CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
poudre et avec poudre du même matériau, sous
différentes puissances et vitesses de balayage listées dans le
tableau II.1 avec un diamètre de faisceau focal Ö1=110 um. La
différence de microstructure met en évidence deux zones où
l'on peur clairement observer la zone refondue du bain de fusion. La figure
III.3 montre un total de i pistes nommées Si et Ti pour le substrat et
le cas avec poudre respectivement où i varie de 1 à 20.
À partir de ces deux zones, on peut clairement
identifier une différence de morphologie qui correspond à des
régimes de fusion. Ainsi, on distingue de la figure 3.3 quatre
morphologies qui correspondent aux différents régimes de fusion
:
? Le régime instable appelé « humping
» est caractérisé par un allongement du bain de fusion qui
tend à préférer les instabilités du tableau de
Rayleigh. Ce défaut est causé par les tensions de surface qui
poussent et rétrécissent la masse fondue. On l'observe chez les
cordons S15, S20, T5, T10, T15, T19 et T20.
? Le régime de conduction où la coupe
transversale ressemble à un demi-cercle. Dans ce cas, l'apport
d'énergie est inférieur à une certaine valeur seuil, ce
qui va rendre le régime de conduction prédominant pour le
mécanisme de transfert de chaleur. On observe ce régime chez les
cordons S5, S10, T4.
? Le régime indésirable appelé «
keyhole » où la section transversale est profonde avec une
région supérieure en forme de sablier, tandis que sa partie
inférieure est étroite et ressemble à la forme d'un trou
de serrure. Ce régime est également caractérisé par
la présence de défauts tels que la porosité du trou de
serrure. Il est marqué au niveau des cordons S1/T1, S6/T6, S11/T11 et
S16/T16.
? Le régime de transition qui opère entre le
régime de conduction et le régime keyhole. Dans ce cas,
l'hydrodynamique du bain de fusion est stable, générant une
pénétration de bain plus profonde que le régime de
conduction et aucune porosité de trou de serrure n'est
trouvée.
51
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
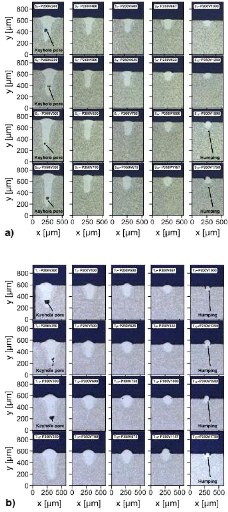
Figure 3-3: Coupes transversales du bain de fusion
sous différentes puissances et vitesses
de balayage pour (a) le
substrat et (b) le cas du lit de poudre.
52
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
La figure 3.3 montre que le régime keyhole apparait
lorsque que la densité d'énergie volumique est supérieure
à 52.5 J/mm3, tandis que le régime de conduction et
humping apparaissent pour des DEV inférieures à 42
J/mm3. Ce résultat n'est pas en accord avec les tendances
observées dans le cas de l'analyse de la morphologie de surface. On
constate que toutes les morphologies de surface en régime humping ne
sont pas identifiées par les coupes transversales. Ce qui signifie que
l'observation d'une coupe transversale seule ne suffit pas pour identifier les
défauts de surface d'un cordon. Donc les analyses micrographiques en
surface permettent d'optimiser la continuité et l'uniformité des
cordons tandis que les analyses de coupes transversales permettent plutôt
d'optimiser la densité du cordon. Ainsi, il est nécessaire
d'utiliser les deux formes d'approches pour optimiser le plan
d'expérience d'un procédé de fabrication SLM.
D'après l'analyse des différentes micrographies ci-dessus (Figure
3.2 et 3.3), on peut dire que pour obtenir des cordons de Ti6Al4V continus,
uniformes et denses, il convient d'utiliser les densités
d'énergie volumique comprises entre 52.6 et 42 J/mm3 pour les
puissances laser inférieures à 300 W et 52.5 J/mm3
pour une puissance de 350 W. Les valeurs 52.6 et 42 J/mm3 sembles
donc être des valeurs seuils permettant de passer d'un régime de
fusion à un autre dans le cas du procédé SLM d'un alliage
de Ti6Al4V.
3.1.3 Seuil des régimes de fusion
Pour identifier avec précision le seuil entre les
régimes de fusion humping, conduction, transition et keyhole,
l'influence de la densité d'énergie, DEV sur les dimensions du
bain de fusion (largeur eapp et profondeur HRZ) a été
évaluée pour le cas du substrat (fig.4a) et le cas du lit de
poudre (fig.4b).
53
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

