|
DÉDICACE
Je dédie ce travail
À mes parents,
et plus particulièrement,
À mon époux,
M. ASSONG et mes enfants
REMERCIEMENTS
Tout travail est perfectible et n'est jamais le fruit d'une
seule personne. Ma reconnaissance s'adresse aux personnes qui ont rendu la
réalisation de ce mémoire possible, et bien plus encore à
ceux qui l'ont rendu agréable. C'est une occasion pour moi de leur
témoigner ma reconnaissance.
Qu'il me soit permis de remercier les personnes
ci-après :
· au Dr. TALLA André, chef de
département du Génie rural, pour avoir accepté d'encadrer
ce travail malgré ses multiples occupations. Sa
disponibilité, sa rigueur scientifique, ses conseils et ses supports
didactiques m'ont permis de mener à bien ce travail,
· au Pr. NKENG George Elambo,
directeur de l'ENSTP pour sa détermination à encourager les
futurs ingénieurs dans le succès de leurs travaux,
· au Pr ESOH Elamé, pour son
rôle majeur dans la mise en oeuvre de ce programme en master
d'ingénierie,
· à tous les enseignants de l'université de
Padoue en Italie pour l'encadrement pédagogiques dont ils ont fait
preuves,
· à tout le personnel de la ferme Henry et
frères et pour tous les employés pour leur disponibilité
et toutes les informations mises à notre disposition,
· au personnel enseignant de l'ENSTP pour leur sens du
devoir,
· au personnel non enseignant de l'ENSTP pour leur
courtoisie,
· à la famille FONKOU,
particulièrement papa Michel pour tout ce que tu as
fait pour nous,
· Enfin merci à ma maman, sans qui je ne serais
pas là aujourd'hui. Merci pour ton soutien indéfectible, ta
présence pendant toutes ces années passées et celles
à venir. Merci à mes frères et soeurs qui sont toujours
là pour moi qu'importent la distance et le temps qui passe.
· à mes amisKENYO et à
AZEMTSA pour leur disponibilité, pour tout
l'encouragement et leur soutien,
· à mes camarades de la première promotion
de Master d'Ingénieur spécialisé en Eau, Déchets et
Assainissement pour leurs soutiens et leurs conseils,
Sans oublier, toi qui pense avoir été
oublié.
RÉSUMÉ
Le présent travail a pour objectif de valoriser la
matière organique générée par les activités
avicoles et plus particulièrement par l'élevage à travers
l'utilisation des lisiers en tant que biodéchets pour la production du
biogaz dans la ferme Henri et Frères de Mendong. La méthodologie
mise en oeuvre a consisté tout d'abord à faire un travail
documentaire concernant la méthanisation au sein d'une ferme. Ensuite
des descentes sur le terrain s'en sont suivies et ont permis de
s'enquérir de la situation actuelle de la gestion des lisiers de poules
pondeuses à la ferme faisant l'objet du présenttravail. Dans le
but d'apporter une contribution à l'amélioration des conditions
de vie de la population et la réduction des maladies transmissibles
à l'origine des déchets, nous avons proposé la
construction d'un biodigesteur pour produire du biogaz et des lits de
séchage de digestat pour la commercialisation sous forme d'engrais.
L'évaluation indique une production de 834,96 kg/j de lisiers,
correspondant à un volume utile de digesteur de 97,07 m3. Ce
qui nous a permis d'obtenir 1,648 m3/j de biogaz. Le coût du
projet est estimé à quarante-deux millions deux cent
cinquante-trois mille six cent soixante-onze (42 253 671) francs CFA et le
digestat est commercialisé à quatre-vingt (80) francs CFA le kg.
Ce qui a révélé une Valeur Actuelle Nette positive de
trente-deux millions deux cent quarante-deux mille trois cent neuf (32 242 309)
francs CFA sur trente (30) années exploitées ; un indice de
profitabilité de 1,763 francs CFA pour chaque franc CFA investi et un
retour sur investissement débutant à la sixième
année. Sur le plan environnemental, on peut noter les
bénéfices tels que la réduction de l'achat des engrais
chimiques par la valorisation du digestat, les revenus complémentaires
par la production d'électricité, la création de
technologies innovantes et l'atténuation des risques sanitaires.
Mots clés : Méthanisation,
lisiers, biogaz, biodigesteur, rentabilité
ABSTRACT
The present work aims to valorize the organic matter generated
by poultry activities and more particularly by breeding through the use of
slurry as biowaste for the production of biogas on the Henri and Frères
farm in Mendong. The methodology implemented consisted first of all in making a
documentary work concerning anaerobic digestion on a farm. Then, field trips
followed and allowed us to inquired about the current situation of the
management of the laying hen liquid on the farm that is the subject of this
work. In order, to make a contribution to the improvement of the living
conditions of the population and the reduction of communicable diseases at the
origin of waste, we proposed the construction of a biodigesteur to produce
biogas and drying beds digestate for marketing in the form of fertilizer.The
assessment indicates a production of 834.96 kg/day of manure, corresponding to
a useful volume of digester of 97.07 m3. This allowed us to obtain
1.648 m3/day of biogas. The cost of the project is estimated at
forty-two million two hundred and fifty-three thousand six hundred and
seventy-one (42,253,671) CFA francs and the digestate is marked at eighty (80)
CFA francs per kilogram. This revealed a positive Net Present Value of
thirty-two million two hundred and forty-two thousand three hundred and nine
(32,242,309) CFA francs over thirty (30) years exploited; a profitability index
of 1.763 CFA francs for every CFA franc invested and a return on investment
starting in the sixth year. On the environmental front, we can note the
benefits such as the reduction of the purchase of chemical fertilizers by the
valorization of the digestate, the complementary incomes by the production of
electricity, the creation of innovating technologies and the mitigation of
health risks.
Key words: anaerobic digestion, manure, biogas,
biodigester, profitability
SOMMAIRE
DÉDICACE
ERREUR ! SIGNET NON
DÉFINI.
REMERCIEMENTS
II
RÉSUMÉ
III
ABSTRACT
IV
SOMMAIRE
V
LISTE DES FIGURES
X
LISTE DES TABLEAUX
XII
LISTE DES SIGLES ET ABREVIATIONS
XIII
INTRODUCTION
GÉNÉRALE
1
CHAPITRE
1 : ENVIRONNEMENT DE L'ÉTUDE ET GÉNÉRALITÉS
SUR LA MÉTHANISATION
4
INTRODUCTION
5
1.1. Environnement de l'étude
5
1.2. Problématique générale sur
les déjections avicoles d'une ferme
9
1.3. Généralités sur la
méthanisation
10
1.4- Digestat
18
1.5- Biogaz dans le monde, en
Afrique
18
1.6- Valorisation énergétique
du biogaz
23
1.7- Pouvoir énergétique du
biogaz
24
1.8- Composition du biogaz
24
1.9- Avantages et inconvénients de la
méthanisation
25
CONCLUSION
27
CHAPITRE
2 : ETAT DES LIEUX D'EXPLOITATION DU BIOGAZ DANS LE CENTRE ET ETAT DE
L'ART
28
INTRODUCTION
29
2.1-CADRE INSTITUTIONNEL, JURIDIQUE ET
RÈGLEMENTAIRE DE LA GESTION DES DÉCHETS AU CAMEROUN
29
2.1.1- Cadre institutionnel de la gestion
des déchets
29
2.2- CAS DE LA DÉCHARGE DE
NKOLFOULOU
31
2.3-CADRE JURIDIQUE DE GESTION DES
DÉCHETS AU CAMEROUN
32
2.3.1- Cas de la ferme Henri et
Frères
33
2.3.2-Description intérieure de la
ferme
34
2.3.3-Différents types de logements
et activités autour des déjections avicoles au sein de la
ferme
34
2.3.4-Hangar à moulin
42
2.4- GESTION SOUS FORME DE FIENTES ET DE
LISIER À LA FERME
43
2.5- SYSTÈME DES BIODIGESTEURS
44
2.6-IMPACTS ENVIRONNEMENTAUX ET SOCIAUX DES
LISIERS DE POULES PONDEUSES
45
2.7 -MESURES PRÉVENTIVES
48
2. 8-ETAT DE
L'ART
49
2.8.1-Différents types de
digesteurs
49
A) DIGESTEURS DE
TYPE DISCONTINU
49
B) DIGESTEURS DE
TYPE CONTINU
52
C) TECHNOLOGIES
IDENTIFIÉES DANS LE MODÈLE INDUSTRIEL POUR LA DIGESTION DES
LISIERS
53
2.8.2 - Comparaison des digesteurs
industriels
56
2.9- CHOIX DU SYSTÈME
57
CONCLUSION
57
CHAPITRE
3 : APPROCHE MÉTHODOLOGIQUE D'ÉVALUATION ET DE VALORISATION DU
POTENTIEL MÉTHANOGÈNE
58
INTRODUCTION
59
3.1- MATÉRIEL DE COLLECTE DES
DONNÉES
59
3.2- APPROCHE
GLOBALE
59
3.3- RECONNAISSANCE
DE TERRAIN
59
3.4- MÉTHODES
DE COLLECTE DES DONNÉES
60
3.4.1- Recherche
documentaire
60
3.4.2-
Observations
60
3.4.3-
Entretiens
60
3.4.4-Phase de collecte des données
sur le terrain
61
3.5- CHOIX DU MODÈLE POUR LA MISE EN
PLACE D'UNE UNITÉ DE BIOMÉTHANISATION
61
3.6- ESTIMATION DES LISIERS PRODUITS DANS
UNE FERME AVICOLE
62
3.6.1- Quantité journalière de
lisiers produits
62
3.6.2- PRODUCTION VOLUMIQUE DU BIOGAZ DANS
LE DIGESTEUR
62
3.6.3- DÉBIT VOLUMIQUE DE L'EFFLUENT
ET VOLUME TOTAL DU DIGESTEUR
63
3.6.4- Production du biogaz et du
digestat
63
3.6.5- Dimensionnement de l'entrée
des lisiers et de la sortie du digestat Certains
paramètres sont à déterminer :
64
3.6.6- DIMENSIONNEMENT DU RAYON ET DE LA
HAUTEUR DU DIGESTEUR
65
CONCLUSION
65
CHAPITRE
4 : ÉVALUATION ET VALORISATION ÉNERGÉTIQUE DU POTENTIEL
MÉTHANOGÈNE DE LA FERME
66
INTRODUCTION
67
4.1- EVALUATION DU POTENTIEL METHANOGENE DE
LA FERME
67
4.1.1-
Détermination de la quantité de lisiers de la
ferme
67
4.1.2-
Quantité de biogaz produite à partir des lisiers de
poule pondeuse
67
4.1.3- Débit
volumique de l'effluent et volume total du digesteur
68
4.1.4- Production du
biogaz
68
4.1.5- Entrée
des lisiers et de la sortie du digestat
69
4.1.6- Rayon et
hauteur du digesteur
69
4.2- PRÉSENTATION DU PROTOTYPE DE
BIODIGESTEUR POUR LA FERME
70
4.3- EPURATION DU BIOGAZ PRODUIT
73
CONCLUSION
74
CHAPITRE
5 :ÉTUDE DE RENTABILITÉ FINANCIÈRE ET
ENVIRONNEMENTALE DU PROJET
75
INTRODUCTION
76
5.1-DÉFINITION DE QUELQUES
CONCEPTS
76
5.2-PRÉSENTATION DES CRITÈRES
D'ÉVALUATION DE LA RENTABILITÉ
76
5.3-INVESTISSEMENT
76
5.4- CONCEPT GÉNÉRAL DE LA
RENTABILITÉ ET DU CARACTÈRE DE L'INVESTISSEMENT
77
5.4.1- Caractéristiques du projet
d'investissement
77
5.4.2- Capital investi
78
5.4.3-Cash-Flow
78
5.4.4-Durée de vie du
projet
78
5.4.5-Evaluation de la rentabilité
économique et financière du projet
78
5.5- Evaluation de la rentabilité du
projet
81
5.5.5- Calcul et interprétation des
critères de rentabilité
92
5.6-RENTABILITÉ ENVIRONNEMENTALE
95
5.6.1-Respect du cycle de vie des
matières méthanisées
96
5.6.2-Avantages de la méthanisation
pour l'économie et les territoires
97
5.6.3-Avantages agronomiques de la
méthanisation
98
CONCLUSION
GÉNÉRALE ET PERSPECTIVES
99
CONCLUSION
GÉNÉRALE
100
PERSPECTIVES
100
BIBLIOGRAPHIES
101
MÉMOIRE ET THÈSES
102
RAPPORT FINAL
104
WEBOGRAPHIES
104
TABLE DES MATIÈRES
106
LISTE DES
FIGURES
Figure 1: Localisation de la ferme Henri et
frères dans l'arrondissement de Yaoundé VI
3
Figure 2 : Image satellite de la ferme Henri
et frères
7
Figure 3: Vue de la rivière
Nkom-assi
9
Figure 4: Potentiel
méthanogène des différents substrats
12
Figure 5: Schéma simplifié de
la digestion anaérobie
15
Figure 6: Effet de la température sur
le taux de croissance des méthanogènes
16
Figure 7: Brassage manuel quotidien d'un
digesteur à Bangang
22
Figure 8: Procédé de
différents types de valorisation énergétique
23
Figure 9: Rapport énergétique
entre méthane et autres sources d'énergies
24
Figure 10: Image Satellite de la ferme Henri
et frères
33
Figure 11: système hollandais
d'élevage
35
Figure 12: A-bande de tapis roulant pour les
lisiers et les oeufs, B- ventilateurs
36
Figure 13: A- bacs de
récupérations ; B-unités de séchage
37
Figure 14: Vue A- bande de tapis convoyeur
de fientes au fond du bâtiment ; B- bande de tapis convoyeur des
fientes vers l'extérieur
37
Figure 15: Vue A- rampe à tapis
convoyeur des fientes du bâtiment 3 vers l'extérieur ; B- regard
de recueillement ; C- biodigesteur abandonné
38
Figure 16: Elevage des poules pondeuses au
sol
39
Figure 17: Zone A-abreuvoir, B-mangeoire,
C-Croute de fumier retournée
40
Figure 18: A- zone dortoir /pondoir
41
Figure 19: A-Lit de séchage des
lisiers; B-Four de ventilation des lisiers
41
Figure 20: Hangar à moulin.
42
Figure 21: Abattoir de la ferme
42
Figure 22: Ferme principale (Système
Big Deutchman)
43
Figure 23: Filières de gestion des
effluents produits en élevage de poules pondeuses
44
Figure 24: Pollution du paysage par les
déjections avicoles
46
Figure 25: Entrées, sorties et
processus de transport de l'azote et du phosphore dans les systèmes
agricoles.
47
Figure 26: Digesteur de type discontinu
à gazomètre combiné
51
Figure 27: Digesteur discontinu à
gazomètre continu
52
Figure 28: Schéma d'un digesteur
continu, model chinois.
54
Figure 29: schéma d'un digesteur
continu, model indien.
55
Figure 30: Digesteur à piston
horizontal
55
Figure 31: Schéma en plan d'un
digesteur continu, modèle chinois
61
Figure 32: Coupe A-A du biodigesteur
70
Figure 33: Méthaniseur en plan coupe
B-B
71
Figure
34: Vue de dessus en 3D du biodigesteur
71
Figure 35: Vue éclatée en 3D
du biodigesteur
72
Figure 36: Rendu en 3D partiel du
biodigesteur
72
Figure 37: Piégeage à eau
73
Figure 38: Cycle de vie des matières
méthanisées
97
LISTE DES
TABLEAUX
Tableau 1: Proportion des composants dans le
biogaz
3
Tableau 2: Récapitulatif des
différents acteurs de la gestion des déchets au Cameroun
30
Tableau 3: Gaz à Effet de Serre
brûlé dans le contexte des activités du projet
31
Tableau 4: Impacts des lisiers de poules
pondeuses sur les ressources naturelles
47
Tableau 5: Problèmes et mesures
préventives dans la production de lisiers de poules pondeuses
48
Tableau 6: Comparaison des digesteurs
56
Tableau 7: Calcul de la quantité
journalière de lisiers produite
67
Tableau 8: Calcul de la production volumique
de biogaz
67
Tableau 9: Calcul du débit volumique
de l'effluent et du volume total du digesteur
68
Tableau 10: Calcul du volume du substrat,
volume du biogaz et le volume du méthane
68
Tableau 11: Résultat du calcul des
paramètres d'entrée des lisiers et de sortie du digestat
69
Tableau 12: Calcul du rayon et de la hauteur
du digesteur
69
Tableau 13: D'autres techniques plus
sophistiquées d'épuration du biogaz
74
Tableau 14: Caractéristiques du
groupe pour la cogénération
81
Tableau 15: Résultat de calcul de
l'énergie pouvant être produite à la ferme
83
Tableau 16: Consommation journalière
à la ferme
83
Tableau 17: Résultat du calcul du
nombre total de parpaings nécessaires
85
Tableau 18: Dévis estimatif du
matériel pour la réalisation du biodigesteur
86
Tableau 19: Estimation des coûts
d'investissements pour la mise en place de l'unité de
méthanisation
88
Tableau 20: Prix de vente annuel de
l'engrais
89
Tableau 21: Résultats du calcul du
bénéfice annuel net
90
Tableau 22: Résultat de calcul des
Cash-Flows actualisés et Cash-Flows actualisés cumulés
91
Tableau 23: Résultat du calcul de la
VAN
92
Tableau 24: Résultat de calcul de
l'indice de profitabilité du projet
93
Tableau 25: Résultat du calcul de la
VAN en fonction de chaque du taux d'actualisation fixé
93
Tableau 26: Résultat de calcul du
DRA
94
Tableau 27: Récapitulation des
paramètres de choix de l'investissement
94
LISTE DES SIGLES ET
ABREVIATIONS
|
ADEME
|
Agence de Développement et de la Maîtrise des
Energies
|
|
BUCREP
|
Bureau Central des Recensements
|
|
C/N
|
Rapport carbone sur azote
|
|
C3
|
Molécule à 3 atomes de carbone
|
|
C4
|
Molécule à 4 atomes de carbone
|
|
CDM
|
Clean Development Mechanism
|
|
CFA
|
Communauté Financière Africaine
|
|
CFi
|
Cash-Flow pour la période i
|
|
CO2
|
Dioxyde de carbone
|
|
CTD
|
Collectivités Territoriales
Décentralisées
|
|
CUY
|
Communauté Urbaine de Yaoundé
|
|
ENSTP
|
Ecole Nationale Supérieure des Travaux Publics
|
|
EPI
|
Equipement de Protection Individuelle
|
|
ff
|
Forfaitaire
|
|
GPS
|
Global Positioning System
|
|
H2
|
Dihydrogène
|
|
H2O
|
Eau
|
|
H2SO4
|
Acide sulfurique
|
|
HYSACAM
|
Hygiène et Salubrité du Cameroun
|
|
i
|
Taux d'actualisation
|
|
kg
|
Kilogramme
|
|
kwh
|
Kilowattheure
|
|
m3
|
Mètre cube
|
|
Nm3
|
Nanomètre cube
|
|
T
|
Température
|
|
V
|
Volume
|
|
VAN
|
Valeur Actuelle Nette
|
INTRODUCTION GÉNÉRALE
Aujourd'hui, un choix est porté sur les bioconversions
qui permettent une plus grande valorisation de la biomasse disponible dans la
plupart des pays. Parmi les bio processus, figurent les procédés
de méthanisation des déjections animales et de divers
résidus de récolte qui conduisent, d'une part, à la
production du gaz méthane appelé biogaz et, d'autre part,
à la production d'un engrais organique appelé compost
composé d'azote, phosphore et potassium, qui sont les principaux
fertilisants indispensables aux cultures et au processus de
méthanisation entrainant la production du biogaz.
En effet, la filière biogaz/compost, loin d'être
une solution au problème énergétique des pays en voie de
développement, n'en est pas moins un appoint. Il s'agit d'une
technologie qui peut aider les populations rurales en particulier, à
satisfaire leur besoin en énergie domestique et en engrais organique
pour les cultures. Elle revêt en outre un cachet social inestimable car
le biogaz, grâce à ses multiples utilisations, contribue à
améliorer les conditions de vie de la femme rurale (Sokona, 1992)
En 1976, la fermentation méthanique
représentait une production de 63 millions de tonnes équivalent
pétrole (TEP) dont 93% dans les pays en voie de développement,
notamment en Asie (ENDA-GRET, 1981). En Afrique en général et au
Cameroun en particulier, l'adoption du biogaz aurait plus de succès dans
ces communautés où l'élevage est intégré
à l'unité de biogaz, à l'unité de l'exploitation de
la famille.
Dans cette perspective, le développement des
étables fumières apparait comme une alternative crédible,
car ces étables permettent grâce à la stabulation d'une
partie du troupeau avec tous les avantages qu'elle présente (Ly, 1993)
de valoriser en plus le fumier produit. Il serait malgré tout plus
judicieux de valoriser cette filière en tant que solution alternative
pour réduire nos coûts d'électricité et produire du
compost nécessaire à une agriculture durable.
Le présent travail a pour objectif
général de valoriser la matière organique
générée par les activités avicoles et plus
particulièrement par l'élevage à travers l'utilisation des
lisiers de poules pondeuses en tant que biodéchets pour la production du
biogaz.Plus spécifiquement, il s'agit d'une part, d'estimer
respectivement le potentiel des lisiers de la ferme et le potentiel journalier
de biogaz productible et d'autre part de dimensionner une unité de
méthanisation pour une valorisation énergétique puis
d'étudier sa rentabilité financière et environnementale.
L'intérêt de ce travail est d'appréhender
plus de connaissances dans le domaine de production du biogaz à partir
des déjections animales qui sont des excellents substrats de production
du biogaz. Il permet non seulement la réduction de la pollution locale,
mais, aussi la lutte contre la déforestation, réduisant par
conséquent l'avancée du désert, et de même, la
réduction de la production des gaz à effet de serre, contribuant
ainsi à la lutte contre le réchauffement climatique.
Par ailleurs, il permet aussi d'avoir au sein de la ferme une
énergie propre et autonome pour le chauffage des poussins et
l'éclairage. Il permet de vulgariser la technologie du biogaz au sein
des communautés.
La présente étude vise à faire
l'évaluation du potentiel méthanogène et la valorisation
énergétique des lisiers dans la ferme avicole Henry et
Frères de Mendong. Cette étude s'articule autour d'une
introduction générale et problématique suivie de quatre
chapitres.
- Le chapitre 1 intitulé `'Environnement de
l'étude et généralités sur la
méthanisation'', présente la zone d'étude, ses
caractéristiques et est consacré à revisiter les
différents travaux portant sur la thématique de recherche.
- Le chapitre 2 concerne `' l'état des lieux du biogaz
dans la Centre du Cameroun et état de l'art'' qui est destiné au
diagnostic global du biogaz dans le Centre.
- Le chapitre 3 porte sur `' l'approche méthodologique
d'évaluation et de valorisation d'un potentiel
méthanogène'' et est destiné à la
présentation des collectes des données ainsi que l'approche
méthodologique utilisée.
- Le chapitre 4 intitulé `' évaluation et
valorisation énergétique du potentiel méthanogène
de la ferme'' est destiné à présenter les résultats
du dimensionnement et proposer un prototype d'unité de
méthanisation.
- Le chapitre 5 consiste à présenter la
faisabilité économique et environnementale du projet au travers
une étude de rentabilité.
Le mémoire se terminera par une conclusion
générale et perspectives.
CHAPITRE 1 : ENVIRONNEMENT DE
L'ÉTUDE ET GÉNÉRALITÉS SUR LA
MÉTHANISATION
Introduction
Ce chapitre est subdivisé en deux parties à
savoir : la première partie présente la zone d'étude et
s'articulent sur le cadre physique (présentation de la zone
d'étude, démographie, climat, relief, hydrographie-
hydrogéologie, population, aspects socioéconomiques, aspects
socioculturels, le biogaz dans le continent africain). La deuxième
partie est consacrée aux généralités sur la
méthanisation.
1.1.
Environnement de l'étude
1.1.1.
Présentation de la zone d'étude
La ferme Henri et frères est située dans
l'arrondissement de Yaoundé sixième, à la
périphérie du quartier Mendong en bordure de la rivière
Mefou comme le présente la figure 1. Elle occupe une superficie
d'environ 3 hectares avec une quantitéde volaille estimée
à 39 200 sujets. Le site de la ferme est accessible par la route
Mendong-Nkolbisson à 4 kilomètres, au lieu-dit Koumassi. Ses
coordonnées GPS sont : 3°40'- 4°00' de latitude nord
11°15'-11°50' de longitude Est, son altitude est de 710,8 m (www.
googlemaps.com).
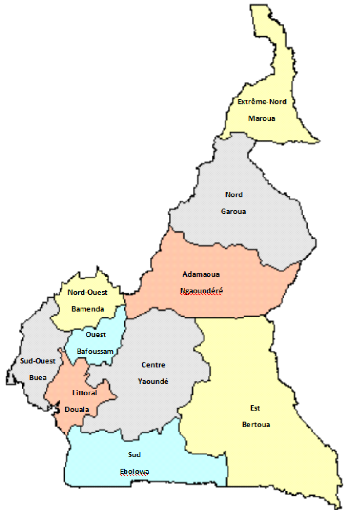
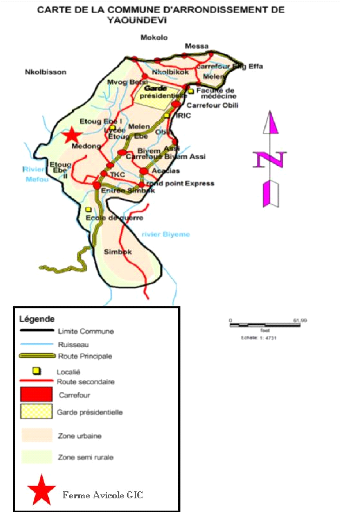

Figure 1: Localisation de la ferme Henri et
frères dans l'arrondissement de Yaoundé VI
Source : Commune de Yaoundé
VI
1.1.2. Description du
site
Créée en 1997 par le groupe Henri et
Frères originaire de la région de l'Ouest Cameroun, le site
s'étend sur une superficie de trois hectares à Eloumdem tel que
présenté par la figure 2.
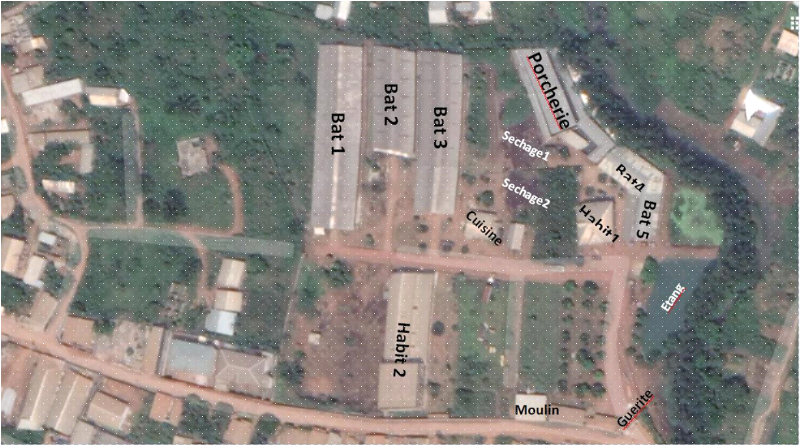
Figure 2 : Image satellite de la ferme Henri et
frères
Source : Google earth pro
Cette ferme dispose :
ï de cinq poulaillers. Trois sont fonctionnels avec des
poules pondeuses en cages, deux autres fonctionnent avec des poules pondeuses
au sol sur copeaux de bois ;
ï d'une guérite : petite dépendance
construite au portail et servant de poste de travail et de
surveillance ;
ï d'un abattoir et des chambres froides non
fonctionnelles ;
ï des bâtiments à usage d'habitation, de
bureau et de magasin ;
ï de deux étangs piscicoles;
ï d'un bloc administratif et de logement du responsable
de sécurité ;
ï des magasins pour stockage des aliments et des produits
de soins des poules ;
ï d'un bloc pour élevage des porcs totalement
isolé du bloc poulailler ;
ï d'un bloc cuisine pour le personnel de la ferme ;
ï d'un jardin fruitier;
ï de deux forages;
ï de trois châteaux d'eau;
ï de quatre puits;
ï de trois digesteurs non fonctionnels;
ï d'un dispositif de séchage mécanique des
fientes (tombé en ruine) et
ï d'un hangar à moulin qui sert à
écraser les fientes et dans lequel sont stockés les sacs de
fientes après séchage.
1.1.3.
Caractéristiques physiques du milieu
1.1.3.1. Climat
Dans la zone d'étude, le climat est équatorial
de type guinéen caractérisé par l'abondance de pluies et
la présence de deux saisons sèches et de deux saisons pluvieuses
dont l'alternance au fil des temps s'est fortement perturbée.
D'où cette qualification de climat équatorial de type
Yaoundéen (Wéthé, 2001).
1.1.3.2. Relief
Le relief de la zone d'étude est diversifié.
Avec une altitude moyenne de 760 m, Yaoundé s'étend
principalement sur le bassin du Mfoundi. Elle est surplombée à
l'ouest et au nord-ouest par une zone de hautes collines culminant à
près de 780 m sur le pourtour du plateau de Yaoundé, d'Etoudi au
nord à Nsimalen au sud, en passant par Essos à l'Est, le plateau
d'Atemengue au sommet très plat s'élève à 760 - 780
m et forme autour de Yaoundé un arc de cercle (Wéthé,
2001).
1.1.3.3. Hydrologie-Hydrographie
La zone d'étude est arrosée par une multitude
de petites rivières qui forment un réseau hydrographique
relativement dense. La majorité de ces rivières sont des
affluents du Nyong (Lekefack, 2014). L'hydrologie des principaux cours d'eau et
de leurs affluents est marquée par le régime climatique du type
équatorial à écoulement permanent, débit moyen,
forte présence de matières en suspension (liée à
l'intensité de l'érosion et à l'importance de la biomasse
végétale). La figure 3 représente une vue de la
rivière Nkom- assi.

Figure 3: Vue de la rivière Nkom-assi
1.1.3.4. Agriculture et élevage
a. Agriculture
L'agriculture occupe environ 30 % de la population. Les
cultures vivrières sont les plus pratiqués (le manioc, le macabo,
le maïs, la banane-plantain, les arachides. Le tissu économique est
embryonnaire dominé par l'agriculture de subsistance, le petit commerce
et le transport par taxi.
b. Élevage
L'élevage pratiqué est de type traditionnel
constitué du petit bétail (volaille, porcins, ovins).
Quelques espèces sont progressivement introduites.
L'activité d'élevage est accentuée à l'approche des
grands évènements, notamment les fêtes de fin
d'année. Dans le paragraphe suivant, il est question de présenter
les généralités sur la méthanisation et le biogaz
dans le continent africain.
1.2. Problématique générale sur les
déjections avicoles d'une ferme
La plupart des fermes dans la région du Centre au
Cameroun, rencontrent d'énormes difficultés pour la gestion de
leurs lisiers. Ce phénomène a été observé
à la ferme Henri et frères de Mendong où les
déjections avicoles sont abandonnées à l'air libre avant
d'être transportées dans les lits de séchage. Cette gestion
anarchique des lisiers s'accompagne généralement de rejets
liquides (lixiviats) et gazeux (biogaz), chargés de substances
bactériologiques, organiques et chimiques à fort potentiel de
pollution. Le méthane, principal gaz dégagé dans ces
lisiers, possède quant à lui, un potentiel de
réchauffement global 25 fois plus puissant que le CO2
(Moulolo, 2017). S'en suivent des problèmes d'insalubrité,
de nuisances olfactives, de santé publique, de pollution des sols et des
nappes phréatiques, ainsi que des émissions de gaz à effet
de serre qui réchauffent dangereusement l'atmosphère.
La valorisation des lisiers par biométhanisation, est
l'une des solutions de transition énergétique face aux enjeux du
développement durable. C'est d'ailleurs le but recherché par
l'ODD n°7 qui vise à « garantir l'accès de tous
à des services énergétiques fiables, durables et modernes,
à un coût abordable d'ici 2030 ». (Moulolo, 2017).
Étant donné de la cherté de
l'électricité, du gaz domestique et des engrais chimiques sur le
marché Camerounais et de la lutte contre les maladies transmissibles
à l'origine des déjections avicoles, la production autonome
à la ferme d'énergie renouvelable auraient un très bon
impact environnemental, écologique et économique en vue de
contribuer au développement de la ferme.
Une brève description des
généralités sur la méthanisation et le biogaz est
présentée dans le paragraphe suivant.
1.3. Généralités sur la
méthanisation
1.4. 1.3.1-Définitions des
concepts de méthanisation et biogaz
Ø Méthanisation
La méthanisation est un processus naturel de
dégradation anaérobique de la matière organique ; se
produisant de façon naturelle dans les décharges, les
rizières ; les sédiments et dans les intestins des animaux
(Angelidaki et al., 2011). Selon Tambone et al (2009), la
digestion anaérobique est un processus à travers lequel la
matière organique est transformée en absence d'oxygène en
biogaz principalement constitué de méthane et de gaz carbonique
qui peut être utilisé pour la production
d'électricité et de chaleur (Tambone et al., 2009). De plus
l'utilisation de la biomasse en digestion anaérobique conduit
également à la production de matière organique
résiduelle qui peut être utilisée en agriculture comme
fertilisant ou amendement organique (Tambone et al., 2009).
Ø Lisiers
On appelle lisier le mélange des déjections
solides et liquides des animaux qui necontiennent pas de litière (Petit
et Jobin, 2005). Ce sont des déjections animales, urines et
fèces, mélangées et fermentées. Ils contiennent des
débris alimentaires et peuvent éventuellement être
dilués par des eaux de pluie et de nettoyage (Petit et Jobin, 2005).
Ø Fumier
Le fumier est constitué par un mélange de
litière et de déjections animales ayant subides fermentations
plus ou moins poussées en étable ou en tas (Adden, 2004 ; Petit
et Jobin, 2005).
Ø Fientes
Les fientes sont les déjections des volailles, sans
litière (Petit et Jobin, 2005).
Ø Purins
Les purins ne comprennent que la partie liquide des
déjections (Petit et Jobin, 2005). Ils peuvent être purs ou
dilués par de l'eau de pluie (Petit et Jobin, 2005).
Ø Potentiel méthanogène des
substrats
Le potentiel méthanogène représente la
quantité maximale de méthane produit par litre d'effluent ou par
kilogramme de déchets lorsque ceux-ci sont traités dans un
réacteur de digestion anaérobie (
www.méthanisation.info
). La figure 4 présente le
potentiel méthanogène des différents substrats.
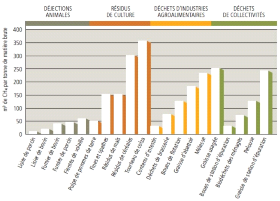
Figure 4: Potentiel méthanogène des
différents substrats
Source : (Solagro et Inddigo, 2013)
1.5. 1.3.2-Principe
de la méthanisation
Les bactéries hydrolytiques décomposent la
matière organique complexe (polymère) en chaine plus basique
(monomère). Cette étape est la plus lente du processus mais
essentielle pour les phases suivantes car elle permet de rendre la
matière absorbable pour la suite du processus.
D'après Batstone et al (2002) cité des
études de Vavilin et al (2008), la digestion ou dégradation
anaérobie (DA) de la matière organique complexe est
décrite comme un procédé séquentiel qui comprend
fondamentalement quatre (04) à savoir : l'hydrolyse,
l'acidogenèse l'acétogenèse et la
méthanogenèse.
1.6.
1.3.3-Différentes étapes biologiques de la digestion
anaérobie
La fermentation anaérobie ou digestion
anaérobie a lieu en absence d'oxygène, dans un milieu ayant un
potentiel redox compris entre -500 et -300 mV, dans une gamme de pH comprise
entre 6 et 8, et une teneur en eau et en nutriments suffisante (Moletta, 2008).
Lorsque ces conditions sont réunies, la matière organique est
dégradée par une succession de quatre étapes :
l'hydrolyse, l'acidogénèse, l'acétogénèse,
et la méthanogènes (Moletta, 2008). En fonction de la composition
des substrats en protéines, en carbohydrates et en lipides, les voies
métaboliques mises en jeu ne sont pas tout à fait identiques de
par la nature des enzymes et les bactéries impliquées. Toutefois,
les grands principes de chacune des étapes sont les mêmes et sont
détaillés dans la figure 5.
ü Hydrolyse
La fermentation permet de transformer la matière
organique en monomères : acides gras volatils et alcools. Les
bactéries acidogènes vont consommer le peu d'oxygène
présent pour assurer un environnement propice pour les étapes
suivantes. De l'ammoniac est également produit.
C'est une étape selon Elhabti et Lalanne (2014) rapide,
réalisée avec un pH acidecompris entre 4,5 et 6,3 et qui
résiste à la présence d'hydrogène. D'après
Vavilin et al., (2008)et Leung and Wang (2016), l'hydrolyse des
polymères organiques en monomères est assuréepar des
enzymes extracellulaires (hydrolases).
ü Acidogenèse
Les acides gras volatiles sont alors transformés en
acides acétique, dihydrogène (H2) et dioxyde de
carbone (CO2).
D'après Moletta (1993), c'est la phase la plus rapide
30 à 40 fois plus rapide que la précédente (l'hydrolyse) ;
elle se déroule à pH acide (entre 4,5 et 6,3) et est
inhibé par la présence d'oxygène (Elhabti and Lalanne,
2014). Au cours de cette étape, d'après Moletta (2008), les
monomères sont transformés en Acide Gras Volatil (AGV), en alcool
(éthanol), en acides organiques (lactique), en hydrogène et
dioxyde de carbone (CO2).
ü Acétogenèse
Cette étape est lente et se réalise à pH
neutre (entre 6,8 et 7,5). Les acétogènes sont des
bactéries strictes. Elles produisent des AGV qui seront convertie par la
suite en acide acétique, en hydrogène (H2) et en
dioxyde de carbone (CO2) (Montañés et al., 2014). Sous
l'action des bactéries acétogènes, les produits des deux
phases précédentes précurseurs du méthane à
savoir l'hydrogène et le dioxyde de carbone sont transformé en
acétate.
ü Méthanogenèse
Les produits de l'acétogenèse sont
minéralisés par des bactéries méthanogènes
hydrogénophile en biogaz composé de 50 à 70 % de
méthane (CH4), de 27 à 45% de dioxyde de carbone
(CO2) et de quelques gaz résiduels (3% maximum). Ces
bactéries qui ont une morphologie et des propriétés
biologiques très diversifiées ont besoin d'un environnement
anaérobie (sans oxygène) et sont très sensibles aux
changements de l'environnement.
La méthanogenèse est la dernière
étape de la DA ; en effet, selon De Vrieze et al (2012),
lesbactéries méthanogènes sont responsables de
l'étape finale et critique de la digestionanaérobie, qui est la
production du méthane et se réalise à pH neutre. Les
bactériesméthanogènes sont les moins tolérants et
les plus susceptible de stopper leur croissance àcause de l'ammoniac.
Selon Montanés et al (2014), la
méthanogenèse est assurée par deux grands groupes de
microorganismes à savoir les acetoclastiques (acétotrophes) et
les hydrogénophiles (hydrogénotrophes).
De façon générale, la
méthanisation peut se résumer en ses équations :
C6H12O6
3CO2 + 3CH4
Phase hydrogénotrophes
CO2 + 4H2
2H2O + CH4
Phase acétotrophes
Acétate + H2
CO2 + CH4 (Kouarogo, 2016)
La figure 5 présente le principe de la
méthanisation.

Figure 5: Schéma simplifié de la
digestion anaérobie
Source : www.methanisation.info/etapes.html
1.7.
1.3.4-Conditions de production du biogaz domestique
La production optimale du biogaz requiert certaines
conditions de fonctionnement. Les paramètres à prendre en compte
sont les suivants :
ü La qualité du substrat : la
déjection animale doit être fraîche. Pour assurer une bonne
homogénéisation du substrat, le ratio de mélange
déjection animale et eau est de 1 :1 (1kg de déjection pour
1litre d'eau) afin que la première étape de la
biométhanisation, et d'hydrolyse se fasse normalement (Njampou, 2011).
ü Le temps de rétention hydraulique(TRH)
: Ce tempsde rétention représente la durée de
dégradation progressive du substrat (le mélange de
déjections animales et d'eau), depuis son introduction dans le
biodigesteur jusqu'à son évacuation dans le bassin de sortie. Il
est fonction de viscosité du substrat et de la situation
géographique.Ainsi, leTRH est de 30-50 jours dans les zones tropicales
et de 75 jours dans les zones tempérées
(Amahrouch, 2010).
ü Variation de température :
c'est un élément très important à prendre en compte
car elle peut affecter irréversiblement la quantité des
microorganismes de méthanisation. On répartit les organismes en
trois catégories, selon la plage de températures à
laquelle leur croissance est optimale :
-les psychrophiles dominent entre 4-20°C, avec un optimum
de croissance vers 15°C,
-les sub-mésophiles et mésophiles dominent
entre 20-45°C avec un optimum vers 37°C,
-les thermophiles dominent entre 55-70°C, avec un
optimum vers 60°C.
La figure 6 indique en fonction de la température, le
taux de croissance des microflores méthanogènes responsables de
la digestion anaérobie.

Figure 6: Effet de la température sur le taux de
croissance des méthanogènes
Source: Extrait de IWA TaskGroup for Mathematical Modelling of
Anaerobic Digestion Processes (2002).
La figure 6 montre les plages de températures où
la croissance de ces trois populations est possible. La dépendance des
taux de croissance à la température obéit à la loi
d'Arrhenius, jusqu'à la température optimale, puis chute
brutalement. La température peut affecter les réactions
biochimiques au travers des cinétiques bactériennes. Plus
sphériquement, l'activité enzymatique reste faible jusqu'à
une température minimale, puis augmente avec la température
jusqu'à la température optimale. Aux températures
extrêmes, les enzymes sont dénaturées et le taux de
croissance des bactéries décroît. Cordóba et al.
(1988) ont ainsi montré que la température améliorait les
rendements épuratoires et la production de méthane. Dinopoulou et
al. (1987) en s'intéressant plus particulièrement à
l'acidogénèse ont constaté que le rendement
d'acidification était croissant avec la température. Karakashev
et al. (2005) ont étudié l'effet de la température sur la
complexité de l'écosystème méthanogène. Ils
ont pu montrer que les réacteurs mésophiles présentaient
une diversité bactérienne supérieure à celle des
réacteurs thermophiles.
ü Potentiel Hydrogène (pH) : le
milieu idéal pour la digestion anaérobique est un mélange
de pH neutre. Les bactéries méthanogènes sont très
sensibles aux valeurs de pH du milieu et ont un optimum entre 6,8 et 7,2. La
digestion anaérobie se déroule normalement pour des pH compris
entre 6 et 8 (Effebi, 2009) ; si le pH du milieu est acide, ceci entraine un
arrêt de la fermentation. Par ailleurs si le pH du milieu est basique,
ceci entraine une production des éléments
sulfato-réducteurs, inhibiteurs (H2S, H2).
ü Rapport carbone/azote (C/N) :Des
études indiquent que la proportion désirable du rapport (C/N) se
situe entre 20 et 30, 25 étant le ratio idéal. Une augmentation
de l'apport en azote peut mener à une production accrue d'ammoniac, ce
qui peut nuire aux microorganismes et inactiver la méthanisation
(Amarante, 2010).
ü Agitation :Une bonne agitation permet
d'éviter la production de croûtes et la décantation de
particules denses ce qui permet de rompre la couche qui surnage et facilite
ainsi l'échappement du biogaz ; elle favorise aussi la
dégradation de la MO par les bactéries (Amahrouch, 2010).
ü Humidité : Comme pour toute
activité biologique, la présence d'eau est indispensable.
L'humidité minimale est de 60 à 70 %, eau liée ou eau
libre. Dans tous les cas, l'humidité des déchets doit être
suffisante pour que l'hydrolyse, première étape de la
méthanisation, puisse se dérouler normalement. Si au contraire
l'humidité est insuffisante, l'acidification se fait trop vite au
détriment de la méthanisation, de ce fait le substrat organique
doit être très dilué : 85 à 90 % d'eau avec 10
à 15 % de matière sèche (Tou et al., 2001).
1.8. 1.4- Digestat
Une fois le processus de Méthanisation terminé,
le digestat obtenu est transféré dans un réservoir
d'entreposage, généralement dans une fosse à lisier
standard à béton. Le digestat conserve tous les nutriments du
lisier utilisé comme source d'intrant, mais sous forme plus assimilable
biologiquement (Bio-Terre Systems inc., 2010). Le digestat est utilisé
entre autre comme fertilisant et peut être séparé en phase
solide ou liquide et subir des traitements dépendamment des objectifs
fixés par l'agriculteur (Aile et al., 2006). Le digestat est un produit
stable, désodorisé et éventuellement sans pathogène
; il peut être utilisé comme fertilisant outraité (Burton
et Turner, 2003). Chantigny et al., (2004) ont démontré que le
lisier digéré a une valeur comparable ou supérieure
à celle du lisier brut. De plus, le lisier digéré est un
engrais organique qui a une efficacité comparable à l'engrais
minéral (Chantigny et al., 2004). Le digestat a une consistance plus
liquide que le lisier brut et est donc plus facile à mélanger et
à épandre avec les rampes (blocage moins fréquent dans les
rampes (Perrault, 2007).
Après la digestion, l'azote se retrouve principalement
sous forme ammoniacale qui est très volatile (Ortenblad, 2000). Une
toiture sur la fosse d'entreposage du digestat permet de conserver en partie
l'azote pour la fertilisation des champs et de diminuer les émissions
atmosphériques déammoniac (Aile et al., 2006). Ainsi,
l'enfouissement du fertilisant est recommandé immédiatement
après l'épandage. De plus, le digestat peut etre manipulé
sans odeurs par rapport à un lisier non traité (Solagro, 2005) et
sa valeur fertilisante n'est pas dégradée (Aile et al., 2006). La
composition du lisier digéré dépend du type de lisier dans
le digesteur et aussi des différents substrats utilisés en
codigestion (fumiers, végétaux., Ortenblad, 2000). La
méthanisation n'est donc pas un moyen d'éliminer l'azote mais
plutôt un procédé conservatif de cet élément
et doit être considéré comme un outil d'amélioration
de la gestion de l'azote.
1.9. 1.5- Biogaz dans le monde, en Afrique
En 1960, est installée en Allemagne la première
station de traitement anaérobie des eaux usées. En Chine en 1920,
une entreprise d'éclairage au biogaz est créée et une
usine de biogaz agricole à petite échelle dans laquelle les
toilettes ainsi que les porcheries étaient connectés au
même digesteur enterré. La technologie connait unessor
intéressant à la finde la seconde guerre mondiale suite à
la faible disponibilité du pétrole. Mais la diminution des couts
des produits pétroliers a mené à un ralentissement du
développement de la méthanisation. Les crises
pétrolières et le développement de la technologie biogaz
permet qu'en 1978, la ville chinoise de Qingdao lance la première
installation d'un biodigesteur à grande échelle pour le
traitement des boues de vidange et le programme chinois « Purifying
Domestic Sewage Biogas Tank » est développé en 1984 par le
centre de Développement et Recherche de Biogas Chengdu.
La technologie biogaz connait un essor important notamment en
Asie ou l'on compte des millions d'installations principalement domestiques. En
effet, en 2014 selon le REN21-18), les cinq pays qui ont le plus
d'installations dans le monde sont la Chine (avec près de 43 millions de
réservoirs installés), l'Inde (4 750 000), le Népal (300
000), le Vietnam (180 000) et le Bangladesh (37 000). L'Amérique Latine
(Colombie, Mexique, Pérou, Bolivie) diffusent des unités de
biogaz dans la moindre mesure par l'intermédiaire de programmes
menés en grande partie par les deux principales organisations
internationales qui développent la technologie biogaz que sont la SNV
(Organisation de développement des Pays-Bas) et la GIZ (Agence Allemande
de CoopérationInternationale). (SNV biogaz by SNV).
En 2014 en Europe, EurObserv'ERa dénombré
près de 14 000 installations de méthanisation dont plus de 75 %
utilisent des cultures énergétiques (essentiellement du
maïs, des plantes crucifères comme le colza). Les autres utilisent
les bouses, lisiers ou matières fécales humaines (pour le
traitement des eaux usées), les déchets organiques divers (par
récupération du méthane produit dans les décharges
par exemple) ou les résidus agricoles. Les installations sont
principalement de tailles « industrielles ». La croissance de ce
secteur diffère selon les politiques menées par les pays bien que
des initiatives européennes comme EBA (European Biogas Association),
Biogaz-Europe (un forum annuel sur le biogaz en Europe) ou BioEnergyFarm
tentent de promouvoir le biogaz aussi bien industriel que domestique en Europe.
(Maud 2018).
La majorité des pays africains n'ont pas de source
d'énergie suffisante à part le bois énergie mais
l'exploitation de celui-ci à des fins énergétiques
engendre divers impacts non seulement d'ordre environnemental mais aussi
d'ordre socio-économique (Randriambololona, 2004). Plusieurs projets de
biogaz ont été effectués sur le continent africain, mais
chaque projet à sa propre spécificité (Razanamparany,
1982). Dans ce cas, nous allons voir ceux réalisés dans quelques
pays africains dont celui du Cameroun.
1.10. 1.5.1-Burkina Faso
Le Burkina Faso est, comme le Viêt-Nam ou d'autre pays
en développement, en état de sous approvisionnement
énergétique favorisant une surconsommation de bois de feu. Les
sources d'énergie locales représentent 90 % de l'énergie
primaire consommée (Randriambololona, 2004). Le potentiel
d'énergie renouvelable y est très important mais faiblement
exploité. Les premiers travaux sur la fermentation méthanique ont
débuté en 1976 grâce au Comité Interafricain
d'Etudes Hydrauliques (CIEH), à l'Institut de Recherche en Agronomique
Tropicale (IRAT) et au financement du COMES (Commissariat à l'Energie
Solaire). Plusieurs digesteurs ont été réalisés
depuis le début de programme, programme conforté par des essais
agronomiques sur le produit issu du digesteur (Randriambololona, 2004).
1.11. 1.5.2-Bénin
L'expérience béninoise en matière de
production de biogaz a démarré en 1983 avec la construction d'une
unité expérimentale du type chinois, modèle Shanghai, sur
financement de la FAO. Dans le cadre du projet « Création et
développement d'unité de biogaz », démarré en
1987, 11 unitéspilotes de type chinois sont installées et
pratiquement opérationnelles dans le pays. Elles ont une capacité
de 10 m3 chacune produisent 3 m3 par jour
(Randriambololona, 2004).
1.12. 1.5.3-Togo
Le biogaz a commencé au Togo en 1979, à
l'Université du Bénin (Ecole Agronomique). A l'heure actuelle,
trois unités ont été réalisées à
Avelon (50 m3 et 6 m3) et à Mango (10
m3) chez des paysans et fonctionnent correctement. Les digesteurs
sont de type indien. Il est prévu la construction de 25 unités de
10m3 chacune, réparties sur le territoire national à
raison de 5 unités par région économique (Razanamparany,
1982).
1.13. 1.5.4-Niger
Le biogaz a démarré en 1980 avec l'installation
de Lossa, composée de trois digesteurs de 5m3 et de deux
gazomètres (Randriambololona, 2004). Elle est du type discontinu et le
gaz produit sert à faire fonctionner une motopompe (pour l'irrigation)
et un groupe électrogène. De cette expérience, sont
nées d'autres installations à :
- Kirkissoye, Maradi et N'Dounga : digesteur de type chinois -
capacité : 5 m3 ; utilisation :
- Cuisson des aliments et éclairage.
- Tonkounous : digesteur de type chinois ; capacité :
60 m3 ; utilisation : motorisation et cuisson des aliments.
- Chikal : digesteur de type indien ; capacité : 20
m3 ; utilisation : motorisation (groupe électrogène).
1.14. 1.5.5-Mali
Au Mali, trois types d'installations sont vulgarisés :
Bordas, chinois, Ferké. Ils sont de type familial, avec des cuves de 6
à 11 m3. Une unité expérimentale avec un
digesteur Transpaille de 20 m3 a été
réalisée à Teriya (Randriambololona, 2004).
1.15. 1.5.6-Cameroun
La volonté du gouvernement camerounais de promouvoir
le biogaz s'est manifestée en 2005 par l'élaboration d'un plan
d'action national d'énergie pour la réduction de la
pauvreté, le PANERP (Douard, 2012). Ce plan, élaboré par
le Ministère de l'énergie et de l'eau, le MINEE, projette
à l'horizon 2016 que 30 % des populations pauvres des zones rurales et
60 % de celles des zones périurbaines pourront avoir accès aux
services énergétiques pour les usages domestiques, et qu'au moins
40 % des systèmes d'approvisionnement en services
énergétiques le seront à partir des sources locales et
renouvelables (Douard, 2012).
La mise en oeuvre de ce plan s'est concrétisée
en 2009 par la mise en place d'un projet visant l'étude de
faisabilité pour la promotion et le développement du biogaz au
Cameroun. Ce projet à permit la construction de 23 bio-digesteurs
pilotes dans des ménages situés dans les régions du Nord
(6), de l'Extrême Nord (4) et du Nord-Ouest (13). À l'heure
actuelle, 80 % de ces bio digesteurs fonctionnent (Douard, 2012). Aujourd'hui,
ce projet connaît sa phase de développement et prévoit la
construction de 105 autres bio digesteurs à répartir dans
l'ensemble du territoire national. L'annonce a été faite le 2
février 2012, lors d'un atelier de restitution et de validation du
document de mise en oeuvre du Programme de promotion et de développement
du biogaz. Ce projet a été réalisé grâce
à l'appui financier, matériel et technique de la SNV, une
organisation néerlandaise de développement (Douard, 2012).
Dans la même lancée, le Ministère de
l'Agriculture (MINAGRI) a également entrepris, grâce à
l'appui de l'organisation Heifer Internationnal et de la SNV, de vulgariser le
biogaz auprès des communautés villageoises (Douard, 2012). Le
projet a établi des centres de démonstration de production de
biogaz dans trois villages du Nord-Ouest du Cameroun, marqués par la
présence de nombreux agriculteurs produisant du fumier nécessaire
à la production du biogaz ; toujours dans la même perspective le
centre de recherche ACREST a développé dans le village Bangang un
type de bio digesteur moins artisanal, enfouie dans le sol et qui permet de
récupérer les déchets des latrines via une canalisation
enfouie et d'introduire les déchets végétaux et animaux
à partir du cou du système. Cette solution semble beaucoup plus
onéreuse et pas à la portée des villageois ; ceci se
traduit par la figure 7 qui traduit la vulgarisation du biogaz auprès
des communautés villageoises (Douard, 2012).

Figure 7: Brassage manuel
quotidien d'un digesteur à Bangang
Source :Douard, (2012)
a)Faible implication du secteur privé et de la
société civile
Très peu d'initiatives du secteur privé et de la
société civile sont visibles au Cameroun en matière de
promotion du biogaz. L'entreprise HYSACAM, chargée de
l'enlèvement des ordures ménagères au Cameroun, est
actuellement la seule à avoir mis en place un système de
récupération du biogaz produit dans les décharges des
ordures ménagères (Douard, 2012). Elle a inauguré en juin
2010 la centrale de captage et de traitement de biogaz de Nkolfoulou, toute
première en Afrique centrale et troisième projet relatif au
Mécanisme de développement propre (MDP). La centrale permet de
réduire le méthane en gaz carbonique, afin de réduire
l'impact du réchauffement climatique. Malheureusement, cette
installation ne valorise par l'énergie produite (Douard, 2012).
La société civile quant à elle est plus
impliquée dans la vulgarisation du biogaz auprès des
ménages mais les actions à l'heure actuelle sont très
faibles. L'ONG COPRES-SA a pu ainsi mettre en place en 2010 une quarantaine de
bio-digesteurs dans trois villages de l'Extrême-Nord du Cameroun (Maroua,
Gazawa, Ndoukoula) et son projet est en cours et envisage d'ici 2013 de
construire au moins 600 bio digesteurs (Douard, 2012). Quelques hôpitaux
de la région de l'Ouest et du Nord-Ouest ont été les
premiers à faire du biogaz leur principale source d'énergie, car
bon marché (Douard, 2012). Il s'agit de l'hôpital baptiste de
Banso au Nord-Ouest et de l'hôpital Ad Lucem de Mbouda à l'Ouest,
projets réalisés grâce à l'appui technique de
spécialistes d'ONG (Douard, 2012).
1.16. 1.6- Valorisation
énergétique du biogaz
Le biogaz est convertible en pratiquement toutes les formes
utiles d'énergie ; illustré par la figure 8. Certaines
applications sont largement développées et l'offre industrielle
et commerciale est solidement établie pour :
Ø l'utilisation directe en chaudière :
production de chaleur, eau chaude ou de vapeur ;
Ø la production d'électricité;
Ø la production combinée
d'électricité et de chaleur par cogénération ;
Ø le gaz naturel après épuration;
Ø le carburant automobile après épuration
et compression ;
D'autres voies sont au stade de la recherche et
développement : production d'hydrogène, pile à
combustible, production de froid par absorption (Moletta, 2008).
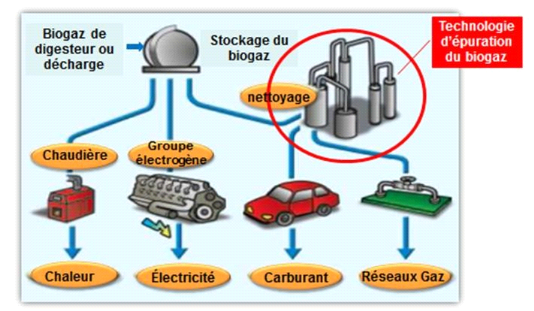
Figure 8: Procédé de différents
types de valorisation énergétique
Source :
www.heracleantech.com/valorisation_biogaz.html
http://www.heracleantech.com/valorisation_biogaz.html
1.17. 1.7- Pouvoir
énergétique du biogaz
Le biogaz peut être valorisé par des techniques
appropriées et devenir une source majeure d'énergie. La
valorisation énergétique consiste à transformer un
déchet en énergie thermique et ceci grâce à son
potentiel calorifique. Cette énergie sera utilisée pour la
production de chaleur et/ou d'électricité. La figure 9 illustre
les équivalences entre le potentiel énergétique du biogaz
et d'autres sources usuelles d'énergies.

Figure 9: Rapport énergétique entre
méthane et autres sources d'énergies1(*)
1.18. 1.8- Composition du biogaz
Le biogaz produit est composé en
majorité de méthane et de gaz carbonique, ainsi que des
quantités variables d'eau, d'azote, d'oxygène et
d'hydrogène sulfuré comme l'illustre le tableau 1.
Tableau 1: Proportion des composants dans le biogaz
|
Composants
|
Teneur en %
|
|
Méthane CH4
|
50 - 70
|
|
Dioxyde de carbone CO2
|
25 - 45
|
|
Sulfure d'hydrogène H2S
|
< 1
|
|
Diazote N2
|
0 à 6
|
|
Dihydrogène H2
|
< 1
|
|
Dioxygène O2
|
< 2
|
|
Eau H2O
|
Dépend de la température
|
Source
:
methanisation-tpe.e-monsite.com/pages/principe-de-la-methanisation/le
biogaz.html
http://methanisation-tpe.e-monsite.com/pages/principe-de-la-methanisation/le-biogaz.html
1.19. 1.9- Avantages et
inconvénients de la méthanisation
1.20. 1.9.1- Avantages
La méthanisation offre des avantages parmi lesquels :
Ø Diminution des gaz à effet de serre
(GES)
Lors de la biométhanisation, le méthane, qui a
un impact sur le réchauffement climatique 21 fois plus important que le
CO2, n'est plus libéré de façon
incontrôlée dans l'atmosphère (Gwogon, 2012).
Une double réduction des émissions de gaz
à effet de serre est réalisée d'une part en évitant
les émissions de méthane et d'autre part en évitant les
émissions en CO2 résultant de la combustion
d'énergie fossile, grâce à la valorisation
énergétique du biogaz (Gwogon, 2012).
Ø Réduction des odeurs.
Une grande partie des odeurs émises par effluents
organiques sont dus à la présence de la matière organique
en décomposition et spécialement aux acides gras volatiles.
Dans les déchets biométhanisés, toute la
matière organique facilement dégradable ab été
détruite. En conséquence, la biométhanisation permet de
désodoriser partiellement les substrats (Gwogon, 2012). De plus, dans ce
type d'installation, les déjections restent en permanence
confinées à l'abri de l'air, ce qui limite les émissions
d'odeurs (Gwogon, 2012).
Ø Hygiénisation
En terme d'hygiénisation, la biométhanisation
permet de réduire en partie la teneur en germe pathogène, ainsi
que de détruire les graines d'adventices qui peuvent être
présente dans les déjections, les fumiers ou les plantes
énergétiques (Gwogon, 2012).
1.21. 1.9.2- Inconvénients
Ø Investissement important
Le principal inconvénient de la biométhanisation
réside dans la lourdeur des investissements à consentir qui,
malgré des frais de fonctionnement très faibles sont
économiquement assez dissuasifs. Il est estimé pour les projets
à la ferme des investissements de l'ordre de 270 000 euro (176 850 000
FCFA) pour une puissance de 30 kw, 800 000 euro (524 000 000 FCFA) pour 150 kw
et de 1,3 millions d'euro (851 500 000 FCA) pour 250 kw (Le Guen, 2003).
Ø Pas de diminution de la charge polluante
La biométhanisation ne constitue pas une solution
définitive aux problèmes de la charge polluante des
élevages. En effet, les excédents en azote et phosphate provenant
des élevages ne sont pas éliminés et le volume des
effluents n'est que faiblement diminué (Gwogon, 2012).
1.22. 1.9.3- Valorisation du digestat
Le digestat peut être géré de la
mémé façon que les lisiers, cependant, il y'a des
différences au niveau des éléments. En fait, tous les
éléments sont retrouvés, mais sous forme minérale,
qui est plus disponible pour les cultures (Riccard et al., 2010).
L'aspect de la gestion des éléments fertilisants
du digestat est très important en zone d'élevage intensive. Sur
un plan d'épandage en excès, la codigestion accentue
effectivement le problème. La séparation de phases peut
être une solution, mais risque de déséquilibrer la gestion
de l'azote (N) par rapport au phosphore (P) sur le plan d'épandage
(Riccard et al., 2010).
1.23. 1.9.3.1- Valorisation de la
fraction solide
Le digestat sous forme solide a une teneur
élevée en phosphore. Ce produit se gère comme un
amendement au champ et peut être exporté sur terres
réceptrices dans les zones agricoles(Riccard et al., 2010).
1.24. 1.9.3.2- Valorisation de la
fraction liquide
Le digestat sous forme liquide contient peu de matière
organique, mais une teneur élevée en azote ammoniacal. Ce produit
est utilisé comme engrais liquide ayant un effet fertilisant
immédiat (Aile et al., 2006). Cette fraction liquide peut aussi
être traitée par
nitrification-dénitrification-ultrafiltration avant d'être
rejetée en station d'épuration (Four, 2001).
Conclusion
La ferme Henri et frères présente de
manière générale d'assez bonnes caractéristiques
physiques pour une exploitation en biogaz. En effet, la zone d'étude est
marquée par ses caractéristiques particulières en ce qui
concerne le climat, le relief, l'hydrographie, l'hydrogéologie, la
démographie.
La présentation de l'environnement de l'étude et
les généralités sur la méthanisation et le biogaz
étant franchie, il est important de faire un état de lieux de
l'exploitation du biogaz dans le Centre. Le chapitre 2 s'y consacre
entièrement.
CHAPITRE 2 : ETAT DES LIEUX D'EXPLOITATION DU BIOGAZ
DANS LE CENTRE ET ETAT DE L'ART
Introduction
Dans ce chapitre, il sera question de faire un diagnostic du
biogaz dans le centre, cas de la société Hysacam,
présenter la situation de la ferme Henry et frères, de
présenter le parcours suivi par les déjections produites.
1.25. 2.1-Cadre institutionnel,
juridique et règlementaire de la gestion des déchets au
Cameroun
L'analyse du cadre institutionnel tient compte de la
catégorisation des acteurs selon leurs différentes fonctions.
À cet effet, il y a lieu de distinguer 03 (trois) grandes
catégories à savoir :
- Les institutions de planification, d'orientation et de
contrôle ;
- Les organismes d'exécution ;
- Les organismes de financement.
1.26. 2.1.1- Cadre institutionnel de la
gestion des déchets
Au Cameroun, plusieurs Administrations Publique (notamment les
Ministères) interviennent à des degrés divers dans la
gestion des déchets. Il s'agit des :
- Ministère de l'Environnement et de la Protection de
la Nature (MINEP) ;
- Ministère de l'Agriculture et du Développement
Rural (MINADER) ;
- Ministère de l'Administration Territoriale et de la
Décentralisation (MINATD) ;
- Ministère de l'Énergie et de l'Eau (MINEE) ;
- Ministère du Développement Urbain et de
l'Habitat (MINDUH) ;
- Ministère de la Santé Publique (MINSANTE) ;
- Ministère de l'Industrie, des Mines, et du
Développement Technologique (MINIMIDT).
1.27. 2.1.1.1.- Institutions
d'exécution et de gestion
Nous pouvons relever :
- Collectivités Territoriales
Décentralisées,
- Acteurs Non Gouvernementaux (ANG).
1.28. 2.1.1.2- Organismes de
financement
Les organismes concernés sont :
Ø Ministère des Finances (MINFI) ;
Ø Fonds Spécial d'Équipement et
d'Intervention Intercommunale (FEICOM) ;
ØBailleurs de Fonds Extérieurs.
Les principaux appuis extérieurs relatifs à la
gestion des déchets dans les grandes villes du Cameroun concernent
notamment :
1.29. 2.1.1.3- Analyse et domaine
d'intervention des Acteurs
Le jeu des acteurs est analysé à travers trois
groupes d'opérateurs à savoir : acteurs institutionnels, acteurs
non gouvernementaux à but non lucratif et sociétés
privées à but lucratif.
Le tableau 2 récapitule le jeu des différents
acteurs de la gestion des déchets au Cameroun.
Tableau 2: Récapitulatif des différents
acteurs de la gestion des déchets au Cameroun

Source : Stratégie Nationale de Gestion des
Déchets au Cameroun période 2007 - 2015 (2008)
1.30. 2.2- Cas de la décharge de
Nkolfoulou
La décharge de Nkolfoulou a présenté une
croissance rapide de sa quantité annuelle d'ordures enfouies au cours
des années récentes. En 2008, HYSACAM a enfoui 350000 tonnes de
déchets municipaux (Source : CDM-executive board, 2014). En 2015, selon
CDM-executive board, 2992_PDD_ver7.1_19 March 2014 à la page 5, le site
aurait reçu un total de 5,5 millions de tonnes d'ordures cumulées
depuis son ouverture.
Le tableau 3 représente les valeurs estimées de
méthane produit et brûlé entre 2009 et 2015 :
Tableau 3: Gaz à Effet de Serre
brûlé dans le contexte des activités du projet
|
Année
|
CH4généré
(10? t CO e) e)
|
CH collecté collecté
Efficacité de récupération de 50 %
(1O? ?? ????2??)
|
CH  brûlé brûlé
Efficacité de combustion : 90 %
(1O?t CO e) e)
|
|
2009
|
17,643
|
8,821
|
7,939
|
|
2010
|
235,430
|
117,715
|
105,943
|
|
2011
|
256,270
|
128,135
|
115,321
|
|
2012
|
275,279
|
137,640
|
123,876
|
|
2013
|
293,173
|
146,586
|
131,928
|
|
2014
|
310,443
|
155,122
|
139,700
|
|
2015
|
327,433
|
163,717
|
147,345
|
|
Total
|
1715,671
|
857,736
|
772,052
|
Source :CDM-executive board, 2014
Ainsi, sur les 7 ans de données disponibles, depuis la
mise en place du projet (2009) jusqu'à la première date
prévue pour la fin d'exploitation du site (2015), la torchère du
CSD de Nkolfoulou aurait brulé un total 772052
??????2?? de méthane. Cela équivaut par ailleurs
à un volume de 32168,83 tonnes de CH4, soit 44678930,5 m? (masse
volumique du méthane = 0,72). (Enam, 2017). De part ce constat, Hysacam
ne rentabilise pas le biogaz donc présente de ce fait des manquements au
regard de la technique mise sur pied étant de bruler le méthane
capté qui retourne dans l'atmosphère sous forme de CO2
qui constitue un gaz à effet de serre participant au
réchauffement climatique avec ses conséquences or pourquoi bruler
ce biogaz et pourtant l'on pourrait simplement le valoriser en ces
différentes filières pour le faire consommer par les populations.
Ceci étant, nous interpellons les pouvoirs publics de mettre un accent
sur cette technologie dans ce sens où elle représente une source
alternative et moins couteuse pour la population et contribuer à la
préservation de la nature.
1.31. 2.3-Cadre juridique de gestion des
déchets au Cameroun
Loi n° 96/12 du 5 août 1996 portant loi-cadre
relative à la gestion del'environnement. Il s'agit de l'unique texte
juridique qui donne une définition assez claire au « déchet
». Inspiréde la déclaration de Rio et de l'Agenda 21, cette
loi est bâtie sur plusieurs principesfondamentaux qui ont ouvert les
réflexions sur des programmes visant à protéger et
àconserver l'environnement, à promouvoir le développement
durable et la gestion rationnelle et écologiquement durable des
déchets. Nous nous pencherons sur trois principes fondamentaux en
particulier à savoir :
Ø Le principe de précaution selon lequel
l'absence de certitudes, compte tenu des connaissances scientifiques et
techniques du moment, ne doit pas retarder l'adoption des mesures effectives et
proportionnées visant à prévenir un risque de dommages
graves et irréversibles à l'environnement, à un coût
économiquement acceptable ;
Ø Le principe pollueur-payeur selon lequel les frais
résultant des mesures de prévention, de réduction de la
pollution et de la lutte contre celle-ci et de la remise en l'état des
sites pollués doivent être supportés par le pollueur ;
Ø Le principe de responsabilité, selon lequel
toute personne qui, par son action, crée desconditions de nature
à porter atteinte à la santé de l'Homme et à
l'environnement, esttenue d'en assurer ou d'en faire assurer
l'élimination dans des conditions propres à éviterlesdits
effets.
Ø Le principe de participation, associer la population
aux prises de décision des pouvoirs publics. L'objectif est
d'améliorer la transparence dans la prise de décision et le
fondement des choix opérés ;
Ø Le principe de subsidiarité, garantit la
coopération de toutes les autorités et des structures
gouvernementales en faveur de la survie sociale et écologique et pour la
défense des droits de l'homme et de la santé. Avec la
subsidiarité, les citoyens sont impliqués dans les processus
décisionnels et le développement durable se construit donc
à partir du bas en impliquant tous les acteurs selon l'approche de la
« responsabilité » commune mais différenciée.
- La loi n° 2004/18 du 22 juillet 2004 fixant les
règles applicables aux communes
- La loi 2009/019 du 05 décembre 2009 portant
fiscalité locale
1.32. 2.3.1- Cas de la ferme Henri et
Frères
Situé dans le village Nkom-assi
précisément au quartier Martin, à environ 20 km de
Yaoundé. La ferme s'étend sur une superficie d'environ trois (03)
hectares et de forme se rapprochant d'un trapèze. En aval à
l'est, elle côtoie le bord d'une branche de la rivière Mefou, une
route de (3m) la sépare d'un bloc d'habitation au sud ; en amont
à l'ouest, nous avons un espace champêtre et quelques maisons
contiguës à la clôture à l'extrémité
sud-ouest ; au nord, nous avons des champs et de la broussaille dans laquelle
se trouve 7 à 10 maisons isolées. Il comporte trois
bâtiments principaux d'une contenance d'environ trente-cinq mille poules
pondeuses. Le diagnostic clair de la situation de la ferme Henri et
frères est important dans la mesure où nous voulons
définir le contexte dans lequel elle gère les déjections
des poules dont l'image satellitaire est illustrée par la figure 10.

Figure 10: Image Satellite de la ferme AECAM
Source : www.googlemaps.com
1.33. 2.3.2-Description
intérieure de la ferme
La ferme est occupée par plusieurs types d'occupations
dont nous les avons classés en fonction de l'usager arrivant du portail
pour les différents bâtiments.
ï La guérite : petite dépendance construite
au portail et servant d'accueil, de poste de surveillance pour tout usager.
ï Les étangs piscicoles 1, 2 et 3
aménagés à l'extrême Est du site pour
l'élevage des poissons. S'y joint également des chemins
aménagés pour la circulation des automobiles du portail de la
guérite aux différents bâtiments.
ï Le hangar à moulin (HM) : hangar abritant le
moulin à écraser les fientes pour la commercialisation.
ï Les plates formes de séchage (PFS) : endroit
aménagé pour faire sécher les fientes pâteuses.
ï Le bâtiment principal blanc (habitation, bureaux
et magasin) pour loger le délégué de la ferme et certains
ouvriers et stocker les alvéoles d'oeufs et la provende.
ï Les hangars d'élevage : ils sont au nombre de
trois (bat 1, bat 2, bat 3) au nord de la ferme, d'un bloc porcherie à
l'Est de la ferme.
ï L'usine de conditionnement des poules (UCP) : il est
constitué d'un bâtiment qui abrite une chaine complète et
mécanisée de nettoyage, d'abatage, de nettoyage et de
conditionnement en sachets des poules pour la commercialisation. Un bloc de
deux chambres froides (CF) abritant le même bâtiment.
1.34. 2.3.3-Différents types de
logements et activités autour des déjections avicoles au sein de
la ferme
Après échange avec le vétérinaire
et le manoeuvre en chef des bâtiments, les poussins sont
transportés au secteur de chauffage après leur éclosion
des oeufs dans les couveuses ou ils séjournent de 1 à 5 semaines.
Vient ensuite le moment de les transférer pour leurs croissances dans
l'intervalle de 5 à 20 semaines. Après ces parcours qu'ils sont
transportés à la ferme AECAM pour la période de ponte qui
peut aller de 24 à 90 semaines environ seize mois de ponte.
L'activité avicole est centrée autour de trois (03)
bâtiments dont y sont pratiqués la technique d'élevage en
cage et la technique d'élevage au sol.
a)Technique d'élevage
de poules pondeuses en cage
Elle est Pratiquée dans l'enceinte du bâtiment 3,
dont les cages sont de dimension (60×60×55) cm avec une
densité de sept (07) poules par cage au maximum. C'est un modèle
Hollandais d'élevage moderne qui se caractérise par :
ï un système mécanique de tapis convoyeurs
chargés de transférer premièrement au fond de la salle et
par la suite vers l'extérieur,
ï un système d'abreuvoirs à tétine
fixées sur des tuyaux incorporés de gouttières de
récupération d'eau,
ï un système mécanique de chaines roulantes
encastrées pour étaler la provende dans les différentes
mangeoires pour tous les étages le long de la batterie,
ï un système d'éclairage mixte doté
des ampoules et de tôles transparentes,
Un système mécanique de tapis convoyeurs comme
l'illustre la figure 11 pour acheminer les oeufs jusqu'aux différents
points de collecte à l'extrémité des rangées des
cases.
Au moment de l'étude, le bâtiment 3 qui est en
fin de ponte 39,7% de la capacité brute cheptel ; on y enregistre 5,3
décès/ jours ; avec une consommation de 1998,6 kg de
provende/jour ainsi que 3725,2 litres d'eau/ jour. Le bâtiment a une
production d'environ 519,3 alvéoles de 30 oeufs/ jour avec un
pourcentage moyen de ponte de 84 %2(*). La figure 11 présente le système
hollandais d'élevage des poules pondeuses en bactérie.
 
a- cages
b- dépôt d'oeuf
Figure 11: système hollandais
d'élevage
Les déjections rencontrées sont des fientes
pâteuses partiellement séchées avec la présence des
ventilateurs (figure 12b).
A la grande ferme Big Dutchman, il existe deux types de
ventilations :
Ø La ventilation naturelle ou statique qui utilise les
phénomènes physiques (différence de pression et/ou de
densité de l'air (fonction de la température et de
l'hygrométrie entre l'extérieur et l'intérieur) qui
régissent le déplacement des masses d'air. L'air neuf entre par
les entées d'air placées sur les côtés du
bâtiment et l'air. L'air neuf entre par des entrées d'air
placées sur les côtés du bâtiment et l'air
vicié est évacué par le toit via lanterneau.
Ø Le ventilateur dynamique qui permet de renouveler
l'air de façon active à l'aide de ventilateurs
électriques. Les objectifs de la ventilation sont d'assurer le
renouvellement de l'air dans le bâtiment (évacuation des gaz tels
que le CO2 ou le NH3 et apport d'oxygène), de
réguler la température et l'humidité relative de l'air (en
adéquation avec les conditions de confort optimal des animaux) et
d'éliminer les poussières (rôle sanitaire). Mais pour
diminuer la consommation en énergie électrique, ils sont rarement
mis en fonction, ils sont le plus souvent actionnés en saison
sèche juste pour renouveler l'air dans la salle.
A
B
B
A
 
Figure 12: A-bande de tapis roulant pour les lisiers et
les oeufs, B- ventilateurs
Les fientes sont renvoyées vers l'extérieur une
fois tous les deux jours à l'aide du tapis roulant (figure 12 A) et
déversées dans les bacs de récupérations (figure
13A) avant d'être acheminées vers les unités de
séchage (figure 13B).
A
B
B
A
 
Figure 13: A- bacs de récupérations
B-unités de séchage
La figure 14 représente le transit des lisiers vers
l'extérieur de la ferme à l'aide du tapis convoyeur.
A
B
 A A
B
Figure 14: Vue A- bande de tapis convoyeur de fientes
au fond du bâtiment ; B- bande de tapis convoyeur des fientes vers
l'extérieur
La figure 15 quant à elle montre une vue du tapis
convoyeur des lisiers pour les regards de recueillement des effluents.
· A
B
A
C
C
B
A



Figure 15: Vue A- rampe à tapis convoyeur des
fientes du bâtiment 3 vers l'extérieur ; B- regard de
recueillement ; C- biodigesteur abandonné
b)Technique d'élevage
de poules pondeuses au sol
Elle est pratiquée au sein des bâtiments 1 et 2
se caractérise par les éléments suivants :
ï un sol bétonné et recouvert d'une couche
de litière de 5cm faite de copeaux de bois,
ï un système d'éclairage naturel et
artificiel (au moyen des ampoules et des tôles transparentes),
ï des caisses creuses de forme
parallélépipédique de 2 mètres de long et
disposées de part et d'autre du poulailler,
ï une ventilation naturelle avec grillage fixé du
bas vers le haut à un mètre du sol,
ï des tuyaux d'abreuvement conduisant aux abreuvoirs
munis des valves régulatrices d'eau, ces bâtiments enregistrent
environ 0,6 décès par jour et consomme en moyenne 525,2 kg de
provende par jour et 964,2 litres d'eau par jour. Les bâtiments
jumelés produisent en moyenne 127,2 alvéoles de 30 oeufs par jour
avec un pourcentage moyen de ponte de 71% / jour3(*).
Les pondeuses sont rangées en raison de 7 poules/
m2 et les déjections produites sont sous forme de fumier qui
constitue un mélange de litière de copeau et des fientes qui se
trouve plus ou moins humide en fonction de la provenance dans le poulailler
illustré par la figure 16.

Figure 16: Elevage des poules pondeuses au sol
ØAménagement du poulailler
oZone abreuvoir/ mangeoire
Elle est caractérisée par sa teneur importante
en humidité due aux déjections et à l'eau qui
s'échappent au cours d'un incident malgré le godet de
récupération, on y trouve également des particules
alimentaires ; le fumier ici forme une croute compacte dense et humide
lorsqu'elle est retournée (voir figure 17) et dégage un gaz
toxique (l'ammoniac : NH4) qui irrite les voies respiratoires ; du
fait que l'humidité favorise la fermentation anaérobie des
fumiers.
C
A
B

Figure 17: Zone A-abreuvoir, B-mangeoire, C-Croute de
fumier retournée
o Zone abreuvoir
Le principal mode d'abreuvement observés pour les
poules pondeuses au sol (figure 17 A) est l'abreuvoir de type `'cloche'' avec
une réserve d'eau contenue dans la cloche et une soucoupe ou les animaux
boivent. Les risques de gaspillage sont élevés du fait que les
animaux peuvent jouer avec l'eau contenue dans la soucoupe ou bousculer
l'abreuvoir.
OZone dortoir/ pondoir
Celle-ci est la plus sèche du bâtiment, elle
s'étend sur 1,5 mètre en partant des pondoirs vers le centre du
poulailler sur toute la surface atteignant parfois une épaisseur de 10
centimètres et recouvrant généralement le tiers de la
salle (figure 18).
A


Figure 18: A- zone dortoir /pondoir
c) Lits de séchage
des lisiers
De nos jours, les déjections sont
transférées des bacs de recueillement de la plate- forme à
l'aide d'un camion de 20 tonnes et d'une brouette pour charger et
décharger les lisiers qui sont acheminés après une perte
importante du volume d'eau dans les lits de séchage (figure19)
relié à un four de ventilation tombé en ruine de nos
jours.
B
A
B
A


Figure 19: A-Lit de séchage des lisiers;
B-Four de ventilation des lisiers
1.35. 2.3.4-Hangar
à moulin
Après séchage, les lisiers devenus fientes sont
ôtés du lit de séchage et acheminés vers le hangar
à moulin (figure 20). Ce moulin écraseur de
céréales à la base s'est vu converti en écraseuse
de fientes séchées (figure 20 A). Le reste de la salle sert de
stockage des fientes après emballage dans les sacs de 50 kilogramme
comme engrais pour la commercialisation figure 20 B).
B
A
B
A
 
Vue A- moulin à écraser ;
B- fientes écrasées et ensachées pour
commercialisation
Figure 20: Hangar à moulin.
A cela, la ferme procède un abattoir qui n'est plus
fonctionnel de nos jours présentés par la figure 21.

Figure 21: Abattoir de la ferme
Cependant, la figure 22 qui représente la ferme
principale et produit environ vingt-cinq milles poules pondeuses dû
à une importante mécanisation, nous avons un flotteur qui est un
dispositif permettant à l'eau de se maintenir en hauteur, d'une machine
dans laquelle on introduit des aliments qui sontconduits vers la vis
transversale et qui les transmet dans l'aspirateur puis, l'envoi dans les
stylos distributeurs pour chaque abreuvoir. Ces derniers sont
équipés de tapis roulant qui font transiter des déjections
de poules pondeuses vers les tapis d'expulsion pour éviter
d'éclabousser la ferme et les poules afin de les renvoyer vers les sites
de dépôt transportés par un camion d'environ vingt tonnes.

Figure 22: Ferme principale (Système Big
Deutchman)
A dix mètres de la ferme principale, nous avons un
groupe électrogène mais se trouve en panne aujourd'hui ; d'une
presse pour diminuer la quantité d'eau dans les fientes avant
séchage également en panne ; d'un four de ventilation, à
l'extérieur des lits de séchage qui renvoi l'air chaud pour
sécher les fientes, un broyeur pour écraser les fientes et les
ensacher pour la commercialisation.
1.36. 2.4- Gestion
sous forme de fientes et de lisier à la ferme
Dans le cas des systèmes avec tapis, les fientes sont
fréquemment évacuées (une à plusieurs fois par
semaine). Pour ce qui est des lisiers, la vidange est réalisée
à la fin du lot grâce au racleur ou de façon gravitaire. La
figure 23 présente les principales filières de gestion des
lisiers à la ferme.

Figure 23: Filières de gestion des effluents
produits en élevage de poules pondeuses
Source : (Quideau, 2010)
1.37. 2.5-
Système des biodigesteurs
Les biodigesteurs à la ferme sont de type continu,
construit entièrement sous le niveau du sol, ils ont été
aménagés pour la production du biogaz pour réduire la
consommation de gaz domestique sur toute la ferme, à alimenter la
mini-centrale de de cogénération qui à son tour devait
alimenter en électricité et chauffer de l'eau pour le
déplumage des poules dans l'usine de conditionnement des poules
pondeuses.
A leur arrivée sur le site des biodigesteurs, les
lisiers issus du bâtiment 1 et 2 sont reçu dans le bac de
réception aménagé pour favoriser une rétention
partielle de certains débris. Le bac de distribution va assurer le
transport des lisiers via les tuyaux de distribution aux puisards des
biodigesteurs qui lui sont rattachés. Ces derniers sont conçus
à l'échelle fermière ; ils fonctionnent en semi-continu et
devraient recevoir les lisiers quotidiennement. Au niveau des digesteurs, les
lisiers sont reçus par les regards qui les conduisent dans les cuves
enterrées via les tuyaux PVC d'alimentation pour subir par la suite la
digestion anaérobie. Après le passage dans les cuves, les
effluents ressortent dans le bassin de compensation par une ouverture avant de
rejoindre la fosse de recueillement des lisiers par le canal
d'évacuation. Il est à noter que le modèle chinois est dit
à dôme fixe et par conséquent caractérisé par
la fusion de la cuve de fermentation et du gazomètre (réservoir
à gaz) en un seul compartiment. Mais le système de biodigesteurs
est grippé et tombé en ruine de nos jours à cause de
l'accumulation des lisiers dont les quantités dépassent
visiblement les capacités de consommation des cuves, une autre cause
étant la présence des débris comme des coquilles d'oeuf,
les plumes, les feuilles mortes ainsi que plusieurs autres objets qui bouchent
les voies d'écoulement des lisiers parce que les regards sont à
ciel ouvert. Comme conséquence de ce dysfonctionnement, les effluents
n'achèvent plus leur temps de rétention requis dans les cuves,
ils ressortent et débordent, envahissant le site et suivent les
canalisations d'eau pour rejoindre la rigole qui se trouve en aval de la ferme
(Tchinda, 2015).
1.38. 2.6-Impacts
environnementaux et sociaux des lisiers de poules pondeuses
Un impact environnemental et social peut être
causé par des << activités, produits ou services d'un
organisme susceptibles d'interactions avec l'environnement >>,
Susceptibles d'entrainer << toute modification de l'environnement,
négative ou bénéfique, résultant totalement ou
partiellement des activités, produits ou service d'un organisme >>
(Espagnol et al.,2011). << L'effet, positif ou négatif, pendant un
temps donné et sur un espace défini, d'une action humaine sr
composante de l'environnement pris dans son sens large (c'est-à-dire
englobant les aspects biophysiques et humains), en comparaison de la situation
advenant la non réalisation du projet >> (André et al.,
2010).
Dans le contexte du développement durable, le processus
de la méthanisation joue un rôle majeur, vu que les déchets
organiques tels que les fumiers, lisiers, produisent du méthane de
manière naturelle qui est souvent dissipé dans l'environnement et
du coup cette libération du méthane contribue à la
problématique du gaz à effet de serre. De ce fait, la mise en
place d'un système de méthanisation a des atouts
considérables aussi bien sur le plan social que sur
l'environnement :
Ø Réduction des émissions de gaz à
effet de serre, au travers de la substitution d'énergie fossile. Cette
approche permet donc de supprimer la quantité correspondante de gaz
carbonique (d'origine fossile) qui sera émise dans l'atmosphère.
Qui plus est, le méthane qui a un impact sur le réchauffement
climatique 23 fois plus élevés que celui du CO2, il
est donc conseillé d'utiliser du biogaz. Certes le biogaz pollue mais il
pollue moins que les énergies fossiles ;
Ø Production d'énergie renouvelable valorisable
sous forme multiples en remplacement du pétrole, du gaz naturel et du
nucléaire ;
Ø Production d'un fertilisant appelé digestat,
limitant ainsi l'usage d'engrais chimique produit à partir
d'énergie fossile ;
Ø Réduction des odeurs et des insectes dus aux
déchets organiques ;
Ø Synergie entre les différents acteurs
(agriculteurs, collectivités, industriels) ;
Ø Création d'emplois éventuels sur le
territoire pour le voisinage (Mahamat, 2019).
Tel que mentionné précédemment, les
productions de poules pondeuses peuvent générer un impact
environnemental et social suite à de mauvaises pratiques de gestion des
déjections, en l'absence de technologies modernes ou suite à des
conditions de bien-être animal qui négligent les enjeux
sanitaires.
Les impacts négatifs des productions avicoles peuvent
se produire sur différentes composantes de l'environnement telles que
l'air, l'eau, le sol, les animaux et la population. La figure 24 nous donne un
aperçu de la mauvaise gestion des lisiers au sein de la ferme et qui
représente un véritable problème environnemental.
B
A
A
B


A-Dépôt anarchique de lisiers
B-Fermentation des lisiers
Figure 24: Pollution du paysage par les
déjections avicoles
Le tableau 4présente une synthèse des risques
potentiels que les lisiers des poules pondeuses peuvent présenter sur
différentes ressources naturelles.
Tableau 4: Impacts des lisiers de poules pondeuses sur
les ressources naturelles
|
Sol
|
Eaux
|
Faune et flore
|
Air
|
|
? Alcalinisation des sols par dépôt de
NH3 par
érosion et lessivage
? Nuisances olfactives à proximité des
bâtiments d'habitation
? Toxicité des plantes par le Cu et Zn (utilisés
pour l'alimentation des volailles)
|
? Inondations, eutrophisation (lessivage des nitrates et
phosphates des déjections)
? Développement d'algues étouffant d'autres
espèces (mousses, lichens)
|
? Diminution de la biodiversité
(perte d'espèces par empoisonnement),
? Toxicité des nitrates des déjections
? Problèmes respiratoires, conjonctivite sur la
santé humaine
|
? Emission des gaz à effet de serre
(CO2,N2O CH4,NH3)
? Evaporation dans l'atmosphère des composés acides
tels que : H2SO4 OU HNO3, le
NH3 est converti en NH4+
soluble(Portejoie., 2002).
|
Source : Bonny (1994)
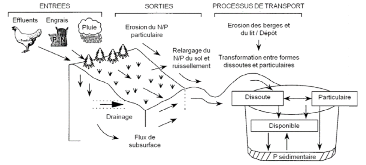
La figure 25 nous présente le processus de transport de
l'azote et du phosphate dans les systèmes agricoles.
Figure 25: Entrées, sorties et processus de
transport de l'azote et du phosphore dans les systèmes agricoles.
Source : Carpenter(1998) et Sharpley (1999)
Vu l'importance des lisiers et des impacts que ceux-ci
présentent dans l'environnement, il serait important de procéder
à des mesures préventives.
1.39. 2.7-Mesures
préventives
Les mesures préventives sont importantes pour anticiper
les différentes éventualités qui peuvent découler
du manque d'attention et de planification de la gestion quotidienne. Cependant,
il est important de noter que les tâches d'une production commencent
avant que les animaux arrivent dans les installations. Ainsi, la période
de lavage et de désinfection des installations de production est
toujours nécessaire pour abaisser la charge bactérienne.
Pendant la période de production, différentes
tâches quotidiennes sont à effectuer, telles que la
vérification des abreuvoirs, des mangeoires, des cages, le retrait des
animaux malades ou morts, la qualité de l'eau, des aliments frais.
D'ailleurs, des inspections régulières à
l'intérieur et à l'extérieur des bâtiments
permettent d'identifier la présence des rongeurs, d'oiseaux sauvages et
de moustiques ; afin de prévenir les épidémies de maladies
infectieuses transmises aux oiseaux de production.
Le tableau 5 nous indique les différents types de
problèmes qui peuvent être liées à une mauvaise
gestion des déjections avicoles et des solutions qui y sont
proposées.
Tableau 5: Problèmes et mesures
préventives dans la production de lisiers de poules pondeuses
|
Facteur
|
Problème
|
Solution
|
|
La température
|
Facteur très important qui permet une
décomposition plus rapide de la matière organique, et qui
déclenche une production très importante de gaz.
|
Gérer la température dans le bâtimentpour
éviter la production de gaz
|
|
L'humidité
|
Liée avec la température, peut produire des
problèmes sur la santé des personnes et animaux
|
Améliorer la ventilation sans affecter le confort des
animaux
|
|
L'eau
|
Ecoulement de l'eau avec les excréments qui peut
augmenter la production des nuisances olfactives
|
Vérifier en permanence
l'installation de l'eau propre (dans les tâches du
travailleur)
|
|
Les maladies
|
Maladies digestives qui peuvent générer des
diarrhées et déclencher de mauvaises odeurs
|
Identifier le problème et traiter immédiatement
|
|
La nourriture
|
Présence de toxines dans la nourriture qui
peuvent causer des problèmes digestifs
|
Vérifier la qualité de la nourriture, et
l'entreposage avec une bonne ventilation
|
|
La Ventilation
|
Mauvaise ventilation qui peut présenter des
problèmes de maladies respiratoires, et par conséquent affecter
la coquille
|
Avoir ou améliorer le système de ventilation
pour éviter l'accumulation des gaz
|
|
Les déjections
|
Mauvaises conditions de stockage, mauvaise gestion.
Présence de moustiques
|
Utilisation des équipements appropriés qui
permettent de maintenir au sec la production du fumier
|
Source : Burbano (2017)
1.40. 8-Etat de
l'art
1.41.
2.8.1-Différents types de digesteurs
Les digesteurs sont des infrastructures constituées
principalement d'une ou plusieurs cuves de fermentation dans lesquelles se
produit le biogaz grâce à un procédé de
méthanisation des matières organiques. Le temps nécessaire
pour le traitement de ces différentes formes de déchets varie
selon leurs catégories. De même, les types de digesteurs
convenables sont différents.
- Les digesteurs de type discontinu
- Les digesteurs de type continu
A) Digesteurs de type
discontinu
Ce premier système n'est plus développé
actuellement parce qu'il nécessite trop de maintenance (chargement et
vidange). En effet, les digesteurs de type discontinu ne permettent pas un
chargement et une extraction continue du substrat et de l'effluent. Les
déchets peuvent y passer une longue durée de fermentation. Ces
digesteurs ont la
Particularité d'avoir un fonctionnement par cycle : une
opération de chargement, la période de fermentation
jusqu'à épuisement du substrat et une opération de
déchargement. Ainsi, la production de gaz n'est pas continue dans le
temps, car le digesteur ne pourra produire du gaz ni pendant le chargement et
le début de la fermentation, ni pendant le déchargement. Ce type
de digesteur est adapté aux produits solides. Il est surtout
utilisé pour des produits à forte teneur en matière
sèche, comme les fumiers. Ces matières organiques exigent une
longue durée de fermentation dans les cuves. Lorsque le besoin en gaz
est continu dans le temps, il faut envisager la mise en place de plusieurs
digesteurs n'ayant pas les mêmes périodes de production de gaz.
üDigesteurs discontinus à gazomètre
combiné
La figure 26 donne un aperçu de ce type de digesteurs.
Ils comportent :
Ø Une cuve de fermentation parfaitement étanche
à l'air et à l'eau. Elle est le plus souvent construite en
dessous du niveau du sol ;
Ø Le gazomètre, qui stocke le gaz produit, est
métallique et peut coulisser le long d'un axe central fixe. Le mouvement
du gazomètre le long de l'axe permet de réguler la pression du
gaz. Il s'élève au fur et à mesure que le gaz est produit.
Ø Un orifice de récupération du gaz
produit.

Figure 26: Digesteur de type discontinu à
gazomètre combiné
Source :
www.fao.org/3/ah810f/AH810F13.htm
http://www.fao.org/3/ah810f/AH810F13.htm
üDigesteurs discontinus à gazomètre
séparé
Ces digesteurs discontinus sont les mêmes que ceux
à gazomètre combinés à la différence que le
gazomètre est ici séparé de la cuve de fermentation. Le
gaz produit est conduit directement à travers des canalisations vers le
gazomètre.La figure 27 donne un aperçu.

Figure 27: Digesteur discontinu à
gazomètre continu
Source:
www.fao.org/3/ah810f/AH810F13.htm
http://www.fao.org/3/ah810f/AH810F13.htm
Ces systèmes conviennent surtout dans les cas où
l'on a besoin d'une production continue du gaz avec une disponibilité de
substrat essentiellement composé de matières pailleuses. Le
système est alors organisé de façon que les
périodes de production des différents digesteurs soient
différées, permettant ainsi une disponibilité permanente
du gaz dans le gazomètre.
B) Digesteurs de type
continu
Ce sont les plus nombreux et les plus développés
actuellement. Ces digesteurs qui traitent un substrat n'excédant pas 15%
de matière sèche (MS) sont les systèmes les plus
variés, de plus, sophistiqués. Ce type de digesteur peut
être adopté facilement du fait qu'il ne nécessite pas trop
de travail au cours de la charge et vidange et ne sont interrompus que pour
nécessité de nettoyage. Le temps de fermentation des
déchets dans ce type de ce digesteur est relativement court. Ils
conviennent particulièrement aux substrats liquides : boues de station
d'épuration, déjections animales, résidus liquides
d'usine. La production de gaz dans ces digesteurs ne subits aucune interruption
tant que le substrat est fourni régulièrement.
C) Technologies identifiées dans le
modèle industriel pour la digestion des lisiers
Dans l'industrie, les besoins en gaz sont
généralement continus et les digesteurs de type continu sont
généralement utilisés pour cette raison. Ils sont les plus
utilisés et les plus développés actuellement.
Dans la sous-région Afrique- centrale, les digesteurs
continus les plus utilisés sont des digesteurs de type chinois et les
digesteurs de type indien en raison de leur simplicité de mise en oeuvre
et de faible cout. En plus de ces deux types de digesteurs, les digesteurs
à piston sont adaptés pour la production industrielle.
üModèle chinois
Ces digesteurs ont vu le jour avec le savoir-faire des chinois
en la matière. Ils ont la souplesse de convenir à toute la
matière organique biodégradable. Ce type de digesteurs offre
l'avantage d'une durée de vie assez longue (25 ans au moins) et d'un
entretien facile. Il se construit entièrement sous le niveau du sol et
comporte :
Ø Des orifices d'entrée et de sortie de
matière, débouchant dans la cuve de fermentation.
L'orifice d'entrée est légèrement plus
haut (20 cm environ) que celui de sortie des matières,
Ø Un couvercle amovible permettant des interventions
humaines dans la cuve de fermentation. Ces digesteurs peuvent convenir aux
petites installations ou aux grandes installations à usage communautaire
qui permettent d'alimenter en combustibles des machines ou unités
industrielles ;
Ø Un compartiment de fermentation parfaitement
étanche à l'eau et à l'air. Le dôme est fixé
et le gaz s'accumule dans la voute maçonnée. La pression varie
avec la production et l'utilisation du gaz produit. La régulation de la
pression se fait par refoulement du substrat dans la chambre de sortie ;
Ø Un tuyau d'évacuation du gaz.
La figure 28 illustre un méthaniseur de type chinois.
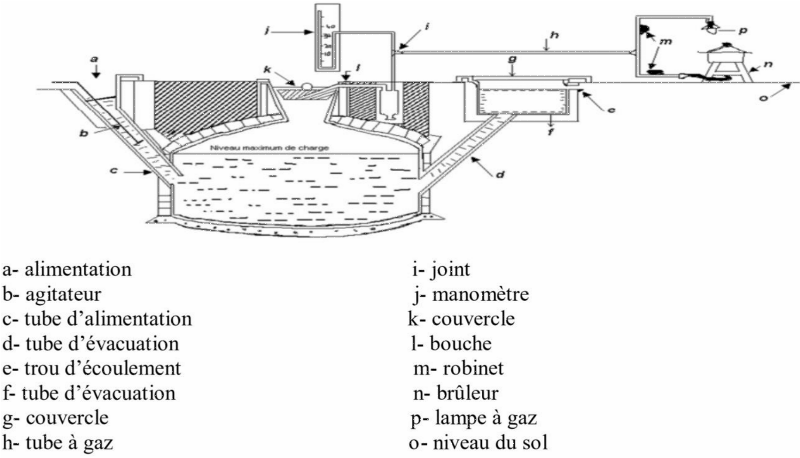
Figure 28: Schéma d'un digesteur continu, model
chinois.
Source : www.fao.org/3/ah810f/AH810F13.htm
üModèle indien
Comme son nom l'indique, ce digesteur a vu le jour en Inde. Il
convient aux déjections animales et plus particulièrement
à la bouse de vache. La figure 29 nous en donne un aperçu.
Il est construit en dessous du niveau du sol et est pourvu :
- D'une cuve de fermentation étanche à l'eau et
à l'air, à l'intérieur duquel se produit le biogaz en
anaérobiose ;
- D'un gazomètre métallique incorporé au
digesteur et coulissant le long de l'axe central fixe.
Le gazomètre s'élève avec la production
du gaz et permet d'avoir une pression constante de celui-ci.
- De deux orifices d'entrée et de sortie des
matières débouchant à mi-hauteur dans la cuve de
fermentation ;
- D'un tuyau de récupération du gaz produit.

Figure 29: schéma d'un digesteur continu, model
indien.
Source :
www.fao.org/3/ah810f/AH810F13.htm
http://www.fao.org/3/ah810f/AH810F13.htm
§ Modèle PISTON
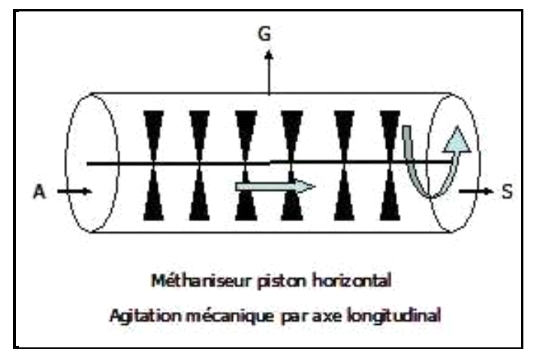
Figure 30: Digesteur à piston horizontal
Source :
www.fao.org/3/ah810f/AH810F13.htm
1.42. 2.8.2 -
Comparaison des digesteurs industriels
Le tableau 6 présente la comparaison de
chaque modèle de digesteurs.
Tableau 6: Comparaison des digesteurs
|
Types de digesteurs
|
Comparaison
|
|
Avantages
|
Inconvénients
|
|
Modèle chinois
|
· Sa construction est simple, ne nécessite pas de
métal et requiert 40% de main d'oeuvre que celle de type indien.
· Des artisans locaux peuvent facilement être
formés à la construction du digesteur.
· Le faible cout de construction ;
· Aucune pièce en acier
· Longue durée de vie (20ans ou plus) ;
· Construction souterraine ayant la possibilité de
remédier la variation de la température et d'éliminer les
effets de changement climatique
|
· Nécessite un savoir-faire pour construire le
dôme et rendre étanche le digesteur.
· Souvent porosité et fissure du
gazomètre ;
· Pression du gaz variable.
|
|
Modèle indien
|
· Le savoir- faire requis pour la construction de la partie
principale du digesteur est relativement simple.
· Construction et exploitation facile ;
· Pression du gaz constante ;
· Volume du gaz stocké évident ;
· Peu d'erreurs dans la construction.
|
· Beaucoup de main d'oeuvres requise pour la construction de
ce type de digesteur.
· Nécessite un équipement pour la construction
du gazomètre.
· Cout élevé de construction du
gazomètre ;
· Beaucoup de pièces d'acier exposées à
la corrosion ;
· Courte d'urée de vie ;
· Cout d'entretien réguliers dus à la
peinture.
|
|
Type Piston
|
· Meilleure agitation du substrat dans le digesteur.
|
· Nécessite un investissement lourd au
départ.
|
Source : Moletta, 2008.
1.43. 2.9- Choix du
système
Les modèles chinois et indien peuvent être
utilisés dans ce cas car ces digesteurs sont presque similaires et sont
beaucoup plus utilisés en Afrique. Dans notre étude, le
modèle chinois est choisi pour sa simplicité et sa longue
durée de vie (25 ans au moins). Il a aussi la souplesse de convenir
à toutes les matières organiques biodégradables.
Conclusion
Ce chapitre a consisté à montrer l'importance de
valoriser le biogaz à travers ses différentes filières qui
a un intérêt économique et environnemental. Cette
étape franchie, il est important de définir le cadre
méthodologique détaillé, comment allons-nous
procéder pour évaluer et valoriser notre potentiel
méthanogène sur lequel repose ce travail de recherche. Le
chapitre suivant s'y consacre entièrement.
CHAPITRE 3 : APPROCHE MÉTHODOLOGIQUE
D'ÉVALUATION ET DE VALORISATION DU POTENTIEL
MÉTHANOGÈNE
Introduction
Ce chapitre permet de présenter le matériel et
la méthodologie de dimensionnement utilisée pour la mise en place
d'une unité de biométhanisation à la ferme avicole Henri
et frères.
1.44. 3.1-
Matériel de collecte des données
Le matériel utilisé pour cette étude est
varié et dépend des objectifs fixés. Les outils
employés dans cette exploration sont multiples :
- un appareil photographique numérique de marque kodak
12 megapixels qui a permis de prendre certaines vues des différents
éléments pour illustrer l'étude,
- des blocs notes et des formats A4 pour la prise des notes
sur le terrain,
- bic et support ayant servis à prendre des notes
importantes de terrain au cours de la phase d'observation,
- un laptop de marque hp a été utilisé
pour le stockage, la conservation, la recherche sur internet et l'exploitation
des données recueillies sur le terrain,
- une blouse blanche et une paire de bottes pour
accéder à la ferme,
- un GPS pour la localisation de la zone d'étude,
- un téléphone portable de marque lenovo pour
certaines prises de vues,
- des pelles et des truelles pour le mélange de lisiers
avec de l'eau,
- des gants et des cache-nez pour se protéger lors des
descentes à la ferme.
3.2- Approche globale
Cette partie traite des procédés
méthodologiques ayant été utilisés pour atteindre
les objectifs poursuivis par cette recherche. Ses articulations sont la
présentation de la ferme avicole qui a été faite dans le
chapitre 1. Et enfin, la technique d'analyse des données et le
dimensionnement de notre unité de biométhanisation.
3.3- Reconnaissance de terrain
Elle a permis de prendre contact avec le site, d'avoir une
idée des problèmes à résoudre par l'étude,
de prendre contact avec les personnes ressources afin de mieux collecter les
données.
3.4- Méthodes de collecte des
données
Pour la collecte des données, la démarche
méthodologique adoptée a consisté à la recherche
documentaire, la recherche cartographique et la phase de collecte des
données sur le terrain.
3.4.1- Recherche documentaire
La recherche documentaire a été
effectuée simultanément dans la bibliothèque de l'ENSTP et
sur Internet à travers des moteurs de recherche et des sites
spécialisés. Les travaux traitant notre problématique de
recherche ou ayant un lien avec celle-ci ont été
répertoriés et lus. Cette phase s'est déroulée tout
au long de notre travail et nous a permis de recenser, d'étudier et
d'analyser la plupart des ouvrages scientifiques, techniques et rapports
d'études environnementaux pouvant enrichir notre recherche. Cette
recherche a également permis de mieux situer le travail à faire
par rapport aux nombreux autres travaux effectués qui ont porté
sur le thème valorisation des éffluents d'élevage.
3.4.2- Observations
Des visites au sein de la ferme et de ses alentours, nous ont
permis d'évaluer l'ampleur de la problématique des lisiers de
poules pondeuses et de se faire une idée générale sur la
quantité d'éffluents émis dans le milieu d'étude.
D'après Fortin (1996), « le but de l'observation est de
décrire les comportements d'une situation sociale donnée
(personne, lieu, évènement) afin d'en extraire des typologies ou
encore elle permet de repérer le sens de la situation sociale au moyen
de l'observation participante ».
Dans le cadre de cette étude, l'observation a
consisté, à faire une analyse de la gestion des lisiers au sein
de la ferme afin de toucher du doigt la situation qui prévaut sur le
terrain et les impacts que ces derniers ont sur le milieu naturel.
Bref ces observations faites nous ont permis de vivre le
quotidien des usagers de la ferme afin de pouvoir comprendre, décrire,
expliquer, analyser, interpréter et de se faire une idée
générale sur la manière dont le traitement des lisiers se
fait au sein de la ferme.
3.4.3- Entretiens
Ils ont eu lieu avec des personnes ressources comme le
directeur de la ferme, le chef du personnel, le vétérinaire et
des ouvriers de la ferme. Ces personnes ont été
interviewées sur l'organisation et le fonctionnement de la ferme.
1.45. 3.4.4-Phase
de collecte des données sur le terrain
Elle s'est déroulée pendant la rédaction
du mémoire. Pour la collecte des données, nous avons eu recours
aux entretiens avec le personnel de la ferme et des observations directes
à l'intérieur et autour de la ferme.
1.46. 3.5- Choix du
modèle pour la mise en place d'une unité de
biométhanisation
Le choix du modèle chinois choisi pour notre
étude est dû au fait que :
- sa durée de vie est longue (25-50 ans),
- les matériaux souvent disponibles localement (ciment,
briques, parpaings, sable, gravier),
- peu de maintenance (absence de corrosion), enterré,
- peu de dommages dus aux intempéries extérieurs
et
- peu d'influence liée à la variation de
température.
Le modèle chinois choisi est illustré par la
figure 31.
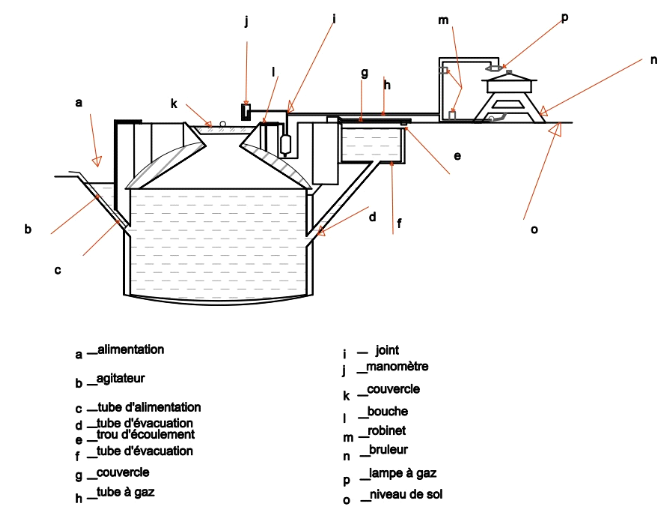
Figure 31: Schéma en
plan d'un digesteur continu, modèle chinois
1.47. 3.6-
Estimation des lisiers produits dans une ferme avicole
Il sera question ici d'estimer la quantité
journalière de lisiers produits par poule pondeuse, la production
volumique de biogaz dans le digesteur et le volume total du digesteur des
lisiers.
1.48. 3.6.1-
Quantité journalière de lisiers produits
La détermination de la quantité
journalière de lisiers produite dans la ferme se fera par application de
la formule :
Qjl = n. mjp(1)
avec :
Qjl: Quantité journalière de lisiers
produits par les poules pondeuses (kg/j);
n:taille de la volaille (ples);
mjp: masse journalière de lisiers produits
par une poule pondeuse (kg/j/ple).
1.49. 3.6.2-
Production volumique du biogaz dans le digesteur
La production volumique du biogaz dans le digesteur est
donnée par la relation :

avec :


S : charge volumique (kg
MO/??3j);
TRH : temps de rétention hydraulique (j) ;
K : constante d'inhibition
spécifique pour un substrat donné ;
um: taux de croissance
journalier des microorganismes (  ). ).
1.50. 3.6.3-
Débit volumique de l'effluent et Volume total du digesteur
Le débit volumique de l'effluent et le volume total du
digesteur sont déterminés à partir des formules suivantes
:
Q (3) (3)

Avec :
Q : débit volumique de l'effluent
(??3/j);
x : ratio du mélange avec l'eau (sans unité) ;
ñs : masse volumique du substrat
(kg/m3) ;
VD : Volume total du digesteur (m3).
1.51. 3.6.4-
Production du biogaz et du digestat
Le volume du substrat est déterminé à
partir de la formule suivante :
V = Q.TRH
(5)
Le volume du biogaz quant à lui est obtenu grâce
à la formule ci-après :
 = ñv. V
(6) = ñv. V
(6)
Avec :
G : volume du biogaz (??3) ;
V : Volume du substrat (??3).
Le volume du biogaz et du digestat est
déterminé avec la formule suivante :
 
Avec :
t : coefficient de remplissage des lisiers dans le
digesteur ;
  ). ).
Enfin, le volume du digestat est obtenu d'après
la formule ci-après

Avec :

1.52. 3.6.5-
Dimensionnement de l'entrée des lisiers et de la sortie du digestat
Certains paramètres sont à déterminer :
ü Volume journalier de lisiers (??3/j)

Avec :
Vjl: Volume journalier de lisiers (??3/j)
;ñs: masse volumique du substrat (kg/m3).
ü Volume de la chambre d'entrée des lisiers
La chambre d'entrée des lisiers est de forme
parallélépipédique. Ce qui fait que sa longueur est
déterminée à partir de la formule suivante :

Avec :
Lce : longueur de la chambre d'entrée (m);
lce: largeur de la chambre d'entrée (m);
??ce: hauteur de la chambre d'entrée (m).
ü Volume de la chambre de sortie du digestat

Avec :
VCS: Volume de la chambre de sortie du digestat
(??3) ;
  : Pourcentage des autres constituants dans le biogaz. : Pourcentage des autres constituants dans le biogaz.
La chambre de sortie du digestat est également de
forme parallélépipédique. Ce qui fait que sa longueur est
déterminée à partir de la formule suivante :

Avec :
Lcs : longueur de la chambre de sortie du
digestat(m) ;
lcs: largeur de la chambre de sortie du digestat
(m);
??cs: hauteur de la chambre de sortie du digestat
(m).
1.53. 3.6.6- Dimensionnement du rayon et
de la hauteur du digesteur
Le rayon du digesteur est déterminé en
fixant sa hauteur vue qu'il est de forme cylindrique grâce à la
formule suivante :

Avec :
r : rayon du digesteur (m) ;
?? : hauteur du digesteur (m).
Conclusion
Une fois le matériel de collecte des données sur
le terrain présenté et les différentes formules ainsi
établies pour le dimensionnement de notre unité de
méthanisation, il serait important de préciser les
résultats permettant la mise en place de notre unité de
méthanisation à la ferme dont le chapitre 4 s'y consacre.
CHAPITRE 4 : ÉVALUATION ET VALORISATION
ÉNERGÉTIQUE DU POTENTIEL MÉTHANOGÈNE DE LA
FERME
Introduction
Dans ce chapitre, il est question d'évaluer le
potentiel méthanogène dans un premier temps et ensuite de faire
une valorisation énergétique de ce dernier.
1.54. 4.1-
EVALUATION DU POTENTIEL METHANOGENE DE LA FERME
4.1.1- Détermination de la quantité de
lisiers de la ferme
La quantité journalière de lisiers produite par
une poule pondeuse à la ferme, est estimée à partir de
l'équation (1) et son résultat est présenté dans le
tableau 7.
Tableau 7: Calcul de la quantité
journalière de lisiers produite
|
Données de base
|
Valeurs
|
Unités
|
|
n
|
39 200
|
ples
|
|
mjp
|
0,0213
|
kg/j/ple
|
|
|
|
|
Donnée calculée
|
Valeur
|
Unité
|
|
Qjl
|
834, 96
|
kg/j
|
4.1.2- Quantité de biogaz produite à
partir des lisiers de poule pondeuse
L'équation (2) permet d'estimer la production volumique
du biogaz dans le digesteur dont le résultat est présenté
dans le tableau 8.
Tableau 8: Calcul de la production volumique de
biogaz
|
Données de base
|
Valeurs
|
Unité
|
|
B0
|
0,25
|
m3CH4 /kg MO
|
|
S
|
133,9
|
kg MO/??3/j
|
|
TRH
|
30
|
j
|
|
K
|
0,8036
|
-
|
|
um
|
0,326
|
|
|
|
|
|
Donnée calculée
|
Valeur
|
Unité
|
|
ñõ
|
1,03
|
|
4.1.3- Débit volumique de l'effluent et volume
total du digesteur
Les équations (3) et (4) ont permis de
déterminer respectivement le débit volumique de l'effluent et le
volume total du digesteur dont les résultats sont consignés dans
le tableau 9.
Tableau 9: Calcul du débit volumique de
l'effluent et du volume total du digesteur
|
Données de base
|
Valeur
|
Unité
|
|
Qjl
|
834, 96
|
kg/j
|
|
x
|
1
|
-
|
|
????
|
1 043,3
|
kg/??3
|
|
|
|
|
Données Calculées
|
Valeur
|
Unité
|
|
Q
|
1,6
|
??3/j
|
|
VD
|
97,07
|
|
4.1.4- Production du biogaz
Le volume du substrat, le volume du gazomètre, le
volume du mélange biogaz et digestat et le volume du digestat sont
déterminés respectivement à partir des équations
(5), (6), (7) et (8). Le tableau 10 présente les résultats de
calcul.
Tableau 10: Calcul du volume du substrat, volume du
biogaz et le volume du méthane
|
Données de base
|
Valeur
|
Unité
|
|
Q
|
1,6
|
??3/j
|
|
TRH
|
30
|
j
|
|
ñõ
|
1,03
|
|
|
t
|
2/3
|
-
|
|
|
|
|
Données calculées
|
Valeur
|
Unité
|
|
V
|
48
|
|
|
G
|
49,44
|
|
|
G
|
1,648
|
  /j /j
|
|
64, 71
|
|
|
0,51
|
|
4.1.5- Entrée des lisiers et de la sortie du
digestat
Les longueurs d'entrée des lisiers et de sortie du
digestat sont déterminées en fixant les paramètres tels
que la largeur et la hauteur. Pour cela, les résultats de calcul sont
présentés dans le tableau 11 en utilisant les équations
(9) à (12).
Tableau 11: Résultat du calcul des
paramètres d'entrée des lisiers et de sortie du digestat
|
Données de base
|
Valeur
|
Unité
|
|
Qjl
|
834, 96
|
kg/j
|
|
????
|
1 043,3
|
kg/??3
|
|
 ce ce
|
1
|
m
|
|
 ce ce
|
0,8
|
m
|
|
VD
|
97,07
|
|
|
TRH
|
30
|
j
|
|
40
|
%
|
|
 cs cs
|
1,2
|
m
|
|
 cs cs
|
0,9
|
m
|
|
|
|
|
Données calculées
|
Valeur
|
Unité
|
|
??jl
|
0,8
|
??3/j
|
|
Lce
|
1
|
m
|
|
Vcs
|
1,29
|
??3/j
|
|
Lcs
|
1,19
|
m
|
4.1.6- Rayon et hauteur du
digesteur
Le tableau 12 présente les résultats de calcul
du rayon et de la hauteur du digesteur obtenus à partir de
l'équation (13).
Tableau 12: Calcul du rayon et de la hauteur du
digesteur
|
Donnée de base
|
Valeur
|
Unité
|
|
VD
|
97,07
|
|
|
|
|
|
Données calculées
|
Valeur
|
Unité
|
|
3
|
m
|
|
r
|
3,21
|
m
|
Une fois les résultats obtenus, nous allons
présenter le prototype
1.55. 4.2-
Présentation du prototype de biodigesteur pour la ferme
Le prototype qui est un biodigesteur à dôme
fixe, convient le mieux au contexte du Cameroun. Sa durée de vie est
évaluée à quarante (40) ans. La figure 32 présente
la vue en plan et la coupe A-A du biodigesteur proposé en 2D.
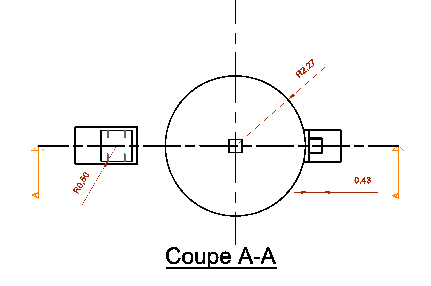
Figure 32: Coupe A-A du biodigesteur
La figure 33 présente les dimensions et parties du
biodigesteur en 2D.

Figure 33: Méthaniseur en plan
coupe B-B
Les figures 34 et 35 présentent respectivement les vues de
dessus et éclatée en 3D du biodigesteur.
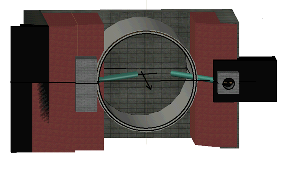
Figure 34: Vue de dessus en 3D du
biodigesteur
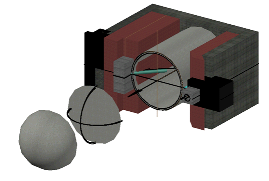
Figure 35: Vue
éclatée en 3D du biodigesteur
La figure 36 présente le biodigesteur en 3D.
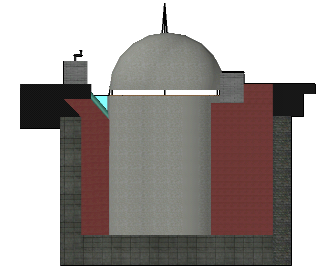
Figure 36: Rendu en 3D partiel du
biodigesteur
Une fois le biodigesteur conçu, dimensionné et
présenté. Pour une meilleure efficacité du biogaz, il
serait important de l'épurer.
1.56. 4.3-
Epuration du biogaz produit
En plus du méthane, certains gaz comme le NH3,
le CO2, le H2S et la vapeur d'eau composent le biogaz et
doivent être épurés avant utilisation (Pouan, 2011). Il
existe des techniques d'épuration du biogaz qui sont :
- les pièges à eau pour capter la vapeur contenue
dans le biogaz,
- la limaille de fer pour capter le H2S ; elle se
noircit lors de l'épuration et peut être
régénérée à l'air,
- le charbon de bois pour capter l'ammoniac (NH3),
- la chaux vive pour capter le CO2 ; la
consommation est d'environ 2,5 kg de chaux vive par mètre cube de
CO2.
La figure 38 présente un exemple de dispositif de
piégeage à eau.
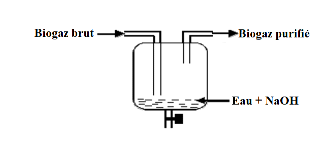
Figure 37:Piégeage à eau
Source : Pouan (2011)
Selon la figure 38, après avoir capté le biogaz
brut, il passe d'abord dans le mélange eau et de soude afin de le
purifier selon les équations suivantes :
CO2 + NaOH NaHCO3
soluble
H2S + NaOH Na2S
soluble
Dans notre cas où le biogaz sera
utilisé pour l'énergie à la ferme, nous choisissons des
mesures simples d'épuration du biogaz. Nous avons décidé
d'utiliser un piège à eau pourque l'eau ne bouche pas les
conduites en se condensant. Un épurateur avec de la limaille de fer et
du charbon de bois est prévu pour éliminer le H2S et
l'ammoniac car ces derniers sont responsables de nuisances olfactives.
D'autres techniques d'épuration plus
sophistiquées sont présentées dans le tableau13.
Tableau 13: D'autres techniques plus
sophistiquées d'épuration du biogaz
|
Catégories
|
Techniques
|
Molécules retenues
|
|
Epuration par refroidissement
|
Condensation le long des conduites
|
H2S, H2O
|
|
Séchage par refroidissement
|
H2O
|
|
Réfrigération à - 25 °C
|
H2O, siloxanes, composés
halogénés, H2S.
|
|
Epuration par injection d'un composant
|
Injection de chlorure de fer
|
H2S
|
|
Epuration par voie biologique
|
Ajout d'air ou d'oxygène
|
H2S
|
|
Filtre biologique
|
H2S
|
|
Epuration par adsorption
|
Adsorption sur charbon actif ou au graphite
|
Siloxanes, composés halogénés,
H2S
|
|
Adsorption sur silicagel
|
H2O, siloxanes
|
|
Adsorption sur tamis moléculaire
|
H2O, Siloxanes, composés
halogénés, H2S
|
Source: Pouan (2011)
Conclusion
Après avoir présentés les
résultats du dimensionnement et le prototype de notre unité de
méthanisation adapté à la ferme. Puis nous avons
proposé les différentes étapes d'épuration du
biogaz produit. Pour cela, une étude de rentabilité
financière et environnementale sera faite en vue de savoir si ce projet
est réalisable ou non dans le chapitre 5.
CHAPITRE
5 :ÉTUDE DE RENTABILITÉ FINANCIÈRE ET
ENVIRONNEMENTALE DU PROJET
Introduction
Cette partie consistera à présenter la
rentabilité et l'évaluation des coûts financiers de mise en
place de notre biodigesteur et du lit de séchage des lisiers à la
ferme Henri et Frères. Puis, d'évaluer la rentabilité
environnementale.
1.57. 5.1-Définition de quelques
concepts
a)La rentabilité est la
capacité d'un capital placé à générer les
revenus. Elle permet grâce aux calculs des ratios d'apprécier la
situation de l'entreprise à un moment donné. Une entreprise est
rentable lorsqu'elle est capable d'assurer la rémunération des
apporteurs des capitaux et du travail (Actionnaires et salariés).
b)L'évaluation financière des projets
d'investissement (PI) est l'étude d'un ou de plusieurs projets
permettant d'analyser leur viabilité en fonction des conditions internes
et externes d'une entreprise.
c) Le retour sur investissement (ROI): est un
indicateur en matière financière. En effet, Il sert à
mesurer le temps qui sépare l'investissement de la
récupération cumulée du même montant.
d) Gain des ménages : Forme de
capital perçu par les ménages au profit de la vente des
biodéchets.
1.58. 5.2-Présentation des
critères d'évaluation de la rentabilité
Une étude de rentabilité financière
comprend en général :
§ la définition du projet d'investissement ;
§ l'estimation des coûts du projet d'investissement
et des revenus pour le gestionnaire ;
§ le calcul de la valeur actuelle nette et de l'indice de
profitabilité, qu'on fera suivre d'analyses et
interprétations ;
§ l'estimation du temps de retour sur investissement.
1.59. 5.3-Investissement
C'est une proposition d'action qui, à partir de
l'utilisation des ressources et des moyens disponibles, considère
possible d'obtenir des profits. Ces bénéfices, qui ne sont pas
certains, peuvent s'obtenir sur le court, moyens et long terme. Les
investissements qui seront en toute occurrence réalisée, et par
toutes les mesures qui seront mises en oeuvre sur le site de compostage feront
l'objet d'une évaluation.
Dans cette partie, il est question d'étudier la
rentabilité du biodigesteur réalisé
précédemment, afin de savoir si ce dernier est rentable ou non
rentable. A cet effet, nous avons jugé important de procéder
à une évaluation financière et économique de cet
investissement.
D'une part, l'étude financière permet
d'évaluer la rentabilité des capitaux investis. Sur la base des
informations disponibles, l'analyse financière permet de savoir si le
concepteur peut recouvrer les fonds investis à partir des recettes
générées par le projet. D'une part, l'étude
économique vise à apprécier la contribution du projet au
développement économique du pays (Trazié, 2007).
1.60. 5.4- Concept
général de la rentabilité et du caractère de
l'investissement
La rentabilité est un facteur commun de toutes les
activités de production qui mesure le revenu et les ressources
employées pour l'obtenir (Amirouche et Bendenni, 2017).
L'investissement est toujours un pari sur l'avenir. Il
consiste en l'engagement de capitaux qui représentent la dépense
initiale, en vue de dégager des flux financiers dont la somme
expirée est supérieure à la dépense initiale. A
priori, un investissement productif n'est souhaitable que s'il permet de
créer une valeur économique du moins égale à la
valeur des ressources que nécessite sa réalisation (Amirouche et
Bendenni, 2017).
Le développement du projet de mise en place d'un
biodigesteur dans le but de produire respectivement du gaz naturel, de
l'électricité et du compost est une opportunité, à
cause de la quantité d'engrais biologique productible et de gaz naturel
produite par an pour une ferme renfermant 39 200 poules pondeuses et qui
pourrait être commercialisé à hauteur de 80 F CFA le
kilogramme. Ceci démontre à suffisance que cet investissement
dans ce projet est un investissement productif et il reste donc à savoir
si le projet est rentable.
1.61. 5.4.1-
Caractéristiques du projet d'investissement
Quel que soit sa nature, chaque projet
d'investissement peut être caractérisé par :
- le capital investi (I0) ;
- le Cash-Flow (CF) et
- la durée de vie du projet.
1.62. 5.4.2-
Capital investi
C'est l'ensemble des dépenses nécessaires pour la
réalisation du projet.
1.63.
5.4.3-Cash-Flow
C'est la différence entre les recettes et les
dépenses induites par le projet d'investissement. Elle est donnée
par la formule :
Cash-Flow = Recettes - Dépenses
= Résultats nets + Dotation aux amortissements
+ (Récupération de la variation du BFR + Valeur résiduelle
nette d'impôts) (14)
1.64.
5.4.4-Durée de vie du projet
C'est la durée de vie économique du bien
acquis. Dans le cas du biodigesteur, la durée de vie correspond à
la période qui s'écoule depuis sa date de mise en service
jusqu'à l'apparition des dégradations nécessitant un
entretien. Nous allons étaler ce projet sur trente ans et cette
durée sera un facteur pour renforcer et soutenir notre
rentabilité.
Cette durée de trente ans permettra de
récupérer rapidement les fonds investis. Mais en
réalité, il s'agit d'un projet à durée
indéterminée.
1.65.
5.4.5-Evaluation de la rentabilité économique et
financière du projet
Avant de mettre en exécution le projet, il faut d'abord
l'évaluer financièrement. Dans notre cas, l'évaluation
financière repose sur les critères suivants :
- Valeur Actuelle Nette (VAN) ;
- Indice de profitabilité (Ip) ;
-Taux de Rendement Interne (TRI) et
- Délai de Récupération Actualisé
(DRA).
1.66. 5.4.5.1-Valeur Actuelle Nette
(VAN)
Egalement appelé bénéfice
actualisé d'un projet,elle correspond à la
différence entre la somme des cash-flows actualisés et le montant
initialement investi (Koëhl, 2003). Elle mesure la création de
valeur du projet et est représentée par la formule suivante :

Tel que :
§ CFt: Cash - Flow généré
par le projet à la période t;
 § : l'année d'exploitation en cours ; § : l'année d'exploitation en cours ;
§ i : le taux d'actualisation ;
§ n : la durée de vie du projet en année ;
§ I0: l'investissement initial.
Le taux d'actualisation est le taux de rentabilité
minimal défini par l'investisseur. Il représente le taux
d'intérêt dont on se sert pour déterminer la valeur
actuelle d'un montant futur.
Dès lors, un projet sera retenu si sa VAN est positive,
c'est-à-dire s'il est rentable financièrement, en d'autres termes
créateur de valeur.
Autrement dit, la VAN correspond au surplus monétaire
dégagé par le projet après avoir
récupéré les parts du capital initialement investi.
1.67. 5.4.5.2-Indice de
profitabilité (Ip)
Selon Mourgues (1999), l'Ip est défini comme « le
rapport entre la somme des Cash-Flows actualisés et le montant initial
de l'investissement ». Sa formule est la suivante :

Il permet de mesurer le gain que rapporte une unité
monétaire investie dans un projet (Mourgues, 1999).
L'Ip présente tous les avantages de la VAN et
constitues-en plus un indicateur relatif, car mesurant l'enrichissement par
unité monétaire investi.
Tout projet devient acceptable lorsque le montant de l'indice
de profitabilité devient supérieur à un (1),
c'est-à-dire que la VAN par unité monétaire investie
devient positive (Mourgues, 1999).
1.68. 5.4.5.3-Taux de Rendement Interne
(TRI)
C'est le taux d'actualisation « i » pour lequel :
- la somme des Cash-Flows actualisés est égale
au montant du capital investi ;
- la VAN est nulle c'est-à-dire égale à
zéro (0) ;
- il y'a équivalence entre le capital investi et les
Cash-Flows générés par le projet ;
- l'indice de profitabilité est égale à
l'unité.
Dans le cas où le TRI est obtenu par des essais
successifs, on doit déterminer la VAN dont les signes sont
différents (une positive et l'autre négative) et correspondants
à des taux d'actualisation dont la différence n'excède pas
deux points (Monther, 2004). Il s'agira ensuite de faire une interpolation
linéaire en utilisant la formule suivante :

Avec :
i1: taux d'actualisation1;
i2: taux d'actualisation 2;
VAN(i1): VAN au taux d'actualisation 1;
VAN(i2): VAN au taux d'actualisation 2
(Monther, 2004).
Logiquement, le TRI représente le taux que
l'investisseur va percevoir en moyenne chaque année sur les fonds
restant investis ; l'investissement initial étant progressivement
recouvré. Le projet est accepté dans le cas où le TRI est
supérieur au coût du capital investi.
1.69. 5.4.5.4-Délai de
Récupération Actualisé (DRA)
C'est la durée nécessaire pour la
récupération du capital investi ou encore le nombre
d'années nécessaires pour reconstituer le capital investi
(Mourgues, 1999). Le calcul du délai de récupération
actualisé consiste à utiliser la formule suivante :

Il permet d'appréhender le délai
nécessaire à la récupération du capital investi, en
le comparant aux flux cumulés de trésorerie (Mourgues, 1999).
Plus le DRA est court, plus le projet est rentable (Mourgues, 1999).
1.70. 5.5-
Evaluation de la rentabilité du projet
1.71. 5.5.1- Caractéristiques du
groupe
Le tableau 14nous présente les caractéristiques
du groupe choisis pour la cogénération avec les
caractéristiques ci-dessous.
Tableau 14: Caractéristiques du groupe pour la
cogénération
|
Type de moteur
|
MG-60
|
|
Puissance électrique (kwe)
|
63
|
|
Puissance thermique (kw)
|
86
|
|
Consommation énergétique (kw PCI)
|
179
|
|
Rendement électrique
|
35,2
|
|
Rendement cogénération
|
83,2
|
Source : Kouraogo (2016)
- Calcul de l'énergie pouvant être produite par
le biogaz
Le PCI du méthane est de 9,7 kw/ m3
d'après la figure 9 et la formule ci-après permet d'estimer
le pouvoir calorifique inférieur dans le biogaz :
PCI biogaz =Pmb .PCI
méthane(19)
- Consommation spécifique du groupe :

Avec :


A cette condition, la puissance électrique est 63 kw ce
qui nous donne 1 heure de fonctionnement de 63 kwh d'énergie
produite.
Si on choisit ce groupe, on sait qu'il consomme 30, 76
Nm3 par heure pour 63 kwh électrique.
On veut maintenant la consommation qui donne 1 kwh
électrique on aura :
63 kwh ----------- 30,756 m3
1kwh ----------- X?
(21)
Avec ses données, nous pouvons déterminer
combien le kilowattheure d'énergie la centrale peut produire avec un
volume de biogaz de 49, 44 m3.
La quantité d'énergie vaut :
E =   (22) (22)
Les résultats de calcul de l'énergie
électrique estimée à la ferme sont présentés
dans le tableau 15 en utilisant les formules des équations (19) à
(22).
Tableau 15: Résultat de
calcul de l'énergie pouvant être produite à la ferme
|
Données de base
|
Valeur
|
Unité
|
|
PCI méthane
|
9,7
|
kwh/ m3
|
|
Pmb
|
60
|
%
|
|
|
Kw de PCI
|
|
Vbg
|
49,44
|
m3
|
|
|
|
|
Données Calculées
|
Valeur
|
Unité
|
|
PCI biogaz
|
5,82
|
kwh/m3
|
|
30, 76
|
m3/ kwh
|
|
X
|
0, 448
|
Nm3
|
|
E
|
110,36
|
kwh
|
Soit une production en électricité annuelle de
40281, 4 kwh avec une puissance de 63 kw.
L'électricité produite sera utilisée pour
les besoins de la ferme vu que sa consommation moyenne mensuelle est de l'ordre
de 2 692 kw (facture d'électricité, 2018).
La consommation journalière en énergie
électrique totale pour la ferme est résumée dans le
tableau 16.
Tableau 16: Consommation journalière à la
ferme
|
Horaire (h)
|
Puissance (kw)
|
Durée de fonctionnement (h)
|
Consommation journalière (kwh)
|
|
00h-07h30
|
2, 63
|
7,5
|
19, 73
|
|
07h30-10h30
|
8, 22
|
3
|
24, 66
|
|
10h30-13h00
|
7, 65
|
2, 5
|
19, 13
|
|
13h00-15h00
|
2, 4
|
2
|
4, 8
|
|
15h00-20h00
|
6, 74
|
5
|
33, 7
|
|
20h00-00h00
|
2, 51
|
4
|
10, 04
|
|
Total
|
30, 15
|
24
|
112, 06
|
La consommation journalière totale en énergie
électrique du système de production à la ferme AECAM est
estimée à 112 kwh.
1.72. 5.5.2-Estimation du
matériel de construction
Connaissant les surfaces du digesteur, de l'entrée des
lisiers et de la sortie du digestat, nous allons estimer le nombre de parpaings
nécessaires :
ü Digesteur
- Surface du digesteur :

Avec :
r : rayon du digesteur (en m) ;
S : surface du digesteur (en  
- Surface d'un parpaing :

Avec :
 § § 
 § §  : longueur d'un parpaing (en m) ; : longueur d'un parpaing (en m) ;
 § § 
- Nombre de parpaings nécessaires :

ü Entrée des lisiers
- Surface de la chambre d'entrée des lisiers :

- Nombre de parpaings de la chambre d'entrée :

ü Sortie du digestat
- Surface de la chambre de sortie du digestat :

- Nombre de parpaings de la chambre de sortie du
digestat :

ü Nombre total de parpaings

A partir des équations (23) à (30), les
résultats de calcul du nombre total de parpaings nécessaires pour
la mise en place de l'unité de biométhanisation sont
présentés dans le tableau 17.
Tableau 17: Résultat du calcul du nombre total
de parpaings nécessaires
|
Données de base
|
Valeur
|
Unité
|
|
r
|
3,21
|
m
|
|
L
|
0,5
|
m
|
|
??
|
0,15
|
m
|
|
1
|
m
|
|
 ce ce
|
0,8
|
m
|
|
1,19
|
m
|
|
0,9
|
m
|
|
|
|
|
Données calculées
|
Valeur
|
Unité
|
|
S
|
32,35
|
|
|
0,075
|
|
|
432
|
-
|
|
0,8
|
|
|
22
|
-
|
|
1,071
|
|
|
29
|
-
|
|
483
|
-
|
1.73. 5.5.3- Estimation des coûts
d'investissement et des bénéfices annuels nets
A l'état actuel, la ferme Henri et frères de
Mendong souffre d'une mauvaise gestion de ses lisiers et par conséquent
d'une pollution permanente. Pourtant, ces lisiers déversés ou
abandonnés dans la ferme, devraient plutôt être
valorisés en biogaz. Alors, fort du constat d'une absence de la bonne
gestion des lisiers produits à la ferme, il serait nécessaire de
les valoriser en estimant ainsi la rentabilité que ces refus pourraient
ramener avec un temps de retour sur investissement assez court ; et
surtout le bénéfice que cela pourrait apporter sur le plan
environnemental. D'où un grand profit pour la ferme.
5.5.3.1-Calcul du coût
d'investissement
Ø Investissement initial  
Les investissements nécessaires pour la mise en place
d'une unité de méthanisation à la ferme Henri et
frères sont estimés dans cette section. Ce coût
d'investissement sera réalisé dès la mise en place du
projet. Les tableaux 18 et 19 présentent les coûts à
investir.
v Coût du matériel de fabrication du
biodigesteur
Le tableau 18 nous donne un devis estimatif pour la
réalisation de notre unité de méthanisation.
Tableau 18: Dévis estimatif du matériel
pour la réalisation du biodigesteur
|
N°
|
Désignation
|
Unité
|
Quantité
|
Prix unitaire (en F CFA)
|
Prix total
(en F CFA)
|
|
1
|
Pioche
|
U
|
2
|
3 000
|
6 000
|
|
2
|
Fer de 10
|
barre
|
32
|
4 000
|
128 000
|
|
3
|
Fer de 8
|
barre
|
30
|
2 500
|
75 000
|
|
4
|
Sable Sanaga
|
t
|
20
|
10 000
|
200 000
|
|
5
|
Sable carrière
|
t
|
20
|
5 000
|
100 000
|
|
6
|
Sable fin
|
t
|
20
|
7 000
|
140 000
|
|
7
|
Parpaings bourrés de 20
|
|
40
|
9 500
|
380 000
|
|
8
|
Sac de ciment
|
U
|
100
|
4 650
|
465 000
|
|
9
|
Gravier 5-15
|
t
|
20
|
9 500
|
190 000
|
|
10
|
Planches de coffrage
|
U
|
20
|
2 800
|
56 000
|
|
11
|
Lattes
|
U
|
15
|
1 000
|
15 000
|
|
12
|
Règles
|
U
|
10
|
500
|
5 000
|
|
13
|
Plafonnier
|
U
|
5
|
3 000
|
15 000
|
|
14
|
Pointes de 30
|
kg
|
1
|
700
|
700
|
|
15
|
Pointes de 60
|
kg
|
1
|
1 000
|
1 000
|
|
16
|
Pointes de 70
|
kg
|
1
|
1 200
|
1 200
|
|
17
|
Pointes de 80
|
kg
|
1
|
1 500
|
1 500
|
|
18
|
Truelles
|
ff
|
2
|
2 500
|
5 000
|
|
19
|
Brouette
|
U
|
1
|
25 000
|
25 000
|
|
20
|
Pelles
|
U
|
2
|
3 000
|
6 000
|
|
21
|
Sceau de maçon
|
U
|
3
|
1 000
|
3 000
|
|
22
|
Fil à plomb
|
U
|
1
|
2 500
|
2 500
|
|
23
|
Taloche
|
U
|
1
|
3 000
|
3 000
|
|
24
|
Corde (10 m)
|
m
|
10
|
400
|
4 000
|
|
25
|
Niveau à bulles
|
U
|
1
|
2 500
|
2 500
|
|
26
|
Scie à métaux
|
U
|
1
|
3 000
|
3 000
|
|
27
|
Tuyau en PVC
Ø 110 mm
|
U
|
2
|
6 000
|
12 000
|
|
28
|
Tuyau PVC à pression
Ø 50 - 63 mm
|
U
|
1
|
11 000
|
11 000
|
|
29
|
Griffe
|
U
|
1
|
5 000
|
5 000
|
|
30
|
Cisaille
|
U
|
1
|
4 000
|
4 000
|
|
31
|
Décamètre
|
U
|
1
|
6 000
|
6 000
|
|
31
|
Vanne d'arrêt
|
U
|
1
|
4 000
|
4 000
|
|
32
|
flinkote
|
U
|
4
|
15 000
|
60 000
|
|
33
|
Manomètre à biogaz
|
U
|
1
|
18 000
|
18 000
|
|
34
|
Coudes galva Ø 15 mm
|
U
|
5
|
300
|
1 500
|
|
35
|
Cubage du béton
|
|
5
|
180 000
|
900 000
|
|
36
|
Crépissage
|
|
38
|
3 000
|
97 050
|
|
37
|
Machine à broyer pour lisiers
|
U
|
1
|
500 000
|
500 000
|
|
38
|
Fouille
|
|
40
|
1 500
|
|
|
39
|
Eau
|
|
20
|
500
|
10 000
|
|
40
|
Moteur à gaz (63 kw)
|
U
|
1
|
21 191 625
|
21 191 625
|
|
41
|
Bruleur à biogaz
|
U
|
5
|
10 000
|
50 000
|
|
42
|
Suppresseur de gaz
|
U
|
1
|
32 500
|
32 500
|
|
43
|
Thermomètre digesteur
|
U
|
2
|
33 800
|
67 600
|
|
44
|
Thermomètre moteur à gaz
|
U
|
1
|
74 360
|
74 360
|
|
45
|
Capteur de niveau
|
U
|
2
|
60 000
|
120 000
|
|
46
|
Capteur de pression digesteur
|
U
|
2
|
51 968
|
103 936
|
|
47
|
Capteur de pression moteur à gaz
|
U
|
1
|
55 000
|
55 000
|
|
48
|
Transformateur de courant
|
U
|
1
|
18 500
|
18 500
|
|
Total
|
|
|
|
|
25 252 421
|
Le coût global de réalisation du biodigesteur est
estimé à 25 252 421 F CFA. Réaliser un biodigesteur nous
donne l'avantage de la disponibilité des pièces localement.
Le tableau 19présente le coût d'investissement pour
la mise en place de l'unité de méthanisation.
Tableau 19: Estimation des coûts
d'investissements pour la mise en place de l'unité de
méthanisation
|
N°
|
Désignation
|
Unité
|
Quantité
|
Prix unitaire (en F CFA)
|
Prix total (en F CFA)
|
|
1
|
Equipements de protection individuelle
|
U
|
67
|
28 750
|
1 926 250
|
|
2
|
Lits de séchage des lisiers
|
|
50
|
150 000
|
7 500 000
|
|
3
|
Lits de stockage des lisiers
|
|
50
|
150 000
|
7 500 000
|
|
4
|
Pelles
|
U
|
30
|
2 500
|
75 000
|
|
|
|
|
Total
|
17 001 250
|
Le coût global de réalisation est estimé
42 253 671 F CFA. Il nous revient cependant d'estimer les
bénéfices annuels nets.
1.74. 5.5.3.2-Calcul des
bénéfices annuels nets
Le biogaz et l'électricité
produits à partir de notre biodigesteur ne pourront pas être
commercialisés à cause de la présence d'une usine à
l'intérieur de la ferme qui fabrique du savon, de l'éponge
métallique et des allumettes.Le biogaz est utilisé pour
éradiquer l'achat du gaz naturel et du bois d'échauffe afin de
lutter contre la déforestation et le tarissement des ressources
naturelles. Le digestat produit sera commercialisé sous forme d'engrais
à raison de 80 F CFA le kilogramme et donc, 4 000 F CFA le sac de 50 kg.
Ce qui fait que les revenus annuels du digestat sont estimés dans le
tableau 20.
Tableau 20: Prix de vente annuel de l'engrais
|
Désignation
|
Quantité annuelle
|
Unité
|
Prix unitaire (en F CFA)
|
Prix total (en F CFA)
|
|
Engrais
|
194 210,3
|
kg
|
80
|
15 536 824
|
|
Electricité
|
40 880
|
kwh
|
50
|
2 044 000
|
|
Total
|
|
17 580824
|
1.75. 5.5.3.3-Prévisions
- durée de vie du projet, prévue pour 30 ans,
- mode d'amortissement : linéaire,
- chiffre d'affaires annuel : 17 580 824 F CFA (Hors
Taxe),
- charges variables : 80 % du chiffre d'affaires (Hors
Taxe).
1.76. 5.5.4- Exploitation
prévisionnelle
1.77. 5.5.4.1- Estimation du
bénéficeannuel net
Le tableau 21présente les différentes
étapes de calcul du bénéfice net.
Tableau 21: Résultats du
calcul du bénéfice annuel net
|
Année
|
Chiffre d'affaires
|
Charges variables
|
Valeur nette comptable au 31/12
|
Résultat avant impôt
|
impôt sur société
|
Bénéfice net
|
|
Année 1
|
17 580 824
|
14064659
|
23 448 480
|
-19 932 315
|
-6644105
|
-13 288 210
|
|
Année 2
|
17 580 824
|
14064659
|
22 611 034
|
-19 094 870
|
-6364957
|
-12 729 913
|
|
Année 3
|
17 580 824
|
14064659
|
21 773 589
|
-18 257 424
|
-6085808
|
-12 171 616
|
|
Année 4
|
17 580 824
|
14064659
|
20 936 143
|
-17 419 978
|
-5806659
|
-11 613 319
|
|
Année 5
|
17 580 824
|
14064659
|
20 098 697
|
-16 582 532
|
-5527511
|
-11 055 022
|
|
Année 6
|
17 580 824
|
14064659
|
19 261 252
|
-15 745 087
|
-5248362
|
-10 496 724
|
|
Année 7
|
17 580 824
|
14064659
|
18 423 806
|
-14 907 641
|
-4969214
|
-9 938 427
|
|
Année 8
|
17 580 824
|
14064659
|
17 586 360
|
-14 070 195
|
-4690065
|
-9 380 130
|
|
Année 9
|
17 580 824
|
14064659
|
16 748 914
|
-13 232 750
|
-4410917
|
-8 821 833
|
|
Année 10
|
17 580 824
|
14064659
|
15 911 469
|
-12 395 304
|
-4131768
|
-8 263 536
|
|
Année 11
|
17 580 824
|
14064659
|
15 074 023
|
-11 557 858
|
-3852619
|
-7 705 239
|
|
Année 12
|
17 580 824
|
14064659
|
14 236 577
|
-10 720 413
|
-3573471
|
-7 146 942
|
|
Année 13
|
17 580 824
|
14064659
|
13 399 132
|
-9 882 967
|
-3294322
|
-6 588 645
|
|
Année 14
|
17 580 824
|
14064659
|
12 561 686
|
-9 045 521
|
-3015174
|
-6 030 347
|
|
Année 15
|
17 580 824
|
14064659
|
11 724 240
|
-8 208 075
|
-2736025
|
-5 472 050
|
|
Année 16
|
17 580 824
|
14064659
|
10 886 795
|
-7 370 630
|
-2456877
|
-4 913 753
|
|
Année 17
|
17 580 824
|
14064659
|
10 049 349
|
-6 533 184
|
-2177728
|
-4 355 456
|
|
Année 18
|
17 580 824
|
14064659
|
9 211 903
|
-5 695 738
|
-1898579
|
-3 797 159
|
|
Année 19
|
17 580 824
|
14064659
|
8 374 457
|
-4 858 293
|
-1619431
|
-3 238 862
|
|
Année 20
|
17 580 824
|
14064659
|
7 537 012
|
-4 020 847
|
-1340282
|
-2 680 565
|
|
Année 21
|
17 580 824
|
14064659
|
6 699 566
|
-3 183 401
|
-1061134
|
-2 122 267
|
|
Année 22
|
17 580 824
|
14064659
|
5 862 120
|
-2 345 956
|
-781985
|
-1 563 970
|
|
Année 23
|
17 580 824
|
14064659
|
5 024 675
|
-1 508 510
|
-502837
|
-1 005 673
|
|
Année 24
|
17 580 824
|
14064659
|
4 187 229
|
-671 064
|
-223688
|
-447 376
|
|
Année 25
|
17 580 824
|
14064659
|
3 349 783
|
166 382
|
55461
|
110 921
|
|
Année 26
|
17 580 824
|
14064659
|
2 512 338
|
1 003 827
|
334609
|
669 218
|
|
Année 27
|
17 580 824
|
14064659
|
1 674 892
|
1 841 273
|
613758
|
1 227 515
|
|
Année 28
|
17 580 824
|
14064659
|
837 446
|
2 678 719
|
892906
|
1 785 812
|
|
Année 29
|
17 580 824
|
14064659
|
837 446
|
2 678 719
|
892906
|
1 785 813
|
|
Année 30
|
17 580 824
|
14064659
|
0
|
3 516 164
|
1172055
|
2 344 110
|
1.78. 5.5.4.2- Estimation du Cash-Flow
actualisé cumulé
Le taux d'actualisation que nous retiendrons
est de 10 % ; il est en rapport avec l'inflation sur le marché. Les
résultats de calcul des Cash-Flows actualisés et cumulés
sont présentés dans le tableau 22.
Tableau 22: Résultat de calcul des Cash-Flows
actualisés et Cash-Flows actualisés cumulés
|
Année
|
Amortissement
|
Cash-Flow
|
Coefficient d'actualisation (1+ i)^-t
|
Cash-Flow actualisé
|
Cash-Flow actualisé cumulé
|
|
Année 1
|
23 448 480
|
10 160 270
|
0,91
|
9236609
|
9 434 815
|
|
Année 2
|
22 611 034
|
9 881 121
|
0,83
|
8166216
|
17 601 031
|
|
Année 3
|
21 773 589
|
9 601 973
|
0,75
|
7214104
|
24 815 135
|
|
Année 4
|
20 936 143
|
9 322 824
|
0,68
|
6367614
|
31 182 750
|
|
Année 5
|
20 098 697
|
9 043 676
|
0,62
|
5615411
|
36 798 161
|
|
Année 6
|
19 261 252
|
8 764 527
|
0,56
|
4947347
|
41 745 508
|
|
Année 7
|
18 423 806
|
8 485 378
|
0,51
|
4354341
|
46 099 848
|
|
Année 8
|
17 586 360
|
8 206 230
|
0,47
|
3828267
|
49 928 115
|
|
Année 9
|
16 748 914
|
7 927 081
|
0,42
|
3361856
|
53 289 972
|
|
Année 10
|
15 911 469
|
7 647 933
|
0,39
|
2948609
|
56 238 581
|
|
Année 11
|
15 074 023
|
7 368 784
|
0,35
|
2582714
|
58 821 295
|
|
Année 12
|
14 236 577
|
7 089 636
|
0,32
|
2258976
|
61 080 271
|
|
Année 13
|
13 399 132
|
6 810 487
|
0,29
|
1972756
|
63 053 027
|
|
Année 14
|
12 561 686
|
6 531 339
|
0,26
|
1719906
|
64 772 932
|
|
Année 15
|
11 724 240
|
6 252 190
|
0,24
|
1496725
|
66 269 657
|
|
Année 16
|
10 886 795
|
5 973 041
|
0,22
|
1299908
|
67 569 564
|
|
Année 17
|
10 049 349
|
5 693 893
|
0,20
|
1126506
|
68 696 071
|
|
Année 18
|
9 211 903
|
5 414 744
|
0,18
|
973889
|
69 669 960
|
|
Année 19
|
8 374 457
|
5 135 596
|
0,16
|
839711
|
70 509 671
|
|
Année 20
|
7 537 012
|
4 856 447
|
0,15
|
721880
|
71 231 551
|
|
Année 21
|
6 699 566
|
4 577 299
|
0,14
|
618533
|
71 850 084
|
|
Année 22
|
5 862 120
|
4 298 150
|
0,12
|
528010
|
72 378 094
|
|
Année 23
|
5 024 675
|
4 019 001
|
0,11
|
448835
|
72 826 929
|
|
Année 24
|
4 187 229
|
3 739 853
|
0,10
|
379691
|
73 206 620
|
|
Année 25
|
3 349 783
|
3 460 704
|
0,09
|
319409
|
73 526 029
|
|
Année 26
|
2 512 338
|
3 181 556
|
0,08
|
266950
|
73 792 979
|
|
Année 27
|
1 674 892
|
2 902 407
|
0,08
|
221389
|
74 014 368
|
|
Année 28
|
837 446
|
2 623 259
|
0,07
|
181906
|
74 196 273
|
|
Année 29
|
837 446
|
2 623 258
|
0,06
|
165369
|
74 361 642
|
|
Année 30
|
0
|
2 344 110
|
0,06
|
134338
|
74 495 980
|
Il ressort de ce tableau que les Cash-Flows cumulés
sont en remarquable progression pendant la durée d'exploitation du
projet.
1.79. 5.5.5- Calcul
et interprétation des critères de rentabilité
1.80. 5.5.5.1- Calcul de la VAN du
projet
Pour le calcul de la VAN, on applique la formule de
l'équation (15) et le résultat se trouve dans le tableau 23.
Tableau 23: Résultat du calcul de la VAN
|
Total du cumul des Cash-Flows Actualisés (en F CFA)
|
74 495 980
|
|
Capital investi   (en F CFA) (en F CFA)
|
42 253 671
|
|
VAN (en F CFA)
|
32 242 309
|
Après le calcul, on obtient une VAN positive de 32 242
309 F CFA. Donc, le projet est rentable sur 30 ans.Mais la VAN ne peut pas
être un critère suffisant pour prendre une décision
d'investissement. D'où la nécessité d'étudier
d'autres critères tels que l'indice de profitabilité, le taux de
rendement et le délai de récupération actualisé.
1.81. 5.5.5.2- Calcul de l'indice de
profitabilité du projet
Pour renforcer la décision de mise en place du projet,
nous avons opté pour le calcul de l'indice de profitabilité. Ce
critère sert à confirmer celui de la VAN. L'indice de
profitabilité se calcule à base de la formule de
l'équation (16) et son résultat de calcul est
présenté dans le tableau 24.
Tableau 24: Résultat de calcul de l'indice de
profitabilité du projet
|
VAN (en FCFA)
|
32 242 309
|
|
Capital investi I0 (en FCFA)
|
42 253 671
|
|
Ip (sans unité)
|
1,763
|
Chaque F CFA investi va générer 1,763 F CFA de
recette ; ce qui permet à l'investisseur de récupérer 1 F
CFA investi et réaliser un bénéfice de 0,763 F CFA.
1.82. 5.5.5.3- Détermination du
taux de rendement interne (TRI)
Avant d'obtenir le taux de rendement interne, nous avons
d'abord procéder au calcul de la VAN pour chaque valeur du taux
d'actualisation fixé dont le résultat est présenté
dans le tableau 25.
Tableau 25:Résultat du calcul de la VAN en
fonction de chaque du taux d'actualisation fixé
|
Taux d'actualisation i (%)
|
22,04782
|
22,04781
|
22,0478076
|
22,047807
|
22,047805
|
22,0478
|
|
VAN ( en F CFA)
|
- 19
|
-3
|
0
|
1
|
4
|
12
|
Suite à des essais successifs, nous avons déduit
que la VAN s'annule pour un taux d'actualisation compris entre 22,04781% et
22,047807%. Pour cela, plusieurs itérations ont été faites
et nous ont permis d'obtenir un TRI de : 22,0478076 %.
1.83. 5.5.5.4- Calcul du délai de
récupération Actualisé (DRA)
Dans le tableau 22, on a calculé le cumul des
cash-flows actualisés afin de déterminer la VAN. Ce cumul des
Cash-Flows Actualisés va également nous servir à
déterminer le délai de Récupération
Actualisé.
Au bout de la sixième année, les cash-flows
générés arriveront à couvrir la totalité du
capital investi (42 253 671 F CFA). Ce capital investi se situe entre (41 745
508F CFA) et (46 099 848F CFA). En remplaçant dans la formule de
l'équation (18), nous obtenons les résultats
présentés dans le tableau 26.
Tableau 26: Résultat de calcul du DRA
|
Année
|
Année 6
|
Année 7
|
|
Cash-Flows Actualisés Cumulés (en F CFA)
|
41 745 508
|
46 099 848
|
|
DRA
|
6 ans 1 mois et 12 jours
|
Le tableau 26 montre que le DRA
calculé (6 ans 1 mois et 12 jours) est inférieur
à la durée du projet (30 ans) ; cela signifie que le projet
est rentable, puisqu'il peut générer des flux de
trésorerie qui peuvent couvrir le capital investi (42 253 671 F CFA) au
bout de 6 ans 1 mois et 12 jours. Ce qui permet également de se garantir
contre le risque de devoir abandonner prématurément le
projet.Dans le tableau 27, sont présentés les résultats de
calcul effectués dans les paragraphes précédents.
Tableau 27: Récapitulation des paramètres
de choix de l'investissement
|
Désignation
|
Résultat
|
|
VAN
|
32 242 309 F CFA
|
|
Ip
|
1,763
|
|
TRI
|
22,0478076 %
|
|
DRA
|
6 ans 1 mois et 12 jours
|
A la lumière des résultats que nous avons
trouvés et présentés dans le tableau 8, nous constatons
que ce projet d'investissement rapporte :
- une Valeur Actuelle Nette (VAN) positive de 32 242 309 F CFA
qui correspond au surplus monétaire dégagé par le projet
après avoir récupéré le capital initialement
investi,
- un indice de profitabilité (Ip) de 1,763 qui est
supérieur à 1,
- un Taux de Rendement Interne (TRI) de 22,0478076 % aussi
bien supérieur au taux d'actualisation qui est de 10 %,
- et un Délai de Récupération
Actualisé DRA (6 ans 1 mois et 12 jours) qui correspond au temps au bout
duquel le montant cumulé des Cash-Flows non actualisés est
égal au montant du capital investi.
Et aussi, ce projet a des avantages en matière de
crédit bancaire (six ans différés) remboursable à
partir de la septième année.
De ce fait, l'analyse et les calculs que nous avons
effectués montre que le projet est viable et rentable puisqu'il
dégage des flux qui sont satisfaisants.
La rentabilité économique étant
terminée, il est question pour nous d'étudier la
rentabilité environnementale.
1.84. 5.6-Rentabilité
environnementale
La mise en place d'un projet de méthanisation concours
au bien-être des personnes et des biens. Avant la mise en place de notre
unité de méthanisation, nos observations sur le terrain ont fait
état de ce que à la ferme, 95% des lisiers étaient
déversés anarchiquement à l'air libre et s'en suivait des
problèmes qui ont été cités dans le tableau 4.
La mise en place de la production du biogaz à la ferme
a été pensé et mise sur pied à son ouverture mais
s'est vu échouée à cause d'un dimensionnement exorbitant
pour le propriétaire de la ferme et à la non maitrise de la
maintenance et de l'entretien du matériel prévu pour le
fonctionnement de l'unité de méthanisation (Kouamé, 2017).
Etant donné que les projets de méthanisation se heurtent à
des oppositions de riverains soucieux de ne pas être exposés
à des risques d'explosions, ou de pollution olfactive, visuel ou
chimique. Ces craintes sont compréhensibles, mais d'autant plus
incohérent que des solutions existent, sur le plan pratique avec des
installations adaptées et une optimisation des procédés,
la preuve étant le bon fonctionnement de cette filière dans les
pays voisins (Kouamé, 2017).
De ce fait, avec la mise en placede notre unité de
méthanisation,l'environnement du cadre de vie sera meilleur du fait
que :
- l'atténuation des risques sanitaires : la
méthanisation permet la destruction d'une grande partie des germes
pathogènes, la réduction des risques de toxicité des
éléments traces et la réduction des teneurs en
contaminants organiques. En effet, de nombreux micropolluants organiques sont
alors transformés en biogaz ou composés non toxiques (Brahim,
2014).
- En terme d'hygiénisation, la biométhanisation
permet de réduire en partie la teneur en germes pathogènes, ainsi
que de détruire les graines d'adventices qui peuvent être
présentes dans les déjections (Brahim, 2014).
- La réduction des odeurs : la matière
sèche la plus biodégradable, responsable des odeurs est
détruite en premier pas par la digestion (Brahim, 2014).
- En terme du socio-économique : le choix de la
valorisation économique des digestats et des cendres permettra de
répondre aux sollicitations des planteurs de disposer d'engrais
n'agissant sans pas négativement sur la structure des sols (Brahim,
2014).
- Réduction des émissions de gaz à effet
de serre : Lors de la biométhanisation, le méthane, qui a un
impact sur le réchauffement climatique 21 fois plus important que le
CO2 n'est plus libéré de façon
incontrôlée dans l'atmosphère. Une double réduction
des émissions de gaz à effet de serre est réalisée
d'une part en évitant les émissions de méthane et d'autre
part en évitant les émissions en CO2 résultant
de la combustion d'énergie fossile, grâce à la valorisation
énergétique du biogaz (Brahim, 2014).
Les mesures préventives ont été
détaillées au paragraphe 2.7 et s'en suivront des retombés
environnementales, agronomique,sanitaire, économique.
L'énergie produite à partir du biogaz est une
énergie renouvelable car le méthane n'est pas d'origine fossile
comme dans le gaz naturel par exemple mais produit à partir des
déchets organiques. Plus important encore, il s'agit d'une
énergie produite localement.
1.85. 5.6.1-Respect du cycle de vie des
matières méthanisées
Pendant sa croissance, la biomasse puise des ressources dans
le sol et capte du CO2 (ATEE, 2011). Après
méthanisation, la matière est retournée au sol qu'elle
enrichit, limitant ainsi l'usage d'engrais chimiques comme le présente
la figure 39(ATEE, 2011).
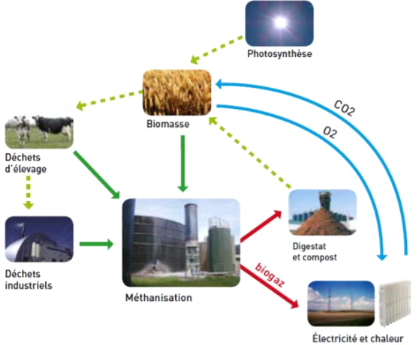
Figure 38: Cycle de vie des
matières méthanisées
Source : ATEE, 2011
1.86. 5.6.2-Avantages de la
méthanisation pour l'économie et les territoires
1.87. 5.6.2.1-Gestion durable des déchets organiques
sur le territoire
Les `'gros producteurs'' de déchets fermentescibles, y
compris les collectivités, seront tenus de les faire traiter en vue de
faciliter leur retour à la terre sous forme d'amendements organiques. La
méthanisation s'inscrit parfaitement dans ce schéma tout en ayant
l'avantage de produire de l'énergie renouvelable (ATEE, 2011).
1.88. 5.6.2.2-Création d'emplois locaux
L'implantation d'une unité de méthanisation
favorise la réduction de l'achat des engrais par valorisation du
digestat (revenus complémentaires par la production et la vente
d'électricité ou de biométhane, diversification des
revenus pour les exploitations agricoles, et réduction des coûts
d'intrants (engrais phytosanitaires, énergie, création d'une
économie et d'une dynamique autour de la méthanisation(ATEE,
2011).
1.89. 5.6.3-Avantages agronomiques de la
méthanisation
Le digestat issu de la méthanisation a une excellente
qualité agronomique, meilleure à celle des matières non
méthanisées (ATEE, 2011). Les éléments fertilisants
sont sous forme minérale plus facilement assimilables par les plantes,
ce qui améliore le rendement dans la plupart des cas (ATEE, 2011). Le
digestat intéresse donc fortement les agriculteurs parce qu'il
évite des engrais azotés chimiques et a aussi une valeur
amendante (ATEE, 2011). Il présente aussi l'avantage d'être
jusqu'à 98% moins odorant que la matière brute
méthanisée. Les germes pathogènes sont réduits
ainsi que les graines de mauvaises herbes (ATEE, 2011).
CONCLUSION GÉNÉRALE ET
PERSPECTIVES
CONCLUSION GÉNÉRALE
Ce travail portait sur l' « évaluation du
potentiel méthanogène et valorisation énergétique
des lisiers d'une ferme avicole : cas de la ferme Henri et
Frères de Mendong ». L'objectif général
consistait à valoriser la matière organique
générée par l'élevage, à travers
l'utilisation des déjections avicoles en tant que biodéchets pour
la production du biogaz. Pour y parvenir, la démarche
méthodologique du travail adopté après un diagnostic de
l'état de la gestion des lisiers de poules pondeuses à la ferme a
consistéà échanger avec les responsables et les manoeuvres
de la ferme. Les résultats issus des échanges avec ceux-ci
montrent que le système de traitement des lisiers qui a
été mis en place est inefficace pour un environnement sain ; du
fait de la mauvaise gestion des lisiers qui impact sur l'environnement par
érosion dans la rivière Nkom-assi qui se déverse dans la
Mefou, contribuant ainsi à une pollution de la faune. Des observations
directes ont été menées dont elle a consisté en la
localisation des points de déversement des dépôts des
lisiers sur le site.Vu la quantité importante de déjections
produites, ceux-ci ont incité à donner une approche de
dimensionnement d'une unité de méthanisation pour la
ferme.L'étude a permis de se rendre compte qu'il serait important pour
la ferme de valoriser ses déchets pour bénéficier des
retombés issus de la vente de ces lisiers sous forme de digestat et de
réduire les dépenses en énergie. Enfin, une étude
de rentabilité de la solution définitive de valorisation des
lisiers a été faite. La rentabilité environnementale nous
fait également état de ce que les mesures prises pour la mise en
place de l'unité de méthanisation serait bénéfique
pour les riverains et n'impactera pas l'écosystème.
PERSPECTIVES
En guise de perspectives, nous envisageons :
- réaliser le projet de biométhanisation
élaboré précédemment puis ;
- tester et optimiser son efficacité.
BIBLIOGRAPHIES
Mémoire et
thèses
Adden A.K., 2004. Evaluation quantitative
du compost de diverses biomasses et leur phytotoxycité. Rapport de
stage en maitrise, Ecole supérieure d'Agronomie, Université de
Lomé (Togo) : 44 p.
Amine B. et Ahmed B., 2009. Etude de
conception d'un système de production de biogaz.
Angelidaki I., Karakashev D., Batstone D. J., Plugge C.M. and
Stams A.J.M., 2011. Biomethanation and its potential in methods in
enzymology Elsevier: pp 327-351.
Brahim A.A., 2014.Etude de
faisabilité et stratégie d'approvisionnement d'une centrale de
bioénergie : cas d'Afrique Energies. Mémoire pour
l'obtention du Master en ingénierie, option : génies
électriques et énergétiques, 2Ie, Ouagadougou,
Burkina-Faso : 33p.
Burton C.H. et Turner C., 2003. Manure
management: treatment strategies for sustainable agriculture. United
Kingdom: Silsoe Research Institute. 451 p.
Carpenter et al.,1998 ;
Sharpley,1999 : Entrées sorties et processus de
transport de l'azote et du phosphore dans les systèmes
agricoles.
Chantigny M.H., Angers D.A., Rochette P.,
Bélanger G., Côté D. et Massé D.,
2004.Les sous-produits liquides de traitement des lisiers :
implications agronomiques et environnementales. Porc Québec,
15(4) : 32-36.
Douard F., 2012. Le frémissement
d'une filière biogaz au Cameroun. Bioénergie international
n°19.
Fourn F., 2001. Traitement du
lisier : une usine de méthanisation en 2001 dans le
Finistère. Réussir Porcs : 62-63.
Gwogon M.G., 2012. Etude de
faisabilité sur la production de l'électricité à
partir du biogaz à Edéa (Cameroun). Mémoire
rédigé pour l'obtention du master spécialisé en
génie électrique énergétique et énergie
renouvelable.
Kouamé J.J., 2016.
Etude de la valorisation énergétique des déchets d'une
huilerie de palme : cas de l'usine de Gaoussoukro en Côte
d'Ivoire. Mémoire pour l'obtention du Master en Ingénierie
de l'eau et assainissement, Laboratoire Biomasse Energie et Biocarburants, 2iE,
Ouagadougou, Burkina-Faso : 33p.
Kouraogo S., 2016. Etude de
faisabilité d'une unité de méthanisation des
déchets ménagers de l'ile de la Réunion.
Mémoire pour l'obtention du Master en Ingénierie de l'eau et de
l'environnement, Ouagadougou au Burkina Faso. 47 p.
Le guen G., 2003. L'accompagnement des
projets de méthanisation : comment faire émerger des projets de
méthanisation agricole dans le contexte actuel? Mémoire de
fin d'études à l'Esitpa, Ecole d'ingénieurs en
agriculture.
Lekefack J.P., 2014. Evaluation de la
gestion des fientes de poules pondeuses : cas de la grandeferme du GIC AECAM de
Mendong. Mémoire de Master professionnel en Sciences de
l'Environnemt , Université de Yaoundé 1-Cameroun. 25p.
Maud, R., 2018. Capitalisation des
secteurs biogaz et foyers améliorés à Madagascar.
15P
Njampou P., 2011. Dimensionnement d'une
installation de biométhanisation. Mémoire pour l'obtention
du master spécialisé en génie électrique,
énergétique et énergies renouvelables : université
de Ouagadougou (Burkina Faso). 26p
Petit J et Jobin P., 2005. La fertilisation organique des
cultures. 48p.
Pouan F., 2011. Valorisation
énergétique des tourteaux de Jatropha par
méthanisation. Mémoire rédigé pour l'obtention
du master en ingénierie de l'eau et de l'environnement, option :
énergie et procédés industriels. 46 p.
Projet dans le cadre du Baccalauréat en
génie électromécanique, Université du
Québec en AbitibiTémiscamingue. 56p
Randriambololona S., 2004. Approches
méthodologiques et technologiques pour la diffusion et la vulgarisation
du biogaz à Madagascar. Thèse de doctorat
Razanamparany S.L., 1982. Le biogaz : une
réalité à l'Université d'Antananarivo.
Mémoire d'Ingéniorat : 77p.
Shenkel et benabdallah., 2005. Guide
biomasse énergie ; (2ème édition).
Bibliothèque nationale du Québec (Belgique).
Solagro et Inddigo, 2013. Estimation des
gisements potentiels de substrats utilisables en méthanisation.
Etude réalisée pour le compte de l'ADEME. 15 p.
Tambone F., Genevini P., D'Imporzano G., Adani F.,
2009. Assessing amendment properties of digestate by studying the
organic matter composition and the degree of biological stability during the
anaerobic digestion of the organic fraction of MSW. Bioressources
Technology n° 100: PP 3140-3142.
Tchinda F. C., 2015.Evaluation d'un
système de gestion des déjections issues des poules pondeuses
dans une entreprise avicole en vue de son optimisation : Cas de la
Ferme Henri et frères : 103P,
Wéthé J., 2001. Uses of
macrophytes for domestics waste water treatment in developping countries. 25
ème journée scientifique en sciences et techniques de
l'environnement. Université, Paris 12, ENPC, CEREVE.
Rapport final
ATTE, 2011. Guide de bonnes pratiques pour
les projets de méthanisation.
Mahamat A.,2019. Dimensionnement d'une
unité de méthanisation pour la production
d'électricité en milieu rural : Cas de la ferme de PISSY.
52P.
Ricard M.A., Drolet V., Coulibaly A., Laflamme B.C.,
Charest C., Forcier F., Lachance M.P., Pelletier F., Levasseur P., Pouliot F.,
Godbout S. et Lemay S., 2010. Développer un cadre d'analyse
et identifier l'intérêt technico-économique de production
du biogaz à la ferme dans un contexte québécois.
Centre de développement du porc du Québec inc.
Bibliothèque et Archives nationales du Québec. 28-30.
Webographies
Aile, Solagro, Ademe et Trame., 2006. La
méthanisation à la ferme. 
http://www2.ademe.fr/servlet/getDoc?id=38550&p1=1&ref=12441.
Association, European Biogas. [En ligne]
http://european-biogas.eu/.
Bio-Terre Systems Inc., 2010. Digestion
anaérobie.   http://www.bioterre.com/digestion.php.
http://www.bioterre.com/digestion.php.
Europe, Biogaz. [En ligne]
http://www.biogaz-europe.com/.
Farm, BioEnergy. [En ligne]
http://www.bioenergyfarm.eu/fr/resume/.
Ortenblad H., 2000. The use of digested
slurry within agriculture.   http://homepage2.nifty.com/biogas/cnt/refdoc/whrefdoc/d9manu.pdf.
http://homepage2.nifty.com/biogas/cnt/refdoc/whrefdoc/d9manu.pdf.
Perrault H., 2007. Journée sur la
méthanisation des engrais de ferme. Compte-rendu de la
journée.  
SNV. Biogas by SNV. [En ligne]
http://www.snv.org/sector/energy/topic/biogas.
Solagro 2005. La méthanisation
à la ferme. 
http://www.solagro.org/site/im_user/193methaagricole.pdf
Avantages Seconov- Système de séchage pour
fumier de volaille
www.seconov.ca/fr/advantages.asp
TABLE DES MATIÈRES
DÉDICACE
ERREUR ! SIGNET NON
DÉFINI.
REMERCIEMENTS
II
RÉSUMÉ
III
ABSTRACT
IV
SOMMAIRE
V
LISTE DES FIGURES
VIII
LISTE DES TABLEAUX
X
LISTE DES SIGLES ET ABREVIATIONS
XI
INTRODUCTION
GÉNÉRALE
1
CHAPITRE
1 : ENVIRONNEMENT DE L'ÉTUDE ET GÉNÉRALITÉS
SUR LA MÉTHANISATION
4
INTRODUCTION
5
1.1. Environnement de l'étude
5
1.2. Problématique
générale sur les déjections avicoles d'une ferme
9
1.3. Généralités sur la
méthanisation
10
1.4- Digestat
18
1.5- Biogaz dans le monde, en
Afrique
18
1.6- Valorisation énergétique
du biogaz
23
1.7- Pouvoir énergétique du
biogaz
24
1.8- Composition du biogaz
24
1.9- Avantages et inconvénients de la
méthanisation
25
CONCLUSION
27
CHAPITRE
2 : ETAT DES LIEUX D'EXPLOITATION DU BIOGAZ DANS LE CENTRE ET ETAT DE
L'ART
28
Introduction
29
2.1-Cadre institutionnel, juridique et
reglementaire de la gestion des dechets au cameroun
29
2.1.1- Cadre institutionnel de la gestion
des déchets
29
2.2- Cas de la decharge de nkolfoulou
31
2.3-Cadre juridique de gestion des dechets
au cameroun
32
2.3.1- Cas de la ferme Henri et
Frères
33
2.3.2-Description intérieure de la
ferme
34
2.3.3-Différents types de logements
et activités autour des déjections avicoles au sein de la
ferme
34
2.3.4-Hangar à moulin
42
2.4- Gestion sous forme de fientes et de
lisier a la ferme
43
2.5- Système des biodigesteurs
44
2.6-Impacts environnementaux et sociaux des
lisiers de poules pondeuses
45
2.7 -Mesures préventives
48
2.8-Etat de l'art
49
2.8.1-Différents types de
digesteurs
49
A)Digesteurs de type discontinu
49
B) Digesteurs de type continu
52
C)Technologies identifiees dans le modele
industriel pour la digestion des lisiers
53
2.8.2 - Comparaison des digesteurs
industriels
56
2.9- Choix du système
57
Conclusion
57
CHAPITRE
3 : APPROCHE MÉTHODOLOGIQUE D'ÉVALUATION ET DE VALORISATION DU
POTENTIEL MÉTHANOGÈNE
58
Introduction
59
3.1- Matériel de collecte des
donnees
59
3.2-Approche globale
59
3.3-Reconnaissance du terrain
59
3.4-Méthodes de collecte des
données
60
3.4.1-Recherche documentaire
60
3.4.2-Observations
60
3.4.3-Entretiens
60
3.4.4-Phase de collecte des données
sur le terrain
61
3.5- Choix du modele pour la mise en place
d'une unite de biomethanisation
61
3.6- Estimation des lisiers produits dans
une ferme avicole
62
3.6.1- Quantité journalière de
lisiers produits
62
3.6.2- Production volumique du biogaz dans
le digesteur
62
3.6.3- Debit volumique de l'effluent et
volume total du digesteur
63
3.6.4- Production du biogaz et du
digestat
63
3.6.5- Dimensionnement de l'entrée
des lisiers et de la sortie du digestat
64
3.6.6- Dimensionnement du rayon et de la
hauteur du digesteur
65
Conclusion
65
CHAPITRE
4 : ÉVALUATION ET VALORISATION ÉNERGÉTIQUE DU POTENTIEL
MÉTHANOGÈNE DE LA FERME
66
Introduction
67
4.1- Evaluation du potentiel methanogene de
la ferme
67
4.1.1-Détermination de la
quantité de lisiers de la ferme
67
4.1.2-Quantité de biogaz produite
à partir des lisiers de poule pondeuse
67
4.1.3-Débit volumique de l'effluent
et volume total du digesteur
68
4.1.4-Production du biogaz
68
4.1.5-Entrée des lisiers et de la
sortie du digestat
69
4.1.6-Rayon et hauteur du
digesteur
69
4.2- Presentation du prototype de
biodigesteur pour la ferme
70
4.3- Epuration du biogaz produit
73
Conclusion
74
CHAPITRE
5 :ÉTUDE DE RENTABILITÉ FINANCIÈRE ET
ENVIRONNEMENTALE DU PROJET
75
Introduction
76
5.1-Definition de quelques concepts
76
5.2-Presentation des criteres d'evaluation
de la rentabilite
76
5.3-Investissement
76
5.4- Concept general de la rentabilite et du
caractere de l'investissement
77
5.4.1- Caractéristiques du projet
d'investissement
77
5.4.2- Capital investi
78
5.4.3-Cash-Flow
78
5.4.4-Durée de vie du
projet
78
5.4.5-Evaluation de la rentabilité
économique et financière du projet
78
5.5- Evaluation de la rentabilité du
projet
81
5.5.5- Calcul et interprétation des
critères de rentabilité
92
5.6-Rentabilite environnementale
95
5.6.1-Respect du cycle de vie des
matières méthanisées
96
5.6.2-Avantages de la méthanisation
pour l'économie et les territoires
97
5.6.3-Avantages agronomiques de la
méthanisation
98
CONCLUSION
GÉNÉRALE ET PERSPECTIVES
99
Conclusion
générale
100
Perspectives
100
BIBLIOGRAPHIES
101
Memoire et theses
102
Rapport final
104
Webographies
104
TABLE DES MATIÈRES
106
 
* 1 Cours de Martel Jacques,
Les Déchets, ENSTP (2017)
* 2 Source : Document de
statistique de la Ferme (2017)
* 3Source : document statistique
de la Ferme
| 

