II.7.2. Raffinage physique enzymatique
La démucilagination enzymatique est un type de
procédé physique durant lequel une phospholipase transforme les
phospholipides non hydratables en lyso-phospholipides, insolubles dans l'huile,
pouvant être éliminés par centrifugation (Kartika,
2005 ; Olsen, 2005).
? Enzymes utilisées et réaction
enzymatique
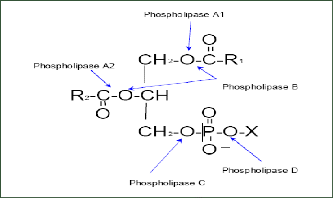
? Différents types de phospholipases
Il existe cinq sous-classes de phospholipases : A1, A2, B, C, et
D (Figure 09).
Chapitre II Raffinage de l'huile de soja
Page 27
X= H, Choline, Ethanolamine, Sérine, Inositol, etc.
Figure 09 : Les sites d'action des
différents types de phospholipases (Münch,
2004).
Uniquement les phospholipases A1 et A2, sont couramment
commercialisées et libèrent un seul acide gras par
molécule de lécithine (Münch, 2004).
La première huilerie au monde à avoir
adopté la démucilagination enzymatique est Cereol et cela, en
faisant appel dés 1994 à Lecitase 10L (phospholipase A2 de
Novozymes). Mais l'approvisionnement était limité car cette
enzyme est extraite de pancréas de porc. La démucilagination avec
Lecitase 10L nécessite une teneur en eau élevée dans
l'huile brute (5%), ce qui peut poser des problèmes de séparation
car les mucilages risquent de ne pas former de pâtes (Anonyme II,
2001).
Ces inconvénients ont été
surmontés en 2000 avec le lancement d'une phospholipase (A1) de
deuxième génération; la Lecitase Novo d'origine
microbienne (Anonyme II, 2001). Cette enzyme nécessite
une teneur en eau de 1,5 % pour la démucilagination, active à un
pH optimum ~5 et à une température
comprise entre 40 - 45°C (Anonyme II, 2001 ; Clausen,
2001).
Lecitase Ultra, une phospholipase de troisième
génération (A1) d'origine microbienne (Thermomyces
lanuginosus/Fusarium oxysporum), a été mise au point par
Novozymes et utilisée pour la première fois par la
société chinoise Southseas en 2003. Cette enzyme est produite par
fermentation submergée d'Aspergillus oryzae
génétiquement modifiée. Elle possède une ester
carboxylique hydrolase capable de transformer les phospholipides hydratables et
non hydratables en lyso-phospholipides, son activité est maximale
à pH=5. Si la température est supérieure à
40°C, son activité est prédominante sur les phospholipides
et négligeable sur les triglycérides (Andersen, 2004 ;
Yang et al., 2006). Les caractéristiques des trois
enzymes sont regroupées dans le tableau VIII:
Chapitre II Raffinage de l'huile de soja
Tableau VIII: Certaines
caractéristiques des trois types d'enzymes (Yang et al.,
2006).
|
Enzymes
Caractéristiques
|
Lecitase 10L
|
Lecitase Novo
|
Lecitase Ultra
|
|
Source
|
Poncréas du porc
|
Fusarium oxysporum
|
Thermomyces lanuginosus
Fusarium oxysporum
|
|
Spécificité
|
Phospholipase A2
|
Phospholipase A1
|
Phospholipase A1
|
|
Masse
moléculaire kDa
|
12 - 14
|
28
|
35
|
|
Température
d'hydrolyse (°C)
|
70 - 80
|
50
|
60
|
|
Ca2+ dépendant
|
Oui
|
Non
|
Non
|
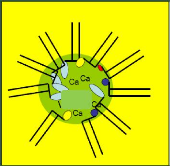
? Réaction enzymatique
Une petite quantité d'eau avec une grande
quantité d'ions métalliques rendent les micelles dures,
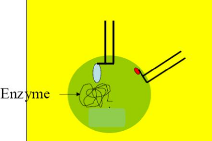
difficiles à éliminer (figure 10). Le gonflement de ces
dernières (augmentation de l'interface eau / huile) est assuré
par l'ajout de l'acide citrique durant l'étape du dégommage et
cela en chélatant avec les ions afin de permettre aux phospholipases d'y
pénétrer (Figure 11) (Münch, 2004).
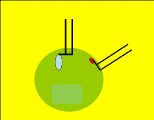
La réaction catalysée par l'enzyme est
schématisée dans la figure 12.
Huile
Eau
PC PI PE AP
PC : Phosphatidyl Choline. PI :
Phosphatidyl Inositol. PE : Phosphatidyl Ethanolamine.
AP: Acide Phosphatidique.
Page 28
Figure 10: Formation des micelles
(Münch, 2004).
Chapitre II Raffinage de l'huile de soja
Huile
Eau
Page 29
Figure 11: Pénétration de
l'enzyme dans la micelle (Münch, 2004).
L'enzyme hydrolyse, à l'interface, les phospholipides
en libérant les acides gras dans la phase huile rendant ainsi la
molécule plus hydrophile. Cette dernière est
éliminée par centrifugation dans la phase aqueuse (Figure 12)
(Münch, 2004).

Huile
Eau
Hydrolyse
Huile
Eau
Figure 12: Hydrolyse enzymatique des
phospholipides en lyso-phospholipides (Münch, 2004).
? Etapes
Le procédé d'EnzyMax comprend trois importantes
étapes:
? Porter les phospholipides à l'interface eau / huile:
- Ajout de l'acide citrique pour chélater les
métaux;
- Emulsionner la mixture pour fournir de larges surfaces;
- Ajuster le pH de l'huile à 5;
? Réaction de l'enzyme:
- Addition de la solution d'enzyme;
- Convertir les phospholipides à la forme Lyso;
? Séparation:
- Centrifuger pour éliminer les gommes et l'eau de l'huile
(Münch, 2003 ;
Münch, 2004 ; Jahani et al.,
2008).
Chapitre II Raffinage de l'huile de soja
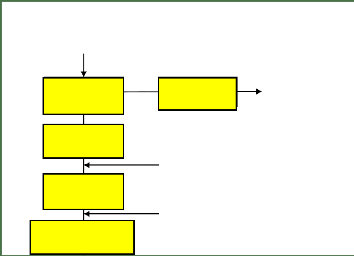
Entreposage 5 min
Dégommage à l'eau
Chauffage à 70°C
Huile brute
Mélange (Métaux)
Solution d'acide citrique (35%)
Solution de NaOH (10%)
Séchage
Lécithine
Page 30
Schéma 06 : Ajustement du pH
(Münch, 2003).
? Pour la démucilagination enzymatique, l'enzyme doit
agir dans une gamme de pH étroite, entre 4 et 5, pour éviter la
formation de dépôts de citrate de calcium sur les centrifugeuses
(Anonyme II, 2001).
? Le dosage de l'acide citrique est de 0,04 - 0,1 %.
? Un mélange efficace assure un bon contact entre
l'acide citrique et les métaux (Schéma 06).
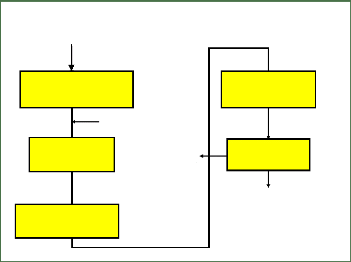
Chauffage à
70°C
Refroidissement à
45°C
Huile complètement
dégommée
Mélange
intensif
Solution
enzymatique
Gommes
Séparation
Entreposage
4 à 6 h
Schéma 07 : Réaction
enzymatique dans les réacteurs (Münch, 2003).
Chapitre II Raffinage de l'huile de soja
Page 31
? Un refroidissement jusqu'à 45 - 55 °C fournit les
conditions optimales pour la réaction enzymatique.
? L'addition de NaOH pour garder le pH optimal de la
réaction.
? Ajout de 30g (30 ppm) d'enzyme Lecitase Ultra par une tonne
d'huile à traiter (Münch, 2004 ; Novozyme,
2008).
? Un mélange intensif doit permettre un contact intime
entre l'huile, l'acide citrique,
NaOH, et l'enzyme.
? Le temps de rétention est compris entre 4 et 6
heures.
? Un chauffage à 70°C sert à inactiver
l'enzyme, et à assurer une bonne centrifugation.
? Les mucilages sont éliminés en une seule
centrifugation et l'huile produite est
quasiment exempte de phosphore
(Schéma 07) (Anonyme I, 2004 ; Novozyme, 2008). La
figure 13 regroupe toute les étapes de dégommage enzymatique.

Chauffage à 70°C
Huile brute ou dégommée à
l'eau
Acide acétique
NaOH
Refroidissement à 55°C
Lecitase Ultra
Chauffage à 70°C
Centrifugation
Huile végétale
dégommée
Figure 13 : Dégommage avec
l'enzyme Lecitase Ultra (Olsen, 2005).
? Le traitement à la terre décolorante et la
désodorisation sont similaires à ceux du raffinage chimique
(Schéma 08), c'est juste que les acides gras libres dans l'huile
dégommée sont enlevés lors de la désodorisation et
peuvent être utilisés comme un précieux co-produit
(Dayton, 2006 ; Novozyme, 2008).
Chapitre II Raffinage de l'huile de soja
Huile dégommée à l'eau (1026,2
kg)
Acide citrique (100%)
(0,5 kg)
NaOH (0,1kg)
Eau (20,5 kg)

Lecitase Ultra (0,03 kg)
Terre décolorante (4 kg)
Vapeur (11,3 kg)
Dégommage enzymatique
Température finale
70°C
Décoloration avec
séchage à
105°C
Désodorisation
254°C
Distilla (9,7 kg)
Huile raffinée (1000kg)
Gommes (16,7 kg secs)

Terre (avec huile) (5,2 kg)


Alimentation animale
Page 32
Schéma 08: Déroulement du
raffinage physique avec dégommage enzymatique (Andersen et
kløverpris, 2004).
? Avantages et inconvénients
Les avantages et les inconvénients liés au
raffinage enzymatique sont trouvés dans le tableau IX.
Chapitre II Raffinage de l'huile de soja
? Tableau IX: Avantages et
inconvénients du raffinage enzymatique (Münch, 2003 ;
Anonyme III, 2004 ; Anonyme I, 2004 ; Dayton et al., 2004 ;
Münch, 2004 ; Anonyme IV, 2005 ; Rohani Binti, 2006 ; Jahani et
al., 2008).
Avantages
- Rendement du raffinage supérieur de plus de 1 %
à celui de la méthode chimique;
- Bonne stabilité d'huile finie: teneur quasiment nulle
en phosphore;
- Le dégommage enzymatique ne génère pas
de pâte de neutralisation et permet ainsi d'éviter les pertes
d'huile liées à la séparation: Elle produit des
lyso-phospholipides hydrophiles qui attirent l'eau mais pas l'huile; elle
génère que 17 kg de lyso-mucilges secs par tonne d'huile de soja
brute, contre 32 kg de pâte de neutralisation sèche lors du
raffinage chimique;
- Les raffineurs réalisent des économies
d'énergie, d'eau et d'équipements;
- Consommation moindre de produits chimiques: Acide
phosphorique et soude;
- Diminution de la quantité des eaux usées;
- La démucilagination enzymatique génère
des co-produits dont la valeur potentielle est intéressante: les
lyso-
lécithines employées
comme
émulsifiants par l'industrie alimentaire, et les acides gras
récupérés qui pourraient être valorisés en
acides gras commercialisables pour l'alimentation humaine ou animale;
- Procédé simple à mettre en oeuvre, et
peut s'appliquer sur une huile brute ou préalablement
dégommée à l'eau;
- Enzyme biodégradable qui est désactivée
durant le procédé.
Inconvénients
|
- Couleur instable, avec des huiles brutes de mauvaise
qualité;
- Plus grande consommation de terre décolorante;
- Dégommage efficace et peu coûteux, mais pas
avec tous les types d'huiles;
- L'huile désodorisée contient peu de
tocophérols.
|
Page 33
| 

