'exécution n'était pas respectée.
d) Actions correctives
Après un brainstorming fait sur le site avec les chefs
de chantier et les chefs d'équipe, nous avons retenu la mise en place
des prestart meeting qualité avant chaque différente tâche,
pour mieux prévenir la survenance des non-conformités et
s'assurer de respect des procédures d'exécution des travaux.
e) Evaluation de coût de la
non-conformité
Pendant le traitement de la non-conformité, on s'est
servi de la fiche de suivi de traitement des non-conformités pour
collecter les données quantitatives relatives à la
détermination de CNC. Ces données nous ont permis
d'évaluer le CNC à 222.195 FCFA à l'aide de la matrice
d'évaluation de coût et reparti de la manière
suivante :
Tableau 9 : Répartition
des coûts de la NC

RECOMMANDATIONS
Au regard de nos résultats, il s'avère
nécessaire d'incorporer la détermination du CNC comme une partie
intégrante du système de management de la qualité.
Nous formulons ainsi les recommandations suivantes :
A la direction de chantier ACDP :
Ø Mettre un budget pour investir dans la gestion de la
qualité au niveau de chantier. Cela a bien un montant appelé
coût d'investissement de la qualité. Il est la somme de
coûts d'évaluation (CE) et de prévention (CP)
.CIQ=CE+CP
Ø Impliquer les divers départements (notamment
la qualité/production et bureau d'étude) dans la collecte, le
suivi et l'évaluation des données relatives aux CNC.
Ø Améliorer la communication interne
(interservices) afin d'assurer un meilleur suivi de l'exécution des
travaux.
Ø Entreprendre les formations du personnel pour des
activités spécifiques constituant des causes des non -
conformités. Par exemple les techniques d'implantation des caniveaux,
les techniques de terrassement;
Ø Encourager la mise en place des bonnes pratiques et
la prévention qualité afin de faire rempart à la
non-conformité ;
A l'équipe Qualité Chantier
:
Ø La mise en oeuvre des séances de quart - heure
qualité et le pré-start meeting qualité. Au cours de ces
concertations, des sensibilisations doivent être faites sur la
qualité des travaux en insistant sur les méthodes à
utiliser et le comportement de chaque travailleur. Car ces deux aspects sont
les causes les plus pertinentes responsables des non -conformités, des
reprises et des surconsommations des matériaux;
Ø Faire un suivi régulier des coûts
résultant de non qualité à l'aide du fichier decalcul et
de suivi des couts de non-qualité;
Ø Faire une évaluation périodique des
coûts de non-conformités ;
Ø Publier chaque mois les résultats de
l'évaluation afin d'attirer l'attendu de tout lepersonnel ;
Ø Faire des réunions qualité et instaurer
les Brainstorming avec tous les responsablesde services. Pour analyser de
manière rigoureuse les anomalies et les causes desnon qualité et
de proposer les actions préventives ;
Pour conclure, Jean-Baptiste Rondreux nous rappelle que :
« Rien ne doit êtretenu pour acquis, le retour à la
situation antérieure guette les avancées les plusspectaculaires
en matière de management de la production » [9].
PERSPECTIVES
Il est possible d'aller plus loin et ne pas se contenter de
démontrer les conséquences négatives des
non-conformités mais plutôt rechercher en quoi ces
non-conformités sont sources d'opportunités. Ainsi, nous
envisagions la :
a) Mise en place d'une approche
préventive
Pour réduire les impacts liés à la
non-conformité, nous pouvons approfondir dans le futur les recherches
sur une démarchebasée sur la prévention des risques
qualité, qui consiste àévaluer les coûts et analyser
les risques d'apparition des non-conformités. Elle permet à
l'entreprise de proposer les moyens d'éviter la récurrence et la
livraison d'un ouvrage non conforme au client.
Ici, nous devrions allouer un budget pour la gestion de
laqualité au niveau des chantiers. Cela a bien un coût
appelé coût d'investissement de la qualité. Il est la somme
de coûts d'évaluation (CE) et de prévention (CP) :
CIQ=CE+CP.
b) Prise en compte des coûts indirectsdans
l'évaluation des coûts des NC
L'évaluation des coûts des NC que nous avons
adoptés, prend en majeur partie les coûts directs des non
conformités décelable et mesurable par le système
comptable. Or, la recherchede la qualité doit permettre aussi de
réduire les coûts des NC cachés (indirect) qui
n'apparaissent pas clairement dans les systèmes de comptabilité
classiques. Il s'agit des coûts supportés par le client, dus
à l'insatisfaction du client et à la perte derenom de
l'entreprise. Ces coûts se traduisent parfois par un manque à
gagner difficilement mesurable.
· Les coûts supportés par le
client sont :
- La baisse de productivité en cas des non
conformités à traiter ;
- Le coût du transport et du temps passé pour
traiter les non conformités ;
- heures supplémentaires pour rattraper le retard de
production ;
- coût de réparation (hors garantie) ;
- utilisation d'équipement de secours.
· Les coûts de l'insatisfaction du
client :
Ces coûts peuvent être exprimés en termes
deperte d'argent en fonction de la qualité du produit.
· Les coûts de la perte de
renom :
Encore plus difficile à mesurer que le
précédent, ils reflètent une attitude du client
enversl'entreprise plutôt qu'envers un produit particulier. Ce coût
peut être la perte du nouveau marché ou l'arrêt de travaux
en cours de réalisation par l'entreprise.
CONCLUSION
Le thème qui a orienté notre recherche
était d'évaluer les coûts des non conformités
qualité dans le cadre de projet ACDP. Au sein d'une démarche
globale d'amélioration continue, le coût de non conformités
(CNC) permet de définir quelle action mener pour atteindre la
qualitéau coût le plus bas possible. Il permet de donner à
la direction les informations coûts liés à l'obtention de
la qualité.
La présente étude a permis de
révéler que le CNC pour lapériode d'étude
s'élevait à 10 600 694 FCFA. Il est doncpertinent d'associer
l'approche coût d'obtention de la qualité (COQ) au système
de management par la qualité.C'est ainsi que nous avons formulé
des recommandations principalement à ladirection de chantier ACDP, mais
aussi à l'agence SOGEA SATOM Cameroun. La vulgarisation de cetteapproche
permettrait d'optimiser la gestion de la qualité en réduisant au
maximum les coûts de la non qualité.
Le choix d'évaluation des coûtsdirects des NC
(coût matière, coût personnel, coût méthode et
coût main d'oeuvre) qui a fait l'objet de notre mémoire n'a pas la
prétention d'être exhaustive. Néanmoins, les quelques
recommandations faites, si elles sont prises en compte, améliorent la
qualité des travaux sur le chantier ACDP réalisé par
l'entreprise SOGEA SATOM Cameroun.
Cependant, d'autres paramètres tels que le coût
indirect (coût des retards sur le planning, coût de la partie
d'ouvrage non conforme avant traitement, coût des réunions etc) et
le coût lié au dysfonctionnement interne peuvent avoir un impact
négatif sur la performance financière de l'entrepriseet
nécessite aussi une évaluation particulière.
REFERENCES
[1]Groupe de Travail, Décembre 1997.
« Etude de Conception et d'Exécution des ouvrages d'art
». Guide pour une démarche d'assurance Qualité. Page
9.
[2] Omar ABOUZAHIR, 12 Décembre
2016 «Conception d'un outil de mesure et de réduction des
couts de non qualité : application au pilotage des processus
industriels » .Thèse de Doctorat, L'Ecole
Supérieur des Arts et Métiers de Paris. Page 7.
[3]ABOUZAHIR O., GAUTIER R. et GIDEL T., 2003
« Pilotage de l'amélioration des processus par les
coûts de non-qualité ». 10ième
Séminaire CONFERE, 3-4 Juillet 2003, Belfort - France. Pages 425-429.
[4]Aylin GUCUKOGLU, juin 2016.
« Améliorer la performance des entreprises via les
nouveautés de l'ISO 9001 :2015 ». Mémoire
d'Intelligence Méthodologique du stage professionnel de fin
d'études,
Université de Technologie de
Compiègne. Page 9.
[5] Kerbaï Saïd EROUME, 5 Janvier
2013. « Evaluation du cout d'obtention de la qualité dans
une unité de traitement des produits halieutiques : cas de la pirogue
bleue ».Mémoire de master en qualité des aliments
de l'homme. Page 1 à 45.
[6]
https://www.certification-qse.com/definition-risque-qualite-qualite-iso-9001/
[7] TATSADJEU, EDIMA C.
(2013-2014). « Cours de contrôle
Qualité et Gestion Scientifique de la Production ».
L'université de N'Gaoundéré.
[8] BENHABIB A. ; GHOMARI S. (Tlemcen 2004) Symposium
international. « Qualité et maintenance au service de
l'entreprise ». QUALIMA01 (les coûts de non-qualité).
[9] Jean Baptiste Rondreux, 2007. « La gestion
industrielle ».Paris:Librairie Vuibert. Page 42.
ANNEXES
Annexe 1 : Fiche de
suivi de traitement de la NC

Annexe 2 : Matrice de calcul des coûts de NC

Annexe 3 : Registre
des Non Conformités



Annexe 4 : Exemple de
fiche de non-conformité


Annexe 5: Quelques photos de
chantier
Travaux de mise en oeuvre de la couche drainante 20/40,
coulage de béton de propreté et clavetage des
éléments préfabriqués sur le drain Bonassama Bief 4
& 5
Mise en oeuvre de béton de propreté et pose
des caniveaux de drainage sur Bonnes Courses
Travaux de purges, pose des éléments
préfabriqués et coulage de radier sur KONDI Bief 1a
Travaux de reprofilages de l'exutoire, de purges et la mise
en oeuvre des matériaux de substitution sur Tongo 'a Bassa.
Préparation des moules et coulages des
éléments préfabriqués
| 

