Problématique environnementale de l'exploitation des sables bitumineux en Alberta (Canada)( Télécharger le fichier original )par Claude Bandelier Université Libre de Bruxelles - Master en Gestion de l'Environnement et Master en Biologie 2010 |

2.3. Techniques d'extraction et valorisation du bitume en pétrole brut de esynthès Les compagnies pétrolières exploitant les gisements de sables bitumineux utilisent deux procédés d'extraction du bitume naturel à partir des dépôts: l'exploitation et l'extraction à ciel ouvert (ou exploitation minière) et la récupération in situ. 2.3.1. Exploitation et extraction à ciel ouvertSi les dépôts se trouvent relativement proche de la surface (moins de 75 mètres de profondeur), l'exploitation à ciel ouvert est rentable et donc privilégiée (Héritier, 2007). Selon les estimations 20% des réserves récupérables de sables bitumineux se prêtent à l'exploitation à ciel ouvert, ce qui correspond à 2.5% des sables bitumineux de l'Alberta (CAPP, 2008). Cette méthode ne concerne que les dépôts situés dans la région de l'Athabasca, au nord de Fort McMurray, des deux côtés de la rivière Athabasca. (a) Exploitation à ciel ouvert ou minière : L'opération d'exploitation comprend plusieurs étapes. Dans un premier temps, les fondrières qui recouvrent en bonne partie les gisements sont drainées pour être asséchée et la couche de terreau superficielle, ainsi que le muskeg (tourbière à graminées), la végétation de surface et le couvert arboré sont éliminés. Le sol réutilisable est mis de côté pour une réinstallation ultérieure, lors de la remise en état du terrain13. Le mort-terrain, constitué principalement d'argile, de sable et de roches, est retiré et déplacé par camion (Grant and Myers, 2004). Les sables bitumineux ainsi exposés peuvent être retirés et transportés pour être traités. Initialement le matériel employé pour la récupération des sables bitumineux était constitué de dragline (pelles à benne traînante) et d'énormes excavateurs à roue-pelle. Conçues expressément pour cette exploitation, ces machines mesuraient 30 mètres de haut, leur roue-pelle de 10 mètres de diamètre était fixée à l'extrémité d'une flèche de 64 mètres et leur capacité d'extraction s'élevait à 91'000 tonnes de sable bitumineux par jour (Office national de l'énergie, 2000). Les sables bitumineux étaient ensuite déposés sur des transporteurs à courroie qui les livraient à l'installation de préparation (Grant and Myers, 2004). Cependant, cet équipement, peu souple et difficile à redéployer suite à des interruptions de service causées par des conditions météorologiques extrêmes pendant les mois d'hiver, a progressivement été remplacé, au début des années 1990, par de gigantesques tombereaux et de puissantes pelles hydrauliques (Engelhardt and Todirescu, 2005). Une fois chargés, les tombereaux de chantier peuvent transporter et livrer jusqu'à 400 tonnes de matière aux installations de préparation où les sables bitumineux sont réduits en morceaux plus fins par des concasseurs ( Figure ). 4 12 cf. infra : Techniques d'extractions et valorisation du bitume en pétrole brut de synthèse. 13 A ce sujet cf. chapitre 4.2.1. Atteintes de la forêt boréale et des tourbières et remise en état, p.34.
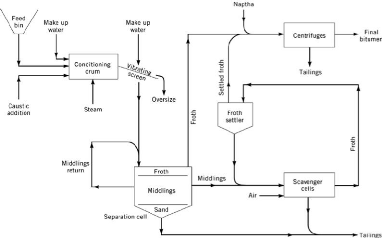
Figure 4. Tombereau utilisé pour le transport des sables bitumineux. Source : Popular Mechanics14. Anciennement les sables bitumineux concassés étaient expédiés jusqu'à l'installation d'extraction à l'aide d'autres transporteurs à courroie. Depuis 1993, le système EAPS (Extractions Auxiliary Production System), connu sous le nom d'hydrotransport, a pris le relais15. L'innovation de ce système réside dans l'ajout d'un alimentateur à cyclone, grand réservoir d'approximativement 35 mètres de haut, dans lequel les sables bitumineux concassés sont broyés et mélangés à de l'eau chaude pour former une sorte de boue qui peut être transportée via pipeline jusqu'à l'unité d'extraction, qui peut se situer à plusieurs kilomètres de distance. Deux avantages principaux ont été apportés par la mise en place de ce système. D'une part, les pipelines peuvent plus facilement suivre un trajet sinueux sur un terrain irrégulier par rapport à un système de transporteur à courroie, les installations de séparation et de valorisation peuvent donc être aménagées à une plus grande distance du site d'extraction. D'autre part, la séparation partielle, entre l'eau et les bitumes, qui prend place durant le transport hydraulique, permet une réduction des températures et donc de l'énergie utilisée pendant la phase d'extraction, améliorant le rendement global du procédé (Engelhardt and Todirescu, 2005). Le recours au tandem pelle mécanique/camion couplé à l'hydrotransport a permis de réaliser un gain d'efficacité considérable qui s'est traduit par une réduction de l'ordre de 50% des coûts d'exploitation des gisement de sables bitumineux (Office national de l'énergie, 2000). (b) Extraction de bitume des sables bitumineux : Les sables bitumineux sont d'abord transportés dans des tambours rotatifs où ils sont dilués et transformés en boue par l'ajout de soude caustique et de vapeur d'eau chaude (80°C). Les températures utilisées sont moins élevées (environ 50°C) si les sables on été acheminés par hydrotransport. Les fractions volumineuses, comme les roches et les mottes d'argile, sont ensuite écartées à l'aide de tamis vibrants. La boue formée par l'eau, le sable et le bitume est ensuite diluée puis pompée pour être acheminée dans les séparateurs primaires. Alors que le sable décante et se 14 cf. Popular Mechanics - New Tech to Tap North America's Vast Oil Reserves, http://www.popularmechanics.com/technology/engineering/4212552, consulté le 5 mai 2010. 15 Engineering - Syncrude, http://www.engineering.com/Library/ArticlesPage/tabid/85/articleType/ArticleView/articleId/69/Syncrude.aspx, consulté le 6 mai 2010. dépose au fond du récipient, le bitume remonte à la surface sous forme d'écume. L'écume est récupérée tandis que la phase intermédiaire est acheminée vers des cellules de flottation, dans lesquelles le bitume est entraîné à la surface par des bulles d'air pour être prélevé. Afin de compléter la séparation, l'écume est diluée avec du naphta et soumise à l'action d'un centrifugeur à haute vitesse, ceci ayant pour effet de réduire la teneur en eau et en particules solides. Le bitume récupéré est transporté à l'installation de valorisation, alors que les résidus (l'argile, le sables et l'eau) sont pompés jusqu'aux bassins de rétention (Engelhardt and Todirescu, 2005) ( Figure 5). L'installation de valorisation peut être couplé à l'installation minière, on parle alors d'exploitation minière intégrée d'extraction et de valorisation.
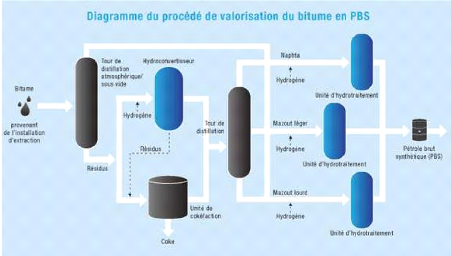
1 Conversion des résidus de haut poids moléculaire en distillats contenant des composés ayant un point d'ébullition inférieur à 525 °C. 1 Augmentation du rapport hydrogène/carbone du distillat en augmentant la teneur en hydrogène et/ou réduisant la teneur en carbone 1 Réduction de la quantité d'impuretés telles que le soufre, l'azote et les métaux afin de satisfaire aux normes de qualité requises par les raffineries. Le procédé de valorisation comprend trois opérations principales : la cokéfaction, la désulfuration et l'hydrogénation. La première étape de la valorisation du bitume consiste à récupérer le naphta par distillation sous vide dans l'unité de récupération de diluant (mise au point par Syncrude). Le naphta ainsi séparé est envoyé à l'installation d'extraction où il pourra à nouveau être utilisé. La fraction la plus volatile qui constitue les bitumes est également séparée pendant cette étape et directement envoyé dans les unités d'hydrotraitement16. Le reste est constitué de longues molécules d'hydrocarbures qui doivent être réduits en molécules plus petites. Cette opération peut être réalisée soit par hydrocraquage qui implique l'addition d'hydrogène en présence d'un catalyseur (généralement du platine), soit par cokéfaction, qui consiste à enlever des atomes de carbones, soit encore par les deux méthodes couplées (Woynillowicz et al., 2005). Dans le processus de cokéfaction, le bitume est chargé dans des réacteurs thermiques de l'unité de cokéfaction. Ce procédé est typiquement réalisé à haute température (environ 500°C), condition nécessaire pour induire le craquage thermique des longues molécules d'hydrocarbures en brisant les liaisons carbone-carbone17. La majeure partie est vaporisée en gaz et la fraction plus lourde, riche en carbone, se cokéfie. Le coke (qui ressemble au charbon) ainsi produit est utilisé comme carburant pour les réacteurs ou stocké pour être commercialisé et utilisé dans d'autres installations industrielles. Les vapeurs d'hydrocarbures sont séparées dans des colonnes de fractionnement en coupes de naphta, de kérosène et de gazole (Figure 1). Dans les unités d'hydrotraitement, elles sont mises en réaction avec de l'hydrogène sous haute température (300-400°C) et forte pression en présence d'un catalyseur. Cette étape permet, d'une part, d'éliminer l'azote et le souffre et d'ouvrir les noyaux naphténiques, et d'autre part, de stabiliser les produits. Finalement, le naphta et le gazole sortant de l'hydrotraitement sont mélangés afin de produire un pétrole brut de haute qualité (311 33° API) (Figure 6). Les constituants sulfurés sont transformés en soufre élémentaire et stockés ou expédiés sur les marchés pour être, par exemple, utilisés dans la production d'engrais, tandis que l'azote extrait sous forme d'ammoniac et les gaz combustibles, sous-produits du raffinage, sont utilisés dans l'usine comme source d'énergie (Engelhardt and Todirescu, 2005). La plupart des installations utilisent la technologie
de cokéfaction comme processus primaire de 16 Engineering - Syncrude, http://www.engineering.com/Library/ArticlesPage/tabid/85/articleType/ArticleView/articleId/69/Syncrude.aspx, consulté le 6 mai 2010 17 Ressources naturelles Canada - CanmétENERGIE - Sables bitumineux, http://canmetenergycanmetenergie.nrcan-rncan.gc.ca/fra/sables bitumineux/valorisation.html, consulté le 16 mai 2010 comme technique primaire de valorisation peuvent atteindre des rendements de l'ordre de 100 % ou plus (ERCB, 2009).
Figure 6. Diagramme pour le procédé de valorisation du bitume. Source: Ressources naturelles Canada18. Environ 65% du bitume est valorisé en pétrole synthétique brut léger en Alberta, sur place ou dans une installation de valorisation régionale (Woynillowicz et al., 2005), le reste est mélangé à un diluant, généralement du brut synthétique léger (50 % du volume) ou du pentane plus (30 % du volume), et acheminé par pipeline à des raffineries canadiennes ou américaines19 (ERCB, 2009). |
|