CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
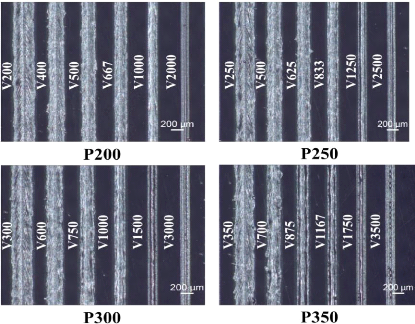
Figure 3-1: Topologie de surface des cordons
obtenus sur un substrat en Ti6Al4V
Il est évident que pour toutes les puissances
données, la largeur des cordons diminue avec l'augmentation de la
vitesse de balayage suscitant ainsi l'apparition d'une morphologie de surface
non désirable. En effet, l'augmentation de la vitesse de balayage va
causer une diminution de la densité d'énergie volumique fournie
et donc de la température nécessaire à la fusion du
matériau. Ce qui explique pourquoi à de faible densité
d'énergie volumique (vitesse de balayage élevée) on a un
faible volume de matière fondue qui résulte par une morphologie
de surface indésirable : c'est le régime instable. Ce
régime se produit lorsqu'une certaine vitesse de balayage de 1000 mm/s
(DEV = 21 J/mm3) est dépassée, la forme du cordon
passe d'un régime stable à un régime instable. Lorsqu'on
augmente la puissance, une tendance similaire à celle du cas de 200 W
est observée, à la seule différence que le régime
instable (surface irrégulière et discontinue) apparait pour des
valeurs de DEV plus élevées. Cette apparition de la morphologie
de surface irrégulière à des valeurs de DEV plus
élevées conduit à une augmentation du régime
d'instabilité et donc à un rétrécissement du plan
d'expérience de la conception optimal du cordon. Ce comportement peut
être observé sur la Figure 3.2, qui montre quatre cordons
obtenus à la même valeur de DEV = 21 J/mm3.
49
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
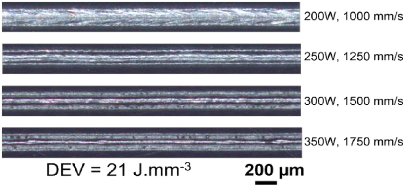
Figure 3-2: Micrographie de cordons
déposés avec la DEV (21 J/mm3) pour différentes
valeurs
de puissance et de vitesse de balayage.
Dans toutes les expériences présentées
ici, la formation d'instabilités appelées « Humping »
est due à la fois à la force gravitationnelle et la force
capillaire, mieux connue sous le nom d'instabilité de Rayleigh. Cette
instabilité qui décrit la rupture d'un cylindre liquide par
l'action de la surface et de la force de gravité a été
systématiquement liée à la pression de recul et à
la déformation verticale du bain de fusion. En effet, les forces
capillaires rendent le liquide instable lorsque sa longueur L, dépasse
sa circonférence (K.C. Mills, 2002). En conclusion, la densité
d'énergie volumique nécessaire pour obtenir une morphologie de
surface uniforme et continue doit être supérieure à
21 J/mm3 pour une puissance de 200 W, 31.5
J/mm3 pour les puissances de 250 et 300 W, et 52.5
J/mm3 pour une puissance laser de 350 W respectivement.
La morphologie de surface du bain dépend aussi de la
puissance et de la vitesse de balayage. On constate que le régime
d'instabilité est atteint lorsque des puissances de balayage sont
à 1000 mm/s pour des puissances laser comprises entre 200 et 300 W quel
que soit la DEV utilisée. Ainsi, la densité d'énergie
volumique ne suffit pas pour la caractérisation de la morphologie de
surface d'un cordon.
3.1.2 Effet de la Densité d'Énergie Volumique
sur le régime de fusion
Pendant le processus SLM, les paramètres de
dépôt affectent sévèrement la morphologie de chaque
cordon qui est importante pour le produit final. La figure 3.3 montre la
morphologie des coupes transversales des cordons individuels obtenus sur un
substrat de base Ti6Al4V sans
50
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

