Ministère de la Production Animale et des Ressources
Halieutiques

Ministère de l'Enseignement Supérieur et de la
Recherche Scientifique
REPUBLIQUE DE CÔTE
D'IVOIRE
Union-Discipline-Travail

Institut National
Polytechnique
Félix HOUPHOUETBOIGNY
Ecole Supérieure d'Agronomie
(ESA)
MEMOIRE DE FIN D'ETUDES POUR L'OBTENTION DU DIPLOME
D'INGENIEUR AGRONOME option AGRO-ALIMENTAIRE

Thème : ANALYSE ET PROPOSITIONS
POUR
L'AMELIORATION DE L'HYGIENE DES CHARIOTS
A VOLAILLE DE
COQIVOIRE
Période de stage Novembre 2012 à Mai
2013
Présenté par :
YEO MAGNIGUI KADIDIA 14ème
Promotion
Soutenu publiquement le 07 Juin 2013 devant le jury
composé de :
Prof SORO Yaya DFR GCAA Président
Dr FANOU Didier DFR GCAA Assesseur
M. NOGBOU Arsène DFR GCAA Assesseur
Dr KONE Kisselmina Youssouf DFR GCAA Directeur scientifique
Sommaire
Dédicaces i
Avant propos ii
Remerciements iii
Sigles et abréviations iv
Liste des tableaux vi
Liste des figures vii
INTRODUCTION 1
CHAPITRE 1 : GENERALITES
I. GENERALITES SUR LA STRUCTURE D'ACCUEIL 2
I.1. Historique de l'entreprise 2
I.2. Mission et activités 2
I.3. Structure et organisation de COQIVOIRE 2
II. PRESENTATION DES MATIERES PREMIERES ET DES PRODUITS DE
L'USINE
COQIVOIRE 3
II.1. Présentation des matières premières
3
II.2. Approvisionnement en matière première 4
II.3. Description des carcasses et découpes de volaille
4
II.4. Présentation des produits 5
III. GENERALITES SUR LA NOTION D'HYGIENE DU MATERIEL DE
TRAVAIL .. 11
III.1. Présentation des chariots à volaille et du
système de nettoyage 11
III.2. Hygiène de l'entretien des chariots à
volaille 13
CHAPITRE 2 : MATERIEL ET METHODES
I. MATERIEL 18
II. METHODES 18
II.1. Etat des lieux de l'hygiène des chariots à
volaille 18
II.2. Utilisation d'outils d'amélioration de la
qualité 20
CHAPITRE 3 : RESULTATS ET DISCUSSION
I. RESULTATS DE L'ETAT DES LIEUX 25
I.1. Evaluation de l'hygiène par analyse visuelle des
chariots à volaille 25
I.2. Evaluation de l'hygiène par analyse microbiologique
des chariots à volaille 26
II. ANALYSE DES CAUSES DE LA MAUVAISE QUALITE D'HYGIENE
DES
CHARIOTS A VOLAILLE 27
II.1. Identification des causes de la mauvaise qualité de
l'hygiène par analyse visuelle 27
II.2. Classification des causes de la mauvaise qualité de
l'hygiène au niveau visuel 28
II.3. Identification des sources potentielles de contamination
des chariots à volaille par la
flore totale 30
II.4. Identification des non-conformités relevées
suite à l'exécution de l'audit
microbiologique 31
II.5. Détermination des modalités
d'amélioration de l'hygiène des chariots à volaille 33
III. RECOMMANDATIONS 37
III.1. Formation du personnel 37
III.2. Gestion du volet documentaire 37
III.3. Contrôle de l'hygiène des chariots à
volaille 37
CONCLUSION 38
REFERENCES BIBLIOGRAPHIQUES 39
ANNEXES

Dédicaces
Ce mémoire est dédié à mon
père NAMONGO YEO pour son soutien affectif et son amour paternel
,
A ma mère OUATTARA Aramatou épouse YEO pour
toute la motivation, le soutien indéfectible et la protection à
mon égard ,
A mes soeurs ainées, YEO Bintou et YEO Aissa pour
leurs conseils avisés ,
A la mémoire de mon tuteur feu OUATTARA Moussa pour
l'assistance et l'accueil familial ,
A ma tutrice Mme EDDY Mariam pour la douceur maternelle
,
A notre ami et frère trop tôt disparu feu FOFANA
Kassim.
II
Avant propos
La formation des Ingénieurs Agronomes est basée
sur une dynamique pluridisciplinaire qui vise l'accomplissement de
spécialistes des sciences agronomiques. L'Institut National
Polytechnique Houphouët Boigny (INP-HB) de Yamoussoukro à travers
son Ecole Supérieure d'Agronomie (ESA), constitue le vivier
académique de cette formation. Cet institut a été
créé par décret N° 96-068 du 04 Septembre 1996,
à partir de la fusion de six grandes écoles qui forment des
techniciens supérieurs et des ingénieurs dans leurs domaines :
-l'Ecole Supérieure d'Agronomie (ESA) ;
-l'Ecole Supérieure de Commerce et d'Administration des
Entreprises (ESCAE) ;
-l'Ecole Supérieure d'Industrie (ESI) ;
-l'Ecole Supérieure des Mines et Géologie (ESMG)
;
-l'Ecole Supérieure des Travaux Publics (ESTP) ;
-l'Ecole de Formation Continue et de Perfectionnement des Cadres
(EFCPC) ;
L'ESA forme des Ingénieurs des Techniques Agricoles (ITA),
et des Ingénieurs de
Conception (IC). La formation de l'Ingénieur de
Conception spécialisé en IAA se subdivise en deux grandes parties
:
-le tronc commun regroupant deux années d'agronomie
générale, sanctionné par l'obtention du Diplôme
d'Agronomie Générale ;
-les deux années de spécialisation en Industrie
Agro Alimentaire, sanctionnées par l'obtention du Diplôme
d'Agronomie Approfondie (DAA), après la soutenance d'un mémoire
de fin de cycle.
La phase finale de l'obtention du DAA spécialité
Industrie Agro Alimentaire, est précédée obligatoirement
par six mois de stage pratique effectués au sein d'une Industrie Agro
Alimentaire. Ce stage est le lieu de confrontation des acquis théoriques
à la dimension pratique de l'activité d'Ingénieur en
Industrie Agroalimentaire.
Dans ce cadre, nous avons effectué un stage au sein de
l'usine abattoir de COQIVOIRE du 02 Novembre 2012 au 02 Mai 2013, sur le
thème Analyse et Propositions pour l'amélioration de
l'hygiène des chariots à volaille de COQIVOIRE.
III
Remerciements
La réalisation du présent document n'aurait pu
se faire sans la collaboration active de certaines personnes. Tout au long de
ce stage, nous avons été guidé, aidé et soutenu par
ces personnes à qui nous voudrions exprimer notre gratitude et notre
reconnaissance. Il s'agit de :
-M. YACE Patrick, Directeur des Affaires Administratives et
Financières du groupe
SIPRA (ex Directeur d'Exploitation de COQIVOIRE) ;
- M.GBEU Tia Florentin, Directeur d'Exploitation de COQIVOIRE
;
-M.KOUYATE Youssouf, Responsable Production de COQIVOIRE ;
-Mme ELIASON Marie-Françoise, Assistante Management
Qualité.
A tout le personnel administratif et ouvrier de COQIVOIRE, en
particulier à Mesdames KOUASSI Juliette (Assistante Commerciale), ALLOCO
Chantal (Assistance Commerciale-OEufs), et Messieurs AWAKA Frank (Agent
Logistique), ABASSON Jean (Responsable de l'équipe entretien de
COQIVOIRE).
Nos remerciements vont également à l'endroit du
Responsable du DFR-GCAA, le Dr David AKAKI et à notre encadreur
Pédagogique Dr KONE Kisselmina, Enseignant-chercheur au
Département GCAA ;
Nous tenons à remercier particulièrement les
enseignants-chercheurs du DFR-GCAA pour le savoir qu'ils nous ont
dispensé durant ces deux années de spécialisation. Les
remerciements vont également à l'endroit des amis et proches pour
leur soutien, aux promotionnaires de la 42ème promotion des
Ingénieurs Agronomes et de la 14ème promotion des
Ingénieurs Agronomes spécialité Industrie
Agro-alimentaire.
iv
Sigles et abréviations
% : pour cent
AFNOR : Association Française de
Normalisation
AMQ : Assistante Management Qualité
ATM : Assistant Trade Marketing (Assistant
marketing et vente)
BBC : Braiseurs Brandés
COQIVOIRE
BTSF : Better Training for Safer Food (Une
meilleure formation pour des denrées
alimentaires plus sûres)
°C : degré Celsius
CAC : Codex Alimentarius Commission
(Commission du Codex Alimentarius)
CE: Communauté ou Conformité
Européenne
CEE : Communauté Economique
Européenne
CEE-ONU : Commission Economique des Nations
Unies pour l'Europe
DFR-GCAA : Département de Formation et
de Recherche en Génie Chimique et Agro-
Alimentaire
DGAL : Direction Générale de
l'Alimentation -France
DLC: Date Limite de Consommation
EFC : Espace Frais COQIVOIRE
FAO : Organisation des Nations Unies pour
l'alimentation et l'agriculture
F CFA : Franc de la Communauté
Financière Africaine
HACCP : Hazard analysis and critical control
points (Analyse des risques et maîtrise des points critiques)
INP-HB : Institut National Polytechnique
Félix Houphouët Boigny ISA : Institut de la
Sélection Animale
V
ISO : International Organization for
Standardization (Organisation international de normalisation)
LANADA : Laboratoire National d'Appui au
Développement Agricole
5 M: Matière, Matériel, Main
d'oeuvre, Méthode et Milieu
NF : Norme Française
ONU : Organisation des Nations Unies
PAC : Prêt A Cuire
QQOQCP : Quoi ? Qui ? Ou ? Quand ? Comment ?
et Pourquoi ?
RCI : République de Côte
d'Ivoire
S.A. : Société Anonyme
SDSSA : Sous Direction de la
Sécurité Sanitaire des Aliments -France
SIPRA : Société Ivoirienne de
Production Animale
SODECI : Société de
Distribution d'Eau de la Côte d'Ivoire
Z.I. : Zone Industrielle
vi
Liste des tableaux
Tableau 1 : Identification des calibres en
fonction du type d'étiquette 5
Tableau 2 : Conditionnement des oeufs en
fonction des calibres 7
Tableau 3 : Critères de choix d'un
détergent chloré 15
Tableau 4 : Critères
d'interprétation des analyses microbiologiques de surface en nombre
de
colonies/cm2 20
Tableau 5 : Contenu exprimé en fonction
des 5M 21
Tableau 6 : Indications du diagramme QQOQCP
22
Tableau 7 : Résultats de l'analyse
microbiologique de surface des chariots à volaille 27
Tableau 8 : Résultats de l'audit
microbiologique sur l'hygiène des chariots à volaille 31
Tableau 9 : Planification des actions
correctives d'amélioration de la méthode de nettoyage et
désinfection selon l'analyse QQOQCP 34
Tableau
10 : Planification des actions correctives d'amélioration du
rinçage des carcasses et
l'organisation de l'activité d'entretien selon l'analyse
QQOQCP 35
Tableau 11 : Etablissement des
non-conformités et des actions correctives d'amélioration 36
vii
Liste des figures
Figure 1 : Anatomie du poulet domestique 4
Figure 2 : Photographie d'escalopes de poulet
COQIVOIRE 6
Figure 3 : Photographie d'oeufs COQIVOIRE de 60
g conditionnés sous film plastique 8
Figure 4 : Photographie de saucissons de
volaille BEC FIN 8
Figure 5 :Photographie de mortadelles de
volaille BEC FIN 9
Figure 6 : Photographie de roulés de
volaille BEC FIN 9
Figure 7 : Photographie de poulets fumés
BEC FIN 10
Figure 8 : Photographie de merguez de volaille
BEC FIN 10
Figure 9 : Photographie de brochettes de
volaille BEC FIN 11
Figure 10 : Photographie d'un chariot à
clayette 12
Figure 11 : Photographie d'un chariot à
pics 12
Figure 12 : Photographie d'un opérateur
exécutant l'entretien des chariots à volaille à
COQIVOIRE 13
Figure 13 : Diagramme des
pourcentages des différentes salissures issues de l'observation
visuelle des chariots à clayettes 25
Figure 14
: Diagramme des pourcentages des différentes salissures issues
de l'observation
visuelle des chariots à pics 26
Figure 15 : Diagramme d'Ishikawa du
défaut d'hygiène par analyse visuelle des chariots 27
Figure 16 : Diagramme de PARETO 28
Figure 17 : Diagramme d'Ishikawa de la
contamination des chariots par la flore totale 30
1
INTRODUCTION
La gestion de l'hygiène des aliments est un défi
majeur qui se pose aux professionnels de l'Industrie Agro Alimentaire dans le
monde. Ceux-ci ont pour mission d'offrir aux consommateurs des produits sains,
exempts de contaminants, et ce en dépit des manipulations que les
denrées alimentaires subissent à travers les
procédés de fabrication. L'industrie de transformation des
produits carnés, et de la volaille en particulier n'échappe pas
à cette règle (Belloin, 1993). Pour contrôler et
gérer l'hygiène dans les abattoirs, la FAO à travers le
Codex Alimentarius a défini un ensemble de principes
d'hygiène pour la viande, sur lesquels s'alignent les industriels du
monde entier. Ces principes définissent les attitudes et
responsabilités de l'industriel vis-à-vis de l'hygiène de
la matière, du matériel, de la conduite de son personnel, de
l'adéquation de l'environnement et des méthodes de travail. Les
surfaces alimentaires en contact permanent avec les produits alimentaires, sont
astreintes à des conditions d'hygiène pour le maintien de la
qualité sanitaire des aliments. Dans les abattoirs de volaille, les
chariots à volaille sont considérés comme des surfaces
alimentaires auxquelles s'appliquent ces conditions d'hygiène (Belloin,
1993). L'aspect visuel des surfaces après les opérations de
nettoyage et de désinfection, ainsi que les contrôles
microbiologiques sont indispensables au maintien d'un niveau d'hygiène
satisfaisant (Belloin, 1993).
COQIVOIRE, dans sa volonté de construire un plan de
gestion de l'hygiène des aliments conformes aux principes HACCP, accorde
un point d'honneur à la qualité hygiénique des surfaces et
en particulier à celle des chariots à volaille. D'où
l'objet de cette étude intitulée : analyse et propositions pour
l'amélioration de l'hygiène des chariots à volaille de
COQIVOIRE. Il s'agit à cet effet, de faire une analyse de la situation
hygiénique des chariots à volaille, suivie de
l'élaboration de voies d'amélioration pour une qualité
d'hygiène conforme aux principes d'hygiène alimentaire du
Codex Alimentarius à l'aide du diagramme d'Ishikawa et de
Pareto.
Ce document mentionne dans un premier chapitre les
généralités sur la volaille et l'hygiène des
chariots à volaille. Deuxièmement, elle présente les
différentes méthodes participant à la réalisation
de l'objectif de l'étude. Puis une dernière partie fait le point
des résultats obtenus à travers un état des lieux de
l'hygiène des chariots à volaille, suivi des propositions
d'amélioration des problèmes de qualité d'hygiène,
identifiés après le nettoyage et la désinfection.
CHAPITRE 1 : GENERALITES
2
I. GENERALITES SUR LA STRUCTURE D'ACCUEIL
I.1. Historique de l'entreprise
L'usine abattoir COQIVOIRE est une succursale du groupe SIPRA,
qui a été créée en 1976 par l'Etat de Côte
d'Ivoire pour développer un secteur avicole moderne. Située
à ABOBO Z.I. LES HALLES, le démarrage effectif des
activités industrielles de l'usine s'est opéré en 1978.
La SIPRA est une S.A. au capital de 1,1 Milliard de F CFA.
Elle rassemble à ce jour trois structures qui sont IVOIRE POUSSINS
(unité d'accouvage et de production de poussins d'un jour), IVOGRAIN
(unité de nutrition animale), et COQIVOIRE (unité de production
de carcasses de volaille et d'oeufs).
I.2. Mission et activités
Sous la direction de son Président du Conseil
d'Administration M. Jean Marie ACKAH, COQIVOIRE vise l'extension de son
marché à l'ensemble de la sous-région ouest-africaine pour
assurer une alimentation équilibrée en protéines animales
aux africains. L'activité de COQIVOIRE est basée sur l'abattage
et la commercialisation de carcasses de volailles, d'oeufs, de produits de
découpe et de poulets au vif.
Les produits de l'usine sont commercialisés sous deux
marques ; COQIVOIRE pour les produits entiers, les produits de découpe,
et BEC FIN pour les produits de charcuterie. Depuis 2004, l'usine abattoir
dispose d'un réseau de distribution interne, constitué de points
de vente exclusifs de ses produits. Ces points de vente sont connus sous la
dénomination d'Espaces Frais COQIVOIRE ou E.F.C. Le circuit de
distribution de COQIVOIRE est constitué par les E.F.C. et les autres
clients (hôtels, restaurants et collectivités). Aujourd'hui, le
réseau de distribution propre à l'entreprise couvre tout le
district d'Abidjan avec 47 Espaces Frais COQIVOIRE.
I.3. Structure et organisation de COQIVOIRE
COQIVOIRE est sous la responsabilité juridique de M.
Sylvain GOTTA, Directeur Général du groupe SIPRA, depuis
l'année 2011. Cette unité de production est structurée
autour de deux grands pôles ; le pôle administratif et le
pôle de production (annexe 1).
3
I.3.1. Organisation du pôle administratif
Le pôle administratif est dirigé par le Directeur
d'exploitation. Ce dernier a sous sa responsabilité directe la
Responsable marketing, la Gestionnaire de stock, le Responsable commercial,
l'AMQ (Assistante Management Qualité), le Responsable de production et
l'Assistant logistique. Ces acteurs ont des missions qui leur sont propres au
sein de l'activité (annexe 1). L'effectif du personnel administratif est
estimé à 166 personnes.
I.3.2. Organisation du pôle de production
Le service de production est placé sous la
responsabilité du Responsable de production. Il a sous sa
responsabilité directe des chefs de section. Il s'agit des sections
tuerie, frigo, oeufs et une équipe de 2
techniciens. Chaque section possède une mission bien définie au
sein du service (annexe 1). L'effectif du service de production est
estimé à 150 personnes.
II. PRESENTATION DES MATIERES PREMIERES ET DES PRODUITS
DE L'USINE COQIVOIRE
Les matières premières de transformation sont le
poulet et les oeufs de consommation de la souche ISA Brown. Ces
matières premières sont transformées selon divers
procédés de fabrication en produits finis (annexe 2). Les
produits sont mis à la vente sous les marques COQIVOIRE et BEC FIN.
II.1. Présentation des matières
premières
Les matières premières utilisées à
COQIVOIRE sont la volaille et les oeufs. La volaille est utilisée pour
la production de produits effilés, produits de découpe, produits
de charcuterie. Les oeufs sont triés, calibrés et
conditionnés avant la commercialisation.
II.1.1. Poulet domestique
Le poulet de son nom scientifique Gallus gallus
domesticus est un oiseau domestique (figure 1). Il appartient
à la famille des gallinacées. Le poulet possède des pattes
munies de quatre doigts qui sont adaptés à gratter le sol. Le
grand corps lourd et les ailes courtes, empêchent le vol, sauf sur de
courtes distances (Van Eekeren et Maas, 2006).

4
Figure1 : Anatomie du poulet domestique
Source : Van Eekeren et Maas, 2006
II.1.2. OEuf
L'oeuf de consommation est un ovule, pondu par les poules
pondeuses à partir de la 20ème semaine d'âge
(annexe 3). La production maximale d'un cheptel de poules pondeuses augmente et
atteint son pic de ponte autour de la 28ème semaine. Le
nombre d'oeufs pondus à cette période correspond presque au
nombre de poule pondeuses (Van Eekeren et Maas, 2006).
II.2. Approvisionnement en matière
première
L'usine abattoir est approvisionnée en volaille et en
oeufs par 37 fermes d'intégration et 8 fermes appartenant au groupe
SIPRA. Les fermes dites d'Intégration sont liées à la
SIPRA par un contrat d'intégration.
Ce contrat permet à l'éleveur de
bénéficier d'un encadrement technique, d'un apport d'aliments
pour volaille et d'un cheptel de poussins d'un jour. Les souches de volaille
retenues pour l'abattage sont les souches Hubbard JV pour la volaille
de chair et les souches ISA Brown pour les poules pondeuses (annexe
4).
II.3. Description des carcasses et découpes de
volaille
Les carcasses de volaille sont divisées en
différentes parties pour la vente (annexe 5). En effet, la norme
CEE-ONU pour la viande de poulet-carcasses et parties, autorise la
commercialisation des carcasses après transformation en carcasses
effilées, PAC (Prêt à cuire), en produits de
découpe. Les abats sont retirés et constituent également
des produits de découpe. Les parties de chair retirées sont
rattachées à l'appareil squelettique de l'animal (annexe 5).
5
II.4. Présentation des produits
Les carcasses de volaille et les oeufs subissent diverses
manipulations, qui aboutissent à l'obtention des produits finis
présentés sous la marque COQIVOIRE pour les produits entiers, les
produits de découpe, les oeufs et la marque BEC FIN pour les produits de
charcuterie.
II.4.1. Produits COQIVOIRE
Les produits commercialisés sous cette marque, sont
constitués par les lapins, poulets, dindes, pintades effilés, les
produits de découpe et les oeufs conditionnés. Ces produits sont
obtenus à partir des diagrammes de fabrication.
II.4.1.1. Produits effilés
Après l'abattage, les carcasses sont entreposées
sur des chariots à volaille avant l'entrée en salle de ressuage.
Après le ressuage, la volaille est calibrée pour faire
apparaître sept calibres distincts correspondants à des
intervalles de poids. Chaque calibre est caractérisé par son nom,
son poids et une couleur d'étiquette (tableau 1).
Tableau 1 : Identification des calibres en
fonction du type d'étiquette
Nom du Calibre Poids (g) Couleurs des
étiquettes
Coquelet 750 à 999 Blanc
Junior 1 000 à 1 100 Jaune
Junior Plus 1 100 à 1 250 Orange
Senior 1 260 à 1 350 Violet
Super 1 360 à 1 555 Bleu
Extra 1 560 à 1 600 Blanc
Extra plus 1 666 à plus Marron
Source : COQIVOIRE
Les produits sont conservés à 4°C dans une
salle de stockage pouvant accueillir jusqu'à 3000 caisses
empilées en rangées de cinq. L'expédition des produits
vers les points de vente et les acheteurs est effectuée dans un
délai maximal de 48 heures. Treize camions de livraison appartenant
à COQIVOIRE, effectuent l'approvisionnement des E.F.C. et des autres
clients.
6
Les produits non vendus après 48 heures sont
conditionnés dans des cartons et congelés
systématiquement. La congélation se fait à la
température minimale de -12°C dans la chambre froide de
congélation ou à l'intérieur des quatre conteneurs de
congélation.
II.4.1.2. Produits de découpe
A l'issue du calibrage, les carcasses présentant des
poids inférieurs aux calibres définis (poids inférieurs
à 750 g) et des défauts visuels (tâches de rousseur,
griffures, peaux brulées, membres cassés), sont retirés
des produits effilés. Ils serviront à la fabrication des produits
de découpe.
COQIVOIRE a inscrit dans sa ligne de production sept produits
de découpe qui correspondent chacun à des parties de la carcasse
de volaille. Il s'agit des escalopes, des cuisses, des ailes, de la viande
rouge, des gésiers, du foie et du poulet PAC (Prêt à
cuire).
Les produits de découpes sont conservés sur une
durée n'excédant pas 24 heures à 4°C dans une salle
de stockage des produits non cuits. Les produits sont étiquetés
et les étiquettes mentionnent le poids au kilogramme, la date de
fabrication, la DLC (Date Limite de Consommation) et le prix de vente. Le
conditionnement est effectué par catégorie de découpe dans
des poches en plastique ou des barquettes, à raison d'un kilogramme par
unité (figure 2).

Figure 2 : Photographie d'escalopes de poulet
COQIVOIRE
Source : COQIVOIRE
La congélation des produits de découpe
intervient au bout des 24 heures de stockage. Elle est
précédée de la mise en carton des produits. Ces produits
sont entreposés dans des chambres froides de congélation à
-12°C pendant six mois.
La confection de viande rouge et de viande blanche (escalopes)
engendre l'accumulation de carcasses décharnées, de peaux, de
têtes, de cous et de pattes de volaille. Ces sous-produits sont
retirés du circuit de distribution, et vendus sur le site de l'usine
à des commerçants, des petites restauratrices et des acheteurs
occasionnels.
II.4.1.3.OEufs
Les oeufs venant des fermes sont réceptionnés
dans la salle de stockage réservée à cet effet. Ils sont
triés, et calibrés selon cinq calibres (65g, 60g, 50g, 45g et
moins de 45g). Le conditionnement se fait soit en vrac, soit sous
alvéoles filmées (tableau 2).
Tableau 2: Conditionnement des oeufs en
fonction des calibres
Calibres Type de conditionnement Type
d'alvéole
65 grammes En vrac 30 oeufs
6, 15 et 30
60 grammes Alvéoles filmées oeufs
50 grammes En vrac 30 oeufs
45 grammes En vrac 30 oeufs
En vrac 30 oeufs
Moins de 45 grammes
7
Source : COQIVOIRE
Les oeufs sales, cassés, atrophiés et ceux qui
ne correspondent pas au grammage défini sont considérés
comme des sous-produits. Ils sont retirés du circuit de distribution de
COQIVOIRE et conditionnés en vrac. Ces sous-produits sont vendus
directement sur le site à des revendeurs au détail.
Les oeufs sont conservés à la température
ambiante sur des étagères dans des alvéoles contenant 6,
15 ou 30 oeufs. La date limite de consommation et de conservation des oeufs
frais COQIVOIRE est de 28 jours. Le conditionnement sous alvéoles
filmées (figure 3) est utilisé pour les produits conformes aux
calibres retenus et au tri effectué avant le calibrage.

8
Figure 3 : Photographie d'oeufs COQIVOIRE de 60
g conditionnés sous film plastique Source :
COQIVOIRE
II.4.2. Produits BEC FIN
Les produits de la marque BEC FIN regroupent les produits de
charcuterie cuits (saucisson de volaille, mortadelle de volaille, roulé
de volaille et poulet fumé), et les produits de charcuterie crus
(merguez de volaille et brochettes de volaille).
Les produits de charcuterie ont des formats et des
compositions diverses, selon le procédé de fabrication mis en
oeuvre (annexe 2). La DLC est fixée pour tous les produits de la marque
BEC FIN à 21 jours. Après ce délai, les produits sont
retirés des stocks et détruits.
II.4.2.1. Saucisson et mortadelle de volaille
Ces produits de charcuterie sont confectionnés à
partir d'ingrédients de base (viande rouge et viande blanche), et
d'ingrédients secondaires (mélange de sel, de glace et
d'épices). Le mélange de ces deux catégories
d'ingrédients est broyé finement dans un cutter à
charcuterie, avant d'être mis sous boyau artificiel. Le saucisson (figure
4) et la mortadelle répondent au même procédé de
fabrication.

Figure 4 : Photographie de saucissons de
volaille BEC FIN
Source : COQIVOIRE
9
Il existe une différence entre ces deux produits qui
s'observe au niveau de la nature des épices utilisées. Le
saucisson est vendu sous les formats 250 g et 400 g. La mortadelle (figure 5)
est produite sous un format unique de 1 200 g.

Figure 5 : Photographie de mortadelles de
volaille BEC FIN Source : COQIVOIRE
II.4.2.2. Roulé de volaille
Le roulé de volaille (figure 6) est confectionné
à partir de la viande rouge marinée dans une saumure
assaisonnée. La viande est façonnée à la main et
roulée dans un filet à mailles de coton, pour lui donner sa forme
définitive. Le roulé existe en deux formats : le format 400g et
le format 2 kg.

Figure 6 : Photographie de roulés de
volaille BEC FIN Source : COQIVOIRE
II.4.2.3. Poulet fumé
Il est obtenu à partir de la cuisson à vapeur du
poulet P.A.C. en présence de fumée de sciure de bois. Le poulet
P.A.C. est préalablement mariné dans une saumure
épicée. Le poulet fumé (figure 7) est conditionné
en barquette recouverte d'un film étirable en plastique. Ce produit est
disponible en format unique de 850 g.

10
Figure 7 : Photographie de poulets fumés
BEC FIN Source : COQIVOIRE
1.2.4.2.4. Merguez de volaille
La merguez (figure 8) est une petite saucisse rouge
préparée à partir de viande rouge hachée et
mélangée à la graisse de poulet (graisse du croupion de
poulet). Le mélange est mis sous boyau naturel (boyau de mouton), et
conditionnée dans des poches en plastiques.

Figure 8 : Photographie de merguez de volaille
BEC FIN Source : COQIVOIRE
1.2.4.2.5. Brochettes de volaille
Les brochettes de volaille (figure 9) sont
réalisées par enfilage de morceaux de viande rouge marinés
sur de fines tiges de bois. Les brochettes sont rangées et
conditionnées dans des poches en plastique.

11
Figure 9 : Photographie de brochettes de
volaille BEC FIN
Source : COQIVOIRE
III. GENERALITES SUR LA NOTION D'HYGIENE DU MATERIEL DE
TRAVAIL
Les chariots à volaille font partie du matériel
mobile d'abattoir constitué par les caisses, tables, couteaux et tout
autre matériel susceptible d'être déplacé pendant
l'activité d'abattage. Les chariots sont utilisés pour
l'entreposage des carcasses de volaille dans la salle de ressuage.
III.1. Présentation des chariots à volaille
et du système de nettoyage
Le caractère alimentaire de la surface des chariots
à volaille génère des contaminations physiques et
microbiologiques lorsque l'entretien de l'équipement n'est pas
maitrisé. Le maintien des chariots dans un état d'hygiène
irréprochable est donc indispensable à la qualité finale
du produit alimentaire.
III.1.1. Chariots à clayettes
Les chariots (figure 10) sont montés sur des roues qui
facilitent leur déplacement. Les armatures qui supportent les clayettes
sont en inox, ou en acier galvanisé. L'usine abattoir dispose de 32
chariots à clayettes fonctionnels. La capacité d'accueil varie
entre 160 et 200 poulets.

12
Figure 10 : Photographie d'un chariot à
clayette Source : COQIVOIRE
III.1.2. Chariots à pics
Les chariots à pics (figure 11) sont entièrement
confectionnés en acier inoxydable à l'exception des roues. Les
pics sont rangés de part et d'autre du chariot, en rangées de
huit. Dix barres horizontales disposées verticalement portent chacune 8
paires de pics. La capacité d'accueil maximale des chariots est de 160
poulets. Il existe au total 10 chariots à pics, pour le l'entreposage
des volailles.

Figure 11 : Photographie d'un chariot
à pics Source : COQIVOIRE
III.1.3. Système d'entretien des chariots
à volailles de COQIVOIRE
Les chariots sont nettoyés et désinfectés
sur une aire non protégée, située à l'entrée
du frigo (figure 12). L'activité d'entretien est
réalisée au moyen d'un nettoyeur à haute pression. La
pression d'eau est maintenue à la valeur maximale de consigne de
l'appareil (160 bars).
13
L'alimentation en eau est faite à partir de l'eau de
forage ou de l'eau du réseau de distribution d'eau de la SODECI.

Figure 12 : Photographie d'un opérateur
exécutant l'entretien des chariots à volaille à
COQIVOIRE
Source : COQIVOIRE
La procédure de nettoyage mise en oeuvre par
l'opérateur, consiste à employer un détergent
chloré mélangé à de l'eau. Le dosage utilisé
est de 25 cL du liquide détergent pour 15 L d'eau, ou 15 cL du produit
pour 10 L d'eau.
Pour l'entretien, deux à trois chariots accolés
sont aspergés avec la solution détergente. Le temps de contact
entre la solution et les surfaces aspergées varie entre 1 et 3 minutes.
L'eau et le produit détergent sont employés à la
température ambiante lors de la préparation du mélange.
III.2. Hygiène de l'entretien des chariots à
volaille
Le matériel entrant en contact avec le produit
alimentaire doit être construit de manière à garantir qu'il
peut être convenablement nettoyé, désinfecté et
entretenu de façon à éviter la contamination de l'aliment
(Anonyme 2, 1999). La notion d'hygiène dans les abattoirs se subdivise
en deux grandes dimensions que sont l'analyse visuelle ou macroscopique, et
l'analyse microbiologique.
14
Ces niveaux d'hygiène sont atteints, en respectant la
règle du nettoyage et la désinfection du matériel en trois
grandes étapes en cas d'utilisation d'un détergent chloré
(Belloin, 1993). Aussi, la gestion de l'hygiène du matériel est
accompagnée d'un ensemble de mesures prenant en compte, la gestion de la
main d'oeuvre et l'environnement de travail.
III.2.1. Nettoyage et désinfection du
matériel
Le nettoyage des surfaces en abattoir est l'opération
qui consiste à éliminer les souillures visibles et tout autre
résidu à l'aide d'un détergent (annexe 6). La
désinfection est l'opération qui consiste à
détruire les germes infectieux à l'aide de produits chimiques
(annexe 6) ou d'agents physiques dont la stérilisation (Block, 1991).
En pratique, dans les abattoirs, la désinfection du
matériel consiste en l'application d'un produit autorisé à
action désinfectante (annexe 6). En cas d'utilisation d'un
détergent chloré, les opérations d'entretien s'effectuent
en trois grandes étapes qui sont le pré nettoyage, le
nettoyage/désinfection et le rinçage final (Belloin, 1993).
III.2.1.1.Pré nettoyage
Le pré nettoyage consiste à éliminer les
déchets (viandes, plumes, viscères) présents sur le
matériel par raclage, brossage, balayage ou projection abondante d'eau
sous une pression peu élevée de 30 bars (Salvat et Colin, 1995).
L'hygiène lors de l'analyse visuelle est atteinte, seulement lorsque les
opérations de pré nettoyage, de nettoyage et de rinçage
ont été correctement effectuées.
III.2.1.2. Nettoyage et désinfection
L'opération du nettoyage du matériel en abattoir
consiste en l'application d'un produit à action détergente
autorisé pour le nettoyage du matériel en contact avec les
denrées alimentaires (Salvat et Colin, 1995).
Ce produit doit pouvoir décoller du support et mettre
en solution les souillures organiques. Le détergent chloré
combine à la fois l'action de détergence et de
désinfection. Le choix du détergent dépend de plusieurs
facteurs (annexe 6). En effet, le détergent chloré (tableau 3)
devra attaquer la souillure sans attaquer le support (Guérin, 1986).
15
Tableau 3 : Critères de choix d'un
détergent chloré
Nature de la souillure à éliminer Matériau
utilisé Action chimique Coût
oxydation des
organique inox matières économique
organiques
Source : Belloin, 1993
Le choix d'un produit approprié étant
réalisé, il convient de suivre scrupuleusement son mode
d'application. Le strict respect de cette disposition doit être
couplé avec la mise en pratique de la règle des quatre facteurs.
Cette règle comporte des dispositions pratiques concernant la
température d'utilisation du produit, son mode d'application, sa
concentration et son temps d'action (Belloin, 1993).
? La température
La température utilisée (entre 30 et 40°C)
doit être maitrisée car elle peut être
l'accélérateur des réactions chimiques (annexe 6) qui ont
cours lors de l'emploi du produit détergent (Kluger, 1978). De plus, une
utilisation malencontreuse avec une température trop
élevée (supérieure à 40°C) peut
entraîner la cuisson des souillures, et rendre leur élimination
difficile.
? Le mode d'application
Dans les abattoirs, il convient de privilégier une
action mécanique suffisante (brossage, jet d'eau à haute
pression), atteignant toutes les surfaces, y compris celles n'étant pas
en contact direct avec les carcasses. Cette disposition favorise la mise en
solution toutes les particules graisseuses, du sang, des plumes et de tout
autre débris (Salvat et Colin, 1995).
? La concentration
Ce facteur prend en compte le respect de la dose du
détergent choisi. La concentration du produit détergent dans
l'eau doit être particulièrement surveillée. Sa valeur est
fixée par le fabriquant. Son infériorité à la dose
adéquate prescrite par le fabriquant, ne permet une action totale et
rend de ce fait le nettoyage inefficace (Kluger, 1978).
16
En outre, l'utilisation d'une dose supérieure à
la dose recommandée (entre 3 et 50% selon le niveau d'encrassement)
constitue une perte économique par gaspillage et est à l'origine
de risques toxiques (présence de résidus de produits chimiques
sur le matériel après nettoyage).
? Le facteur temporel
Le facteur temporel prend en compte de temps d'action du
produit sur la surface et le temps d'application. Le facteur temporel varie
généralement de 1 heure à 2 heures. Le temps d'action est
un paramètre important à considérer car la réaction
chimique entre le produit et les souillures n'est pas instantanée.
Par contre, le temps d'application est plutôt fonction
de l'efficacité du type d'action mécanique employé (Salvat
et Colin, 1995). Après utilisation de l'action détergente, la
dernière phase du nettoyage et de désinfection en trois
étapes concerne le rinçage final du matériel.
III.2.1.3. Rinçage final
Le rinçage final est obligatoire afin d'éviter
toutes traces de substances actives ou de résidus sur les denrées
alimentaires. Ce rinçage est réalisé par projection d'une
eau potable sous une faible pression afin d'éviter les
éclaboussures, mais avec un débit d'eau important afin
d'éliminer complètement toutes les traces résiduelles de
désinfectant (Salvat et Colin, 1995).
III.2.2. Hygiène de la main d'oeuvre, et du
milieu
III.2.2.1. Main d'oeuvre
Toute personne travaillant dans une zone de manutention de
denrées alimentaires doit respecter un niveau élevé de
propreté personnelle, et porter des tenues spécifiques et
propres. L'objectif est de limiter l'apport de micro organismes provenant des
personnes ou des manipulations, ainsi que d'éviter l'apport des corps
étrangers (Anonyme 3, 2007).
Il faudra donc veiller à l'hygiène du personnel
et essayer de limiter la contamination par la chevelure, la cavité
oropharyngée, les mains, les vêtements et les chaussures (Belloin,
1993). La tenue de travail doit être propre, complète, doit
recouvrir la totalité des vêtements
17
personnels et ne doit pas avoir de poches apparentes. Les
cheveux doivent être recouverts pour éviter les contaminations
dues à la chute de cheveux.
Le personnel doit se laver les mains, à chaque
début de poste, à chaque reprise du travail, en sortant des
toilettes, et à chaque fois qu'il touche un objet sale. Le port des
gants est recommandé, ils doivent être lavés à la
fréquence et de la même manière que les mains. Le port de
chaussants est également obligatoire pour éviter l'apport de
microbes venant de l'extérieur.
III.2.2.2. Milieu
Les micro-organismes sont véhiculés par les
poussières de l'air ambiant et risquent de se déposer sur les
surfaces alimentaires quand celles-ci viennent d'être nettoyées et
désinfectées. Les surfaces non alimentaires doivent être
maintenues propres en permanence pour éviter des contaminations
croisées entre des zones mal entretenues, les surfaces alimentaires, et
les denrées elles-mêmes (Belloin, 1993).
Les généralités relatives à la
présentation de l'entreprise, des produits d'abattoir et des notions
d'hygiène, permettent de dégager le matériel de
l'étude et les méthodes associées. Leur exploitation
permet d'effectuer un état des lieux de la situation hygiénique
dans le but de proposer des voies d'amélioration qualitative de
l'hygiène des chariots à volaille.
CHAPITRE 2 : MATERIEL ET
METHODES
18
I. MATERIEL
Le matériel d'étude est constitué par
l'effectif total des chariots à volaille estimé à 42
unités. L'effectif total comprend 32 chariots à clayettes et 10
chariots à pics. Les observations journalières sont
effectuées après les opérations de nettoyage et de
désinfection.
Ces observations sont recensées selon des
critères bien précis définis sur les fiches de
relevés (annexe 7). Le renseignement de ces fiches permet
d'établir l'état des lieux en matière d'hygiène par
analyse visuelle et microbiologique des chariots à volaille.
II. METHODES
L'état des lieux est fourni par l'analyse des
diagrammes Camembert et les résultats du contrôle microbiologique
de surface. L'amélioration de l'hygiène des chariots à
volaille est établie à partir de l'exploitation de quatre outils
qualité, que sont le diagramme d'Ishikawa, le diagramme de PARETO,
l'audit qualité et la méthode QQOQCP.
II.1. Etat des lieux de l'hygiène des chariots
à volaille
L'état des lieux a été
réalisé sur la base d'une collecte de données (annexe 9)
sur l'hygiène par une analyse visuelle et l'interprétation des
résultats de l'analyse de surface pour l'hygiène au niveau
microbiologique. Des méthodes d'analyse de données ont permis
d'évaluer la situation hygiénique du matériel
d'étude.
II.1.1. Collecte des données
L'analyse de l'hygiène des chariots à volaille
est effectuée à partir des critères d'évaluation
définis sur les fiches de relevé. Cette évaluation est
effectuée à partir des diagrammes Camembert.
II.1.1.1. Hygiène par analyse visuelle
La collecte des données sur l'hygiène par
analyse visuelle des chariots à volaille est faite à partir de
fiches de relevés. Ces contrôles opérés, portent sur
l'état de propreté visuel constaté après la
conduite des opérations de nettoyage et de désinfection sur
chariots. Les observations visuelles ont été effectuées de
manière journalière de Décembre 2012 à Mars 2013
sur 119 jours.
19
? Fiche d'observation de l'hygiène par
analyse visuelle des chariots à volaille
Après les opérations d'entretien, les chariots
à volaille conservent toujours du sang, des plumes et d'autres
déchets. Le sang et les plumes proviennent des carcasses de volaille
tandis que les autres déchets proviennent de l'environnement de lavage
(débris divers, déjections des pigeons et hérons
garde-boeufs).
La fiche d'observation de l'hygiène par analyse
visuelle des chariots à volaille, recense l'ensemble des critères
d'analyse retenus lors de l'observation visuelle des chariots à
volaille. Ils sont de trois types et concernent la présence ou non de
sang, de plumes et d'autres déchets.
? Fiche des critères de l'analyse des
causes et effets
La recherche des causes du manque d'hygiène par analyse
visuelle des chariots à volaille est effectuée à partir du
diagramme d'Ishikawa (ou diagramme de causes et effets). Ce diagramme permet
d'identifier les causes de la mauvaise qualité d'hygiène par
analyse visuelle. L'exploitation des données de la fiche de
relevé permet de construire le diagramme de Pareto.
II.1.1.2. Hygiène par analyse microbiologique
L'analyse de l'hygiène au niveau microbiologique des
chariots à volaille est basée sur la recherche des
micro-organismes dénombrés à partir d'une analyse de
surface. Cette disposition fait référence au dénombrement
de la flore totale, et des entérobactéries.
Les résultats de cette analyse permettent
d'évaluer le niveau de contamination des chariots à volaille de
COQIVOIRE. L'analyse a été effectuée le 27 Mars 2013 par
le LANADA (Laboratoire National d'Appui au Développement Agricole). Les
résultats d'analyse ont été remis à l'AMQ de
COQIVOIRE, le 02 Avril 2013.
II.1.2. Analyse des données
L'analyse des données est effectuée à
partir des diagrammes Camembert pour l'hygiène au niveau visuel et selon
les directives du Guide des Bonnes pratiques d'hygiène et d'application
des principes HACCP relatif à l'abattage et à la découpe
des volailles (toutes espèces) pour l'hygiène au niveau
microbiologique.
20
II.1.2.1. Analyse des données de l'hygiène
par analyse visuelle
Les données du tableau synthétique de la fiche
d'analyse visuelle en annexe 7, a permis de représenter les pourcentages
d'apparition de chaque critère dans deux diagrammes Camembert. Les
diagrammes Camembert identifient la qualité d'hygiène visuelle
des chariots à clayettes et des chariots à pics.
II.1.2.2. Analyse des données de
l'hygiène par analyse microbiologique
L'interprétation est faite suivant les seuils de
tolérance fixés selon les directives de la Note de service
DGAL/SDSSA/ N°2007-8275. Ces critères d'interprétation
(tableau 4) permettent d'évaluer l'hygiène microbiologique de
surface.
Tableau 4 : Critères
d'interprétation des analyses microbiologiques de surface en nombre
de
colonies/cm2
Satisfaisant Non satisfaisant
Flore totale 0-10/ cm2 Supérieur à
10/cm2
Entérobactéries 0-1/cm2 Supérieur
à 1/cm2
Source : Anonyme, 2007
II.2. Utilisation d'outils d'amélioration de la
qualité
Un outil d'amélioration de la qualité se
définit comme un ensemble cohérent de dispositions pratiques
mises en place dans l'entreprise en vue d'améliorer les performances
d'une ou de plusieurs caractéristiques d'un produit ou d'un service
(Chauvel, 1996).
II.2.1. Hygiène par analyse visuelle
L'amélioration de l'hygiène par analyse visuelle
est établie à partir de l'exploitation du diagramme d'Ishikawa et
du diagramme de PARETO. L'analyse QQOQCP permet d'établir les
modalités d'amélioration de l'hygiène par analyse
visuelle.
21
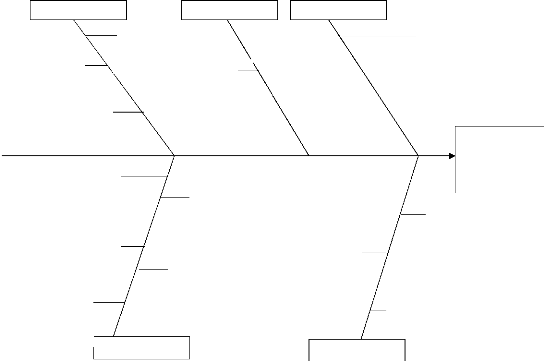
II.2.1.1. Diagramme d'Ishikawa
Le diagramme d'Ishikawa se présente sous la forme d'une
arborescence visualisant le problème dans un cadre à
l'extrémité droite et ses sources potentielles à gauche.
Il permet de représenter les causes d'un dysfonctionnement de
façon claire et structurée. Ces causes (tableau 5) sont
regroupées classiquement par familles, autour des 5M (Chauvel, 1996).
Tableau 5: Contenu exprimé en fonction
des 5M
Intitulé de la famille Contenu
Matière Elément à transformer par le
processus
Equipement, machine, petit matériel,
Matériel locaux
Environnement physique et humain,
Milieu conditions de travail
Main d'oeuvre Professionnel ou acteur de l'activité
Méthode Savoir faire, instructions de travail
Source : Chauvel, 1996
II.2.1.2. Analyse de PARETO et la règle du A B
C
L'analyse de PARETO est effectuée à partir de
l'interprétation du diagramme de PARETO. Ce diagramme est
représenté par un repère, où les causes d'un
problème sont disposées de la gauche vers la droite en ordre
décroissant de leur importance. PARETO dans son analyse propose une
classification des causes en 3 groupes A, B et C d'où le nom
Méthode ABC.
L'analyse de ce diagramme s'appuie sur la loi empirique du
80/20 : environ 20 % des causes expliquent jusqu'à 80% du
problème (Chauvel, 1996). L'exploitation de la règle du A B C
permet d'affiner la résolution du problème.
Le groupe A est composé de 20 % des causes, le groupe B
regroupe 30% des causes et le dernier groupe (groupe C), est composé de
50% des causes. L'axe horizontal (abscisse) du diagramme est divisé en
segments égaux correspondant au nombre de causes potentielles
répertoriées sur la fiche des critères de l'analyse des
causes et effets. L'axe vertical (ordonnée), correspond à la
fréquence de survenue de la cause.
22
Le tracé de la courbe des fréquences
cumulées permet d'identifier les éléments
représentant la partie la plus importante du problème à
résoudre. Seuls les éléments du groupe A seront pris en
compte dans l'analyse QQOQCP parce qu'ils expliquent 80% des défauts
recensés. La réalisation du diagramme est effectuée
à partir du logiciel Microsoft Excel.
II.2.1.3. Analyse QQOQCP
Cette technique permet de structurer l'information sur un
sujet donné, sur la base des questions suivantes : Quoi ? Qui ? Ou ?
Quand ? Comment ? et Pourquoi ? Cet outil permet de définir plus
clairement les modalités d'un plan d'action ce qui évite
d'oublier un élément indispensable (Chauvel, 1996). Les
informations sont reprises dans un tableau comprenant les intitulés des
questions à gauche, et les réponses aux questions à droite
du tableau (tableau 6).
Tableau 6 : Indications du diagramme QQOQCP
Questions Contenu
Personnes concernées par le problème, nombre,
QUI ? qualification
QUOI ? Définition et nature du problème
OU ? Localisation du problème (secteur concerné)
QUAND ? Moment, durée, fréquence et dates de mise
en oeuvre des
corrections
COMMENT ? Procédure d'exécution des mesures
définies, coût
engendré par l'action
POURQUOI ? Intérêt de la résolution du
problème
Source : Chauvel, 1996
II.2.2. Hygiène par analyse microbiologique
Les propositions pour l'amélioration de
l'hygiène par analyse microbiologique sont définies à
partir d'un audit qualité effectué du 27 Mars au 25 Avril 2013.
L'établissement des non-conformités permet de proposer un
ensemble d'actions correctives vis-à-vis de celle-ci.
23
II.2.2.1. Définition de l'audit qualité
Un audit qualité est un examen méthodique et
indépendant effectué en vue de déterminer si les
activités et résultats relatifs à la qualité
satisfont aux dispositions préétablies (Chauvel, 1996). L'audit
permet de vérifier la conformité ou la non-conformité des
éléments du système qualité aux exigences
pratiques. Cet outil est utilisé pour établir un diagnostic
qualité, dans le cadre d'une démarche générale
d'amélioration (Anonyme 1, 1992).
II.2.2.2. Démarche de l'audit
La démarche de l'audit qualité s'inscrit dans
l'exécution de quatre étapes. Il s'agit de la définition
du champ d'audit, sa planification, son exécution et
l'élaboration du rapport d'analyse.
? La définition du champ de
l'audit
Un audit sur la situation hygiénique des chariots
à volaille a été effectué au sein de COQIVOIRE. Cet
audit a pour objectif de faire apparaître les zones potentielles de
contaminations, ou attitudes constatées pendant l'activité,
pouvant favoriser la prolifération d'une catégorie de
micro-organismes sur les chariots à volaille.
Les sites à auditer sont la salle de ressuage et l'aire
de lavage des chariots. Les critères d'audit font
référence aux dispositions des bonnes pratiques d'hygiène
du personnel, du matériel, de la main d'oeuvre, du produit et de
l'environnement de travail dans ces différents lieux.
Les documents de référence consultés sont
:
-le Guide des Bonnes Pratiques d'Hygiène et
d'application des principes HACCP relatif à l'abattage et à la
découpe des volailles (toutes espèces) ;
- les produits et l'application de l'hygiène (Belloin
J., 1993) ;
-le Référentiel d'harmonisation de la gestion de
l'hygiène alimentaire en Afrique, (BTSF) Afrique ;
- l'Arrêté N°250 du 18 Novembre 1988
fixant les normes à respecter pour la confection de certaines
denrées alimentaires et de boissons non alcoolisées (Journal
officiel RCI, 1988).
24
? La planification de l'audit
Les documents de référence ont été
consultés sur une période de 1 mois, précédant la
mise en exécution de l'audit. L'audit sur la qualité
microbiologique des chariots à volaille a été
réalisé du 27 Mars au 25 Avril 2013.
? L'exécution de l'audit
Les informations sont relevées sur le support d'audit,
qui reprend les différents critères à évaluer en
fonction des 5M. Les observations sont faites une fois par jour, du lundi au
Vendredi. Les critères d'analyse sont évalués selon la
grille de notation détaillée de la manière suivante :
-satisfaisant (les observations sont conformes aux directives
des documents de référence de l'audit) ;
-non-satisfaisant (les observations ne sont pas conformes aux
directives des documents de référence de l'audit) ;
-absence (les critères d'analyse sont inexistants).
? Le rapport de l'audit
Les résultats d'audit doivent refléter
fidèlement le contenu de l'audit. Il se rapporte à la
définition des objectifs et du champ d'application de la méthode
d'audit. Les résultats d'audit mentionnent, les non-conformités,
et les propositions d'actions correctives de celles-ci. Ces
éléments figurent dans le rapport d'audit (annexe 8).
CHAPITRE 3 : RESULTATS ET
DISCUSSION
25
I. RESULTATS DE L'ETAT DES LIEUX
Les résultats de l'état des lieux sont traduits
par l'évaluation de l'hygiène par analyse visuelle et
l'interprétation des résultats d'analyse microbiologique.
L'interprétation des diagrammes Camembert permet d'apprécier la
qualité d'hygiène visuelle des chariots.
L'interprétation des résultats d'analyse
microbiologique illustre le niveau de contamination des chariots à
volaille par les micro-organismes. Leur présence est la preuve de
l'existence de défaillances dans le nettoyage du matériel.
I.1. Evaluation de l'hygiène par analyse visuelle
des chariots à volaille
L'analyse visuelle effectuée sur les chariots à
clayettes et les chariots à pics est représentée
graphiquement sur les figures 13 et 14. Les données sont
regroupées dans les tableaux synthétiques des données en
annexe 9.
La grande partie des salissures persistant sur les chariots
à clayettes, après nettoyage est constitué des plumes, et
dans une moindre mesure des débris sanguins. Les opérations de
nettoyage qui sont conduites ne permettent pas d'éliminer les
souillures.

32% 54%
plumes
14%
sang
autres déchets
Figure 13 : Diagramme des pourcentages des
différentes salissures issues de l'observation
visuelle des chariots
à clayettes

59%
13%
28%
plumes
autres déchets
sang
26
Figure 14: Diagramme des pourcentages des
différentes salissures issues de l'observation
visuelle des chariots
à pics
A l'analyse de la figure 13, les plumes subsistent sur les
chariots à clayettes après la conduite des opérations de
nettoyage à hauteur de 54% des salissures. Les plumes restent
incrustées dans les angles droits formés par les clayettes.
Les débris sanguins représentant 32% des
salissures, et ils sont concentrés en dépôt
solidifiés sous les clayettes. Les autres déchets sont des
débris qui constituent 14% des salissures. Ces déchets sont
présents sur les clayettes et les pics où se posent les pigeons
ou les hérons garde-boeufs.
La figure 14 montre que 59% des salissures est du sang, soit
plus de la moitié des salissures observées. Cette observation est
due à la disposition des carcasses qui sont embrochées sur les
pics, d'où l'abondance du sang. Les plumes persistent également
sur les pics après les opérations de nettoyage à 28% des
salissures. Les autres déchets proviennent représentent 13% des
souillures.
I.2. Evaluation de l'hygiène par analyse
microbiologique des chariots à volaille
Le tableau 7 montre que les opérations de nettoyage et
de désinfection ne permettent pas d'atteindre un niveau d'hygiène
acceptable, conforme aux dispositions de la Note de service DGAL
N°2007-8275 relative aux contrôles microbiologiques
appliqués aux surfaces des matériels des abattoirs et ateliers de
découpe.
Tableau 7 : Résultats de l'analyse
microbiologique de la surface des chariots à volaille
Paramètres Méthodes Résultats
(colonies/cm2)
Flore totale NF ISO 4833 25
Entérobactéries NF ISO 7402 00
Source : COQIVOIRE
II. ANALYSE DES CAUSES DE LA MAUVAISE QUALITE D'HYGIENE
DES CHARIOTS A VOLAILLE
II.1. Identification des causes de la mauvaise
qualité de l'hygiène par analyse visuelle
Les causes de la mauvaise qualité de l'hygiène par
analyse visuelle, sont répertoriées à partir de
l'exploitation du diagramme d'Ishikawa (figure 15). Les causes sont
recherchées selon les 5M.
Main-d'oeuvre
Méthode


Pannes du
nettoyeur
haute
pression
(4)
Mauvaise application de la
méthode de nettoyage et désinfection des
chariots
(1)
Défaut d'hygiène
par analyse visuelle
des
chariots à
volaille
Carcasses mal rincées
(2)
Négligence du port des gants
(6) Nettoyage tardif des chariots (3)
Présence
d'oiseaux sur
les chariots
(5)
Présence
d'autres déchets
(7)
Milieu
Matériel
Matière
27
Figure 15: Diagramme d'Ishikawa du
défaut d'hygiène par analyse visuelle des chariots
28
II.2. Classification des causes de la mauvaise
qualité de l'hygiène au niveau visuel
Le diagramme de PARETO (figure 16) permet de classer les
causes de la mauvaise qualité d'hygiène par analyse visuelle. Ces
causes sont numérotées de 1 à 7 (figure 15), et
disposées de la gauche vers la droite en fonction de leur importance.
Les données du diagramme sont regroupées dans un tableau
synthétique (annexe 9).
|
Nombre de fois 50 d'apparition
(%)
40 30 20 10
0
|
|
68,03%
|
79,93%
|
89,22%
|
93,31%
|
97,03%
|
|
44,61%
|
|
|
|
|
|
|
1 2
|
3
|
4
|
5
|
6
|
|
100%
|
|
|
|
|
|
|
120,00%
100,00%
Pourcentages
cumulés
d'apparition

7
80,00%
60,00%
40,00%
20,00%
0,00%
Figure 16: Diagramme de PARETO
L'analyse de PARETO a mis en évidence trois facteurs
occasionnant 79,93% des causes répertoriées. Il s'agit de la
mauvaise méthode de nettoyage, du rinçage insuffisant des
carcasses et du nettoyage tardif des chariots.
II.2.1. Mauvaise méthode de nettoyage et
désinfection
Le pré-nettoyage des chariots est inexistant, ce qui
favorise le dessèchement des détritus (sang, plumes), et leur
accumulation sur les surfaces nettoyées. La règle des quatre
facteurs n'est pas suivie pendant l'utilisation du détergent
chloré.
La seule disposition respectée est l'adéquation
de la température d'utilisation du détergent avec celle
donnée par le fabricant. Le produit détergent est utilisé
à la température ambiante pendant les opérations de
nettoyage.
29
II.2.1.1. Action mécanique
Au niveau de l'action mécanique, l'aspersion des
chariots avec le produit détergent est effectuée manuellement, et
ne permet pas de couvrir l'entièreté des surfaces à
nettoyer. Dans ce cas, l'élimination des souillures n'est possible que
sur les endroits atteints lors de l'aspersion. L'action mécanique est
négligée sur les roues des chariots et sous les clayettes. Ces
zones sont soumises à une action passagère voire même
inexistante.
II.2.1.2. Concentration
Au niveau de l'utilisation du produit détergent, le
dosage n'est pas respecté. Selon le fabriquant, le produit
détergent doit être utilisé dans des proportions variant
entre 5 et 10% de concentration du produit dans l'eau. Le dosage
effectué à COQIVOIRE est largement en deçà de celui
fixé par le fabricant (une concentration de 1,5 à 1,6 %), soit
une concentration 3 fois inférieure au dosage minimal
recommandé.
II.2.1.3. Temps d'action
Le temps de contact ne répond pas aux exigences
signifiées par le fabriquant (5 à 30 minutes). Le
détergent est mis en contact avec les chariots sur une durée
variable de 1 à 3 minutes. Le non respect du temps d'action constitue
une perte en efficacité et un gaspillage de produit d'entretien (Salvat
et Colin, 1995).
II.2.2. Rinçage insuffisant des carcasses
Le plumage mécanique permet d'enlever jusqu'à
90% des plumes du corps de l'animal. Le rinçage a pour but
d'éliminer les souillures présentes sur la peau et les plumes
restées collées au corps pendant l'échaudage.
Le rinçage est effectué par deux
opérateurs munis d'une douchette à jet d'eau. Les
opérateurs n'exécutent qu'un rinçage sommaire de la partie
cloacale, et ne portent pratiquement pas le jet d'eau sur l'ensemble du
corps.
La conséquence immédiate est l'accolement des
plumes sur le corps, et le déversement important des exsudats sanguins
sur les chariots à volaille. Les opérations de nettoyage et la
désinfection sont rendus difficiles à cause de l'abondance des
souillures à éliminer.
II.2.3. Nettoyage tardif des chariots
Les chariots sont lavés tardivement sur une
durée variable d'attente allant de 5 mn à 1 heure de temps la
matinée. Le nettoyage doit se faire automatiquement après la
sortie de la salle de ressuage. Le nettoyage de nuit, est effectué par
un ouvrier assurant concomitamment le lavage des caisses. Cette situation
l'empêche de nettoyer la totalité des chariots.
L'opérateur chargé du nettoyage du jour assure,
en plus de cette activité, le nettoyage du couloir, la vidange des
caisses-poubelles, le lavage des caisses, et vient en appoint au lavage des
camions de livraison de produits COQIVOIRE. Le nombre de chariots lavés
la nuit n'est pas déterminé par l'opérateur de
nettoyage.
II.3. Identification des sources potentielles de
contamination des chariots à volaille par la flore totale
Les sources potentielles de contamination (figure 17) sont
recherchées à partir de l'analyse du diagramme d'Ishikawa.
Matière
Méthode
Peaux
contaminées par les souillures du contenu intestinal et
les pattes sales
Mauvaise
application de la méthode de nettoyage et de
désinfection
Contamination
des chariots par
la flore totale
Qualité
microbiologique de
l'eau de nettoyage
des
chariots indéterminée
Utilisation d'un seau d'eau
souillé pour l'aspersion
des
chariots avec le mélange
eau-détergent
Surface
irrégulière du sol de l'aire de nettoyage
Milieu
Matériel
Absence du port
d'une tenue de
travail propre
Entreposage des chariots dans un local non protégé
après nettoyage
Nettoyage et désinfection inexistants de l'aire de
nettoyage des chariots
Lavage des chariots sur une aire non
protégée
Utilisation d'un
seau souillé lors de la préparation
du mélange
d'eau et de
détergent
Absence de nettoyage de
la buse du nettoyeur
haute pression
Main d'oeuvre
Absence de port
de cache-nez, de
gants et de tablier
Absence
d'hygiène
des gants
30
Figure 17: Diagramme d'Ishikawa de la
contamination des chariots par la flore totale
31
II.4. Identification des non-conformités
relevées suite à l'exécution de l'audit
microbiologique
Les résultats de l'audit sont résumés
dans le tableau 8. Le support d'audit est renseigné selon les
dispositions prévues dans les références documentaires.
Cet audit fait apparaitre des défaillances au niveau de la gestion de la
matière, du matériel et du milieu.
Tableau 8 : Résultats de l'audit
microbiologique sur l'hygiène des chariots à volaille
|
Critères d'évaluation de
l'audit
|
Références
documentaires
|
|
Satisfaisant
|
Non
Satisfaisant
|
Absence
|
|
Port effectif de cache nez, d'un
tablier et de gants
|
|
|
|
Anonyme 5,
2007
|
|
Hygiène des gants, du tablier et
de la tenue de
travail
|
|
|
|
|
Peaux des carcasses débarrassées des souillures
|
|
|
|
|
Nettoyage et désinfection du sol
de l'aire de
nettoyage des
chariots
|
|
|
|
Anonyme 2,
1999
|
|
Nettoyage des chariots dans un
local
protégé
|
|
|
|
|
Entreposage des chariots dans un local protégé
après nettoyage
|
|
|
|
|
Etat de surface du sol de l'aire de nettoyage des chariots
|
|
|
|
|
Utilisation d'un seau propre pour le nettoyage des chariots
|
|
|
|
|
Nettoyage de la buse du
nettoyeur haute pression
|
|
|
|
|
Maitrise de la méthode de
nettoyage et
désinfection des
chariots
|
|
|
|
Belloin, 1993
|
|
Qualité microbiologique de l'eau de nettoyage des
chariots
|
|
|
|
Journal officiel
RCI, 1988
|
32
II.4.1. Gestion de la matière
Après la mise sur chariots, les carcasses
présentes en salle de ressuage portent en grande quantité des
plumes et du sang sur la peau. L'accumulation de ces salissures combinée
avec la mauvaise méthode de nettoyage des chariots, favorise la
contamination du matériel par les germes identifiés lors du
contrôle de surface.
II.4.2. Gestion du matériel
Le seau d'aspersion n'est pas nettoyé et
désinfecté correctement. Ce matériel souillé est
utilisé quotidiennement par l'équipe d'entretien.
L'opérateur touche avec ses gants le matériel insalubre, et par
la suite pose les mains sur les chariots nettoyés et ceux en cours de
nettoyage.
La buse du nettoyeur haute pression utilisée n'est pas
nettoyée avant et après les opérations de nettoyage et
désinfection. Ce manque d'entretien peut être à la base de
la contamination des chariots par des souillures présentes à
l'intérieur de la buse.
II.4.3. Gestion du milieu
Les chariots sont nettoyés sur un espace non couvert et
régulièrement exposés aux micro- organismes et particules
transportées par l'air. De plus, la présence remarquable des
hérons type garde-boeufs sur les chariots, des pigeons et des mouches,
est source de contamination physique et microbienne.
Le sol cimenté de l'aire de nettoyage n'est pas
nettoyé et désinfecté avant et après les
opérations de nettoyage. Cet espace est une zone de passage, attenante
à l'entrée du frigo. Ce lieu est largement
fréquenté et correspond également à la sortie de la
zone du frigo.
La surface est parcourue par des crevasses remplies par l'eau
résiduelle de nettoyage. En effet, la norme CAC/RCP 1-1969 du Codex
Alimentarius précise que les sols doivent être construits de
manière à permettre un drainage et un nettoyage
adéquats.
Il n'existe pas de pédiluve, précédant
l'accès à la zone de nettoyage. Cette zone n'est pas
protégée, et son accès est libre à tout passage.
Les personnes ayant accès à ce lieu ne prennent donc pas les
précautions sanitaires suffisantes pour désinfecter leurs
chaussures et leurs bottes.
33
II.4.4. Gestion de la main d'oeuvre
Le port des gants et du cache-nez par l'opérateur de
nettoyage pendant les opérations de nettoyage n'est pas respecté.
L'hygiène vestimentaire est laissée à
l'appréciation du seul utilisateur. Ce dernier effectue plusieurs
opérations l'exposant à des contaminations diverses en plus de
l'activité de nettoyage (vidange des poubelles du frigo,
nettoyage des caisses).
II.5. Détermination des modalités
d'amélioration de l'hygiène des chariots à volaille
Les dysfonctionnements dans la gestion de l'hygiène des
chariots ayant été clairement identifiés, la mise en place
de la méthode QQOQCP et le planning de mise en oeuvre des actions
correctives, permettent de planifier les modalités
d'amélioration.
II.5.1. Planning des modalités
d'amélioration de l'hygiène après analyse visuelle
L'utilisation de la méthode QQOQCP (tableau 9) permet
de mettre en oeuvre les actions d'amélioration suivant une
planification. Cette planification prend en compte les personnes
concernées, la nature du problème, sa localisation, les actions
correctives proposées dans des délais, la procédure de
mise en oeuvre et l'intérêt de la résolution du
problème.
II.5.1.1. Mauvaise application de la méthode de
nettoyage et désinfection
L'analyse QQOQCP (tableau 9) définit la mise en oeuvre
des actions d'amélioration. Ces actions ont pour objectif de garantir
une application correcte de la méthode de nettoyage et
désinfection, et le contrôle des opérations de
nettoyage.
34
Tableau 9: Planification des actions
correctives d'amélioration de la méthode de nettoyage et
de
désinfection selon l'analyse QQOQCP
|
NOM DU PROBLEME : Mauvaise application de la
méthode de nettoyage et désinfection
|
|
Questions
|
Contenu
|
|
QUI ?
|
Personnes concernées : AMQ, Chef de l'équipe
d'entretien, opérateur
d'entretien des chariots
|
|
QUOI ?
|
Non respect du nettoyage en trois étapes : pré
nettoyage, application du détergent chloré, rinçage final
;
Non respect de la règle des quatre facteurs dans
l'application du produit détergent.
|
|
OU ?
|
chariots à volaille
|
|
QUAND ?
|
Formation du personnel d'hygiène sur les principes de
nettoyage dans l'Industrie Agro Alimentaire pour la maitrise des techniques de
nettoyage et désinfection (délai d'exécution : mai
2013);
Contrôle de l'effectivité des mesures
d'hygiène concernant le personnel et le matériel de nettoyage,
l'environnement de travail (en cours);
Mise en place d'un plan de nettoyage et désinfection des
chariots, du matériel d'entretien et du sol de l'espace de nettoyage (en
cours).
|
|
COMMENT ?
|
Formation du personnel : effectuer un pré nettoyage
(rinçage sous haute pression des clayettes et brossage des pics
dès réception des chariots sales);
Application du détergent chloré : aspersion
mécanique (utilisation d'une machine à mousse) sur toutes les
parties du matériel (clayettes, pics, roues, armatures
métalliques, dessous de clayettes);
Respect du dosage de détergent recommandé par le
fabricant : 3 à 50% selon le niveau d'encrassement des surfaces ;
Respect du temps d'action du détergent : de 5 à 30
minutes ;
Contrôle de l'utilisation de la machine à mousse
pour l'aspersion mécanique du matériel avec le
détergent-désinfectant ;
Contrôles de l'effectivité des mesures
d'hygiène : contrôles inopinés de l'AMQ et la surveillance
du chef d'abattoir sur l'état de propreté visuel des chariots
;
Mise en place du plan de nettoyage et désinfection :
élaboration d'un plan de nettoyage et désinfection sur support
papier porté à la connaissance du chef de l'équipe
d'entretien qui conserve un exemplaire.
|
|
POURQUOI ?
|
Amélioration de l'hygiène par analyse visuelle des
chariots à volaille de
COQIVOIRE
|
35
II.5.1.2. Rinçage insuffisant des carcasses et
nettoyage tardif des chariots
L'analyse QQOQCP (tableau 10) permet de planifier la mise en
oeuvre d'actions d'amélioration du rinçage des carcasses, et
permettre un nettoyage immédiat des chariots après leur
utilisation.
Tableau 10 : Planification des actions
correctives d'amélioration du rinçage des carcasses
et
l'organisation de l'activité de nettoyage selon l'analyse
QQOQCP
|
NOMS DES PROBLEMES : Rinçage insuffisant
des carcasses et nettoyage tardif des chariots
à volaille
|
|
Questions
|
Contenu
|
|
QUI ?
|
Personnes concernées : AMQ, Chef de l'équipe
d'entretien, opérateur de
nettoyage, rinceurs, chef d'équipe
tuerie
|
|
QUOI ?
|
Rinçage insuffisant des carcasses (présence de
plumes collées à la peau) ;
Nettoyage tardif des chariots (opérateur de nettoyage
soumis à des tâches secondaires).
|
|
OU ?
|
zone d'abattage et aire de nettoyage des chariots à
volaille
|
|
QUAND ?
|
Achat d'une laveuse de carcasses (date butoir d'exécution
01er mars 2013) ; Suppression des tâches secondaires (effectif depuis
mars 2013).
|
|
COMMENT ?
|
Prise en compte de l'achat de la laveuse de carcasses dans de
plan de mise à niveau de l'abattoir ;
Opérateur affecté uniquement au nettoyage et
à la désinfection des chariots.
|
|
POURQUOI ?
|
Amélioration de l'hygiène par analyse visuelle des
chariots à volaille de
COQIVOIRE
|
II.5.2. Planning de mise en oeuvre des actions
correctives des écarts relevés lors de l'audit-qualité
Les écarts relevés dans les résultats
d'audit donnent lieu à la mise en oeuvre d'actions correctives qui
s'inscrivent dans un délai d'exécution (tableau 11). Le rapport
d'audit qualité met en relief d'une part les non-conformités
observées, et d'autre part les actions d'amélioration
proposées.
36
Tableau 11 : Etablissement des
non-conformités et des actions correctives d'amélioration
|
NON CONFORMITES RELEVEES ET ACTIONS
CORRECTIVES
(DELAIS D'EXECUTION)
|
|
NON CONFORMITES
|
ACTIONS CORRECTIVES ET
DELAIS
D'EXECUTION
|
|
Négligence dans le port de cache-
nez, de gants et de
tablier pendant
les opérations de nettoyage
|
Formation du personnel d'hygiène sur les principes de
nettoyage dans l'Industrie Agro Alimentaire pour la maitrise des techniques de
nettoyage et désinfection (délai d'exécution mai 2013);
Contrôle de l'effectivité des mesures
d'hygiène concernant le personnel, le matériel de nettoyage et
l'environnement par des contrôles inopinés de l'AMQ (en cours)
;
Surveillance du chef d'abattoir de l'état de
propreté des chariots (en cours);
Mise en place d'un plan de nettoyage et désinfection des
chariots, du matériel d'entretien et du sol de l'espace d'entretien (en
cours).
|
|
Mauvaise hygiène du tablier, des
gants et de la tenue
de travail
|
|
Non maitrise de la procédure
d'entretien des
chariots
|
|
Utilisation d'un seau d'eau souillé
pour la
préparation du mélange eau-
détergent et l'aspersion
des chariots
|
|
Absence de nettoyage et désinfection
du sol de l'aire
d'entretien des
chariots
|
|
Peaux des carcasses fortement
souillées par les
plumes et le sang
|
Achat d'une laveuse de carcasses : achat prévu dans le
plan de mise à niveau de l'abattoir (en cours-date butoir
d'exécution 01er mars 2014).
|
|
Nettoyage et entreposage des
chariots sur un espace non
protégé
|
Nettoyage et entreposage des chariots réalisés dans
une salle respectant le principe de la marche en avant au niveau du flux du
personnel et des produits ;
Entretien systématique des chariots après le
calibrage et stockage dans une salle de nettoyage (délai : projet
inscrit dans le plan de mise à niveau de l'abattoir-date butoir
d'exécution 01er mars 2014).
|
|
Surface dégradée de l'espace de
nettoyage des
chariots
|
|
Mauvaise qualité microbiologique de
l'eau
utilisée pour le nettoyage des
chariots
|
Analyse microbiologique en cours : utilisation de l'eau de la
SODECI jusqu'à la réception des résultats d'analyse.
|
37
III. RECOMMANDATIONS
Les recommandations s'appliquent à un ensemble de
mesures à caractère non obligatoire visant à
améliorer l'environnement de travail et la gestion du personnel
d'entretien des chariots à volaille.
III.1. Formation du personnel
Le personnel d'entretien doit être formé
continuellement aux techniques de nettoyage et de désinfection des
chariots à volaille. Chaque membre du personnel doit recevoir une
formation à un niveau qui correspond aux taches qu'il est chargé
d'accomplir (BTSF, 2010).
Les formations doivent se faire selon un calendrier de mise en
oeuvre défini par l'AMQ. L'AMQ doit élaborer un système de
fiches individuelles permettant de récapituler pour chaque membre du
personnel les formations qui ont été suivies. Cette
dernière doit être accompagnée d'un assistant pour
l'exécution des tâches opérationnelles.
III.2. Gestion du volet documentaire
La gestion de l'hygiène du matériel, est
synthétisée dans un ensemble de documents (annexe 10). Ils sont
conservés par le service qualité et contiennent le plan de
nettoyage et désinfection, les fiches techniques des produits de
nettoyage et désinfection, les notices des appareils de nettoyage
utilisés, les fiches de pointage d'exécution des tâches,
les fiches de contrôle bactériologique de la désinfection,
ainsi que les résultats d'analyse microbiologiques de surface (Anonyme
5, 2007).
III.3. Contrôle de l'hygiène des chariots
à volaille
L'exécution des tâches doit être
accompagnée de l'utilisation simultanée d'un document de pointage
pour pouvoir vérifier l'effectivité de l'application du plan de
nettoyage et désinfection. L'utilisation de la méthode QQOQCP,
permet d'établir le plan de nettoyage.
L'AMQ doit effectuer tous les jours un contrôle visuel
des chariots après les opérations d'entretien. Les
contrôles doivent être inopinés, suivis de sensibilisation
en cas de dysfonctionnement puis de sanctions.
Un contrôle microbiologique devrait être
réalisé toutes les 2 semaines, ou au moins une fois par mois. Si
les résultats sont satisfaisants sur une période donnée,
la fréquence de contrôle peut être réduite (BTSF,
2010).
38
CONCLUSION
Le maintien d'un niveau d'hygiène des chariots à
volaille conforme aux principes du Codex Alimentarius nécessite
la connaissance et la mise en exécution de ses directives.
L'étude qui a été menée a permis d'établir
un niveau d'hygiène des chariots à volaille au niveau des aspects
visuel et microbiologique. Elle a permis de relever un ensemble de
dysfonctionnements dus à la présence de plumes, de sang et de
débris divers persistant sur le matériel après le
nettoyage. En effet, les plumes constituent 54% des souillures présentes
sur les chariots à clayettes, le sang représente 32% des
souillures contre 14% pour les déchets divers. Les chariots à
pics sont souillés par le sang, les plumes et des débris
étrangers respectivement à 59%, 28% et 13%. Cette
réalité à été mise à profit dans la
recherche des causes de la mauvaise hygiène. Les causes de la mauvaise
hygiène par analyse visuelle ont été classées selon
l'analyse de PARETO qui a permis d'identifier trois facteurs responsables
à 79,93% du défaut d'hygiène constaté. Il s'agit de
la mauvaise application de la méthode de nettoyage, du nettoyage tardif
du matériel et du rinçage insuffisant des carcasses.
Au niveau de la qualité microbiologique, la surface du
matériel est contaminée par la flore totale, ce qui montre qu'il
existe des sources potentielles de contamination des surfaces. L'analyse des 5M
a permis de réaliser un audit microbiologique sur l'hygiène des
chariots. Des non-conformités ont été relevées, et
des actions correctives ont été élaborées pour
l'amélioration de l'hygiène microbiologique. Les propositions
sont une contribution à la gestion quotidienne de l'hygiène des
chariots à volaille. Elles doivent donc s'inscrire dans une
démarche d'amélioration à travers l'application du PDCA
(Plan, Do, Check and Act). Cet outil-qualité permet de planifier, mettre
en oeuvre, rechercher les défaillances et d'apporter des corrections
à la procédure d'entretien des chariots à volaille de
COQIVOIRE.
39
REFERENCES BIBLIOGRAPHIQUES
Anonyme 1, 1992. Gérer et assurer la
qualité : concepts et terminologie. Association Française de
Normalisation, Paris, pp 386-388
Anonyme 2, 1999. Principes
généraux d'hygiène alimentaire (CAC/ RCP 1-1969).Codex
Alimentarius, 29 pp.
Anonyme 3, 2004. Règlement CE
N°853/2004 du parlement Européen et du Conseil fixant des
règles spécifiques d'hygiène applicables aux
denrées alimentaires d'origine animale. Journal officiel de l'Union
européenne, 61 pp.
Anonyme 4, 2006. Norme sur la viande de poulet
carcasses et parties. Commission économique des Nations Unies pour
l'Europe, 66 pp.
Anonyme 5, 2007. Guide des Bonnes Pratiques
d'Hygiène et d'application des principes HACCP relatif à
l'abattage et à la découpe des volailles (toutes espèces).
Fédération des Industries Agricoles, 64 pp.
CE, 2008. Règlement CE N°543/ 2008
de la Commission du 16 Juin 2008 portant modalités d'application du
règlement CE 1234/2007 du Conseil en ce qui concerne les normes de
commercialisation pour la viande de volaille. Journal officiel de l'Union
européenne, 42 pp. Anonyme 6, 2009. Guide
d'élevage général des pondeuses commerciales ISA
brown. ISA, 41 pp.
Anonyme 7, 2012. Fiche technique Hubbard JV.
Hubbard, 2 pp.
Belloin J., 1993. L'hygiène dans
l'industrie alimentaire-Les produits et l'application de l'hygiène.
Département de l'agriculture FAO, Rome, 133 pp.
Block S., 1991. Désinfection
stérilisation et conservation. 4eed.
Lea&Febiger, Philadelphie et Londres, 162 pp.
BTSF, 2010. Référentiel
d'harmonisation de la gestion de l'hygiène alimentaire en Afrique.
Direction Générale de la santé et des consommateurs de
la Commission européenne, Luxembourg, 46 pp.
Chauvel M., 1996. Méthodes et outils pour
résoudre un problème. Dunod, Paris, 276 pp.
Guérin M., 1986. Le nettoyage : les produits. Revue
Technique Vétérinaire de l'Alimentation, Paris, pp 10-22
Journal officiel RCI, 1988. Qualité
microbiologique d'une eau potable. Arrêté N°250 du 18
Novembre 1988 fixant les normes à respecter pour la confection de
certaines denrées alimentaires et de boissons non
alcoolisées, 12 pp.
40
Kahrs R. 1995. Principes généraux
de la désinfection. Service vétérinaire du
Département de l'agriculture des Etats-Unis d'Amérique,
River Road, pp 123-142
Kluger D., 1978. Les quatre facteurs de
l'hygiène dans l'industrie de la viande. Revue Technique
Vétérinaire de l'Alimentation, Paris, pp 42-43
Ministère de l'agriculture et de la pêche,
2007. Note de service DGAL/SDSSA/ N°20078275. Direction
générale de l'alimentation-Sous Direction de la
Sécurité Sanitaire des Aliments, 21 pp.
Salvat G. et Colin P., 1995. Le nettoyage et la
désinfection dans les industries de la viande en Europe. Centre
national d'études vétérinaires et alimentaires,
Ploufragan, pp 313-327
Van Eekeren N. et Maas A., 2006.
L'élevage des poules à petite échelle. Fondation
Agromisa, Wageningen, 97 pp.

ANNEXES
II
ANNEXE 1 : Organigramme de COQIVOIRE et
missions des acteurs
Organigramme de COQIVOIRE
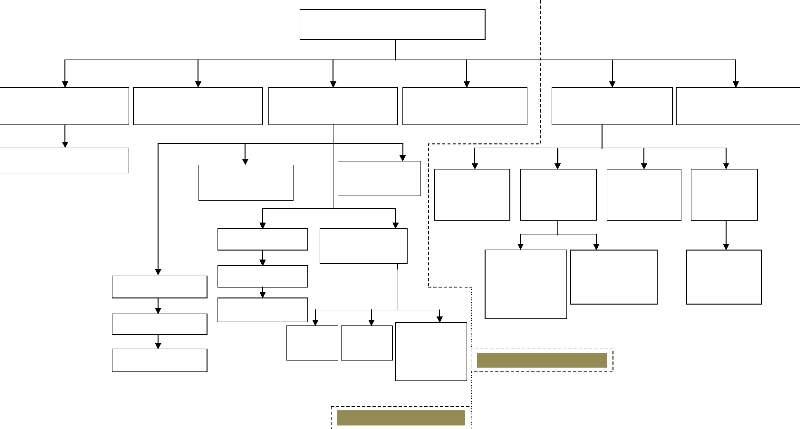
Directeur d'exploitation
Responsable
Marketing
Gestionnaire de stock
Responsable
commercial
Assistante
Management Qualité
Responsable
Production
Assistant Logistique
Administrateur
vente
Assistante
commercial
Techniciens
abattoir
Chef
section
tuerie
Chef
section
OEufs
Chef
section
frigo
Assistant Marketing
Commerciaux
Gérant EFC
CVL
Inspectrice
réseau
Chef
d'équipe
tuerie
numéro 1
Chef d'équipe
tuerie
numéro
2
Chef
d'équipe
frigo
Vente vif
Facturation
|
|
ATM
|
ATM
|
Technicien
|
|
|
|
EFC
|
BBC
|
froid et
électricité
|
|
Saisie EFC
|
|
Pôle de production
Pôle administratif
III
IV
Mission des acteurs du pôle
administratif
-Directeur d'exploitation : Il coordonne
l'activité de l'abattoir, suit les activités de chaque service et
veille à l'atteinte des objectifs de l'entreprise ;
-Responsable Marketing : Elle accompagne les
actions du service commercial dans la promotion de la marque, l'action
publicitaire et propose une stratégie Marketing au service commercial
;
-Assistant Marketing : Il apporte une assistance
opérationnelle au responsable Marketing ;
-Gestionnaire de stock : Elle réalise
l'inventaire physique des stocks de produits, des intrants importés,
gère un volet documentaire et effectue la valorisation des achats de
volaille ;
-Responsable commercial : Il coordonne les
activités commerciales, veille à l'atteinte des objectifs
commerciaux, exécute la politique commerciale décidée par
la Direction Générale du groupe SIPRA. Il gère
également la clientèle et l'effectif commercial ;
-Administratrice -vente : Elle suit de
manière journalière les commandes et réalisations des
clients, les ventes journalières, les versements des comptes-clients
;
-Assistante commerciale : Elle gère le
secrétariat commercial (saisies, enregistrements de courriers
commerciaux), le standard hors commande, l'accueil-client, la fourniture du
matériel de bureau ;
-Commerciaux :Ils assurent la promotion des
ventes dans leur zone d'activité, et veillent à
l'approvisionnement des clients de leurs zones. Ils assurent le suivi de la
clientèle par des visites, collectent des informations sur les actions
de la concurrence. Les commerciaux encadrent les gérants EFC et les CVL
;
-Gérants EFC : Ils gèrent les
commandes, les stocks, la vente, l'hygiène et l'accueil client sur les
EFC. Ils gèrent la caisse du magasin, tiennent des cahiers de vente et
effectuent les encaissements. Ils sont en contact permanents avec les
commerciaux auxquels ils transmettent toutes ces informations ;
-CVL : Ils assurent l'approvisionnement de
leurs clients en produits et sont à la recherche continuelle de nouveaux
clients ; Ils effectuent les livraisons sur commande à leurs clients qui
sont différents de ceux des EFC ;
-Inspectrice réseau : Elle supervise
le réseau EFC et le réseau braiseurs, en assurant le
marchandage, l'hygiène, la bonne présentation des produits, et la
prise en compte des travaux de réparation sur les EFC;
-ATM EFC et BBC : Ils assurent le
contrôle des actions de l'inspectrice-réseau sur les EFC pour
l'ATM EFC, et les stands braiseurs pour l'ATM BBC. Ils effectuent des
rapports pour action à l'inspectrice-réseau ;
V
-Technicien froid-électricité :
Il assure la maintenance des appareils de réfrigération
et congélation, et la réparation des pannes électriques.
Ce dernier s'assure également du bon fonctionnement des charrettes et
poussettes présentes sur les EFC ;
-Assistante Management Qualité (AMQ) :
Elle assure la mise en oeuvre de la politique-qualité de l'entreprise.
Elle contrôle le bon respect des mesures d'hygiène sur l'abattoir
et les EFC. L'AMQ propose également des actions correctives face aux
dysfonctionnements rencontrés ;
-Assistant logistique : Il assure la gestion
du parc automobile de l'entreprise (véhicules de livraison,
véhicules de fonction). Il assure la disponibilité des
véhicules pour l'approvisionnement en matière première et
la livraison des produits. L'assistant logistique assure également
l'évacuation des déchets produits hors de l'abattoir.
Missions des acteurs du pôle de
production
-Responsable production : Il coordonne les
activités de production et de maintenance des installations de
l'abattoir. Il gère l'effectif de l'abattoir et propose des actions pour
l'amélioration de la performance de l'activité ;
-Le chef de section tuerie :Il
dirige deux équipes qui procèdent à l'abattage de la
volaille jusqu'à la mise sur chariots. Les équipes sont
constituées respectivement de saigneurs, de videurs de carcasses, de
rinceurs, de plieurs de carcasses et d'une équipe d'entretien ;
-Le chef de section frigo : Il a
à sa charge une équipe qui s'attèle à la production
des poulets effilés, des produits de découpe et des produits de
charcuterie. Cette équipe est composée d'ouvrières
affectées au calibrage, à l'étiquetage, à la
découpe, au conditionnement des produits, d'une équipe de
charcuterie, d'agents de stockage et d'agents de réalisation des
commandes ;
-Le chef de section oeufs : Il
dirige une équipe affectée au tri manuel, au calibrage et au
conditionnement des oeufs ;
-Les techniciens d'abattoir : Ils ont pour
mission d'assurer la maintenance des appareils par la définition d'un
plan de maintenance des installations de production, son exécution et la
prise en charge des pannes ponctuelles.
VI
ANNEXE 2: Diagrammes de fabrication des
produits finis COQIVOIRE et BEC FIN
Diagramme de fabrication du poulet
effilé
|
Réception au quai
|
|
|
|
Accrochage
|
|
|
|
Anesthésie (65 mA en 4 s)
|
|
|
Saignée
|
|
sang
|
|
Echaudage
Plumage
|
|
plumes
|
Plumes
résiduelles
Eviscération mécanique ou manuelle
Rinçage et finition
Ressuage (4°C pendant 6 heures)
Calibrage
Etiquetage
Coupure du cloaque
Ouverture de la
cavité
abdominale
Extériorisation
des
viscères
abdominaux
Poulets aux poids inférieurs à 750 g
Poulet présentant des défauts visuels
(ailes
cassées, peaux brulées, tâches
de rousseurs, ampoules,
mauvaise
saignée, mauvaise éviscération)
|
|
|
|
Congélation
|
|
|
Préparation commerciale et expédition
|
VII
Stockage (4°C pendant 72 heures maximum)
Diagramme de fabrication des produits de
découpe
Réception au quai
Accrochage
Anesthésie (65 mA en 4s)
|
|
sang
plumes
|
|
Saignée
|
|
|
Echaudage
|
|
|
Plumage
|
|
|
Coupure du cloaque
|
|
|
|
Ouverture de la cavité
|
|
|
Eviscération mécanique et manuelle
|
abdominale
|
|
Extériorisation des viscères abdominaux
Plumes
|
|
|
|
|
Rinçage et finition
|
|
|
résiduelles
|
|
|
Ressuage (4°C pendant 6 heures)
|
|
|
|
|
|
Poulets effilés
|
|
Calibrage
|
|
Poulets aux poids inférieurs à 750 g
Poulet présentant des défauts visuels
(ailes
cassées, peaux brulées, tâches
de rousseurs, ampoules,
mauvaise
saignée, mauvaise éviscération)
|
Découpe
Stockage (4°C pendant 48 heures maximum)

VIII
Congélation
IX
Diagramme de fabrication des oeufs
conditionnés
Calibrage
Conditionnement sous alvéoles
filmées
Conditionnement en vrac
Stockage (pendant 24 heures maximum)
Diagramme de fabrication saucisson et mortadelle BEC
FIN
|
Mélange matière première (viande rouge),
ingrédients et
glace
|
Cutterage (4 à 8 °C)
Conditionnement sous boyau artificiel
Cuisson à la vapeur (85°C pendant 2 à 3
heures)
Refroidissement (0°C pendant 1 heure)
Stockage (4°C pendant 21 jours maximum)
X
Diagramme de fabrication du roulé de volaille BEC
FIN
Marinade du poulet entier désossé dans un
mélange
d'ingrédients (pendant 8 heures)
Façonnage manuel
Cuisson à la vapeur et à la fumée de
sciure de bois
(85°C pendant 3 heures)
Refroidissement (0°C pendant 2 heures)
Conditionnement
Stockage (4°C pendant 21 jours maximum)
Diagramme de fabrication du poulet fumé BEC
FIN
Marinade du poulet PAC dans un
mélange
d'épices (pendant 8 heures)
Cuisson à la vapeur et à la fumée de
sciure de bois
(85°C pendant 3 heures)
Refroidissement (0°C pendant 2 heures)
Conditionnement
Stockage (4°C pendant 21 jours maximum)
XI
Diagramme de fabrication des merguez de volaille BEC
FIN
Hachage de la matière première (viande
rouge)
et des ingrédients
Conditionnement
Emballage
Stockage (4°C pendant 21 jours maximum)
Diagramme de fabrication des brochettes de volaille BEC
FIN
|
Marinade de la viande rouge avec un mélange
d'épices
|
Enfilage
Conditionnement
Stockage (4°C pendant 21 jours maximum)
Diagramme de fabrication des dindes effilées et
découpes de dinde (produit de saison)
Réception au quai
Accrochage
Anesthésie (65 mA en 4 s)
sang
Saignée
|
|
plumes
|
|
Echaudage
|
|
|
|
Plumage
|
|
|
|
Coupure du cloaque
|
|
Eviscération mécanique ou manuelle
|
Ouverture de la cavité abdominale
|
|
|
|
Extériorisation des
|
|
Rinçage et finition
|
|
Plumes viscères
|
|
|
|
résiduelles
abdominaux
|
|
|
Section des pattes
|
|
|
Ressuage (4°C pendant 6 heures)

Conditionnement
Dindes PAC, blocs, ailes, cuisses de dinde
Découpe
Sous-produits
Stockage (4°C pendant 48 heures)

XII
Congélation
|
|
Préparation commerciale et expédition
|
XIII
Diagramme de fabrication des pintades effilées
(produits de saison)
Réception au quai
Accrochage
Anesthésie (65 mA en 4 s)
Echaudage
Plumage plumes
|
|
Coupure du cloaque
|
|
Eviscération mécanique ou manuelle
|
Ouverture de la cavité abdominale
|
|
|
|
Extériorisation des
|
|
Rinçage et finition
|
|
Plumes viscères
|
|
|
|
résiduelles
abdominaux
|
|
Ressuage (4°C pendant 6 heures)
Calibrage
Etiquetage
Conditionnement
Stockage (4°C pendant 48 heures)

|
Congélation
|
|
Préparation commerciale et expédition
|
Diagramme de fabrication des carcasses de lapin
conditionnées (produit de saison)
|
|
|
|
Congélation
|
Préparation commerciale
|
XIV
Réception des carcasses
Ressuage
Calibrage
Conditionnement
Stockage (4°C pendant 21 jours maximum)
XV
ANNEXE 3 : Structure et composition de l'oeuf de
poule
L'oeuf de poule est un aliment riche en
protéines et en lipides. Les oeufs ont une grande valeur nutritive. Le
blanc comme le jaune sont riches en protéines de haute valeur (plus de
10 % de leur poids). Le jaune contient environ 33 % de graisse (Van Eekeren et
Maas, 2006).
Structure de l'oeuf de poule (Van Eekeren et Maas,
2006)
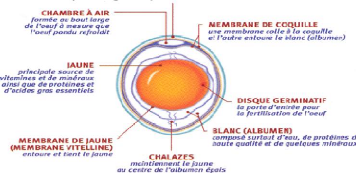
Composition d'un oeuf de poule de 60 g (Van Eekeren et
Maas, 2006)
|
Eléments
|
Teneur (g)
|
|
Eau
|
39,5-41,5
|
|
Matière sèche
|
13-14,3
|
|
Protéines
|
6,4-7,0
|
|
Lipides
|
6,1-6,9
|
|
Glucides
|
0,15-0,20
|
|
Cendres
|
0,45-0,55
|
XVI
ANNEXE 4 : Description des souches utilisées
pour l'abattage à COQIVOIRE
XVII
La souche Hubbard JV
La souche Hubbard JV, a été
développée parle département Recherche &
Développement Hubbard qui rassemble les équipes
génétiques Hubbard « filière poulet de chair »
implantées à la fois aux Etats-Unis et en Europe.
La Hubbard JV est une reproductrice à chair,
correspondant aux soucis des couvoirs en recherche de haute performance. La JV
est un poulet, idéalement utilisable, sur les marchés en
recherche de carcasse entière de qualité. Le poids corporel
à 28 jours est de 1 364 g évoluant jusqu'à 3 356 g au bout
de 56 jours (Anonyme 7, 2012).
La souche ISABROWN
La poule ISA Brown a été
développée il y a plus de 30 ans pour la production industrielle
d'oeufs de poule. La société ISA appartient au groupe Hendrix
Genetics qui est une compagnie internationale, spécialisée dans
la sélection génétique de plusieurs espèces
animales domestiques dont les poules pondeuses (Anonyme 6, 2009)
La poule ISA Brown est connue pour sa grande
production d'oeufs d'environ 300 oeufs par poule dans la première
année avec des oeufs ayant un poids moyen de 62,9 g (Anonyme 6, 2009).
Elle a un plumage roux et des pattes blanches.
XVIII
ANNEXE 5: Découpes de volailles et appareil
squelettique du poulet
XIX
Découpes de volailles (Anonyme 4,
2006)
Demi ou moitié : la moitié d'une carcasse
résultant d'une découpe longitudinale dans le plan formé
par le bréchet et l'échine ;
Quart : le quart postérieur ou quart antérieur,
obtenu par découpe transversale d'une moitié ;
Quarts postérieurs non séparés : les deux
quarts postérieurs réunis par une portion de dos, avec ou sans le
croupion ;
Poitrine, blanc ou filet sur dos : le bréchet et les
côtes, en totalité ou non, réparties de chaque
côté avec la masse musculaire les enveloppant. Les deux coupes
doivent être pratiquées aux articulations ;
Haut de cuisse : le fémur avec la masse musculaire
l'enveloppant. Les deux découpes doivent être pratiquées
aux articulations ;
Cuisse de poulet avec une portion du dos attachée : le
poids de cette dernière ne doit pas excéder 25% de celui du
morceau ;
Pilon : le tibia et le péroné avec la masse
musculaire les enveloppant. Les deux découpes doivent être
pratiquées aux articulations ;
Aile : l'humérus, le radius et le cubitus, avec la
masse musculaire les enveloppant. Les découpes doivent être
pratiquées aux articulations ;
Filet de poitrine, blanc, escalope, filet, noix : la poitrine
entière ou coupée en deux, désossée,
c'est-à-dire sans le bréchet ni les côtes ;
Filet de poitrine avec clavicule : le filet de poitrine sans
peau avec la clavicule et la pointe cartilagineuse du sternum seulement, le
poids de la clavicule et du cartilage ne pouvant dépasser 3 % du poids
de la découpe;
Croupion : la base de la colonne vertébrale avec la
viande et la peau attachés ;
Cou : les vertèbres cervicales avec la viande et la
peau attachés, après section de la tête et du reste de la
carcasse ;
Tête : les os du crâne et leur contenu avec le
bec, la viande et la peau attachés ;
XX
Patte : la partie constituée par le métatarse et
les quatre doigts, avec la peau et les phalanges attachés. Les griffes
et la fine pellicule épidermique jaune recouvrant la patte ne sont pas
enlevées ;
Gésiers : Le gésier est prélevé
à l'intérieur de la carcasse. Il est ouvert mécaniquement
par une coupe horizontale et préparé par enlèvement de la
paroi interne et des substances qu'ils contiennent. La graisse et les autres
organes adhérents sont enlevés ;
Foie : Le «foie» est prélevé à
l'intérieur de la carcasse. La poche contenant la bile(vésicule
biliaire) est enlevée. Le foie est constitué par un organe lisse
de couleur brunâtre à rougeâtre comprenant un ou plusieurs
lobes de forme et de taille irrégulières ;
Coeur : Le coeur est prélevé à
l'intérieur de la carcasse. La graisse attachée au coeur, le
péricarde et la crosse de l'aorte sont enlevés. Le coeur est
constitué par l'organe musculaire central de l'appareil circulatoire
;
Peau de poitrine : La «peau de poitrine» consiste en
la couche externe du tissu qui entoure la zone de la poitrine, entière
ou divisée, dans une carcasse. La peau du cou est enlevée ;
Peau de haut de cuisse ou peau de cuisse : La peau de haut de
cuisse ou peau de cuisse consiste en la couche externe du tissu qui entoure la
zone du haut de cuisse ou de la cuisse d'une carcasse ou d'une moitié de
cuisse, ou d'une cuisse ;
Peau de carcasse : La peau de corps consiste en la couche
externe du tissu qui entoure la totalité de la carcasse, à
l'exclusion de la zone du cou ;
Graisse abdominale : La graisse abdominale consiste en la
masse de tissu adipeux qui se trouve dans la cavité abdominale à
proximité de la ceinture pelvienne.
XXI
Squelette du poulet (Van Eekeren et Maas,
2006)

XXII
ANNEXE 6: Critères de choix d'un
détergent et
d'un désinfectant industriel
XXIII
Critères de choix d'un détergent
(Belloin, 1993)
Le choix d'un détergent en Industrie Agro Alimentaire
répond à plusieurs exigences que sont:
-la nature de la souillure à éliminer;
-le support de la souillure ;
-le processus d'utilisation du détergent (manuel,
trempage, haute pression) ;
-le coût.
Produits détergents utilisés pour le
nettoyage en Industrie Agro Alimentaire (Belloin,
1993)
|
Catégories de
détergents
|
Nature de la souillure à éliminer
|
Matériau
utilisé
|
Action chimique
|
Coût
|
|
Acide
|
minérale
|
inox
|
détartrage
|
économique
|
|
Alcalin
|
organique
|
hydrolyse des
souillures,
saponification
des
graisses
|
|
Détergents
désinfectants
chlorés
|
organique
|
oxydation des matières
organiques
|
Critères de choix d'un désinfectant
(Belloin, 1993)
Un désinfectant « idéal » doit pouvoir
répondre aux critères suivants :
- un spectre d'activité adapté aux objectifs
fixés ;
- action en présence de substances interférentes
(sang) ;
- un effet prolongé dans le temps ;
- compatibilité avec le matériel ;
-peu ou pas toxique pour le personnel ;
- facilité de dosage ;
-économique.
Catégories de désinfectants
utilisés en Industrie Agro Alimentaire (Belloin, 1993)
|
Catégories de
désinfectants
|
Spectre biocide
|
Matériau
utilisé
|
Coût
|
|
Désinfectants
chlorés
|
bactéries, levures,
moisissures, virus, spores
|
inox
|
économique
|
|
Ammoniums
quaternaires
|
bactéries, levures,
moisissures, virus
|
coûteux
|
|
Alcools
|
|
Aldéhydes
|
bactéries, levures,
moisissures, virus, spores
|
XXIV
ANNEXE 7: Fiches de relevés de
l'hygiène
visuelle des chariots à volaille
XXV
Fiche d'observation de l'hygiène visuelle des
chariots à volaille
|
Fiche d'observation de l'hygiène visuelle des
chariots à volaille
|
|
|
|
Type de chariots
|
Critères
d'évaluation
|
Jours d'observations
|
|
jour
1
|
jour
2
|
jour
3
|
jour
4
|
jour
5
|
jour
6
|
jour
7
|
|
Chariots
à
clayettes
|
Présence de sang
|
|
|
|
|
|
|
|
|
Présence de plumes
|
|
|
|
|
|
|
|
|
Présence d'autres
déchets
|
|
|
|
|
|
|
|
|
Chariots
à pics
|
Présence de sang
|
|
|
|
|
|
|
|
|
Présence de plumes
|
|
|
|
|
|
|
|
|
Présence d'autres
déchets
|
|
|
|
|
|
|
|
Fiche des critères de l'analyse des causes et
effets
|
Fiche de détermination des causes de la mauvaise
hygiène visuelle
|
|
|
(analyse des 5M)
|
|
|
|
Critères d'évaluation
|
jour
1
|
jour
2
|
jour
3
|
jour
4
|
jour
5
|
jour
6
|
jour
7
|
1. Main d'oeuvre
|
Entretien tardif des chariots
|
|
|
|
|
|
|
|
Mauvaise hygiène des mains de l'opérateur
|
|
|
|
|
|
|
|
2. Méthode
|
Mauvaise application de la
méthode de nettoyage
et
désinfection des chariots
|
|
|
|
|
|
|
|
3. Milieu
|
Présence d'oiseaux sur les
chariots
|
|
|
|
|
|
|
|
Dépôts de particules en
suspension dans
l'air
|
|
|
|
|
|
|
|
4. Matériel
|
Pannes du nettoyeur haute
pression
|
|
|
|
|
|
|
|
5. Matière
|
|
|
Rinçage insuffisant des
carcasses
|
|
|
|
|
|
|
|
XXVI
ANNEXE 8: Rapport de l'audit qualité
effectué
sur les chariots à volaille
XXVII
|
COMPTE RENDU AUDIT QUALITE STAGIAIRE
SUIVI DES
ACTIONS
|
|
Période de l'audit
de suivi
|
Du 27 Mars au 25 Avril 2013
|
|
Produits fabriqués
|
volaille effilée, produits de découpe, oeufs
|
|
Sites audités
|
Salle de ressuage et aire d'entretien des chariots
|
|
Nom de l'auditeur
|
YEO Magnigui Kadidia (stagiaire AMQ)
|
|
Nom et fonction de l'interlocuteur
|
Mme ELIASON Marie-Françoise : Assistante Management
Qualité
|
|
Renseignements généraux sur
l'entreprise
|
|
Nom ou raison
sociale de
l'entreprise
|
COQIVOIRE
|
|
Adresse de
l'entreprise auditée
|
ABOBO Z.I. LES HALLES
|
|
Numéro de
téléphone
|
(225) 24 39 04 23 / 24 39 12 56
|
|
Numéro de fax
|
(225) 24 39 38 19
|
XXVIII
|
NON CONFORMITES RELEVEES ET ACTIONS
CORRECTIVES
(DELAIS D'EXECUTION)
|
|
NON CONFORMITES
|
ACTIONS CORRECTIVES ET
DELAIS
D'EXECUTION
|
|
Négligence dans le port de cache-
nez, de gants et de
tablier pendant
les opérations d'entretien
|
Formation du personnel d'hygiène sur les principes de
nettoyage dans l'Industrie Agro Alimentaire pour la maitrise des techniques de
nettoyage et désinfection (délai d'exécution Mai 2013);
Contrôle de l'effectivité des mesures
d'hygiène concernant le personnel, le matériel d'entretien et
l'environnement par des contrôles inopinés de l'AMQ (en cours)
;
Surveillance du chef d'abattoir sur l'état de
propreté visuel des chariots (en cours);
Mise en place d'un plan de nettoyage et désinfection des
chariots, du matériel d'entretien et du sol de l'espace d'entretien (en
cours).
|
|
Mauvaise hygiène du tablier, des
gants et de la tenue
de travail
|
|
Non maitrise de la procédure
d'entretien des
chariots
|
|
Utilisation d'un seau d'eau souillé
pour la
préparation du mélange eau-
détergent et l'aspersion
des chariots
|
|
Absence de nettoyage et désinfection
du sol de l'aire
d'entretien des
chariots
|
|
Peaux des carcasses fortement
souillées par les
plumes et le sang
|
Achat d'une laveuse de carcasses : achat prévu dans le
plan de mise à niveau de l'abattoir (en cours-date butoir
d'exécution 01er Mars 2014).
|
|
Entretien et entreposage des chariots sur un espace non
protégé
|
Entretien et entreposage des chariots réalisés dans
une salle respectant le principe de la marche en avant au niveau du flux du
personnel et des produits ;
Entretien systématique des chariots après le
calibrage et stockage dans une salle d'entretien (délai : projet inscrit
dans le plan de mise à niveau de l'abattoir-date butoir
d'exécution 01er Mars 2014).
|
|
Surface dégradée de l'espace
d'entretien des
chariots
|
|
Mauvaise qualité microbiologique de
l'eau
utilisée pour l'entretien des
chariots
|
Analyse microbiologique en cours : utilisation de l'eau de la
SODECI jusqu'à la réception des résultats d'analyse.
|
XXIX
ANNEXE 9: Tableaux synthétiques des
données
des diagrammes Camembert et du diagramme de
PARETO
XXX
Tableau synthétique des données du
diagramme Camembert (chariots à clayettes)
|
Critères d'analyse
|
Nombre
d'observations
|
Pourcentage
d'apparition
de
chaque
critère
|
Valeur de l'angle
au centre de
chaque
critère
|
|
présence de plumes
|
103
|
54
|
194
|
|
présence de sang
|
61
|
32
|
115
|
|
présence de plumes, sang et autres déchets
|
27
|
14
|
51
|
|
Total
|
191
|
100
|
360
|
Tableau synthétique des données du
diagramme Camembert (chariots à pics)
|
Critères d'analyse
|
Nombre
d'observations
|
Pourcentage
d'apparition
de
chaque
critère
|
Valeur de l'angle
au centre de
chaque
critère
|
|
présence de plumes
|
55
|
28
|
99
|
|
présence de sang
|
118
|
59
|
213
|
|
présence de plumes, sang et autres déchets
|
26
|
13
|
47
|
|
Total
|
199
|
100
|
360
|
Tableau synthétique des données du
diagramme de PARETO
|
Numéro
|
Critères d'analyse
|
Nombre
d'observations
|
Pourcentage
d'apparition
de
chaque
critère
|
Pourcentage
d'apparition
cumulé
de
chaque critère
|
|
1
|
mauvaise méthode de nettoyage
|
120
|
44,61
|
44,61
|
|
2
|
rinçage insuffisant des carcasses
|
63
|
23,42
|
68,03
|
|
3
|
entretien tardif des chariots
|
32
|
11,90
|
79,93
|
|
4
|
pannes du nettoyeur haute
pression
|
25
|
9,29
|
89,22
|
|
5
|
présence de déjections d'oiseaux
|
11
|
4,09
|
93,31
|
|
6
|
négligence du port des gants
|
10
|
3,72
|
97,03
|
|
7
|
Présence d'autres déchets
|
8
|
2,97
|
100,00
|
|
Total
|
269
|
100,00
|
|
XXXI
ANNEXE 10: Eléments du volet documentaire
XXXII
PLAN DE NETTOYAGE-DESINFECTION
|
|
ENTRETIEN DES CHARIOTS A VOLAILLE DATE DE MISE A
JOUR
|
|
SURFACE
CONCERNEE
|
NETTOYAGE
|
DESINFECTION
|
|
Matériel à utiliser
|
Mode
opératoire
|
Produit
|
Dose
|
Fréquence
|
Matériel à utiliser
|
Mode
opératoire
|
Produit
|
Dose
|
Fréquence
|
|
SOLS
|
|
|
|
|
|
|
|
|
|
|
|
MURS
|
|
|
|
|
|
|
|
|
|
|
|
CHARIOTS A CLAYETTES
|
|
|
|
|
|
|
|
|
|
|
|
CHARIOTS A PICS
|
|
|
|
|
|
|
|
|
|
|
XXXIII
FICHES DE POINTAGE DES OPERATIONS DE NETTOYAGE ET
DESINFECTION
|
|
LOCAL/SURFACE/EQUIPEMENT DATE DE MISE A JOUR
|
|
NETTOYAGE
|
DESINFECTION
|
CONTRÔLE VISUEL
|
|
Date
|
Heure
|
Opérateur
|
Date
|
Heure
|
Opérateur
|
Date
|
Observation
|
Opérateur
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
XXXIV
CONTRÔLES BACTERIOLOGIQUES DE LA
DESINFECTION
OBJECTIFS ET ACTIONS DATE DE MISE A JOUR
|
Local/Equipement
|
Nature
|
Fréquence
|
Micro-organismes
recherchés
|
Résultats
|
Actions correctives
|
XXXV
FICHE D'EVALUATION INDIVIDUELLE
|
Nom et Prénoms
|
Poste
|
Intitulé de la
formation
|
Période de formation
|
Notes et observations du
formateur
|
Emargement
|
XXXV'
ANNEXE 11 : Qualité microbiologique de l'eau
(journal officiel RCI, 1988)
|
Eau traitée
|
Eau non traitée
|
|
E. coli
Streptocoques fécaux
Clostridium sulfito- réducteurs
|
Absence/100 ml Absence/50 ml <2 / 20 ml
|
Absence/100 ml Absence/ 50 ml Absence/ 20 ml
|
RESUME
L'objectif de ce travail était d'analyser la situation
hygiénique des chariots à volaille, afin de proposer des actions
d'amélioration. Pour atteindre cet objectif, les chariots à
volaille ont été utilisés comme matériel
d'étude. Les méthodes de réalisation de cet objectif, ont
permis d'effectuer un état des lieux, à travers la mise en oeuvre
des outils de qualité que sont le diagramme d'Ishikawa, le diagramme de
Pareto, l'analyse QQOQCP et l'audit qualité. L'état des lieux a
permis de faire un diagnostic, qui a révélé l'état
d'insalubrité des chariots après les opérations de
nettoyage et désinfection. Les chariots à clayettes sont
souillés à 54 % par des plumes, à 32% par le sang et
à 14 % par les autres déchets. Les chariots à pics
présentent 59% de souillures apportées par le sang, 28 % par les
plumes et 13 % apportés par les autres déchets. Le
prélèvement de surface révèle une contamination des
chariots à volaille par la flore totale à raison de 25 colonies
par cm2. Les résultats ont permis d'établir 3 facteurs
expliquant 79,93% des effets du phénomène. Il s'agit de la
mauvaise application de la méthode de nettoyage et désinfection,
de l'entretien tardif des chariots et du rinçage insuffisant des
carcasses. Les modalités d'amélioration de l'hygiène
visuelle ont été définies à partir de la prise en
compte de ces 3 facteurs dans la démarche QQOQCP. L'exécution
d'un audit sur la qualité microbiologique des chariots, a mis en
évidence les non-conformités relatives à
l'exécution de la procédure d'entretien. L'établissement
de ces non conformités a permis de proposer un ensemble d'actions
correctives pour l'amélioration de l'hygiène microbiologique des
chariots à volaille.
Mots-clés : chariots à
volaille, amélioration de la qualité, diagramme d'Ishikawa,
diagramme de Pareto, analyse QQOQCP, audit-qualité.
ABSTRACT
Hygiene situation analysis has been done, in order to improve
quality of material care. Poultry carts are the basic instrument of this study.
An actual situation of hygiene methods has been done by Ishikawa diagram,
Pareto diagram, five whys method and a hygiene audit. Alimentary materials need
good cleaning and disinfection skills, combined with hygiene maintenance during
this activity. Analysis of pie chart diagrams means that shelf poultry carts
are stained with feather at 54%, blood at 32% and 14 % cause by rubbish. Also,
peak poultry carts are blood stained at 59%. 26 % of peak poultry carts are
stained with feather and 15% by rubbish. Alimentary material is contaminated by
total living flora at 25 colonies per square centimeter. cm2. Three
main factors are identify in PARETO analysis, and represent 79,93% of hygiene
deficiency. Bad application of cleaning and disinfection method, late
application of cleaning and disinfection, and insufficient rinsing of poultry.
The five whys analysis is used to develop solutions for these factors. An audit
is carried on hygiene situation of poultry carts. The results defined a pool of
non compliance about cleaning and disinfection application. A set of solutions
have been proposed to reduce the level of microbiological contamination of
poultry carts.
Keywords: poultry carts, quality improvement,
Ishikawa diagram, Pareto diagram, five whys analysis, hygiene audit.


