|


E3
REPUBLIQUE DU BENIN
MINISTERE DE L'ENSEIGNEMENT SUPERIEUR ET DE LA
RECHERCHE SCIENTIFIQUE
UNIVERSITE CATHOLIQUE DE L'AFRIQUE DE L'OUEST
(UCAO)
UNITE UNIVERSITAIRE A COTONOU (UUC)
MEMOIRE DE FIN DE FORMATION AU CYCLE 2
POUR L'OBTENTION DU DIPLOME DE MASTER
DOMAINE : Sciences Economiques et
de Gestion
MENTION : Sciences de Gestion
SPECIALITE : Transport et
Logistique
SUJET
OPTIMISATION DE LA CHAINE DE DISTRIBUTION DU JET-A1 A PUMA
ENERGY BENIN
Réalisé et soutenu par : Cyril Segond
MALONGA
Le 04 Juillet 2019
Sous la Direction de :
Dr. Messan LIHOUSSOU
Enseignant-Chercheur à IUT
de Parakou et UAC (Bénin)
Chercheur associé à IDEES-Le Havre Normandie
(France)
Maître de stage :
Maitre de mémoire
Mr. WOROU Afolabi
ANNEE ACADEMIQUE : 2018-2019
L'UNIVERSITE N'ENTEND DONNER NI APPROBATION NI
IMPROBATION AUX OPINIONS EMISES DANS CE MEMOIRE. CES OPINIONS DOIVENT ETRE
CONSIDEREES COMME PROPRES A LEUR AUTEUR.
ENGAGEMENT
DEDICACE
A :
Ø ma mère, NGOMA MBY Renée Carole
Ø ma mère, MASSALA Lydie Claudia
REMERCIEMENTS
Avant tout développement sur mon expérience
professionnelle, il me paraît opportun de commencer ce document par des
remerciements à l'endroit de tous ceux qui m'ont aidé de quelque
façon que ce soit.
Il s'agit particulièrement de :
Ø nos responsables de l'Université Catholique de
l'Afrique de l'Ouest et aux membres du corps professoral pour la formation et
les enseignements reçus,
Ø Monsieur WOROU Afolabi, Manager du dépôt
Aviation de Puma Energy Bénin pour avoir rendu ce stage possible et pour
sa disponibilité,
Ø toutes les autorités administratives de Puma
Energy Bénin et à tous les agents du dépôt Aviation
de Puma Energy Bénin pour l'attention accordée face à mes
préoccupations,
Ø Dr.Messan LIHOUSSOU mon maître de
mémoire pour avoir accepté suivre ce travail et pour la
disponibilité qui le caractérise malgré ses multiples
occupations,
Ø tous ceux qui de près ou de loin ont
contribué à ma formation et à la réalisation de ce
présent mémoire,
Ø des honorables membres du jury qui ont accepté
d'évaluer mon travail.
Ø Et au-delà du genre humain, je remercie Dieu
pour sa présence manifeste dans ma vie.
LISTE DES SIGLES
AFQRJOS:Aviation Fuel QualityRequirements for
Jointly
ASECNA : Agence pour la
Sécurité de la Navigation Aérienne en Afrique
BtoB out B2B : Business
to Business
GPL : Gaz et Pétrole
Liquéfié
HFO :Hydrofluoroléfine
JIG : Joint Inspection Group
SONACOP : Société Nationale de
Commercialisation des Produits Pétroliers
LISTE DES TABLEAUX
Tableau n°1 : Etat des Tanks
1
Tableau n°2 : Tableau de bord
30
Tableau n°3 : Caractéristiques du Jet A1
40
Tableau n°4 : Typologie des sources
d'approvisionnement
44
Tableau 5 : Répartition de la population
d'étude
47
Tableau 6 : Répartition de
l'échantillonnage
48
Tableau n°7 : Données relatives aux
entretiens
50
Tableau n°8 : Données relatives
à l'identification des causes liées PS1 sujet 1
51
Tableau n°9 : Données relatives
à l'identification des causes liées PS1 sujet 2
51
Tableau n°10 : Données relatives
à l'identification des causes liées PS1 sujet 3
52
Tableau n°11 : Données relatives
à l'identification des causes liées PS2 sujet 1
52
Tableau n°12 : Données relatives
à l'identification des causes liées PS2 sujet 2
53
Tableau n°13 : Données relatives
à l'identification des causes liées PS2 sujet 3
53
Tableau n°14 : Données relatives
à l'identification des causes liées PS3 sujet 1
54
Tableau n°15 : Données relatives
à l'identification des causes liées PS3 sujet 2
54
Tableau n°16 : Données relatives
à l'identification des causes liées PS3 sujet 3
55
Tableau n°17 : Tableau de synthèse de
l'étude
72
Tableau n° 18 : Cause de la mauvaise gestion
stratégique des approvisionnements
90
Tableau n° 19 : Causes du dysfonctionnement
du flux d'information
90
Tableau n° 20 : Décalage des
prévisions mensuelles des besoins
90
LISTE DES GRAPHIQUES
Graphique n°1 :
Représentation des résultats liés au problème
spécifique n°1 54
Graphique n°2 :
Représentation des résultats liés au problème
spécifique n°2 55
Graphique n°3 :
Représentation des résultats liés au problème
spécifique n°3
1
RESUME DU TRAVAIL
Le secteur de la distribution a subi des évolutions
majeures ces dernières années. Les différents acteurs
doivent optimiser leurs activités clés comme la supply chain, les
ressources humaines, la production ou le Pricing pour maintenir leur
rentabilité et poursuivre leurs expansions en particulier dans les pays
émergents.
Une supply chain optimisée et planifiée permet
d'améliorer la qualité des produits, les délais de
livraison et permet de minimiser les coûts qui sont les attentes des
clients sur les différents marchés d'aujourd'hui et de demain.
Notre stage au département PUMA Aviation nous a permis
de constater l'existence de la mauvaise gestion stratégique des
approvisionnements, le dysfonctionnement du flux d'information et le
décalage des prévisions mensuelles des besoins.Ces trois
problèmes spécifiques nous ont permis de déduire le
problème général qui est la sous optimisation de la chaine
de distribution. Nous avons donc choisi comme sujet à
traiter « l'Optimisation de la chaîne
dedistribution du Jet A1 à PUMA ENERGY BENIN ».
Plusieurs documents ont été étudié
pour nous aider à apporter des solutions. Le défi que nous allons
relever dans ce travail de recherche c'est de fournir à PUMA des
recommandations qui lui permettront d'améliorer sa supply chain
management.
Mots-clés : Optimisation, chaine
logistique, Puma Energy, Bénin
ABSTRACT
The retail sector has undergone major changes in recent years.
The various players must optimize their key activities such as the supply
chain, human resources, production or Pricing to maintain their profitability
and continue their expansions, particularly in emerging countries.
An optimized and planned supply chain improves product
quality, delivery times and minimizes costs, which are the expectations of
customers in the different markets of today and tomorrow.
Our internship in the PUMA Aviation department allowed us to
note the existence of the strategic mismanagement of the supplies, the
dysfunction of the flow of information and the shift of the monthly forecasts
of the needs. These three specific problems allowed us to deduce the general
problem which is the under optimization of the distribution chain. We therefore
chose as a subject to be treated «the Optimization of the
distribution chain from Jet A1 to PUMA ENERGY BENIN».
Several documents have been studied to help us provide
solutions. The challenge we will face in this research is to provide PUMA with
recommendations that will enable it to improve its supply chain management.
Key words: Optimization, Supply chain, Puma Energy,
Benin
SOMMAIRE
INTRODUCTION
1
CHAPITRE I : CADRE INSTITUTIONNEL
3
SECTION 1 : PRESENTATION DU CADRE
INSTITUTIONNEL DE L'ETUDE
3
SECTION 2 : ENVIRONNEMENT ET OBSERVATIONS
12
CHAPITRE II : CADRE THEORIQUE DE L'ETUDE ET
METHODOLOGIE DE LA RECHERCHE
24
SECTION 1 : CADRE THEORIQUE
24
SECTION 2 : REVUE DE LITTERATURE ET METHODOLOGIE DE
RECHERCHE
31
CHAPITRE III : ANALYSE DE RESULTAT ET APPROCHES
DE SOLUTION
50
SECTION 1 : ANALYSE DES RESULTATS
50
SECTION 2 : DIAGNOSTIC DE L'ETUDE, APPROCHES DE
SOLUTIONS ET CONDITIONS DE MISE EN OEUVRE
60
CONCLUSION
73
REFERENCES BIBLIOGRAPHIQUES
75
INTRODUCTION
La logistique est une fonction dont la finalité est la
satisfaction des besoins exprimés ou latents, aux meilleures conditions
économiques pour l'entreprise et pour un niveau de service
déterminé. Les besoins sont de nature interne (approvisionnement
des biens et des services pour assurer le fonctionnement de l'entreprise) ou
externe (satisfaction des clients).
SelonCheyroux (2003), la chaine logistique est un
réseau des sites, indépendants ou pas, participant aux
activités, d'approvisionnement, de fabrication, de stockage et de
distribution, liées à la commercialisation d'un produit ou d'un
service.
Lummus et Vokurka, (2004), quant à eux pensent que la
chaine logistique est l'ensemble de toutes les activités
impliquées dans la livraison d'un produit depuis le stade de
matière première jusqu'au client. Dans ces activités sont
comprissent l'approvisionnement des matières premières et des
produits semi-finis, la fabrication et l'assemblage, l'entreposage et le suivi
des stocks, la saisie et la gestion des ordres de fabrication, la distribution
sur tous les canaux, la livraison au client.
Pour Bowersox et al. (2008), la logistique constitue le
travail requis pour déplacer et positionner les produits au sein de la
chaîne d'approvisionnement. Elle soutient un ensemble d'activités,
soit l'approvisionnement, la production et la vente. Ces sont des
activités qui assurent la relation marchande entre les fournisseurs et
les clients par le transit des flux d'informations et de produits.
Le terme chaîne d'approvisionnement en anglais Supply
Chain se définit par Beamon (1999) comme étant un processus dans
lequel un nombre variable d'entités (i.e, fournisseurs, fabricants,
distributeurs, détaillants) travaillent ensemble afin d'acquérir
des matières premières, convertir ces matières en produits
finis spécifiques et livrer ces produits finis aux
détaillants.
Une chaîne de distribution en logistique désigne
l'enchaînement des opérations permettant de mettre à
disposition d'un client un produit.
Claire Chambolle et Stéphane Turolla (2016), pensent
que la fonction première de la distribution est de mettre à la
disposition des utilisateurs un assortiment de biens ou de services.
Puma Energy est une compagnie
pétrolière intermédiaire et en aval, filiale
de Trafigura BV, une société multinationale de négoce
de matières premières. Au Bénin, PUMA s'occupe de la
distribution de divers pétroliers parmi lesquels nous avons le Jet
A-1.
Notre stage au département PUMA Aviation nous a permis
de constater l'existence d'unemauvaise gestion stratégique des
approvisionnements, d'undysfonctionnement du flux d'informationet du
décalage des prévisions mensuelles des besoins.
Ces trois problèmes spécifiques nous ont permis
de déduire le problème général qui est la sous
optimisation de la chaine de distribution. Nous avons donc choisi comme sujet
à traiter « l'Optimisation de la chaîne de
distributiondu Jet A1 à PUMA ENERGY BENIN ».
La finalité de ce projet est d'étudier la
Supplychain du Jet A1 de PUMA,d'identifier les facteurs à la base de la
sous optimisation de la chaine de distribution de PUMA et de proposer une
méthode de prévision pour les approvisionnements afin de rendre
optimale la chaîne de distribution du Jet A1 de la société
PUMA ENERGY BENIN.
Le présent document est subdivisé en trois
parties.
Dans la première partie, il s'agira, pour nous, de
présenter l'entreprise d'accueil que nous nommerons tout au long de ce
document par « PUMA » à travers quelques données
portant sur sa création, ses activités, son organisation
générale ainsi que sur le déroulement du stage.
La deuxième partie, quant à elle, portera sur le
cadre théorique et méthodologique de recherche.
Et enfin dans la troisième partie nous allons aborder
l'analyse des résultats et l'approche des solutions.
CHAPITRE I : CADRE
INSTITUTIONNEL
Ce premier chapitre est consacré à la
présentation de la structure d'accueil qu'est PUMA à travers son
historique, les différentes activités exercées ainsi que
son organisation, et le déroulement du stage à travers les taches
effectuées et l'état des lieux.
SECTION
1 : PRESENTATION DU CADRE INSTITUTIONNEL DE L'ETUDE
Dans cette section nous allons aborder, l'historique, les
activités, l'organisation générale de l'entreprise et le
fonctionnement du département aviation.
Paragraphe 1 : Historique et
Activités
I. Historique
Puma Energy est une compagnie
pétrolière intermédiaire et en aval, filiale
de Trafigura BV, une société multinationale de négoce
de matières premières. Elle opère dans 37 pays
répartis sur les cinq continents et gère l'approvisionnement, le
stockage, le raffinage, la distribution et la vente au détail de
produits pétroliers.
Créée en 1997 pour former un réseau de
stockage et de distribution du pétrole en Amérique centrale, la
société est aujourd'hui active en Amérique latine, en
Afrique, aux pays baltes, au Moyen-Orient, en Asie et en Australie. Elle a
été rachetée par Trafigura en 2000.
En 2010, la société a annoncé
l'acquisition de cinq sociétés de vente au détail de BP
Africa. Depuis, elle a racheté d'autres activités de
commercialisation de combustibles en Amérique centrale, aux
Caraïbes, en Asie du Sud-Est et en Australie.
La société détient et exploite plus de
1 500 stations-service et 3,8 millions de m3 (24 millions de
barils) d'installations de stockage de pétrole. Elle emploie plus de
6 000 personnes et est sise à Singapour avec des centres
régionaux à Genève, Johannesburg, San
Juan et Tallinn. Son chiffre d'affaires est supérieur à 8
milliards de Dollars.
La société opère dans douze pays
d'Afrique de l'ouest, centrale et australe. Elle est entrée sur le
marché africain en République du Congo en 2002 avant de
s'étendre au Ghana, au Mozambique, au Nigeria, en Côte d'Ivoire,
en République démocratique du Congo et en Angola, comme l'un des
principaux investisseurs du secteur aval de la zone sub-saharienne. En
septembre 2011, Puma Energy a finalisé son opération d'achat des
activités en aval de BP en Namibie (100 %), au Botswana
(100 %), en Zambie (75 %), au Malawi (50 %) et en Tanzanie
(50 %) pour la somme de 296 millions de dollars US. Grâce à
cette acquisition, la société détient un portefeuille
d'actifs commerciaux de détail dans ces cinq pays, composé
notamment de carburants commerciaux et d'aviation, lubrifiants, plus de 190
stations-service, plusieurs entrepôts de stockage et un terminal
d'importation. En décembre 2011, Trafigura a conclu la vente de
20 % de ses parts dans Puma Energy à Sonangol Holdings, une filiale
de la société pétrolière d'État
angolaise.
Au Benin, Puma Energy est né en mai 2012 avec la
signature d'un contrat BOT avec la société nationale SONACOP
(durée jusqu'en 2036). Les actifs consistaient en un terminal de
stockage de GPL d'une capacité de 4 800 m3 (6 balles de 800
m3 chacun).
Cette acquisition de GPL, ainsi que celle suivante au
Sénégal en juillet de la même année, s'inscrivaient
dans une stratégie de consolidation du stockage de GPL en Afrique de
l'Ouest pour bénéficier des futurs contrats d'approvisionnement
et devenir un acteur clé du secteur du GPL dans la région.
II. Activités
A. Domaine d'activités
Vue que le contrat d'approvisionnement en GPL n'étant
pas encore en place, il a été décidé de diversifier
les activités et en mars 2013, PUMA a lancé la vente de ses
propres produits avec des activités de B2B, de vente en gros et de
soutage.
De là, avec les opportunités commerciales
croissantes, il a été décidé de construire un
dépôt Aviation de capacité d'accueil de 900 m3
(actuellement, deux tanks de 300m3 chacun sont disponibles et
la construction du dernier tank est en attente)à Cotonou (mise en
service en novembre 2014) et d'acheter un dépôt de
41km3 pour consolider ses B2B en stockant en interne.
La dernière étape a été
d'acquérir la société Compec consistant en un
dépôt de 31 km3 (commandé en février
2015) pour pouvoir stocker, en combinaison avec le dépôt
précédemment acquis, tous les produits que vendu : (Gasoil, HFO,
Jet A1).
Aujourd'hui, PUMA au Bénin peut s'appuyer sur de
solides atouts pour développer ses activités :
Ø Un terminal de stockage de GPL d'une capacité
de 4 800 m3,
Ø Un dépôt aérien, le plus moderne
de Cotonou (600 m3),

Ø Deux dépôts de produits
pétroliers (prise de vue n°1) totalisant une capacité de 72
km, avec stockage pour Gasoil (36 km), Essence (10,5 km3), HFO (17,5 km) et
Aviation (8 km).
PUMA est présent dans toutes les activités, du
stockage à la distribution. En très peu de temps, la
société est même devenue leader dans les ventes du secteur
de l'aviation et de B2B dans le Pays.
Les prévisions pour 2016 sont les suivantes :
Ø Les activités de stockage pour le GPL et le
Fuel, principalement récompensées par un contrat avec
Trafigura
Ø Activité en gros pour environ
Ø Le B2B, consolidant le leadership et 40% de parts de
marché avant fin 2010 (44% en 2016).
Ø Son secteur aviation, après avoir atteint 45%
part de marché en 2015, passant à 60% en 2016 avec 17km.
Ø Les ventes de soutage sont estimées entre 7
à 8km3 à la fin de chaque année.
Ø La distribution de GPL, lancée en 2017,
devrait permettre d'atteindre une position solide avec environ 10% de MS, mais
arrêté par le problème avec la justice en mai 2017 elle a
été retardée.
Ø Le Bitume, poursuit sa progression avec des ventes
prévues d'au moins 8 km3 (15% MS).
Ø Les ventes de lubrifiants sont autour de 240
m3 principalement des clients B2B.
B. Aperçu du
marché
Il est assez difficile d'obtenir des chiffres précis
sur la demande de produits pétroliers dans le pays, car le secteur
informel absorbe une très grande partie des volumes d'essence, en raison
du blocus avec le Nigéria. Ce volume est cependant estimé
à plus de 400 km. Pour les autres numéros, les statistiques
douanières sont suivies.
Ainsi, la demande mondiale peut être fixée
à environ 1 million de m dans lesquels :
Ø Essence 460 km (y compris 440 km des
ventes irrégulières)
Ø Gasoil 320 km
Ø Kérosène 60 km
Ø Mazout 45 km
Ø Jet A1 30 km
Ø GPL 40 km
Ø Bitume 35 kt
Le marché de détail, avec plus de 2500 points de
vente différents, enregistre seulement 140 km en raison de l'impact du
secteur informel.
Le marché mondial a connu une croissance significative
d'environ 45% au cours des six dernières années (2010-2017),
tirée par la demande de gasoil pour la construction de routes et le
soutage (+150% (+ 175 km) sur la période 2013-2015).
La demande de GPL est également en croissance (+35% en
6 ans) et peut encore continuer à croître, 20% seulement des
ménages l'utilisant.
Plus de sociétés pétrolières sont
approuvées pour les activités de distribution. Cependant, les
concurrents minimums sont cinq (5) : Oryx Energies, SONACOP, MRS, Benin Petro
et JNP.
Paragraphe 2 : Organisation générale et
fonctionnement
I. Organisation
La structure interne de PUMA ENERGY BENIN comprend les organes
ci-dessous :
Ø une Direction Générale,
Ø un département Aviation,
Ø une direction commerciale,
Ø une direction des opérations,
Ø une direction H.S.E,
Ø un département administratif,
Ø un département des ressources humaines
II. Fonctionnement
Ø Directeur
Général :Chargé d'implanter PUMA Energy au
Bénin, son but est d'atteindre les objectifs fixés par
l'entreprise. Pour ce faire, il s'assure du bon développement de la
filiale sur le marché local et de la bonne rentabilité de
celle-ci, pour le siège social. Ses missions sont donc comparables
à celles du directeur de la société, mais au niveau de la
filiale : il élabore la stratégie et veille à sa bonne
application, choisit les produits et les services fournis, ainsi que le
marché ciblé.
Ø Aviation Manager :Le Directeur
du dépôt Aviation gère les opérations du
département de l'aviation (PUMA Aviation). Il a en charge la gestion du
dépôt, les opérations d'approvisionnement du
dépôt, de stockage, de remplissage des camions pour la
distribution du Jet A-1 aux avions.
Ø Sales Manager :Le Directeur des
ventes définit les objectifs de vente, il aide l'équipe de vente
à déterminer les opportunités à exploiter, ainsi
que le temps et les efforts à consacrer à divers clients ou
clients potentiels. Il conçoit et met en oeuvre un plan de vente
stratégique qui élargit la clientèle de la
société et lui assure une forte présence sur le
territoire, il présente des rapports sur les ventes, les revenus et les
dépenses et des prévisions réalistes à
l'équipe de direction.
Ø Senior Operation Manager :Le
Directeur principal des opérations est le responsable du Directeur des
opérations. C'est lui qui le sélectionner, le gère et
l'encadre efficacement. Il met en place un modèle de communication et
d'engagement bien défini qui s'assure que toutes les équipes
comprennent la performance de l'entreprise.
Ø Operation Manager :Le Directeur
des opérations gère les opérations globales et est
responsable de la gestion efficace et réussie de la main-d'oeuvre, de la
productivité, du contrôle de la qualité et des mesures de
sécurité établies et définies pour le service des
opérations. Il s'assure de la gestion sûre et efficace des
opérations. Il améliore les procédures
opérationnelles, les systèmes et les principes dans les domaines
de la circulation et de la gestion de l'information, des processus
opérationnels, de l'amélioration des rapports de gestion et
rechercher des opportunités d'extension des systèmes. Il
Supervise l'inventaire, la distribution des biens et la disposition des
installations.
Ses responsabilités peuvent inclure les entretiens, la
sélection et l'embauche ; former les nouveaux et les anciens
employés ; planifier, assigner et diriger le travail ; rédiger et
discuter avec les employés des évaluations du rendement ; aborder
le rendement des employés et les plans de mesures correctives ;
motivation et récompenses des employés.
Ø H.R Advisor :Le conseiller en
ressources humaines travaille avec les équipes de ressources humaines du
siège de PUMA Energy.
Il a pour mission d'assurer le management
général des ressources humaines de PUMA Energy
Bénin ; d'élaborer et de mettre en oeuvre la politique des
ressources humaines de l'entreprise et d'assurer la conformité
juridique; de résoudre les problèmes de relations avec les
employés ; de conseiller sur l'embauche et le développement
des employés ; de rechercher et recommander des méthodes
d'évaluation du rendement (p. Ex. Systèmes d'évaluation
des employés) ; de répondre aux demandes des employés
et aux problèmes potentiels ; d'oeuvrer à l'application de
la législation sociale en vigueur et à mener des enquêtes
internes pour recueillir les commentaires des employés afin
d'amélioration des conditions de travail dans l'entreprise.
Ø ExecutiveAdministrator :Le
responsable administratif sert de point de contact pour tous les
employés, leur fournissant un soutien administratif et la gestion de
leurs requêtes. Ses tâches principales incluent la gestion du stock
de bureau, la préparation de rapports réguliers (p. Ex. les
dépenses et les budgets de bureau) et l'organisation des archives de
l'entreprise.
Ø Chargé des
opérations :Le chargé des opérations est
responsable du pilotage des contrats stratégiques, tant par le respect
des engagements que par la gestion financière de ces contrats. Il valide
les propositions techniques et veiller à l'équilibre
budgétaire, participe à l'élaboration des contrats et des
conventions de service.
Ø PUMA Loading Master : Le
Responsable principal du chargement est l'opérateur maritime qui
supervise le mouvement des produits pétroliers entre les navires
citernes, les barges et le terminal pendant que le navire est amarré
à quai. Il veille à ce que tous les aspects réglementaires
concernant la protection de l'environnement et la sécurité
maritime soient respectés lors des opérations de transfert
maritime.
Ø H.S.E. Manager : Il prend
à sa charge la direction dans le numéro relatif aux règles
et directives HSE (Hygiène ; Sécurité et
Environnement). Il soutient la direction dans la définition des
rôles et responsabilités de l'organisation, en ce qui concerne les
aspects de sécurité, fournit la motivation et la familiarisation
de tout le personnel de l'entreprise à l'importance de se conformer aux
procédures du système de l'entreprise et à tout
l'équipement de sécurité fourni, réalise des audits
de sécurité internes et externes, participe aux enquêtes
d'accident / incident, réalise une analyse des statistiques d'accidents
/ incidents, identifie les tendances et suggère des plans
d'amélioration, fournit un soutien technique à la haute direction
sur tous les sujets liés à la sécurité, effectue
toute formation interne sur la sécurité, effectue des
évaluations de risques
Ø Supervisor&Operator : Les
Superviseurs sont tout d'abord des opérateurs, ce qui les
différencie des autres opérateurs c'est qu'eux sont des chefs
d'équipe.
Les opérateurs ont pour missions de réceptionner
le Jet A-1 provenant de la direction au port, de procéder aux analyses
de qualité du carburant, de s'assurer de l'absence de toute trace d'eau
dans le produit (Jet A-1), de veiller à livrer la bonne quantité
de carburant attribuée au bon avion, d'acheminer le Jet A-1 vers l'avion
à ravitailler en respectant les procédures de
sécurité, de surveiller la pression au niveau des tuyaux lors du
ravitaillement et d'effectuer la maintenance des véhicules et des tuyaux
de ravitaillement.
Ø Maintenance Agent : L'agent de
maintenance est le garant du maintien ou de la remise en état de marche
de tous les équipements. Il effectue le montage et l'installation des
équipements du dépôt, l'entretien régulier et les
réparations des matériels en cas de panne, le contrôle
périodique des éléments installés, communique avec
les opérateurs pour une éventuelle maintenance à
distance.
Au sein du dépôt Aéroport de PUMA Energy
Benin, lieu où j'ai effectué mon stage. Le staff est
composé de quinze (15) membres :
· Un Manager
· Une Assistante du manager
· Un Agent de maintenance
· Quatre équipes de deux membres chacune
· Deux agents de renfort
· Deux agents de renfort sous-traitants
Les horaires de travail se présentent comme
suit :
Le Manager, l'assistante du manager et l'agent de maintenance
travaillent de 8h-17h du lundi au vendredi.
Les membres des différentes équipes travaillent
24h/24 7j/7. Les agents en renfort travaillent 7/7 et les agents sous-traitant
en renfort travaillent 24/24 du lundi au vendredi.
Les quatre équipes travaillent dans la journée
selon un système de rotation par quart et effectue une rotation
après deux jours de repos. Elles sont accompagnées d'un agent en
renfort et d'un agent sous-traitant en renfort. Ce système est le
suivant :
Une équipe composée de deux membres (Un agent et
son Superviseur) travaille pendant 8h de 7h-19h. Cette équipe est
accompagnée d'un agent en renfort qui travaille pendant 8h de 11h-23h et
d'un agent sous-traitant en renfort qui travaille de 7h-15h.
Une autre équipe prendra le relais de 19h-7h. Elle est
accompagnée du même agent de renfort (celui du premier quart) et
d'un agent sous-traitant qui a commencé à 15h pour terminer son
service à 23h.
Ces deux équipes et l'agent en renfort travaillent
pendant deux jours de la même façon et après ils se
reposent pendant deux jours et sont remplacés par deux autres
équipes et un autre agent de renfort. Après cela, les deux
premières équipes reviennent mais en changeant leurs horaires
(ceux qui travaillaient de 7h-19h travailleront maintenant de 19h-7h et ceux de
19h-7h travailleront de 7h-19h).
Mais il arrive que certains agents travaillent plus de 8h,
cela dépend de la programmation des vols et aussi des saisons.
Pour l'exploitation de ses tanks, PUMA Aviation utilise un
système d'alternance avec pour attribution à un tank une
fonction, soit celle de réceptionner pour l'un et pour l'autre celle
d'être utilisé c'est-à-dire, si le tank 1 est le tank en
utilisation, le tank 2 sera celui de la réception. Dès que le
tank 1 ne pourra plus être en mesure de fournir en Jet A-1, le tank 2
devient celui d'utilisation et le tank 1 celui de réception.
Ce système de gestion est représenté dans
le tableau en dessous :
Tableau n°1: Etat des
Tanks
|
Grade
|
Jet A1
|
|
N° Tank
|
Tank 1
|
Tank 2
|
|
|
En réception (Receiving)
|
|
|
|
|
En décantation (Settling)
|
|
|
|
|
En service (In use)
|
|
|
|
|
En attente (stand-by)
|
|
|
|
|
Enquarantaine (Out of service)
|
|
|
|
|
Stock en m3
|
300 m3
|
300 m3
|
|
Source :PUMA Aviation
SECTION
2 : ENVIRONNEMENT ET OBSERVATIONS
Cette section donne les informations sur l'environnement de
PUMA Aviation et les observations effectuées lors de notre stage.
Paragraphe 1 : Environnement
de PUMA
I. Microenvironnement de PUMA
A. Présentation
du secteur des hydrocarbures au Bénin
Aux lendemains de l'accession à la souveraineté
nationale, le secteur des hydrocarbures béninois était
essentiellement contrôlé par des sociétés
pétrolières étrangères comme BRITISH PETROLIUM,
MOBIL OIL, TEXACO, TOTAL, SHELL qui utilisaient en commun le dépôt
APT (Africain Petroleum Terminal) de Porto-Novo. Elles étaient les
seules présentes sur le territoire national et menaient une politique de
prix dont elles seules avaient le secret. Le premier choc pétrolier
survenu en 1973 des suites de la guerre de KIPPUR, décida le
gouvernement militaire d'alors à geler les prix des produits
pétroliers un an après leur hausse de 70%. Les compagnies
pétrolières réagissent à cette décision en
créant une pénurie artificielle par le blocus des
approvisionnements des produits pétroliers. Pour mettre fin à
cette situation et permettre à l'Etat de contrôler ce secteur
stratégique, le Gouvernement décida de nationaliser ledit secteur
en 1974 et créa à cet effet la Société Nationale de
Commercialisation des produits Pétroliers (SONACOP) à qui il
accorda le monopole dans le secteur. La période de 1974 à 2000 a
été caractérisée par une relative stabilité
des prix des produits pétroliers fixés par l'Etat qui pouvait
durer plusieurs années avant de connaître des changements. Cette
stabilité des prix des produits pétroliers sur une longue
période n'était possible que grâce à l'institution
d'une caisse de stabilisation.
En 1990 la libéralisation du secteur public
imposée par le Programme d'Ajustement Structurel (PAS) de la Banque
Mondiale et du Fond Monétaire International (FMI) ont conduit bon nombre
de société sous administration publique dont la SONACOP SA
à ouvrir leurs capitaux à des investisseurs privés.
Toutefois, en 1995 intervenait la libéralisation du secteur
conformément au Décret N°95-139 du 03 mai 1995 portant
modalités d'importation et de distribution des produits
pétroliers raffinés et de leurs dérivés en
République du Bénin. Elle a été marquée par
l'agrément de plusieurs sociétés privées pour
importer et distribuer lesdits produits et a rendu nécessaire la
modification du mécanisme d'ajustement des prix afin de le rendre
compatible avec l'évolution des cours du baril de pétrole et du
dollar sur le marché international. Ainsi, sur les décisions en
conseil de ministre prises respectivement les 02 Juin et 04 Décembre
1996 autorisaient 15 compagnies pétrolières dont 08 nationales et
07 multinationales à exercer des activités de commercialisation
de produits pétroliers et leurs dérivés au
Bénin.
Ensuite fut pris par Décret N°2004-432 du 04
août 2004, portant sur le nouveau mécanisme d'ajustement des prix
des produits pétroliers en République du Bénin,
succède à un précédent prévu par
Décret N°2000-47 du 07 février 2000.
Ce dernier fut abrogé en raison de la
périodicité de l'ajustement qui était estimée trop
longue (03 mois).
En effet, étant donné que les prix du baril et
le cours du dollar sont soumises à des fluctuations quasi quotidiennes,
la périodicité de trois (03) mois a été
jugée trop longue autant par les sociétés
pétrolières que les consommateurs qui ont estimé qu'elle
éloignait le mécanisme d'ajustement des prix des
réalités du marché internationale. En outre, cette
périodicité pourrait pénaliser les sociétés
pétrolières et les consommateurs en cas de hausse ou de baisse
des valeurs de ces deux principaux indicateurs.
B. Concurrents de PUMA
Au Bénin, parmi les opérateurs
économiques qui exploitent les hydrocarbures, il y a trois grands
opérateurs qui distribuent le Jet A1 aux différents
aéronefs qui ont pour escale l'Aéroport Internationale de Cotonou
qui sont la SONACOP, MRS Corlay S.A. et Puma Energy Bénin.
Ø MRS CorlayBénin S.A. possède comme
réservoir de stockage un tank de 300 000 litres, deux réservoirs
de filtration d'une capacité d'environ 50 000 litres chacun.
Ce dépôt possède une capacité
totale de stockage de 400 000 litres qui lui permettent d'effectuer ses
opérations. MRS a pour source d'approvisionnement en Jet A des
importation et approvisionnement local.
Pour satisfaire ces clients MRS dispose d'au moins trois
camions-citernes mais un seul camion-citerne de 18 000 litres est
fonctionnel. Ce qui fait qu'ils ont du mal à travailler parce que si
c'est un aéronef consommant 30.000 litres il faut faire deux tours, ce
qui prend énormément de temps (l'aller-retour, le temps des
avitaillements, de chargement du camion,...). Si bien que des fois avec des
clients qu'à MRS avec PUMA, MRS demande à PUMA de s'occuper de
ses avitaillements.
Ø La SONACOP elle pour assurer les besoins de sa
clientèle, s'approvisionne auprès des compagnies des pays de
l'OPEP (Organisation des Pays Exportateurs de Pétrole).
Elle dispose de plusieurs dépôts, mais seul celui
d'Akpakpa (dépôt principal) reçoit la totalité de la
livraison. Après le déchargement qui se fait par « Pipeline
» depuis le Port de Cotonou au dépôt principal, le navire est
libéré. Le magasin PK3 d'Akpakpa est le lieu de stockage des
lubrifiants. C'est ce dernier qui assure l'approvisionnement des autres
dépôts à savoir :
- le dépôt hydratant situé à
l'aéroport
- le dépôt tampon de Bohicon ;
- le dépôt de Natitingou et celui de Parakou.
L'approvisionnement de ces dépôts s'effectue
à l'aide des camions-citernes de la société.
Quant à l'approvisionnement des aéronefs,
grâce au dépôt de l'aéroport possédant deux
tanks de jet A1 de 300 m3 chacun la SONACOP procède à
l'avitaillement des avions par pipeline.
Le leader dans le domaine est PUMA car elle approvisionne
près de la moitié des compagnies aériennes ainsi que
l'avion du Président de la République Patrice TALON.
C. Partenaires de PUMA et Acteurs de la
chaîne aéroportuaire
1.
Partenaires de PUMA
Etant une filiale de Trafigura B.V., PUMA a pour fournisseur
en Jet A-1 Trafigura B.V. Mais dans la sous-région PUMA n'est pas la
seule entreprise à être approvisionné en Jet A-1 par
Trafigura. Nous avons des entreprises comme la STL à
Lomé.Trafigura passe par le Bénin en se servant de PUMA pour
livrer le Jet A-1 à la STL.
2.
Acteurs de la chaîne aéroportuaire
Les acteurs de la chaîne sont :
- L'Aéroport International Cardinal Bernardin Gantin de
Cadjehoun ;
- Aviation Handling Services (AHS) ;
- L'ASECNA
- Les compagnies aériennes comme Air France, Brussels
Airlines,
y compris aussi MRS et la SONACOP pour ne citer que
ceux-là.
II. Macroenvironnement
de PUMA
A. Environnement Démographique
Grâce à sa localisation qui se trouve très
proche de l'aéroport, PUMA a la possibilité d'acheminer
rapidement son produit vers ses clients. Le ravitaillement se faisant du Port
au dépôt est aussi rapide aux vues de la distance qui se
sépare le Port du dépôt. Il faut bien avouer que PUMA a
trouvé un bon emplacement qui lui permet de réduire
considérablement le temps d'approvisionnement et de distribution.
B. Environnement
Socio-économique
PUMA au Bénin, avec son équipement de
dernière génération, PUMA fournit un savoir-faire dans le
domaine, garantit un produit de qualité, fournit une main d'oeuvre
qualifiante.
C. Environnement
Juridico-institutionnel
PUMA ENERGY est une société privée,
filiale de Trafigura.
Puma Energy Bénin dépend hiérarchiquement
de PUMA ENERGY, le Directeur Général de Puma Energy Bénin
rend des comptes à PUMA ENERGY, en sa qualité de Directeur
Général il a une place dans l'organigramme de PUMA ENERGY (pour
le dire plus simplement et dans un langage familier, le Directeur de Puma
Energy Bénin peut être apparenté à un Chef de
succursale) .
Paragraphe 2 :
Observations
I. Travaux effectués
Le dépôt de Jet A1 de PUMA est situé dans
l'enceinte aéroportuaire de Cotonou dans la zone hydrocarbure. Il est
limité :
- Au Nord par les bâtiments de l'ASECNA,
- Au Sud par la clôture Sud du domaine
aéroportuaire,
- A l'Est par le dépôt Jet A1 de MRS,
- A l'Ouest le domaine réservé au
dépôt Jet A1 de la SONACOP.
Le dépôt est construit sur une surface de 3000
m² et on y accède par une route en pavés.
Durant ma courte période de stage, j'ai eu à
effectuer des travaux de dépotage, de chargement, de batching et eu un
bref aperçu des opérations d'avitaillement.
Tous les matins, après enregistrement à la
guérite, on se dirige dans les vestiaires pour le port des EPI
(Équipements de protection individuel), après cela on
procède à l'inspection et les contrôles des Refuelers, des
différentes vannes au niveau du hangar, auprès des tanks.
Après cela on procède à la purge des véhicules, des
tanks ensuite on s'occupe du contrôle qualité du produit (celui
qui se trouve dans les tanks et dans les Refuelers s'il y en a puis on
procède au chargement du produit dans les Refuelers, plus tard dans la
matinée on procède au dépotage des Bridgers, ensuite selon
la programmation des vols on procède à l'avitaillement des avions
au tarmac à l'aéroport.
A. Les travaux de dépotage
Le dépotage est le fait de vider ou de
transférer le contenu d'un réservoir et notamment d'un bridger
(camion-citerne). La procédure de dépotage se présente
comme suit :
- Préparation du bac qui doit recevoir le produit
(jaugeage du niveau, prendre un échantillon du produit pour les tests de
contrôle de qualité (température, densité,
conductivité, test d'eau).
- Prise de la date et l'heure ou le produit est arrivé
et tout autre résultat découlant de l'opération de
dépotage.
- Contrôle des scellés (les plombs).
- Connecter le fil de masse au camion et brancher le flexible
de dépotage et lancer le produit vers uniquement le bac de
décantation (on met les fils de masse, nous équilibrons les
charges électrostatiques).
- Prélever 250 litres d'échantillon et attendre
après 10mn de décantation pour les contrôles chimiques.
- Contrôle visuel du produit.
- Test de contrôles techniques : test d'eau,
densité, température ambiante du produit, CU du produit,
densité corrigée à 15°C et comparée à
celle du dépôt livrancier, elle doit être inférieure
à 0.003 au cas où cette valeur est supérieure à
0.003 il faut informer le chef dépôt.
- Rester au poste de dépotage pour surveiller
l'écoulement du produit selon les standards de PUMA pour vérifier
certains paramètres tels que la jauge de pression différentielle
(la pression différentielle doit être inférieur 14 PSI,
lorsqu'elle est supérieure à 14 PSI cela veut dire que les
éléments filtrants sont en mauvais état), le débit
d'écoulement, voir s'il n'y a pas de fuite au niveau des flexibles et
contrôler le bac pour voir s'il n'y a pas de déversement.
- Remplir les fiches d'informations.
B. Travaux de chargement des
véhicules avitailleurs (Refueler)
- Mettre les cales sous les roues du véhicule
- Assurer la continuité électrique du
véhicule avant tout connexion flexible
- Jauger le niveau de Refueler afin de savoir quelle
quantité de produit mettre
- Mettre le flexible de transfert du produit vers le Refueler
en le connectant à l'accrocheur
- Jauger le bac dans lequel nous voulons puiser pour avoir la
quantité de jet A1 se trouvant à l'intérieur.
- Charger le véhicule (en démarrant la pompe de
la cabine de chargement en appuyant sur le contact)
- Faire un test de dispositif de trop-plein après que
1000 litres se soit évolué (ce dispositif empêche les
déversements, quand le camions est plein, il arrête le
changement)
- Surveiller l'opération de façon permanente
pendant toute sa durée (pour vérifier certains paramètres
tels que la jauge de pression différentielle, le débit
d'écoulement, voir s'il n'y a pas de fuites au niveau des flexibles.)
- Observer au moins dix (10) minutes de temps de
décantation et faire le contrôle de qualité
- Remplir les différentes fiches d'information.
C. Travaux d'avitaillement
L'avitaillement est la fourniture des approvisionnements de
voyage (carburant, vivres et matériels de rechange) à un
aéronef ou à un navire. Les étapes de l'avitaillement sont
décrites en trois sous-étapes (pré-avitaillement,
avitaillement et post-avitaillement).
1.
Pré-avitaillement
- Mise au point du Refueler de façon à le rendre
opérationnel
- Chargement du Refueler en jet A1
- Contrôler la densité, la conductivité,
la température du produit.
- Se munir de tous les instruments de contrôle de la
qualité du produit.
- Se présenter sur la piste 30 mn avant
l'arrivée de l'avion (vitesse du déplacement du
dépôt vers le tarmac : 25km/h)
- A l'arrivée de l'avion, attendre que les
réacteurs soient coupés avant que le Refueler ne soit
positionné.
- Garer le Refueler à une distance de 3 à 7m de
l'aile de l'avion
- Se mettre toujours en position de départ.
- Le moteur du Refueler ne doit jamais être
coupé.
NB : toujours garer le Refueler à
l'aile droite de l'avion
2.
Avitaillement
- Brancher le fil de masse à l'avion et poser
l'échelle si cela s'avère nécessaire.
- Brancher le flexible d'avitaillement
- Placer les panneaux ou cônes de signalisation pour
délimiter la zone d'avitaillement.
- Poser l'extincteur
- Attendre l'ordre du commandant avant d'avitailler
- Faire le test d'eau et monter ceci au commandant ou
mécanicien
- Remplir le bordereau de livraison de façon
partielle
- Au cours de l'avitaillement, être très attentif
à tout ce qui se passe autour de soi.
3.
Post-avitaillement
- Débrancher le flexible d'avitaillement ainsi que le
fil de masse
- Ranger les cônes de signalisation et
l'échelle
- Remplir de façon complète le bordereau de
livraison, signer et faire signer au commandant de bord
- Faire le tour du Refueler pour s'assurer que l'on n'a rien
oublié
- Déconnecter le fil de masse
- Retour au dépôt ; attendre 1 heure pour
s'assurer que l'avion a décollé dans de bonnes conditions.
D. Opération de batching
Dans le langage aéronautique, un lot (batch) de
produits est une quantité identifiable, produite Tantine raffinerie,
tester et identifier comme une entité unique. Si le produit de deux lots
différents est mélangé, il est à nouveau
testé et identifié comme un nouveau lot. C'est cette
opération d'attribution de nouveau lot qui est appelé
batching.
Pour ce faire, on procède à la purge du tank
à trois niveaux (en haut, au milieu et en bas) à partir des
différentes vannes du tank.
On purge le produit dans le tank aux trois niveaux (high,
medium, low) avec des seaux, un pour chaque niveau. Ensuite ils sont
versés dans le tank de 250 litres, un échantillon en composite
est prélevé (prélèvement du produit à tous
les niveaux dans un seau) puis versé dans le bol à
échantillon pour le tester (test d'eau, de température, de
densité et de conductivité). Cet échantillon est
nécessaire lors des inspections, les. Inspecteurs s'en sert lors des
opérations de contrôle,
Le superviseur quant à lui, renseigne dans un fichier
informatique à son poste toutes les informations recueillies sur le
terrain (heure de début, de fin, la densité à l'ambiant,
la température...). La densité et la température lui
permette de déterminer la densité à : 15?.
Ce fichier renseigne aussi la dernière date
d'utilisation de l'ancien lot, la date de début et de fin
d'opération d'attribution du nouveau lot, la date du batch, la
durée de l'opération, ... Ils permettent d'obtenir le temps de
décantation nécessaire, de sorte à ce qu'on sache si on
peut utiliser le produit (Quand on charge le produit dans le tank, il n'est pas
utilisable aussitôt. Il faut observer un temps de décantation).
L'opération de batching peut être
effectuée avec trois anciens lots car les tanks ne se vident pas
grâce à la pompe de chargement. Ce n'est que lors des entretiens
qu'ils sont vidés.
E. La gestion de stock
Nous avons eu à établir des rapports des
mouvements effectués au cours de la journée et le suivi du stock
dans le dépôt au niveau de chaque Tank. Nous disposons
également de fiches de stock dénommées ``DAILY STOCK
CONTROL'' qui nous permettent de connaitre la quantité totale
réelle de produit jet A-1 disponible dans le dépôt.
II. Etat des lieux
Durant ma courte période de trois (3) mois en tant que
Stagiaire Agent Opérateur au sein du dépôt Aviation de
PUMA, j'ai pu observer les forces et les faiblesses de PUMA Aviation.
A. Inventaire des Forces
Au titre des forces, nous pouvons citer :
Ø Leadership de la distribution du Jet A1 au
Bénin
Ø Infrastructures de stockage et de distribution
développées
Ø Equipe très dynamique prêt à
assurer des avitaillements simultanés
Ø Disponibilité du produit
Ø Grande expérience dans la distribution du Jet
A1 au Bénin.
B. Inventaire des Faiblesses
Au nombre de faiblesses, on peut citer :
Ø Source d'approvisionnement limité à
Trafigura ;
Ø Matériel de dépotage et celui de
chargement des Refueler ne fonctionnent pas correctement ;
Ø Masse horaire des opérateurs assez
conséquente ;
Ø Le non-respect du manuel de procédures
concernant les tâches à effectuer au niveau du service
approvisionnement ;
Ø Il n'existe pas de manuel de procédures
détaillant les opérations à effectuer manuellement, ce qui
permettrait de contourner le système avec compteur qu'on utilise pour le
chargement et de déchargement du Jet A1 ;
Ø Défaut des vannes au niveau de
l'émulseur en cas d'incendie elles sont lentes à ouvrir ;
Ø Problème avec le générateur qui
a du mal à démarrer les pompes en cas de coupure
d'électricité.
C. Opportunités
Ø PUMA se trouve dans un marché
oligopolistique
Ø Etant une filiale de Trafigura, PUMA est au
Bénin un client prioritaire à approvisionner pour Trafigura.
D. Menaces
Ø Dépendance de PUMA vis-à-vis de
Trafigura
Ø Manque de fiabilité du partenaire indirect
avec qui PUMA partage la distribution de certains clients.
CHAPITRE II : CADRE THEORIQUE DE
L'ETUDE ET METHODOLOGIE DE LA RECHERCHE
Ce chapitre aborde la problématique,
l'intérêt de l'étude, les objectifs et hypothèses
suivies de la revue de littérature et de la méthodologie de
recherche.
SECTION
1 : CADRE THEORIQUE
Dans cette section nous avons la problématique et
l'intérêt de l'étude dans un premier temps puis dans un
second temps les objectifs et hypothèses de l'étude.
Paragraphe 1 :
Problématique et Intérêt de l'Etude
I. Problématique
Selon Dupont (2003), « une chaîne logistique
représente un ensemble d'acteurs, où chacun est à la fois
le client de l'acteur amont et le fournisseur de l'acteur aval, qui
interagissent et enchaînent un certain nombre de processus de
façon cohérente ».
Pour Halley (2004), « La chaîne logistique se
définit comme un réseau d'entreprises en interaction dont
l'objectif est de livrer un produit ou un service à l'utilisateur final
en coordonnant les activités associées au mouvement des biens de
la matière première jusqu'à la livraison du produit fini
par des combinaisons efficaces de ressources qui contribuent à la
création et à la livraison de la valeur ».
La gestion de la chaîne logistique est une approche
globale, et non pas cloisonnée, de la chaîne logistique (du
fournisseur du fournisseur au client du client) visant l'intégration et
l'optimisation globales des flux physiques et d'informations. Il couvre les
fonctions de prévision, de planification et d'exécution depuis
l'acquisition des matières premières jusqu'à la
distribution des produits finis au client, en passant par la fabrication des
produits. Il sert à maîtriser les coûts logistiques,
à améliorer le taux de service et à diminuer les niveaux
de stocks..
En d'autres termes, la supply chain (chaîne logistique)
désigne l'ensemble des maillons de la logistique : achats,
approvisionnement, gestion des stocks, manutention, stockage, distribution,
livraison...
La chaîne d'approvisionnement, maillon de la chaine
logistique globale constitue le réseau de toutes les personnes,
entreprises, ressources, activités et technologies impliquées
dans la création et la vente d'un produit, et ce de la livraison des
matières premières au fournisseur jusqu'à la mise à
disposition finale côté consommateurs. Le segment de la
chaîne d'approvisionnement qui gère le produit fini du fabricant
jusqu'au consommateur se nomme circuit de distribution.
Pour le dire simplement, une chaîne de distribution en
logistique désigne l'enchaînement des opérations permettant
de mettre à disposition d'un client un produit.
Essentiellement consacrée à la gestion des flux
de marchandises, la finalité de la logistique de distribution est
d'accomplir, dans les meilleures conditions économiques et les
meilleurs délais, la livraison des commandes clients. Elle se traduit
par l'organisation et la réalisation des acheminements des marchandises
depuis le lieu de prélèvement chez le distributeur jusqu'au lieu
de consommation finale.
La logistique de distribution s'intéresse à la
circulation des flux physiques à travers le réseau de
distribution (gestion des transports, gestion des stocks...). La principale
difficulté à laquelle est confronté un décideur, en
présence d'un problème d'optimisation, est celle du choix d'une
méthode efficace capable de produire une solution optimale en un temps
de calcul raisonnable.
Optimiser la chaîne logistiqueconsiste à mettre
en place les solutions qui s'imposent pour améliorer l'organisation de
la gestion de la chaîne logistique d'une part, et de réduire les
coûts relatifs au processus logistique.En effet, de la gestion des stocks
à celui des commandes en passant par la prévision des ventes, les
procédures internes prennent du temps et mobilisent des ressources
humaines importantes.
De nos jours, l'évolution des besoins et des attentes
en logistique oblige les entreprises à faire preuve de
réactivité soutenue. Les exigences croissantes de
réduction des délais leur imposent une gestion
rationalisée, sans faille, de la chaine logistique. L'optimisation offre
la possibilité d'atteindre cet objectif grâce à
l'utilisation de solutions applicatives.
L'optimisation de la chaîne logistique est donc un
objectif pour toute société souhaitant atteindre
l'excellence opérationnelle. Les entreprises doivent utiliser de
manière optimale les moyens industriels & logistiques,
améliorer et fluidifier les flux au sein de la chaîne logistique
pour réduire les stocks tout en améliorant leur
réactivité et réduire les délais de livraison.
PUMA est le principal fournisseur en Jet A1 des compagnies
aériennes au Bénin. Pour répondre aux besoins de ses
clients, PUMA s'approvisionne principalement auprès de Trafigura suite
à des commandes qui sont effectuées par rapport aux
prévisions mensuelles. En attendant d'être livré, le
produit est stocké dans un dépôt au niveau des locaux de
PUMA au Port de Cotonou ensuite il est acheminé au niveau du
dépôt aviation à l'aéroport pour permettre une
proximité avec le lieu des avitaillements qu'est l'aéroport
international Cardinal BernardinGantin de Cadjehoun. L'acheminement de ce
produit est soumis à des règles précises au vue de la
dangerosité du produit, la sécurité des
dépôts et de la chaine de distribution est de ce fait cruciale.
Le produit est acheminé au dépôt aviation
pour être stocké dans deux tanks de 300m3 par des
Bridgers de 32.000 litres et c'est dans des Refueler de 20.000 litres que
s'effectuent les avitaillements. Quand il s'agit de gros porteur ou des
avitaillements successifs, ils se font avec un camion de 18.000 litres
accompagné d'une remorque de 47.000 litres.
Auprès de certains clients, PUMA n'est pas le seul
fournisseur, il partage la gestion de distribution avec un autre acteur. Et il
arrive que ce dernier ait des fois du mal à honorer ses engagements et
demande à PUMA de le faire à sa place. Certes cette pratique
pourrait être avantageuse pour PUMA sur le plan financier mais cela peut
causer un déséquilibre entre les commandes mensuelles et la
quantité utilisée sur le terrain. Cela peut avoir un impact sur
la livraison des clients.
On peut tenter de remédier à cela avec une
commande auprès de Trafigura il n'est pas forcement garanti que le
produit pourra arriver au moment où on le désire et au prix que
l'on veut aux vues de la commande inattendue et de la fluctuation des prix des
produits pétroliers. Une autre alternative pourrait consister à
s'approvisionner auprès d'un concurrent (SONACOP) avec la lenteur des
opérations administratives au niveau de ce dernier, cela cause de
nombreux retard, là aussi, peut se poser la question du prix d'achat du
produit. On pourrait s'approvisionner à Lomé auprès de la
STSL mais le temps d'acheminement est relativement long et l'état de la
route n'est pas forcement encourageant aux vues des spécificités
de ce produit.
À la vue de ce qui précède, on remarque
que PUMA a une source d'approvisionnement, qu'elle procède à
l'approvisionnement à la commande mensuelle effectuées par les
compagnies aériennes, qu'un partenaire indirect à la
société manque de fiabilité et cela est un risque de
rupture de stock.
Il apparait clairement que nous sommes en face d'un
problème de sous optimisation de la chaine de distribution de
Puma Energy Bénin.
Pour qu'il y ait optimisation de la chaine de distribution, il
doit y avoir au niveau des différents maillons de la chaine, une
coordination entre eux, une mobilisation et une dotation de ressources. Les
trois doivent fonctionner s'il y a dysfonctionnement quelque part, c'est qu'il
n'y a plus d'optimisation.
Le but de l'entreprise est de resterle leader mais elle a
opté pour une stratégie d'approvisionnement à source
unique alors que la multiplication et diversification des sources
d'approvisionnement est un enjeu de survie pour les entreprises de distribution
de la taille de PUMA, il manque de coordination.
L'entreprise est dans une situation où elle a un
partenaire indirect qui nuit à son fonctionnement (son stock).
Au niveau des ressources, il manque des solutions
stratégiques et opérationnelles permettant l'optimisation, la
planification et l'analyse prédictive des commandes (là nous
faisons allusion aux commandes inattendues qui surviennent).
Ce qui fait que nous nous retrouvons avec trois
problèmes spécifiques qui sont :
Ø la mauvaise gestion stratégique des
approvisionnements
Ø ledysfonctionnement du flux d'information
Ø ledécalage entre les prévisions
mensuelles des besoins
II.
Intérêt de l'étude
Selon Olivier BRUEL (2005), « pour les
entreprises, la compétitivité, le développement et la
création de valeur passent sans conteste par une politique achat
volontariste et efficace, associée à un management
cohérent et optimisé des approvisionnements (supply chain amont)
».
Pour leur part, Denis LINDON et Jacques LENDREVIE (2003),
pensent que « la distribution consiste à amener les produits au bon
endroit, en quantité suffisante avec le choix requis, au bon moment et
avec les services nécessaires à leur consommation et le cas
échant, à leur entretien ».
On retient de cette définition que la distribution ne
se limite pas à la mise à disposition du produit auprès du
consommateur, elle prend également en compte le suivi de la
consommation, de la quantité offerte et la ponctualité de
l'offre.
Il en ressort que la distribution est un processus complexe
intégrant plus d'une étape. En conséquence, elle
nécessite la mobilisation d'énormes moyens logistiques et
surtout, la mise sur pied d'une politique sans laquelle, les objectifs de
croissance de parts de marché seront vains.
On voit par-là que la maîtrise de la chaine
logistique globale (de l'approvisionnement à la distribution) est un
enjeu stratégique et de survie.
D'où la nécessité de ce travail, il
permettra l'optimisation de la chaîne de distribution de PUMA et il
servira d'enrichissement dans les écrits parlant de ce thème.
Paragraphe 2 : Objectifs et
Hypothèses
I. Objectifs de l'étude
1. Objectif
général
L'objectif général de notre étude est de
rendre optimale la chaîne de distribution du Jet A1 au Bénin par
la société PUMA ENERGY.
Pour ce faire, des objectifs spécifiques permettront
d'y parvenir de manière beaucoup plus précise.
2. Objectifs
spécifiques
Dans notre étude, nous aurons comme objectifs
spécifiques :
· Etudier la Supplychaindu Jet A1 de PUMA ;
· Identifier les facteurs à la base du
dysfonctionnement flux d'information;
· Proposer une méthode de prévision pour
les approvisionnements.
II.
Hypothèses de l'étude
Après une analyse préliminaire il en ressort que
l'entreprise fait face à diverses contraintes et est en proie à
un risque de rupture de stock. Des constats fait, nous pouvons formuler comme
hypothèses spécifiques que :
Ø La mauvaise gestion stratégique des
approvisionnements est due au modèle de sourcingchoisipar
l'entreprise;
Ø Le dysfonctionnement du flux d'information est
dû à une faible communication entre les services et le non-respect
manuel de procédures;
Ø Le décalage des prévisions mensuelles
des besoins est dû à la faible anticipation des besoins non
exprimés et la volatilité des commandes.
Tableau n°2 : Tableau de
bord
|
Niveau d'analyse
|
Problématiques
|
Objectifs
|
Causes Probables
|
Hypothèses
|
|
Niveau général
|
Sous optimisation de la chaine de distribution
|
Optimiser la chaîne de distribution du Jet A1 au
Bénin par la société PUMA ENERGY
|
|
|
|
Niveaux spécifiques
|
1
|
Problème
spécifique 1
Mauvaise gestion stratégique des approvisionnements
|
Etudier la supplychain du Jet A1 de PUMA
|
-Modèle de sourcing choisi par l'entreprise
- Faible anticipation des besoins non exprimés
|
La mauvaise gestion
stratégique des approvisionnements est due au modèle de sourcing
choisi par l'entreprise
|
|
2
|
Problème
spécifique 2
Dysfonctionnement du flux d'information
|
Identifier les facteurs à la
base dudysfonctionnement flux d'information
|
-Faible communication entre les services
- Non-respect du manuel de procédures
|
Ledysfonctionnement du flux d'information est dû
à une faible communication entre les services et le non-respect manuel
de procédures
|
|
3
|
Problème
spécifique 3
Décalage des
prévisions mensuelles des besoins
|
Proposer une méthode de prévision pour les
approvisionnements
|
- Mauvaise prévision des besoins mensuels
-La volatilité des commandes
- Faible anticipation des besoins non exprimés
|
Le décalage des prévisions mensuelles des
besoins est dû à la faible anticipation des besoins non
exprimés et la volatilité des commandes.
|
Page | 30
Source : Réalisé
par nous-mêmes
SECTION
2 : REVUE DE LITTERATURE ET METHODOLOGIE DE RECHERCHE
Cette section aborde la revue de la littérature et la
méthodologie de la recherche basée sur l'étude empirique
et théorique.
Paragraphe 1 : Revue de
Littérature
L'étude de l'approvisionnement et la distribution du
Jet A-1 au Bénin a nécessité de passer en revue un certain
nombre de documents parmi lesquels ; des textes de loi, des directives
internationales, des rapports d'études et des articles ayant un lien
avec le thème.
En effet réfléchir sur la gestion de la
chaîne logistique des produits pétroliers exige l'accès
à un certain nombre d'information. Cette recherche qui s'inscrit dans
une perspective de continuité, autorise et encourage la confrontation
entre les résultats des différentes recherches.
I. Clarification conceptuelle
L'Industrie Pétrolière et Gazière et
généralement divisé en trois grands secteurs :
En amont (upstream ou Exploration & Production), à
mi-chemin (midstream) et en aval (down-stream).
§ Upstream ou le secteur amont comprend
la recherche des gisements de pétrole brut et de gaz naturel souterrain
ou sous-marin, le forage de puits d'exploration et le forage et l'exploitation
des puits de récupération du pétrole brut ou du gaz
naturel brut. Les
gisements pétroliers se situent le plus souvent dans des régions
assez éloignées des zones industrielles où ce
pétrole brut sera traité puis consommé, alors le transport
et le stockage se présentent comme des étapes cruciales de la
chaine pétrolière.
§ Midstream ou le secteur
intermédiaire comprend le transport, le stockage et la vente en gros de
produits pétroliers bruts ou raffinés. Les produits
pétroliers sont transportés soit par voie terrestre, via des
oléoducs, soit plus généralement par voie maritime,
à bord de tankers, un fret soumis à une stricte
sécurité. Pour des raisons économiques,
géographiques ou politiques, il peut être préférable
que le pétrole voyage par voie terrestre. Il emprunte alors des
oléoducs (pipelines en anglais), canalisations spécifiques qui
relient les ports, les raffineries et les lieux de consommation. Les pipelines
et autres systèmes de transport peuvent être utilisés pour
transporter le pétrole brut des sites de production vers les raffineries
et livrer les divers produits raffinés aux distributeurs en aval.
§ Downstream : Encore appelé
le secteur aval, c'est le raffinage du pétrole brut, et le traitement et
la purification du gaz naturel brut ainsi que la commercialisation et la
distribution de produits dérivés du pétrole brut et du gaz
naturel. Le secteur aval atteint les consommateurs grâce à des
produits tels que l'essence, le pétrole lampant, le
kérosène, le diesel, le mazout, les fiouls, les lubrifiants, les
cires, l'asphalte, le gaz naturel et le gaz de pétrole
liquéfié (GPL) ainsi que des centaines de produits
pétrochimiques.
Les zones de production sont le plus souvent
éloignées des zones de consommation. Pour acheminer le
pétrole d'une zone à l'autre, deux modes de transports principaux
sont utilisés: l'oléoduc (ou pipeline) et le pétrolier par
voie maritime.
Il s'y est à noter que les opérations
intermédiaires sont souvent incluses dans la catégorie en aval et
sont considérées comme faisant partie du secteur en aval.
D'où, on amont nous aurons l'exploration pétrolière et la
production et en aval le raffinage et la distribution.
A. Chaine Logistique
Lee et Billington (1993), ont définit la chaîne
logistique comme « un réseau d'installation qui assure les
fonctions d'approvisionnement en matières premières, de
transformation de ces matières premières en composantes puis en
produits finis, et de distribution des produits finis vers le client».
Une autre définition est fournie par La Londe et
Masters, (1994), qui ont considéré qu'une chaîne logistique
est un ensemble d'entreprises qui se transmettent des matières. En
règle générale, plusieurs acteurs indépendants
participent à la fabrication d'un produit et à son acheminement
jusqu'à l'utilisateur final. En effet, les acteurs de la chaine
logistique peuvent être : Producteurs de matières premières
et des composantes, assembleurs, grossistes, distributeurs et transporteurs.
Cheyroux (2003), La chaine logistique est un réseau des sites,
indépendants ou pas, participant aux activités,
d'approvisionnement, de fabrication, de stockage et de distribution,
liées à la commercialisation d'un produit ou d'un service.
On appelle Supply chain management (SCM)ou en français
Gestion de la chaîne logistique (GCL) la gestion de l'ensemble des
opérations liées à la supply chain,
c'est-à-dire dès la gestion des flux circulant dans
l'entreprise et entre l'entreprise et son environnement (approvisionnement,
livraison, stockage, information, transactions financières...).
Autrement dit c'est gérer l'ensemble des
ressources, moyens, méthodes, outils et techniques destinés
à piloter le plus efficacement possible la chaîne globale
d'approvisionnement et de livraison d'un produit ou service jusqu'au
consommateur final.
La gestion de la chaine logistique conduit
à intégrer de nombreux outils (notamment informatiques)
qui couvrent des domaines variés :
· Planification
· fabrication,
· optimisation des stocks,
· transport, entreposage ou magasinage,
· gestion de l'information,
· mode de fonctionnement du système d'information
proprement dit,
· mode de gestion et de contrôle de la
qualité etc.
B. L'Approvisionnement
Olivier Bruel (2005), nous définit les fonctions achat
et approvisionnement.
Pour ce qui est de la fonction achat, il dit que « la
fonction achat est celle responsable de l'acquisition des biens ou services
nécessaires au fonctionnement de toute l'entreprise. Cette mission
devant en général s'exécuter dans le respect des points
suivants : niveau de qualité exigé, livraison des
quantités souhaitées, dans les délais attendus, dans les
meilleures conditions de services et de sécurité
d'approvisionnement».
S'agissant de la fonction approvisionnement, O. Bruel en donne
l'approche suivante : « pour être efficace, la fonction achat doit
être complétée par un système d'approvisionnement
rigoureux. Ce système comporte plusieurs sous-systèmes qui sont :
le calcul des besoins et la planification des approvisionnements, la
définition et la mise en place d'un système logistique reliant
l'entreprise et ses fournisseurs. »
De ces définitions, il ressort qu'Olivier BRUEL met en
exergue la petite différence qui existe entre les deux, de part un model
dit « Classique ». Il affirme ainsi que la fonction achat est
essentiellement administrative. Dans ce cas, à titre d'illustration,
l'acheteur reçoit des services utilisateurs des demandes d'achat
précisées en quantité et en qualité.
Quant à la fonction approvisionnement, elle
intègre une notion de continuité, une recherche d'optimisation
dans l'achat à court et à moyen terme. D'ailleurs, l'auteur
soutient, que parfois le service achat change d'application avec cet
accroissement de ses responsabilités pour devenir un service
approvisionnement. Dans ce cas le service achat n'est plus un gestionnaire des
commandes, mais il participe à la définition d'une politique
d'approvisionnement et la met en oeuvre.
Nous pouvons dire que l'approvisionnement consiste à
s'acquérir en Jet A1 pour répondre à la demande. Ainsi, la
gestion d'approvisionnement réunie l'ensemble des flux à l'amont
et l'aval depuis l'acquisition du Jet A1 jusqu'à la mise à la
disposition de l'utilisateur final. C'est ainsi que la fonction
approvisionnement revêt deux formes :
- De l'amont : au niveau de PUMA, la fonction
approvisionnement consiste à s'acquérir en Jet A1 auprès
de Trafigura ;
- A l'aval : elle consiste pour PUMA d'approvisionner les
compagnies aériennes en Jet A1. Dans ce cas de figure la fonction
approvisionnement joue le rôle de la distribution.
On peut aussi considérer que l'approvisionnement est
distingué en deux flux distincts : physique et administratif
(informationnel). Le flux administratif est nécessaire à l'envoi
et à la réception de données, ordres, commandes,
factures... Le flux physique est l'art d'acheminer le bien vers le demandeur
par mer, air, terre...
L'approvisionnement répond à toutes contraintes
environnantes. La règle première est de livrer de la marchandise,
au bon moment, au bon prix, et au meilleur coût selon le choix du
demandeur.
C. Le Stockage
Le réseau de distribution possède des
entrepôts de stockage ou dépôts répartis à
travers un pays ou une région, un parc de camions citerne. Les
sociétés pétrolières ont souvent des contrats
à plus ou moins long terme avec les différents clients potentiels
pour la fourniture des différents produits. Les besoins mensuels de
chacun des clients sont connus longtemps à l'avance et
réactualisés environ 45 jours avant les livraisons. Ces besoins
sont entrés comme données dans un programme informatique servant
de plan mensuel de production permettant à la raffinerie de choisir les
quantités et les qualités de bruts à traiter dans le
mois.
D. Distribution
Nicolas Michel définit la distribution comme « un
ensemble des opérations et étapes faisant suite à la
fonction de production mise en oeuvre par le producteur lui-même ou par
un ou plusieurs intermédiaires spécialisés appelés
distributeurs, pour mettre à la disposition du consommateur final
(particulier ou entreprise) les biens produits ou service, et pour faciliter et
encourager leur achat ».
Fonction de la chaine logistique qui assure la livraison du
produit ou du service, du producteur au consommateur, la distribution de ce
fait, met en oeuvre :
· Une logistique en amont depuis le fournisseur donc les
compagnies d'exploitation pétrolière jusqu'aux entreprises qui
vendent les produits finis passant éventuellement par une ou plusieurs
plates-formes de raffinage.
· Une logistique en aval « picking » et
transport depuis les entreprises qui vendent les produits finis jusqu'au
destinataire final.
La distribution fait intervenir les notions canal de
distribution, circuit de distribution et de réseau de distribution.
Y. Chirouze (2008), définit le canal de distribution
comme le chemin parcouru par un produit pour atteindre le consommateur final.
Ce chemin est galonné d'intermédiaire qui remplissent les
diverses fonctions de distribution.
Selon C. Demeure (2005), Un circuit de distribution
représente le chemin qui conduit un produit du producteur au
consommateur. Ce chemin est plus ou moins long selon le nombre
d'intermédiaire intervenant dans la distribution du
produit.
P. Kotler (2009), définit le réseau de
distribution comme étant un système de partenariats et
d'alliances créé par une entreprise pour approvisionner, enrichir
et distribuer son offre.
Dans l'industrie pétrolière, un réseau de
distribution est un ensemble de dépôts de stockage, de moyens de
transport (camions citerne par exemple), de points de vente et de
stations-service officielles qui permet à une compagnie
pétrolière d'écouler et de vendre les produits issus du
traitement des bruts dans les raffineries.
Le réseau de distribution est divisé en branches
(ou canaux) dépendant de l'importance de la quantité de produits
écoulés. Une compagnie peut ne pas avoir de raffinerie et avoir
seulement un réseau de distribution (entreprises non-productrices) ou au
contraire avoir des raffineries sans réseau de distribution (raffineurs
indépendants...). Dans ce cas ceux-ci louent les unités de
raffinage pour faire des traitements à façon.
Selon KOTLER et DUBOIS(2003), « la distribution est
l'ensemble des activités qui s'exercent depuis le moment où le
produit, sous la forme d'utilisation, entre dans le magasin commercial du
producteur ou du dernier transformateur, jusqu'au moment où le
consommateur en prend possession ».
En d'autres termes, la distribution est un processus qui
prend fin à l'acte d'achat. Cette définition appliquée
à notre contexte de distribution du Jet A-1, nous amène à
décrire la distribution à travers deux (02) étapes
à savoir :
1ère étape : Moment où le produit
importé et stocké dans les bacs de PUMA Energy Bénin au
Port Autonome de Cotonou (PAC), est acheminé vers son dépôt
aviation à l'aéroport ;
2ème étape : Moment où le Jet A-1 est
acheminé sur la piste à l'aéroport pour être
chargé dans les avions.
Pour leur part, LINDON et LENDERVIE (2003) pensent que «
la distribution consiste à amener les produits au bon endroit, en
quantité suffisante avec le choix requis, au bon moment et avec les
services nécessaires à leur vente, à leur consommation et
le cas échéant, à leur entretien ».
De cette définition, on retiendra que la distribution
ne se limite pas à la mise à disposition du produit auprès
du consommateur ; elle prend également en compte le suivi de la
consommation, de la quantité offerte et la ponctualité de
l'offre.
De tout ce qui précède, il ressort que la
distribution est moins une tâche ponctuelle qu'un processus complexe
intégrant plus d'une étape. En conséquence, elle
nécessite la mobilisation d'énormes moyens logistiques et
surtout, la mise sur pied d'une politique sans laquelle, les objectifs de
croissance de parts de marché seront vains.
Le Bénin n'étant pas actuellement producteur de
pétrole et ne disposant pas de raffinerie, nous pourrions estimer que la
distribution des produits importés a déjà
démarré depuis le pays exportateur ; dans le cas d'espèce,
nous limiterons la distribution au moment où les compagnies
pétrolières installées sur le territoire béninois
deviennent propriétaires de leurs produits, c'est-à-dire lorsque
ces produits sont stockés dans les bacs au dépôt de PUMA
Energy au Port de Cotonou. La distribution commence réellement à
ce niveau.
E. Le pétrole
Le pétrole, du latin ``petra'' et ``oleum'', soit
« huile de pierre » est une huile minérale naturelle
utilisée comme source d'énergie. Sa constitution est issue de la
géologie sédimentaire d'un lieu et plus
spécifiquement de la succession de trois phases :
· la phase d'accumulation de matière
organique dans les profondeurs lors de la sédimentation.
Cette matière est essentiellement d'origine végétale ;
· la phase de maturation en
hydrocarbures, moment où la matière se transforme avec
l'augmentation de la pression et de la température. Elle est d'abord
transformée en kérogène. A haute température, le
kérogène subit une décomposition thermique, appelée
pyrolyse, qui expulse les hydrocarbures. Plus le sédiment est profond et
chaud, plus la part de gaz (hydrocarbures légers) est importante ;
· la phase de migration et
piégeage : sous la pression croissante, une partie
des hydrocarbures migre vers la surface de la terre, où elle s'oxyde ou
subit une biodégradation. L'autre partie migre jusqu'à rester
piégée dans une roche poreuse et perméable, source d'un
futur gisement de pétrole, si le piège est fermé.
Egalement appelé « or noir », le
pétrole génère le plus gros commerce de la planète
en valeur et en volume.
A l'origine de la deuxième révolution
industrielle, le pétrole a succédé au charbon et
a rapidement suscité un vif intérêt économique pour
les pays producteurs. Source d'énergie ou de matière
première, c'est dans les transports que sa domination est la plus nette.
Pour ce qui relève de la production d'électricité, le
pétrole a vu sa part diminuer progressivement depuis 30 ans. S'y sont
souvent substitués le gaz naturel, le
nucléaire et les énergies renouvelables.
La découverte de réserves de pétrole dans
un pays est souvent perçue comme un miracle pour son
économie. La raison majeure réside dans l'influence
considérable des revenus du pétrole sur les budgets des pays
où sont découverts des gisements.
F. Hydrocarbures
Les hydrocarbures sont des composants des pétroles
bruts après raffinage de ce pétrole brut. Les hydrocarbures sont
composés des produits pétrolier liquide comme les produits dits
« léger » (le super, les carburéacteurs, les
supercarburants, le jet...) et ceux dite lord (le Gasoil, le fioul 180 et
380...) issus des opérations de raffinage du pétrole brut.
G. Les carburants
Les carburants sont des produits dont la combustion en
présence d'air permet le fonctionnement des moteurs thermiques à
pistons (moteurs à essence ou Diesel) ou à flux continu
(réacteurs d'avion, turbines à gaz). À la famille des
carburants se rattachent également les ergols et les propergols
utilisés pour la propulsion des fusées. Il s'agit de produits
très spécifiques (hydrogène liquide,
di-méthylhydrazine, peroxyde d'azote...) dont la combustion met en
oeuvre non plus de l'air mais de l'oxygène pur à l'état
liquide.
Il ne faut pas confondre les termes « carburants »
et « combustibles », ce dernier désignant les produits
utilisés pour l'obtention d'énergie thermique dans les
chaudières, les fours industriels et les centrales.
Dans presque tous les cas, les carburants sont des liquides,
ce qui constitue un grand avantage sur le plan de la compacité, de la
facilité de mise en oeuvre et de la sécurité. Toutefois,
l'utilisation de carburants gazeux, et principalement de gaz naturel dont les
réserves sont importantes, pourrait se développer au cours des
prochaines décennies.
Les carburants classiques proviennent essentiellement du
pétrole. Celui-ci subit des opérations de raffinage très
poussées pour obtenir plusieurs types de produits (essences, gazole,
carburéacteur, carburants lourds) destinés à alimenter des
véhicules très différents, depuis les voitures
particulières jusqu'aux avions et navires.
H. JET A-1
Suivant le type de propulsion (turbines, moteurs à
pistons), les aéronefs brûlent différents types de
carburants, dits « carburants aviation ». Les moteurs d'aviation
à turbine (turboréacteurs, turbopropulseurs) utilisent des
carburants à base de kérosène.
Le kérosène (Jet A-1, Jet A, TR0, JP-8) est le
carburéacteur utilisé dans le secteur aéronautique. Il
existe plusieurs types de carburéacteur dans le monde.
Le Jet A-1 est un carburant de type kérosène le
plus utilisé dans l'aviation civile internationale, défini par la
norme internationale AFQRJOS (Aviation Fuel QualityRequirements for
JointlyOperatedSystems). Il porte également le nom de jet fuel ou de
carburéacteur. Sa viscosité est plus importante que celles du
fioul et de l'essence, mais il lubrifie mieux les pièces
mécaniques.
Il présente des similitudes avec le Jet A
utilisé aux Etats-Unis. En France le kérosène
utilisé pour l'aviation militaire est appelé TR0 (JP-8 aux
Etats-Unis et AVATUR au Royaume-Uni).
Le kérosène est issu de la distillation et du
raffinage du pétrole brut. Il est obtenu à des coupes
intermédiaires entre celle de l'essence (en dessous de 448 K) et celle
du gazole (au-dessus de 548 K). Cette coupe de pétrole est
constituée de nombreux hydrocarbures contenant essentiellement des
alcanes de formule chimique allant de C10H22 à C14H30. Il a comme
principale caractéristique de posséder un point de
congélation très bas (-47 °C pour le Jet A-1, -40 °C
pour le Jet A et le TR0) afin d'éviter toute congélation à
haute altitude où les températures sont comprises entre -55
°C et -50 °C.
Au Bénin, suivant les normes l'AFQRJOS le Jet A-1 a une
température dont le point d'éclair (flash point) minimum de 38?
(100?) et un point de congélation maximal de - 47 ?. Au-delà de
38?, le Jet A-1 prend feu et lorsque la température s'approche du point
de congélation du carburant, le carburant peut entrainer des
problèmes de fonctionnement car plus l'avion prend de l'altitude plus le
carburant se congèle et plus il arrête de brûler.
Concernant la conductivité, elle est comprise entre 50
et 600.
Pour la densité, elle est comprise entre 775 et 840
à 15?. Donc quand on prélève la densité à
l'ambiant, il est nécessaire de la convertir à 15°C.
On peut le résumer par le tableau
ci-après :
Tableau n°3 :
Caractéristiques du Jet A1
|
Minimum
|
Maximum
|
|
Température
|
Point d'éclair 38°C
|
Point de Congélation -47°C
|
|
Conductivité
|
50
|
600
|
|
Densité à 15°C
|
775
|
840
|
Source : Réalisé
par nous-mêmes
I. Le JIG
Le JIG est la plus grande organisation mondiale
dédiée à l'élaboration des normes
d'approvisionnement en carburant pour avions couvrant toute la chaîne
d'approvisionnement en carburants pour aéronefs, depuis les raffineries
jusqu'au bout des ailes.
Les normes JIG sont suivies par plus de 100 organisations
membres opérant dans plus de 2500 aéroports et sites
d'approvisionnement et de distribution dans plus de 100 pays du monde.
L'excellence des normes JIG a été reconnue par
l'IATA et A4A, ainsi que par la publication conjointe avec l'institut de
l'énergie des normes relatives au transport et à la logistique du
carburant destine aux aéroports.
La force des normes JIG est renforcée par un programme
conformité en pleine croissance qui comprend des inspections
qualités annuelles, effectuées par des inspecteurs JIG
qualifiés. Ce programme «Inspecté selon les normes JIG»
est passé d'une trentaine d'aéroports inspectés
conjointement par les membres fondateurs du JIG dans les années 1970
à plus de 500 grands aéroports à ce jour, et joue un
rôle essentiel pour garantir la qualité du ravitaillement en
carburant. et la sécurité est maintenue par le biais de ces
normes.
Le programme de conformité s'appuie en outre sur le
cours de formation « Inspecter aux normes du JIG », conçu pour
augmenter les ressources disponibles pour les inspecteurs et accompagner les
nouveaux inspecteurs lors de leurs premières inspections
indépendantes. Le succès de ce programme garantira que la plupart
des sites JIG recevront des inspections régulières de la
qualité et des normes par des inspecteurs JIG qualifiés.
II. Contributions
antérieures
De nombreux travaux se sont concentrés sur l'aspect de
l'amélioration dans la chaine logistique prise dans son ensemble.
Cependant vu la diversité, la complexité des chaines logistiques
et la multiplicité des risques afférents, le risque de rupture de
stock dans ce contexte n'a été étudier que de
manière marginale.
Le but de cette partie de notre paragraphe est d'examiner
à travers les apports antérieurs les risques qui peuvent
entrainer des ruptures de stock dans la phase amont de la chaine logistique et
plus précisément leurs répercussions sur les
distributeurs.
Ici, nous examinons et analysons la littérature
traitant du problème d'avoir un seul fournisseur dans un contexte de
gestion de stock. Tout d'abord nous présentons les différents
risques auxquels peuvent être confrontés les fournisseurs depuis
la réception des commandes jusqu'à la livraison de leurs
produits. Ensuite, nous abordons les caractéristiques et les aspects du
problème de sélection des fournisseurs dans un contexte du
risque.
Il existe un vaste corpus de la littérature lié
à la classification du risque dans la chaîne logistique. Juttner
et al. (2003), par exemple, spécifie trois séries de risques :
- les risques internes (internalrisk) qui découlent de
l'organisation,
- les risques de la chaîne d'approvisionnement
(supply-chainrisk) qui proviennent de l'organisation externe mais touche la
chaîne d'approvisionnement,
- les risques externes (externalrisk) qui sont externes
à la chaîne d'approvisionnement et proviennent de l'environnement.
Waters (2007) sépare les risques de la chaîne
logistique en :
- risques internes qui peuvent être mis sous
contrôle,
- risques externes qui ne peuvent pas être
contrôlé.
Quant à Kar (2010), il considère les risques
systématiques et les risques non systématiques. Toutefois, il
n'existe pas de classification spécifique aux risques fournisseur. Le
but ici est de présenter une classification de ce risque fournisseur. En
effet, le fournisseur peut être soumis à divers types de risques.
Ces risques peuvent être un risque local, un risque semi global, un
risque global.
· Un risque local est un risque attaché uniquement
à un seul fournisseur. Il regroupe les problèmes de
qualité, les pannes d'équipement, les grèves, la faillite,
les fluctuations de la demande, le partage de l'information qui résulte
de l'intégration verticale entre les partenaires, les discounts sur les
prix, les discounts sur les quantités, les fluctuations sur des
capacités. La probabilité de réalisation de ce type de
risque est très élevée, mais les conséquences sont
très faibles.
· Le risque semi global touche un ensemble de
fournisseurs. Il est généralement causé par les
catastrophes naturelles. Nous citons à titre d'exemple : les
catastrophes naturelles comme les séismes, les incendies, les ouragans,
les inondations. L'inondation de 2011 en Thaïlande a causé des
dommages graves aux entrepôts des fournisseurs de disques durs. Ces
fournisseurs étaient devenus incapables de satisfaire les commandes de
leurs propres clients ou d'approvisionner d'autres fabricants de PC. Ceci a
abouti au blocage complet de la chaine logistique globale.
· Le risque global un risque qui affecte tous les
fournisseurs simultanément. Les causes en sont, à titre
d'exemple, une crise économique, une attaque terroriste, une
grève générale dans le secteur des transports,
l'instabilité politique et économique, etc. Bien que la
probabilité de survenance de ces événements soit
généralement très faible, leurs conséquences sont
très élevées.
Remarquons qu'un évènement donné aura des
répercussions diverses selon les chaines logistiques impactées.
Par exemple un cyclone ou un tremblement de terre dans une région
côtière peuvent donner un risque global si tous les fournisseurs
d'un article sont situés dans cette région. Il donnera un risque
semi-global si quelques fournisseurs seulement sont situés dans cette
région.
Une gestion d'approvisionnement efficace nécessite de
bonnes stratégies d'approvisionnement capables de s'adapter à
tout bouleversement environnemental. Le décideur à diverses
manières de gérer ses sources d'approvisionnement (le sourcing).
Les modes de sourcing les plus fréquemment rencontrés dans la
littérature sont la source unique (single supplier), les sources double
(two supplier), les sources multiples (multi supplier).
· La source unique (single supplier) : tout d'abord, il
est primordial de noter la différence entre une « source unique
» et un « seul fournisseur » (sole sourcing).
o « sole sourcing » signifie que la base
acheteur-fournisseur ne contient qu'un seul fournisseur ;
o « source unique » (single supplier) signifie que
le décideur ne sélectionne qu'un seul fournisseur même s'il
existe d'autres fournisseurs concurrents sur le marché.
· « source dual » signifie que le
décideur garde deux fournisseurs, l'un qui domine l'autre en
présentant des avantages compétitifs tels que la qualité,
le prix, la fiabilité et ainsi de suite...
Dans le mode « multi-sources, le décideur doit
choisir un nombre optimal de fournisseurs parmi un ensemble de fournisseurs
existant.
Chaque mode de sourcing présente des avantages et des
inconvénients. Par suite, il doit être favorisé dans
certains cas et évité dans d'autres.
Par exemple la source unique procure une meilleure garantie de
qualité et induit des économies d'échelle. Elle permet
d'établir une meilleure collaboration et un partenariat entre les
associés et réduit l'échange d'informations
confidentielles. Par contre, elle expose de plein fouet le processus d'achat
aux diverses perturbations pouvant subvenir au fournisseur
sélectionné.
Le « dual sourcing » est préférable
lorsqu'on cherche la meilleure qualité alors que le « multi
sourcing » est la meilleure stratégie d'approvisionnement dans le
cas où le décideur dispose d'un budget suffisant.
Le tableau ci-dessous, présente une classification des
travaux selon le type de source d'approvisionnement utilisé. Nous
constatons que la majorité des recherches traitent le cas du multi
sources.
Tableau
n°4: Typologie des sources d'approvisionnement
|
Auteurs
|
|
Single
source
|
Choi et al. (2008), Burke et al. (2008), Taskin and Lodree
(2010), He and Zhao (2012), Ma et al. (2012), Tapiero and Kogan (2007), Xiao et
al. (2010), Kull and Talluri (2008), Klimov and Merkuryev (2006), Kull and
Closs (2008), Amanda et al (2009), Schmitt et al (2010), Cheng et al. (2009),
Gan et al. (2005), Li et al. (2014)
|
|
Dual
sources
|
Wu et al. (2006), Hou et al. (2010), Hsieh and Lu (2010), Giri
(2011), Chen et al. (2012), Zhu and Fu (2013), Qi (2013), Xiao and Yang (2008),
Li et al. (2010), Ahiska et al (2013), Pal et al. (2012), Serel (2005), Serel
(2009)
|
|
Multi-sources
|
Chen and Zhuang (2011), Viswanadham and Gaonkar (2003), Yang
et al. (2007), Burke, et al. (2008), Azaron et al. (2008), Wu et al. (2010),
Peidro et al. (2010), Ravindran et al. (2010), Tehrani et al. (2011), Meena et
al. (2011), Sawik (2011 a), Sawik (2011 b), Bilsel and Ravindran (2011), Ma et
al. (2012), Arcelus et al (2012), Mansini et al. (2012), Meena, Sarmah, (2013),
Zhang and Chen (2013) , Tabrizi and Razmi (2013), Duan and Liao (2013),
Baghalian et al. (2013), Wu et al. (2013), Sawik (2013a), Wang (2013),
Choudharyn et Shankar (2013), Manerba et Mansini (2014), Hammami et al. (2014),
Song et al (2014), Choudhary et Shankar (2014), Chan and Kumar (2007), Lee
(2009), Sanayei et al. (2010), Vinodh et al. (2011), Tse and Tan (2012), Wu and
Olson 2008, Wang and Yang (2009), Kokangul and Susuz (2009), Chamodrakas et al.
(2010), Bhattacharya et al (2010), Azadeh and Alem (2010), Zabinsky (2011),
Hammami et al (2012), Ruiz-Torres et al. (2013), Xiao et al. (2012), Zouggari
and Benyoucef (2012), Guo and Li (2014), Finke et al. (2010), Schmitt (2011),
Schmitt and Singh (2012), Zegordi and Davarzani (2012), Pinto et al (2013), Le
et al (2013), Sawik (2010), Sarkar and Mohapatra (2009), Eng et al. (2013),
Federgruen and Yang (2008), Mirahmadi et al (2012), Nejad et al. (2014), Sayon
et al. (2014), Hie et al. (2014), Yin and Nishi (2014), Carrera and Mayorga
(2008), Talluri et al. (2010); Zhang et al. (2012), Chiu and Ofuda (2014). Kang
et al. (2012), Sun et al. (2011), Xiang et al. (2014), en et al. (2014),
Hosseininasab et Ahmadi (2015), Nekooie et al. (2015), Çebi et Otay
(2016), Sodenkamp et al. (2016), Patra et Mondal (2015), Fang et al. (2015),
Rabbani et al (2014), Sherwin et al. (2016), Moghaddam (2015), Memon et al.
(2015), Amorim et al. (2016)
|
|
Single versus multiple sources
|
Burke (2009), Awasthi et al. (2009), Zhang and Zhang (2011),
Sawik (2013b), Berger and Zeng (2006), Berger et al 2004, Demirtas and Ustun
(2008), Ustun and Demirtas (2008), Sawik (2014)
|
|
Single versus dual sources
|
Silbermayr and Minner 2014, Yu et al. (2009), Arkan et al.
(2011), Schmit and Snyder (2012), Xanthopoulos and al. (2012), Sawik (2014),
Brian Tomlin (2006)
|
|
Dual versus multiples sources
|
Ruiz-Torres and Mahmoodi (2006), Davarzani et al. 2011)
|
|
Single, dual or multiple sources
|
Shin et al. (2009), Ruiz-Torres and Mahmoodi (2007)
|
Source : Faiza HAMDI, page 43
La majorité des travaux intègrent la notion de
multi sources où un groupe de fournisseurs est sélectionné
pour répondre à la demande entière. Cette stratégie
peut améliorer la fiabilité et minimiser l'incertitude de l'offre
certes, elle peut aussi augmenter les coûts fixes associés au
recours aux fournisseurs. La gestion du risque est une gestion des
événements inattendus. L'entreprise doit s'adapter et appliquer
une stratégie d'approvisionnement proactive qui positionne les achats
comme une fonction principale de gestion. Cette stratégie est
basée sur le partage des informations et de ne doit pas limiter la
sélection des fournisseurs au seul critère de coût. Elle
doit aussi considérer d'autres critères importants qui permettent
à l'entreprise d'établir et de fixer des stratégies
à long terme. L'approvisionnement proactif nécessite d'adopter
une politique multi sources basée sur le partage des connaissances et
des informations contrairement à l'approvisionnement réactif qui
exige de se concentrer sur un seul fournisseur et de donner la priorité
aux fournisseurs à bas coût. En résumé, le
processus de sélection de fournisseur doit se baser sur des
critères multi dimensionnels et non seulement sur le coût minimum.
Dans ce contexte une étude comparative entre fournisseur unique et
fournisseurs multiples doit être établie pour déterminer
les avantages et les inconvénients de chaque stratégie.
Paragraphe 2 : Méthodologie de Recherche
Ce paragraphe est consacré à la fixation des
approches théoriques et empiriques qui nous ont permis de collecter et
d'analyser les données destinées à faciliter la
vérification des hypothèses.
Pour notre étude, deux (02) niveaux de réflexion
ont été organisés :
Le premier a été notre stage de trois (03) mois
au sein de la société PUMA Energy Bénin. Ceci nous a
permis de prendre connaissance du fonctionnement de la société et
de pouvoir utiliser le modèle de diagnostic SWOT pour déterminer
les dysfonctionnements dans la chaîne logistique globale de Puma Energy
Bénin.
Le deuxième niveau a été notre entretien
avec les opérateurs du dépôt aviation et le Manager du
dépôt, Ceci nous a permis de prendre connaissance des
problèmes auxquels ils sont confrontés dans l'accomplissement au
quotidien de leur travail de distribution et donc, de donner une meilleure
orientation à notre recherche.
I. Outils de collecte de
donnée
Les outils à notre disposition pour effectuer notre
travail sont la revue documentaire, une étude qualitative et
quantitative. La conceptualisation de ce thème nous a été
rendu possible par l'ensemble de ces techniques d'investigation.
1. Recherche
documentaire
Dans le cadre de cette étude, nous avons utilisé
plusieurs documents pour nos recherches. Nous pouvons citer : les ouvrages, les
mémoires de fin de cycle de formation et des thèses. Par ailleurs
nous avons eu recours à la recherche sur internet.
2. Etude
qualitative
Orienté par la recherche documentaire, l'entretien
s'est porté sur les dimensions pratiques de l'étude et sur les
réalités liées à la chaine de distribution Jet A1
au Bénin.
La vérification des hypothèses que nous avons
formulées nous a obligés à faire une enquête au
sein du dépôt de PUMA ENERGY Bénin à partir des
entretiens semi-directifs. A l'aide de notre guide d'entretien certes moins
détaillé parce que nous n'avions pas une grande connaissance du
sujet mais cela nous a permis de laisser aux interviewés une marge assez
grande pour nous parler des différents aspects du thème.
3. Etude
quantitative
L'étude quantitative elle s'est porté sur la
mobilisation des données nécessaires à la
vérification des hypothèses formulées
précédemment. Ainsi, nous avons utilisé un questionnaire
avec des questions de type ouvert et fermé pour avoir des informations
relatives à la chaine d'approvisionnement, de
distribution, sur le modèle logistique utilisé par PUMA.
Nous nous sommes entretenus avec le Manager du
dépôt, les différents opérateurs par des entrevues
face à face. Nous avons aussi fait des observations sur le lieu du
travail.
II. Population de
référence
1. Population
mère
Notre population mère est composée de tous les
agents de la société PUMA, les concurrents (SONACOP, MRS), et des
clients de PUMA (les compagnies aériennes).
2. Population
d'étude
Au vu des moyens limités dont nous disposons, nous
n'avons pas pu nous rendre à la direction de PUMA au Port de Cotonou
à cause du manque d'autorisation voilà pourquoi notre population
d'étude est constituée essentiellement des agents du
dépôt aviation de PUMA (17), les concurrents de PUMA (responsable
MRS et Responsable SONACOP) et certains clients de PUMA.
Tableau 5 : Répartition de
la population d'étude
|
Catégorie
|
Effectifs
|
|
Manager
|
1
|
|
Superviseurs
|
4
|
|
Opérateurs
|
4
|
|
Agent de maintenance
|
1
|
|
Agents en renfort et sous-traitants
|
6
|
|
Assistante manager
|
1
|
|
Concurrents
|
2
|
|
Clients
|
2
|
|
Total
|
21
|
Source : réalisé
par nous-mêmes
Vu difficulté d'approcher individuellement tous les
acteurs dans le cadre de la collecte des données. La
nécessité de procéder à un échantillonnage
s'est imposée.
3. Echantillon
Le guide d'entretien a été élaboré
en fonction des différents problèmes retenus. Nous avons
constitué un échantillon par la méthode non probabiliste
et de manière raisonnée. Ainsi, ce ne sont pas tous les agents du
dépôt Aviation de PUMA qui représentent notre
échantillon mais ceux présents (d'autres étaient en
congés, d'autres l'entretien n'a pu se faire à cause de leurs
plannings qui ne correspondaient pas à nos horaires de travail) et
surtout ceux ayant une connaissance de notre sujet (10).
Tableau
6 : Répartition de l'échantillonnage
|
Catégorie
|
Effectifs
|
|
Manager
|
1
|
|
Superviseurs
|
4
|
|
Opérateurs
|
4
|
|
Agent de maintenance
|
1
|
|
Total
|
10
|
Source : réalisé
par nous-mêmes
Notre zone d'enquête s'est limitée à la
ville de Cotonou et précisément dans la zone
aéroportuaire.
III. Outils de traitement
Le traitement des données quantitatives s'est fait au
moyen du tableau Excel. Les données quantitatives ont servi
accessoirement à appuyer nos analyses dans le processus de
vérification des hypothèses formulées. Les
résultats des données sont présentés par des
tableaux afin de vérifier les hypothèses.
IV. Seuil de
vérification des hypothèses
La méthodologie
adoptée ici concerne le seuil de décision qui est la règle
suivie pour conclure si les hypothèses sont confirmées ou
infirmées. Ainsi :
L'hypothèse N°1 : « La mauvaise gestion
stratégique des approvisionnements est due au modèle de sourcing
choisi par l'entreprise» sera vérifiée si cette cause
requiert une fréquence = à 50%;
L'hypothèse N°2 : « Le dysfonctionnement
du flux d'information est dû à une faible communication entre les
services et le non-respect manuel de procédures» sera
vérifiée si au moins 50% affirment qu'elle est
liée à l'absence de communication entre les services et le
non-respect du manuel de procédures;
L'hypothèse N°3 : « Le décalage
des prévisions mensuelles des besoins est dû à la faible
anticipation des besoins non expriméset à la volatilité
des commandes » sera vérifiée si au moins 50% des
enquêtés affirment que la faible anticipation des besoins non
expriméset à la volatilité des commandes entraine le
décalage des prévisions mensuelles des besoins.
CHAPITRE III : ANALYSE DE
RESULTAT ET APPROCHES DE SOLUTION
Ce chapitre aborde la réalisation des enquêtes
puis la vérification des hypothèses afin de poser le diagnostic
des différents problèmes et d'apporter quelques approches de
solutions.
SECTION
1 : ANALYSE DES RESULTATS
Dans cette section, sont présentés les
résultats de l'enquête. Seuls les résultats les plus
importants y sont présentés. Ainsi, ils sont exposés dans
l'ordre d'énumération des problèmes spécifiques.
Paragraphe 1 : Présentation
et analyse des résultats
I. Présentation et analyse des
résultats issus des entretiens
1. Tableau n°7 :
Données relatives aux entretiens
|
N°
|
Thèmes
|
Répondants
|
Réponses
|
|
1
|
La mauvaise gestion stratégique des
approvisionnements
|
-Manager
-Superviseurs
-Opérateurs
|
Le type d'approvisionnement ne correspond forcement pas
à la stratégie du type d'entreprise
|
|
2
|
Dysfonctionnement du flux d'information
|
-Manageur
-Superviseurs
-Opérateurs
|
-Il y a une faible mobilisation autour du service
approvisionnement
-Pas assez de communication
|
|
3
|
Décalage des prévisions mensuelles des
besoins
|
-Manager
-Superviseurs
-Opérateurs
|
-Entrer tardive des commandes
- Faible anticipation des besoins non exprimés
|
Source : Sources enquêtes,
octobre 2018
Au cours des entretiens, nous avons eu à
échanger sur plusieurs questions concernant les différents
problèmes spécifiques voici une représentation non
exhaustive.
2. Représentation des questions
liés au problème spécifiques n°1
Tableau
n°8 :Données relatives à l'identification des causes
liées PS1 sujet 1
- Quel est le mode de sourcing utilisé par
PUMA ?
|
Type
|
Effectif
|
Fréquence (%)
|
|
Single source
|
10
|
100
|
|
Dual source
|
0
|
0
|
|
Multi sources
|
0
|
0
|
|
Total
|
10
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°8 nous
montre que 100% de l'échantillon confirment que le mode de sourcing
utilisé par PUMA est le single source.
Tableau n°9 :
Données relatives à l'identification des causes liées PS1
sujet 2
Ce mode de sourcingest-il en adéquation avec le mode
utilisé par d'autres d'entreprises de l'envergure de PUMA ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Oui
|
3
|
30
|
|
Non
|
7
|
70
|
|
Total
|
10
|
100
|
Source :Résultats de nos entretiens
Commentaire : le tableau n°9 nous
montre que 70% de l'échantillon pensent que le mode de sourcing
utilisé par PUMA n'est pas en adéquation avec le mode
utilisé par d'autres entreprise de l'envergure de PUMA et 30% le
contraire.
Tableau n°10 :
Données relatives à l'identification des causes liées PS1
sujet 3
Pensez-vous que PUMA doit se tourner vers d'autres mode de
sourcing ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Oui
|
5
|
50
|
|
Non
|
4
|
40
|
|
Abstention
|
1
|
10
|
|
Total
|
10
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°10
nous montre que 50 % de l'échantillon pensent que PUMA doit changer son
mode de sourcing, 40% pensent que ce n'est pas le et que PUMA doit continuer
ainsi et 10% de l'échantillon ont préféré ne pas
répondre.
3.
Représentation des questions liés au problème
spécifiques n°2
Tableau n°11 :
Données relatives à l'identification des causes liées PS2
sujet 1
Les rapports entre les services sont-ils de nature à
améliorer ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Oui
|
7
|
50
|
|
Non
|
1
|
30
|
|
Abstention
|
2
|
20
|
|
Total
|
10
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°11
nous montre que 50 % de l'échantillon pensent que les rapports entre les
services à PUMA sont à améliorer, 30% pensent que ce n'est
pas le et que les rapports entre services sont gérables et 20% de
l'échantillon ont préféré ne pas répondre
Tableau n°12 :
Données relatives à l'identification des causes liées PS2
sujet 2
Comment jugez-vous la communication au sein des
services ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Mauvaise
|
0
|
0
|
|
Pas bonne
|
6
|
60
|
|
Bonne
|
4
|
40
|
|
Très bonne
|
0
|
0
|
|
Total
|
10
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°12
nous montre que 60 % de l'échantillon jugent que la communication au
sein des servicesn'est pas bonne et 40% la jugent acceptable.
Tableau n°13 :
Données relatives à l'identification des causes liées PS2
sujet 3
Justifiez votre choix
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Transmission des informations lente entre le service
approvisionnement et le département aviation
|
6
|
60
|
|
Communication se fait normalement
|
4
|
40
|
|
Absence de communication
|
0
|
0
|
|
Total
|
10
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°13
nous montre que 60 % de l'échantillon justifient le fait que la
communication au sein des servicesn'est pas bonne à cause de la lenteur
de transmission des informations entre le service approvisionnement et le
département aviation et 40% la jugent acceptable parce que la
communication se fait normalement.
4.
Représentation des questions liés au problème
spécifiques n°3
Tableau n°14 :
Données relatives à l'identification des causes liées PS3
sujet 1
Le manque de fiabilité de MRS a-t-il un impact sur la
gestion des approvisionnements de PUMA ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Oui
|
10
|
100
|
|
Non
|
0
|
0
|
|
Abstention
|
0
|
0
|
|
Total
|
10
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°14
nous montre que 100% de l'échantillon confirment que le manque de
fiabilité de MRS aun impact sur la gestion des approvisionnements de
PUMA.
Tableau n°15 :
Données relatives à l'identification des causes liées PS3
sujet 2
Quel est la méthode de détermination des
prévisions utilisée ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Méthode quantitative
|
0
|
0
|
|
Méthode qualitative
|
0
|
0
|
|
Méthode de synthèse
|
8
|
100
|
|
Total
|
8
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°15
nous montre que 100% des interviewés confirment que la méthode de
détermination des prévisions utilisé est la méthode
de synthèse.
Tableau n°16 :
Données relatives à l'identification des causes liées PS3
sujet 3
Ne pensez-vous la méthode de détermination des
prévisions a atteint ses limites ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Oui
|
4
|
50
|
|
Non
|
1
|
12,5
|
|
Abstention
|
3
|
37,5
|
|
Total
|
8
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°16
nous montre que 50% des interviewés pensent que la méthode de
détermination des prévisions utilisé a atteint ses
limites, 12,5% pensent le contraire et 37,5% ont préféré
s'abstenir.
Tableau n°19 : Que
préconisez-vous ?
|
Réponses
|
Effectif
|
Fréquence (%)
|
|
Changement de méthode de calcul de prévision
|
2
|
40
|
|
Améliorer la méthode
|
3
|
60
|
|
Total
|
5
|
100
|
Source : Résultats de nos entretiens
Commentaire : le tableau n°19
nous montre que 60% des interviewés pensent qu'il faut changer
méthode de détermination des prévisions et 40% pensent
qu'il faut l'améliorer.
De ces analyseson remarque que vu la pertinence de certaines
questions, seul le Manager, les superviseurs et un opérateur (vu son
ancienneté dans le domaine ) ont répondus à ces
questions.
II.
Présentation et analyse des résultats issus des
enquêtes
1.
Présentation et analyse des problèmes liés au
problème spécifique n°1
Voici une représentation graphique des résultats
d'enquêtes concernant le problème lié à la mauvaise
gestion stratégique des approvisionnements.
Graphique n°1 : Représentation des
résultats liés au problème spécifique n°1

Source : Résultats
d'enquêtes concernant le problème spécifique n°1
L'analyse des résultats révèle que 40%
des enquêtés considèrent lafaible anticipation des
besoinsnon exprimés comme étant la cause de la mauvaise gestion
stratégique des approvisionnements. Les60 % restants attribuent cet
état de chose au modèle de sourcing choisi par l'entreprise.
2.
Présentation et analyse des problèmes liés au
problème spécifique n°2
Voici une représentation graphique des résultats
d'enquêtes concernant le problème lié audysfonctionnement
du flux d'information.
Graphique n°2 : Représentation des
résultats liés au problème spécifique n°2
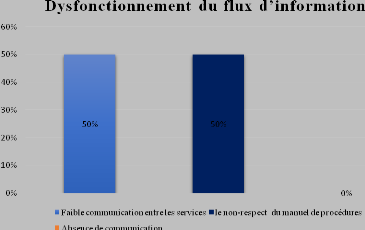
Source : Résultats
d'enquêtes concernant le problème spécifique n°2
L'analyse des résultats révèle que pour
les enquêtés la faible communication entre les services et le
non-respectdu manuel de procédures sont les causes du dysfonctionnement
du flux d'information vue que les deux ont eu une fréquence égale
à 50% chacune.
3.
Présentation et analyse des problèmes liés au
problème spécifique n°3
Voici une représentation graphique des résultats
d'enquêtes concernant le problème lié au décalage
des prévisions mensuelles des besoins.
Graphique n°3 :
Représentation des résultats liés au problème
spécifique n°3
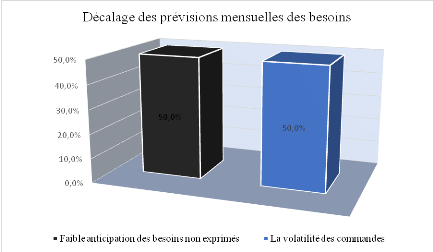
Source : Résultats
d'enquêtes concernant le problème spécifique n°3
L'analyse des résultats révèle que 50%
des enquêtés considèrent à la volatilité des
commandes comme étant la cause du décalage des prévisions
mensuelles des besoins. Les 50% restants attribuent cet état de chose
à la faible anticipation des besoins non exprimés et à la
volatilité des commandes.
Paragraphe 2 : Vérification
des hypothèses et limite de la démarche méthodologique
I. Degré de vérification
des hypothèses
Les hypothèses soulignées sont
vérifiées à partir du degré de validation des
données de l'enquête et les seuils de décisions
fixés.
1. Degré de
vérification de l'hypothèse n°1
Pour établir les causes se trouvant à la base de
la mauvaise gestion stratégique des approvisionnements, il est
fixé un comme seuil de décision toute proposition
fréquence =à 50%. Les données de l'enquête attestent
que le modèle de sourcing choisi par l'entreprise a recueilli 60% des
avis contre 40% pour lafaible anticipation des besoinsnon exprimés.
On peut donc dire que l'hypothèse n°1 qui attribue
modèle de sourcing choisi par l'entreprise à la mauvaise gestion
stratégique des approvisionnementsest validée.
2. Degré de
vérification de l'hypothèse n°2
Pour établir les causes se trouvant à la base du
dysfonctionnement du flux d'information, il est fixé un comme seuil de
décision toute proposition qui recevra une fréquence d'au moins
50%. On peut donc conclure que l'hypothèse n°2 est validée
vu que la faible communication entre les services et le non-respectdumanuel de
procédures ont reçu une fréquence de 50% chacune.
3. Degré de
vérification de l'hypothèse n°3
Pour établir les causes se trouvant à la base du
décalage des prévisions mensuelles des besoins, il est
fixé un comme seuil de décision toute proposition qui recevra une
fréquenced'au moins 50% On peut donc dire que l'hypothèse
n°3 le décalage des prévisions mensuelles des besoins est
validée vu qu'une fréquence de 50% a été
attribuée à la volatilitédes commandeset les 50%restants
attribuent cet état de chose à la faible anticipation des besoins
non exprimés.
II. Limite de la
démarche méthodologique
La finalité de cette recherche est de pouvoir permettre
une optimisation de la chaîne de distribution du jet A-1 par PUMA ENERGY
BENIN, de réduire les risques rencontrés tout au long de la
supply Chain management et de faire dans une certaine mesure des propositions
de solutions et des conditions de mise en oeuvre de ces solutions pour y
remédier, afin de fournir une assurance raisonnable quant à
l'attente des objectifs de l'entreprise.
Ainsi, une démarche scientifique objective a
été adoptée. Mais le choix d'une telle démarche n'a
pas permis de surmonter toutes les difficultés.
En plus, le domaine des hydrocarbures est un environnement
très concurrentiel où l'accent est mis sur une veille
concurrentielle très soutenue. C'est pour cela qu'il ne nous a pas
été possible d'enquêter très largement auprès
des autres compagnies pétrolières afin de recueillir les
informations plus approfondies du système d'approvisionnement et de
distribution en général au Bénin pour pouvoir
déceler les difficultés vraiment rencontrées. A cela
s'ajoute le fait que nous n'ayant pas pu avoir les autorisations
nécessaires pour pouvoir entrer au port et mener des enquêtes
auprès des agents PUMA, mais aussi que l'accès à certains
documents de la société n'a pas été facile car
certains étant strictement confidentiels.
SECTION
2 : DIAGNOSTIC DE L'ETUDE, APPROCHES DE SOLUTIONS ET CONDITIONS DE MISE EN
OEUVRE
Dans cette section nous allons faire le diagnostic de
l'étude donner des approches de solutions et terminer par des conditions
de mise en oeuvre.
Paragraphe 1 : Diagnostic de
l'étude
I. Diagnostic lié au
problème spécifique n°1
Le modèle de sourcing choisi par l'entreprise est
défini comme cause.
On sait que la multiplication et diversification des sources
d'approvisionnement est un enjeu stratégique pour les
sociétés industriel productrice mais un enjeu de survie pour les
distributrices à leurs clients. PUMA Energy Bénin faisant partie
de ce deuxième groupe d'entreprises, mais ne dispose pourtant d'une
seule source d'approvisionnement à savoir la Société
Trafigura ne suit pas la logique qui devrait être fait.On voit
par-là que le Single source choisipar PUMA ne respecte pas la
logique.
Mais d'autre part, il faut noter que PUMA est une filiale de
Trafigura qui est une société multinationale de négoce de
matières premières, qui opère dans 37 pays répartis
sur les cinq continents et gère l'approvisionnement, le stockage, le
raffinage, la distribution et la vente au détail de produits
pétroliers.Du fait de la relation entretenu entre les deux compagnies
dure de voir PUMA aller voir ailleurs ou essayer de mettre de la concurrence
à Trafigura.
II. Diagnostic
lié au problème spécifique n°2
Le diagnosticdu dysfonctionnement du flux d'information a
permis d'identifier les causes principales qui sont la faible communication
entre les services et non-respect du manuel de procédures. En effet, la
faible communication qui existe autour du service approvisionnement limite la
collaboration entre les agents et le fait que les agents ne suivent
pasforcément les instructions du manuel de procédures qui fournit
une feuille de route essentielle, décritprécisément
comment les ressources pourraient être mobilisées à
l'atteinte des objectifs.
III. Diagnostic lié au problème
spécifique n°3
Le décalage des prévisions mensuelles des
besoins est dû à la faible anticipation des besoins non
exprimés et à la volatilité des commandes.
En effet, au sein de PUMA, les approvisionnements sont faits
par commandes mensuelles en avance des clients. Donc quand dans le mois, il
arrive une entrer tardive des commandes comme ce qui se passe quand MRS
cède à PUMA une partie de ses avitaillements et cela crée
des déséquilibres dans les prévisions.
IV. Analyse de la
supply chain de PUMA
A. Approvisionnement
Le produit provient des tankers (navires citerne pour le
transport du pétrole), il est transféré via les pipelines
aux tanks de PUMA au Port de Cotonou. Avant que ce transfert ne soit
effectué, des tests de contrôle sont effectués en
laboratoire. Dès que les résultats obtenus sont concluants et
répondent aux spécificités du produit c'est-à-dire
répondent aux normes et aux caractéristiques techniques du
produit tel qu'ils sont présentés dans les documents, on peut
procéder au déchargement.
-Une période de trois (3) jours au moins de
décantation est observée avant tout autre déplacement du
produit (cela dépend du volume du produit). Après cela, le
produit est chargé dans les Bridgers de 32.000 litres puis
acheminé vers le dépôt Aviation de PUMA. Arrivé au
dépôt un temps de décantation d'au moins dix (10) minutes
est observé, ensuite, un contrôle du véhicule est
effectué avant de lui donner l'autorisation d'entrée de
l'enceinte du dépôt. Les différents tests de contrôle
de qualité du produit sont effectués puis on procède au
déchargement.
Pour pouvoir avitailler un avion si l'on veut utiliser ce
produit chargé, il faut observer un temps de décantation d'au
moins 1h puis le produit est chargé dans les Refueler (camions
avitailleurs) et transporté sur la piste pour procéder à
l'avitaillement.
B. Stockage
Quant au stockage, il se fait à deux niveaux : Au
port au niveau du terminal de Compec que PUMA a acquis et au niveau du
dépôt à l'aéroport.
Le jet A1 est stocké ``en gros'' au port et selon les
besoins les deux tanks du dépôt aviation.
Comme nous l'avons vue plus haut PUMA possède un espace
de stockage en jet de 8km3 au port et deux (2) tanks au
dépôt de 300 m3 chacun et il sied de signaler qu'il y a
un espace réservé pour la construction d'1 tank de 300
m3 au niveau du dépôt. Généralement un
tank en utilisation est utilisé pendant trois (3) jours. En cas de
perturbation, le dépôt PUMA pourra tenir avec ses deux tanks
remplis sans approvisionnement du port pendant environ cinq (5) jours.
Concernant la politique de sécurité pour la
réalisation de son activité de stockage, la société
PUMA ENERGY BENIN se réfère aux normes d'exploitation et de
contrôle qualité des carburants aviation pour des
dépôts aéroportuaires JIG (Joint Inspection Group).
Notamment dans le chapitre 3 du JIG 2 portant sur les normes
d'installations de stockage - caractéristiques de conception, on
définit les règles fondamentales dans la conception de ces
installations pour assurer le maintien de la qualité du produit et
satisfaire aux règles de sécurité et de respect de
l'environnement.
Le chapitre 6 du JIG 2 quant à lui définie les
procédures de stockage avec notamment le contrôle de routine,
l'inspection et le nettoyage des réservoirs, le changement d'affection
des réservoirs de stockage et les tests microbiologiques.
Depuis le début des années 1970, les entreprises
d'approvisionnement en carburant d'aviation utilisent de plus en plus les
réservoirs de stockage de carburant et les systèmes
d'alimentation en carburant pour éviter les doubles emplois inutiles et
coûteux et pour économiser de l'espace, souvent très
coûteux. Poussé par cette tendance, un petit groupe de grandes
compagnies pétrolières a formé le Joint Inspection Group
(JIG), chargé de coordonner les inspections, sur les sites des
coentreprises. En 1973, le JIG élabora son premier ensemble de
directives sur lesquelles fonder ces inspections qui devinrent les normes JIG.
Un ensemble de procédures convenues au niveau international pour la
gestion du carburant dans les aéroports.
Aujourd'hui, ces normes sont utilisées et enrichies par
plus de 100 sociétés membres, ce qui leur confère une zone
d'influence de plus en plus étendue, ainsi que leur applicabilité
dans des environnements de travail divers et varies. Grâce à ses
membres, Le JIG et ses standards sont véritablement de classe mondiale
et appliqués au niveau mondial.
Outre le JIG, PUMA organise des formations, des
réunions de sensibilisations sur l'importance des EPI, des
réunions entre agents où ils débattent d'un sujet de
travail ou on trouve les causes du problème, les risques, les solutions
pouvant être appliquées. Concernant la sécurité des
agents un classement où les agents sont évalués selon leur
respect du port des EPI, leur ponctualité, la réalisation des
taches,.... Le meilleur agent est récompensé par une prime tout
ça pour motiver les agents à respecter les règles de
sécurité, à être attentif au travail, à
être ponctuel.
C. Distribution
Comme c'est détaillé plus haut, la distribution
du jet A1 par PUMA commence après la réception du produit dans
les locaux de PUMA. Après avoir approvisionner le dépôt
aviation, le jet A1 est stocké dans deux tanks de 300 m3
chacun. Pour être opérationnel, un tank est utilisé pour la
réception de nouveaux produits et l'autre pour permettre l'avitaillement
des aéronefs. Quand le produit du tank en utilisation est fini, on
procède au batching, le tank en utilisation devient celui de
réception et celui de réception devient le tank en
utilisation.
Pour approvisionner les aéronefs le programme des vols
est connue et grâce à l'application flightAware le suivi de vols
est effectué (on connait l'itinéraire de l'avion l'ETA et l'ETD,
si le vol a connu des retards,...) cela permet aux agents de se préparer
aux différents avitaillements.
V. Etablissement du diagnostic de la
supply chain de PUMA
Comme nous l'avons présenté en amont, PUMA a un
problème de sous optimisation de sa chaine de distribution de jet A1 et
est en proie à un risque de rupture de stock.
Pour illustrer la situation, nous allons voir
différentes contraintes et risques qui pourrait qui pourrait
l'expliquer :
Ø Il y a la situation avec MRS, qui manque de
fiabilité pour la tenue de ses engagements. Quand MRS doit effectuer des
avitaillements avec certains clients qui sont en contrat avec PUMA, il peut
arriver qu'à cause de divers aléas MRS ne dispose pas assez de
carburant pour satisfaire ces clients ou qu'au vue de la quantité
l'aéronef ne dispose pas d'assez de temps pour effectuer des navettes
elle demande PUMA de le faire.
Certes le fait que PUMA accepte et opère cette
transaction est bénéfique parce que cela fait une entrée
supplémentaire d'argent mais cela représente un risque de rupture
de stock car c'est une commande inattendue et il sied de signaler que c'est le
caractère répétitif qui inquiète et pousse à
avoir de tel propos parce que si cette opération revêtait un
caractère exceptionnel il n'y aurait aucune inquiétude.
Admettons que nous nous retrouvons dans le cas où les
prévisions faites sont inférieures à la situation
actuelle, parce qu'on a effectué certains avitaillements à la
place de MRS :
o Pourrions-nous avoir le produit de notre fournisseur
Trafigura avant la date prévue pour pouvoir subvenir à nos
besoins (à titre de rappel les approvisionnements sont normalement
effectués par rapport aux prévisions mensuels et ses
prévisions sont faites à base des différentes commandes
émises par ses clients pour leurs besoins mensuels) ?
o Si la réponse est positive, pourrions-nous avoir le
produit au prix que nous espérons (parce que les prix fluctuent
souvent par rapport au cours du baril de pétrole) ?
o Si en cas d'imprévu, le produit arrive en retard,
pourrions-nous disposer du produit ailleurs en attendant et dans les
délais requis ?
Ø Au niveau de la sécurité de la lutte
contre les incendies, PUMA dispose des équipements et un dispositif de
sécurité moderne pour assurer la sécurité,
prévenir et lutter contre les incendies. Mais il faut noter que certain
de ces dispositifs et équipements ont des défauts notamment les
vannes permettant la libération de l'émulseur. Ces vannes sont
des vannes à soupape avec volant d'arrêt et en cas d'incendie une
seule personne ne pourrait les ouvrir en moins de deux (2) minutes car ce genre
de vannes sont difficile à ouvrir et vue qu'elles ne sont pas souvent
utilisées l'ouverture peut être plus lente.
Paragraphe 2 : Approches de
solutions
Les besoins et les attentes en logistique ont
évolué avec la globalisation des marchés et de la demande
ainsi qu'avec les exigences croissantes de réactivité et de
réduction des délais. La mise en place de la gestion de la
chaîne logistique permet une meilleure circulation des informations entre
les fournisseurs et les clients. Pour une entreprise, c'est une garantie de
réactivité, l'assurance de pouvoir répondre aux attentes
des clients et la possibilité de se démarquer des concurrents.
Une entreprise qui veut implanter une gestion de la
chaîne logistique souhaite avant tout améliorer sa
visibilité dans la chaîne logistique globale, anticiper les flux
et optimiser ses processus afin de répondre aux impératifs
logistiques en termes de :
· Optimisation des coûts et des délais;
· Amélioration de la qualité de service et
de la satisfaction du client;
· Amélioration de la productivité avec un
impact direct sur l'utilisation des actifs.
I. Approche de solutions au
problème spécifique relatif à la mauvaise gestion
stratégique des approvisionnements
Le diagnostic établi révèle que le
modèle de sourcing choisi par l'entreprise est à la base de la
mauvaise gestion stratégique des approvisionnements.
Ainsi pour résoudre ce problème, PUMA doit
harmoniser son mode d'approvisionnement à la stratégie des
entreprises de l'envergure de PUMA.
Avoir une source unique procure une meilleure garantie de
qualité et induit des économies d'échelle. Elle permet
d'établir une meilleure collaboration et un partenariat entre les
associés et réduit l'échange d'informations
confidentielles. Par contre, elle expose de plein fouet le processus d'achat
aux diverses perturbations pouvant subvenir au fournisseur
sélectionné.
Face à cette situation dangereuse, PUMA doit opter pour
d'autres modes de sourcing :
· Soit le « multi-sources », c'est
à dire, PUMA doit choisir un nombre optimal de fournisseurs parmi
l'ensemble de fournisseurs existant. Certes, avec Trafigura PUMA a un avantage
qu'est un prix préférentiel sur les autres clients étant
une filiale de première (Trafigura), une diversification de fournisseurs
permet une concurrence avec les fournisseurs qui les pousseront à nous
satisfaire au mieux, au cas où l'un est dans l'incapacité de nous
fournir, ayant déjà des contacts avec l'autre il voudra nous
satisfaire pour avoir l'avantage sur l'autre. Il arrive que quand Trafigura ne
délivre pas le produit à temps il faut se rabattre auprès
des concurrents pour s'approvisionner (SONACOP) et de nombreux retards dus aux
contraintes administratives comme la délivrance des bons de livraison au
niveau de la SONACOP sont observés. Ou encore s'il faut aller chercher
le produit au Togo auprès de la STSL, l'acheminement peut
s'étendre à cinq (5) jours et il n'est pas évident que les
deux tanks puissent tenir en avitaillant les avions sans approvisionnement
surtout en haute saison. Ajouté à cela, s'il faut aller au Togo
pour s'approvisionner PUMA possède trois (3) bridgers de 32.000 litres
ce qui veut dire qu'il faut au moins qu'un des bridgers reste à Cotonou
pour faire la navette du Port au dépôt aviation et que les deux
autres constituant un volume total de 64.000 litres iront à Lomé
et 64.000 litres constitue à peine une journée de travail en
ravitaillant les avions.
· Soit le «dual sources» dans ce cas, PUMA aura
deux fournisseurs uniquement. Trafigura aura la priorité et
auprès de l'autre fournisseur elle garantira un stock de produit.
· Soit construire un nouveau tank au dépôt
aviation ce qui permettrait l'augmentation du volume des approvisionnements
comme cela on optera toujours pour « le single source »
mais le volume stocké du produit sera élevé.
II. Approches de
solutions au problème spécifique relatif au dysfonctionnement du
flux d'information
Le dysfonctionnement du flux d'information est
fondamentalement dû à la faible communication entre les services
et le non-respect du manuel de procédures.
Pour offrir un service de très bonne qualité, il
faut savoir mobiliser son équipe cela permettra l'atteinte des
objectifs.
Sur ce point il faut admettre que PUMA a commencé
à s'en charger. Parce que l'entreprise sait qu'il faut une structure
participative c'est-à-dire concevoir et animer des structures efficaces
de participation (en partageant les informations nécessaires pour
permettre aux autres de comprendre où va l'organisation et ce qui
influence son succès, en sollicitant des suggestions et des idées
d'amélioration, en décentralisant la prise de
décision).
III. Approches de solutions au problème
spécifique relatif au décalage des prévisions mensuelles
des besoins
Le diagnostic établi révèle que le
décalage des prévisions mensuelles des besoins est dû
à la faible anticipation des besoins non exprimés et à la
volatilité des commandes.
PUMA doit avoir un autre fournisseur l'un qui domine l'autre
en présentant des avantages compétitifs tels que la
qualité, le prix, la fiabilité et ainsi de suite... (Trafigura)
et l'autre pour garantir un stock de sécurité préfinancer
en cas de commande tardive des clients, de commande inattendu (à cause
du manque de fiabilité de l'autre partenaire), de retard de livraison de
Trafigura
Cela permettra non seulement de remédier au
problème de limitation de source d'approvisionnement mais
également de palier aux divers soucis pouvant être causé
par MRS à cause de leur manque de fiabilité.
IV. Autres
approches de solution
Après l'analyse SWOT fait dans notre premier chapitre,
nous avons détecter des problèmes ne concernent pas notre domaine
d'étude, mais étant donné leurs pertinences, nous nous
sommes vu obliger d'apporter des approches de solution.
· Renforcement des dispositifs de
sécurité (risque incendie)
PUMA dispose des équipements et dispositifs de
sécurité moderne pour assurer la sécurité,
prévenir et lutter contre les incendies. Mais il faut noter que certain
de ces dispositifs et équipements doivent être changés
notamment les vannes permettant la libération de l'émulseur. Ces
vannes sont des vannes à soupape avec volant d'arrêt et en cas
d'incendie une seule personne ne pourrait les ouvrir en moins de deux (2)
minutes or si on les remplaçait par des vannes ¾ scellés,
l'ouverture de ces vannes se feraient en moins de trente (30) secondes par une
personne.
Dans l'état des lieux, nous avons noté certains
problèmes qui sont des contraintes auxquelles sont confrontés les
opérateurs lors de la réalisation des opérations.
· Concernant la
défaillance de l'outil de dépotage, il existe un
problème avec la pompe qui n'aspire pas la totalité de la
quantité inscrite dans le compteur ce qui fait qu'on est obligé
de ressaisir les données et faire des calculs manuellement ce qui
occasionne des pertes de temps. Donc, au lieu de pouvoir procéder au
déchargement du Bridger en 1h, cela peut se faire en 1h15 voir 1h30.
· Concernant la pompe de chargement, son
démarrage ne se fait plus que manuellement. Il faut que la direction
contacte les ingénieurs qui ont effectué les installations afin
qu'ils envoient les plans d'installation des compteurs et des pompes pour
permettre à l'agent de maintenance de régler ces
problèmes.
· Concernant le manuel
de procédure, on peut établir un document qui renseigne
sur les procédures à effectuer lorsqu'un compteur ou une pompe ne
fonctionne pas, comme ça même en l'absence de l'agent de
maintenance les opérateurs pourront procéder au chargement de
Refueler.
Si la pompe de chargement ne fonctionne pas, on procède
à des dérivations au niveau des vannes pour que le compteur de
déchargement joue le rôle de chargement.
Si les deux (2) compteurs ne fonctionnent pas, les
procédures à effectuer notamment en procédant au
chargement par la force de pesanteur.
Si la pompe ne fonctionne pas, comment le faire manuellement
en jouant avec les vannes.
Parce qu'il est arrivé une fois vers 2h du matin
où il y a eu un problème avec le compteur et il a fallu attendre
l'agent de maintenance pour permettre aux opérateurs de pouvoir
travailler. Or s'il y avait eu ce manuel de procédure, on n'aurait pas
perdu du temps à attendre l'agent de maintenance, les opérateurs
auraient pu procéder au chargement des Refueler et il n'y aurait pas eu
de retard.
Paragraphe 3 : Conditions de mise
en oeuvre
I. Condition de mise en oeuvre des
solutions relatives à la mauvaise gestion stratégique des
approvisionnements
Les solutions proposées ci-dessus ne pourront avoir des
effets positifs pour PUMA que si un certain nombre de mesures sont prises en
compte.Il revientà PUMA de commencer par la recherche d'un autre
fournisseur, ce choix devra se faire en tenant compte de certains
critères.
Le choix du fournisseur approprié implique bien
davantage que la lecture d'une série de listes de prix. Ce choix
dépendra d'une vaste gamme de facteurs, tels que le rapport
qualité-prix, la qualité, la rapidité de livraison, la
fiabilité et le service. La façon dont PUMA soupèsera ces
différents facteurs sera basée sur les priorités et la
stratégie de l'entreprise.
Ou alors penser au long termeen construisant
déjà le troisième tank dont les plans et l'espace se
trouvent déjà au dépôt aviation. Reste plus
qu'à approuver le projet et débloquer les fonds. Car
bientôt le département aviation de MRS va cesser d'exister ce qui
entrainera une augmentation de la clientèle de PUMA
II. Condition de
mise en oeuvre des solutions relatives au décalage des prévisions
mensuelles des besoins
La gestion de la chaîne logistique permet d'affiner les
prévisions de manière à mieux tenir compte des
réalités du terrain, de modifier et de relancer le plan de
production pour les quantités requises et de livrer à temps et
à l'heure chez les clients. En s'assurant ainsi d'une meilleure
adaptation entre l'offre et la demande, l'entreprise produit au meilleur
rapport qualité/prix.
Suite au problème du décalage des
prévisions mensuelles, il faudra faire une prévision efficace en
tenant compte du manque de fiabilité de MRS. Ainsi :
Il faut savoir que les prévisions de la demande sont
à l'origine faite au niveau des maillons situés en aval de la
chaîne logistique (département aviation). Elles sont ensuite
progressivement transmises aux maillons supérieurs (de
l'opérateur au superviseur, du superviseur au manager du
dépôt aviation, du manager au responsable approvisionnement
à la direction au port...).
Elles ont une périodicité précise. En
fonction des quantités de stocks disponibles et grâce à
l'application de calcul des besoins, elles facilitent la planification des
approvisionnements du dépôt.Dans la pratique, elles sont
systématiquement faites au moins une fois par mois.
Les prévisions faites par PUMA sont faites par la
méthode de synthèse des besoins
prévisionnels.
Cette méthode est la plus
utilisée par les distributeurs. Son principe est très simple.
Dans un réseau de distribution organisé en fournisseur/clients,
il s'agit pour chaque dépôt fournisseur de faire la somme des
prévisions qui lui sont transmises par l'ensemble de ses
clients.
Pour PUMA les prévisions commencent dans le
dépôt aviation selon les méthodes qualitatives et
quantitatives. Les méthodes utilisées pour les prévisions
sont :
- La méthode de comparaison (ou analogie historique.
Les prévisions par comparaison avec les produits similaires vendus dans
le passé)
- La méthode de sondage (demande auprès des
clients de la quantité à utiliser au cours d'une
période)
- La méthode de décomposition
(décomposition du résultat des prévisions en tendance,
saisonnalité, effets aléatoires).
Pour améliorer cet état de cause, PUMA peut
s'inspirer d'autres méthodes à ajouter à son arsenal pour
éviter les décalages dans ses prévisions comme :
- La méthode d'erreur et d'incertitude. Une
prévision est par nature incertaine. Il ne faut pas confondre
incertitude et erreur. Il peut naturellement y avoir erreur.Si on se trompe en
prenant des données inexactes, en calculant ou en utilisant mal les
méthodes.
Nous pouvons évaluer la qualité des
prévisions par deux valeurs complémentaires :
· L'erreur moyenne est définie par :

Cet indicateur signale la présence ou l'application
d'un biais systématique : prévision en moyenne trop forte ou trop
faible.
· L'écart moyen absolu (que nous noterons MAD =
Mean Absolue Deviation, en anglais)qui évite ces compensations et
contrôle l'écart entre demande réelle et
prévision :  
- La méthode quantitative simple (en prenant en compte
la demande actuelle plus un certain pourcentage qui représente la
quantité du produit généralement livré à
MRS).
Tableau
n°17 : Tableau de synthèse de l'étude
|
Niveaux
|
Problématiques
|
Objectifs poursuivis
|
Diagnostic
|
Hypothèses
|
Causes
|
Solutions
|
|
Problème général
|
Sous optimisation de la chaine de distribution
|
Rendre optimale la chaîne d'approvisionnement du Jet A1
au Bénin par la société PUMA ENERGY
|
-
|
-
|
-
|
-
|
|
Niveau spécifique 1
|
Mauvaise gestion stratégique des approvisionnements
|
Etudier la supplychain du Jet A1 de PUMA
|
-La multiplication et diversification des sources
d'approvisionnement est un enjeu de survie pour des entreprises telle que
PUMA
-Dépendance vis-à-vis du fournisseur
|
La mauvaise gestion stratégique des approvisionnements est
due au modèle de sourcing choisi par l'entreprise
|
-Modèle de sourcing choisi par l'entreprise
- Faible anticipation des besoins non exprimés
|
Soit le « multi-sources »
Soit le « source dual »
Soit construire un nouveau tank au
dépôt aviation ce qui permettrait l'augmentation du volume des
approvisionnements
|
|
Niveau spécifique 2
|
Dysfonctionnement du flux d'information
|
Identifier les facteurs à la base du dysfonctionnement
flux d'information
|
La faible communication qui existe autour du service
approvisionnement limite la collaboration entre les agents. Le fait que les
agents ne suivent pas forcément les instructions du manuel de
procédures qui fournit une feuille de route essentielle, décrit
précisément comment les ressources pourraient être
mobilisées à l'atteinte des objectifs.
|
Le dysfonctionnement du flux d'information est dû à
une faible communication entre les services et le non-respect manuel de
procédures
|
-Faible communication entre les services
- le non-respect du manuel de procédures
|
|
Source : Réalisé
par nous-mêmes
Niveau spécifique 3
|
Décalage des prévisions mensuelles des besoins
|
Proposer une méthode de prévision pour les
approvisionnements
|
les approvisionnements sont faits par commandes mensuelles en
avance des clients. Donc quand dans le mois, il arrive une entrer tardive des
commandes comme ce qui se passe quand MRS cède à PUMA une partie
de ses avitaillements et cela crée des déséquilibres dans
les prévisions.
|
Le décalage des prévisions mensuelles des besoins
est dû à la faible anticipation des besoins non exprimés et
à la volatilité des commandes.
|
- Mauvaise prévision des besoins mensuels
-Volatilité des commandes
- Faible anticipation des besoins non exprimés
|
Avoir un autre fournisseur pour garantir un stock de
sécurité préfinancer en cas de commande tardive des
clients, de commande inattendu (à cause du manque de fiabilité de
l'autre partenaire), de retard de livraison de Trafigura.
|
CONCLUSION
La mise en oeuvre opérationnelle d'une gestion
intégrée et optimisée des flux constitue un formidable
tremplin pour la performance logistique. L'évolution récente des
technologies de l'information, particulièrement en matière de
communication et de moteurs d'optimisation, rend désormais possible une
telle intégration. Malheureusement, cela ne suffit pas. Un projet de la
gestion de la chaîne logistique est avant tout un projet d'entreprise qui
remet en cause la culture, l'organisation et les systèmes d'information.
Le soutien de la direction générale, une limite de temps,
l'association du projet à de vrais objectifs, la mesurabilité des
résultats par l'identification d'un retour sur l'investissement et la
mise en place d'une structure de conduite de changement sont des facteurs
clés de succès dans un projet de mise en place de la gestion de
la chaîne logistique.
La supply chain se réfère à la gestion de
chaîne logistique garantissant le bon fonctionnement d'une entreprise.
C'est cette gestion des tâches et des flux (d'information ou de produit)
qui lui permet de maîtriserl'approvisionnement de son produit
auprès du fournisseur ainsi que respecter ses engagements en termes de
délai et de coût auprès du client.
Le supply chain manager apparaît aujourd'hui comme un
élément clé d'une entreprise. En effet, il lui appartient
d'identifier et de planifier les opérations logistiques
conformément aux objectifs de la société. Ils sont
rodés à la gestion stratégique de la supply chain, au
pilotage de la chaîne logistique et au management des achats, et ce, afin
d'être capables de diriger les opérations logistiques à
tous les niveaux du processus de production.
Notre travail de recherche nous a permis d'identifier les
différents facteurs qui nuisent au bon fonctionnement de la chaine de
distribution de la société PUMA ENERGY BENIN. De l'analyse
effectué ressort le problème général de la
sous optimisation de la chaine de distribution de PUMA ENERGY
BENIN.
L'amélioration de la gestion de la chaine de
distributionde PUMA Aviation suppose la résolution des problèmes
spécifiques identifiés.
Cependant, l'éradication des causes se trouvant
à la base des différents problèmes spécifiques
retenus doit être accompagnée par un certain nombre de
dispositions afin de garantir une efficacité des solutions à
mettre en oeuvre. C'est de cette efficacité que pourra découler
l'optimisation de la chaine de distributionde PUMA ENERGY
BENIN ; Car seuls les projets de la gestion de la chaîne
logistique mis en oeuvre pour transformer globalement la structure
opérationnelle de l'entreprise sont susceptibles d'avoir un impact
économique significatif. La mise en oeuvre d'un tel programme de
transformation est un projet difficile à réaliser, mais qui, une
fois réussi, procure à l'entreprise un avantage compétitif
difficilement reproductible par des concurrents.
REFERENCES BIBLIOGRAPHIQUES
I. OUVRAGES et MEMOIRES
1. BOUKARI F.,2014-2015,étude et
amélioration des services de dépotage par pompage
photovoltaïque : cas du dépôt de la société
puma énergie, Licence professionnelle, Université Abomey
Calavi ;
2. Bruel O. (2005),Politique d'achat et
gestion des approvisionnements,édition DUNOD, Paris;
3. CHIROUZE (2007),Marketing
études et stratégies, ELLIPSES,
2èmeédition, P.630, France
4. Claire Chambolle, Stéphane
Turolla(2016),Politique tarifaire locale ou nationale : quel
impact pour le contrôle des concentrations dans le secteur de la
distribution ?, Revue économique 2016/HS1, Vol. 67
5. Demeure C. (2008), Marketing,
édition DUNOD, 6èmeédition, P.174,
Paris ;
6. HalleyA., Sous-traitance et
chaîne logistique ou la nécessaire intégration des deux
stratégies, Gestion, 2004/2, Vol. 29, P.55
7. HAMDI F.,(2017),Optimisation et
planification de l'approvisionnement en présence du risque de rupture
des fournisseurs, Thèse doctorat, Ecole des Mines
d'Albi-Carmaux, 2017 ;
8. Juttner U., Peck H., Christopher M.
(2003), Supply Chain Risk Management: Outlining an agenda for Future
Research, International Journal of Logistics: Research and
ApplicationsVol. 6, N° 4, P. 197-210
9. Kotler P.,Dubois B.etManceauD.
(2003),Marketing Management,Pearson Éducation France
,11ème édition, P. 550, Paris ;
10. KOTLER P., KELLER K, MANCEAU D.,BUBOISB.
(2009), Marketing management,Pearson Éducation
France ,13èmeédition, P. 535, Paris ;
11. Lindon D. etLendrevie J.
(2003),MERCATOR : Théorie et pratique du
Marketing,éditons DALLOZ, 7èmeédition, P.
399, Paris ;
12. Waters D. (2007), Supply Chain
Risk Management: Vulnerability and Resilience in
Logistics, illustrated edition, Kogan Page Ltd, P.256
II.
WEBOGRAPHIE :
1.
https://fr.wikipedia.org/wiki/Carburant_aviation; mercredi 24 octobre
2018 ; 10: 00.
2.
https://www.jigonline.com/about; vendredi 10 mai ; 00: 41
3.
https://www.createch.ca/fr/blogue/la-gestion-strategique-des-approvisionnements-l-strategic-sourcing-r
; vendredi 29 novembre 2019 ; 23: 10
4.
https://www.faq-logistique.com/GCL-Logiguide-Vol08Num01-Gestion-Chaine-Logistique.htm;
mardi 05novembre 2019 ; 00: 52
5.
http://perspective.usherbrooke.ca/bilan/servlet/BMImportExportPays?codePays=BEN&annee=2005&langue=fr&langue=fr;
jeudi 30 mai 2019 ; 20: 12
6.
http://perspective.usherbrooke.ca/bilan/servlet/BMImportExportPays?codePays=BEN&annee=2015&langue=fr&langue=fr;
jeudi 30 mai 2019 ; 20: 12
7.
https://www.ompe.org/la-production-mondiale-de-petrole-en-pleine-augmentation/;
jeudi 15 novembre 2018 ; 12h30
8.
https://beninwebtv.com/2018/05/marche-continental-aerien-le-benin-et-25-pays-africains-favorables-au-marche-unique-du-transport/;
jeudi 15 novembre 2018 ; 12h35
9.
https://news.abidjan.net/h/629914.html; 5ème
paragraphe ; jeudi 15 novembre 2018 ; 12h40
TABLE DES MATIERES
DEDICACE
i
REMERCIEMENTS
ii
LISTE DES SIGLES
iii
LISTE DES TABLEAUX
iv
LISTE DES GRAPHIQUES
v
RESUME DU TRAVAIL
vi
ABSTRACT
vii
SOMMAIRE
viii
INTRODUCTION
1
CHAPITRE I : CADRE INSTITUTIONNEL
3
SECTION 1 : PRESENTATION DU CADRE INSTITUTIONNEL
DE L'ETUDE
3
Paragraphe 1 : Historique et Activités
3
I.Historique
3
II.Activités....
4
A.Domaine d'activités
4
B.Aperçu du marché
6
Paragraphe 2 : Organisation générale
et fonctionnement
7
I.Organisation
7
II.Fonctionnement
7
SECTION 2 : ENVIRONNEMENT ET OBSERVATIONS
12
Paragraphe 1 : Environnement de PUMA
13
I.Microenvironnement de PUMA
13
A.Présentation du secteur des hydrocarbures au
Bénin
13
B.Concurrents de PUMA
14
C.Partenaires de PUMA et Acteurs de la chaîne
aéroportuaire
15
1.Partenaires de PUMA
15
2.Acteurs de la chaîne aéroportuaire
16
II.Macroenvironnement de PUMA
16
A.Environnement Démographique
16
B.Environnement Socio-économique
16
C.Environnement Juridico-institutionnel
16
Paragraphe 2 : Observations
17
I.Travaux effectués
17
A.Les travaux de dépotage
17
B.Travaux de chargement des véhicules
avitailleurs (Refueler)
18
C.Travaux d'avitaillement
19
1.Pré-avitaillement
19
2.Avitaillement......
20
3.Post-avitaillement
20
D.Opération de batching
21
E.La gestion de stock
21
II. Etat des lieux
22
A.Inventaire des Forces
22
B.Inventaire des Faiblesses
22
C.Opportunités
23
D.Menaces......
23
CHAPITRE II : CADRE THEORIQUE DE L'ETUDE ET
METHODOLOGIE DE LA RECHERCHE
24
SECTION 1 : CADRE THEORIQUE
24
Paragraphe 1 : Problématique et
Intérêt de l'Etude
24
I.Problématique
24
II.Intérêt de l'étude
28
Paragraphe 2 : Objectifs et Hypothèses
28
I.Objectifs de l'étude
28
1.Objectif général...
28
2.Objectifs spécifiques
29
II.Hypothèses de l'étude
29
SECTION 2 : REVUE DE LITTERATURE ET METHODOLOGIE DE
RECHERCHE
31
Paragraphe 1 : Revue de Littérature
31
I.Clarification conceptuelle
31
A.Chaine Logistique
32
B.L'Approvisionnement
33
C.Le Stockage....
35
D.Distribution..
35
E.Le pétrole....
37
F.Hydrocarbures
38
G.Les carburants
38
H.JET A-1......
39
I.Le JIG.........
40
II.Contributions antérieures
41
Paragraphe 2 : Méthodologie de Recherche
45
I.Outils de collecte de donnée
46
1.Recherche documentaire
46
2.Etude qualitative
46
3.Etude quantitative
47
II.Population de référence
47
1.Population mère
............................................................................................
47
2.Population d'étude
47
3.Echantillon...........
48
III.Outils de traitement
48
IV.Seuil de vérification des hypothèses
49
CHAPITRE III : ANALYSE DE RESULTAT ET APPROCHES DE
SOLUTION
50
SECTION 1 : ANALYSE DES RESULTATS
50
Paragraphe 1 : Présentation et analyse des
résultats
50
I.Présentation et analyse des résultats
issus des entretiens
50
2.Représentation des questions liés au
problème spécifiques n°1
51
3.Représentation des questions liés au
problème spécifiques n°2
52
4.Représentation des questions liés au
problème spécifiques n°3
54
II.Présentation et analyse des résultats
issus des enquêtes
55
1.Présentation et analyse des problèmes
liés au problème spécifique n°1
55
2.Présentation et analyse des problèmes
liés au problème spécifique n°2
56
3.Présentation et analyse des problèmes
liés au problème spécifique n°3
57
Paragraphe 2 : Vérification des
hypothèses et limite de la démarche méthodologique
58
I.Degré de vérification des
hypothèses
58
1.Degré de vérification de
l'hypothèse n°1
58
2.Degré de vérification de
l'hypothèse n°2
59
3.Degré de vérification de
l'hypothèse n°3
59
II.Limite de la démarche méthodologique
59
SECTION 2 : DIAGNOSTIC DE L'ETUDE, APPROCHES DE
SOLUTIONS ET CONDITIONS DE MISE EN OEUVRE
60
Paragraphe 1 : Diagnostic de l'étude
60
I.Diagnostic lié au problème
spécifique n°1
60
II.Diagnostic lié au problème
spécifique n°2
60
III.Diagnostic lié au problème
spécifique n°3
61
IV.Analyse de la supply chain de PUMA
61
A.Approvisionnement
61
B.Stockage......
62
C.Distribution...
63
V.Etablissement du diagnostic de la supply chain de
PUMA
63
Paragraphe 2 : Approches de solutions
65
I.Approche de solutions au problème
spécifique relatif à la mauvaise gestion stratégique des
approvisionnements
65
II.Approches de solutions au problème
spécifique relatif au dysfonctionnement du flux d'information
66
III.Approches de solutions au problème
spécifique relatif au décalage des prévisions mensuelles
des besoins........
67
IV.Autres approches de solution
67
Paragraphe 3 : Conditions de mise en oeuvre
69
I.Condition de mise en oeuvre des solutions relatives
à la mauvaise gestion stratégique des approvisionnements
69
II.Condition de mise en oeuvre des solutions relatives
au décalage des prévisions mensuelles des besoins.......
69
CONCLUSION
73
REFERENCES BIBLIOGRAPHIQUES
75
I.OUVRAGES et MEMOIRES
75
II.WEBOGRAPHIE :
76
TABLE DES MATIERES
77
ANNEXES
83
ANNEXES
Annexe n°1 : ORGANIGRAMME SIMPLIFIEE
Annexe n°2 : QUESTIONNAIRE
D'ENQUETE
Annexe n°3 : GUIDE
D'ENTRETIEN
Annexe n°4 : PRESENTATION DES TABLEAUX
D'ANALYSE
Annexe n°1 :
ORGANIGRAMME SIMPLIFIEE DE PUMA ENERGY BENIN
 Source : Administration du dépôt
Aviation de PUMA ENERGY BENIN Source : Administration du dépôt
Aviation de PUMA ENERGY BENIN
Annexe n°2 :
QUESTIONNAIRE D'ENQUETE
Bonjour Madame, Mademoiselle, ou Monsieur. Dans le cadre de
notre étude sur l'optimisation de la chainede distributiondu jet A1,
étudiant en Transport et Logistique répondant au nom de MALONGA
Cyril Segond vous soumettez ce questionnaire afin d'établir un
diagnostic sur le problème. Veuillez bien vouloir y répondre
sincèrement.
1. Quelles sont vos tâches ou activités
au sein du dépôt de PUMA ENERGY BENIN ?
Manager Agent de maintenance / Assistant(e)
du Manager
Superviseur /Opérateur
Agent en renfort/ sous-traitant
2. Etes-vous satisfaits de vos rapports avec la
Direction ?
Oui Plus ou moins Non
3. De combien de source d'approvisionnement PUMA
dispose-t-elle ?
Une Deux Plusieurs
4. Ce style d'approvisionnement est-il le plus
efficace ?
Oui Non
5. Justifiez votre choix
6. Selon vous quelle est la durée d'attente
moyenne d'approvisionnement ?
2 semaines 3 semaines
4 semaines 6 semaines
7. Selon vous, peut-on dire que la chaine de
distribution de la société PUMA est sous optimisé
?
Oui
Non
8. Selon vous quelles en sont les causes ?
9. Selon vous, peut-on dire que ces causes peuvent
être valable ?
Mauvaise gestion stratégique des approvisionnements
Dysfonctionnement du flux d'information
Décalage des prévisions mensuelles des
besoins
Autres
10. Que pensez-vous de la gestion stratégique
des approvisionnements ?
Neutre Mauvaise Bonne
Assez bonne Très bonne
11. La mobilisation autour des services est-elle
optimale ?
Oui Non
12. A votre avis, qu'est ce qui justifie le risque
existant du décalage des prévisions mensuelles des besoins
?
Mauvaise prévision des besoins mensuels
Volatilité des commandes
v
Autres
13. Selon vous, la méthode d'approvisionnement
de Puma a-t-elle besoin d'être amélioré ?
Oui Non
Source : Réalisé
par nous-mêmes
Annexe n°3 : Guide
d'entretien
Message d'accueil.
Rappel du protocole d'entretien, rappel de l'objectif de
l'entretien.
Rappel du thème de l'étude.
1. Questions d'ouverture
Ø Dites-nous votre nom, âge, profession et
situation actuelle.
2. Question d'introduction
Ø Quel est le mode de sourcing utilisé par
PUMA ?
Ø Ce mode de sourcing est-il en adéquation avec
le mode utilisé par d'autres d'entreprises de l'envergure de
PUMA ?
Ø Pourquoi avoir choisi ce mode de sourcing?
Ø Pensez-vous que PUMA doit se tourner vers d'autres
mode de sourcing ?
3. Questions de transition
Ø Que pensez-vous de la gestion d'approvisionnement du
Jet A1 à PUMA ENERGY BENIN ?
Ø Les rapports entre les services méritent-ils
uneamélioration ?
Ø Comment jugez-vous la communication autour du service
approvisionnement ?
4. Questions clés
Ø Peut-on dire que le mode d'approvisionnement choisi
est en adéquation avec le système utilisé par d'autres
entreprises de l'envergure de PUMA ?
Ø Comment jugez-vous la communication autour du service
approvisionnement ?Justifiez votre choix
Ø Sur une échelle de 1 à 10, quelle note
donneriez-vous à la fluidité de la circulation des
informations entre le service d'approvisionnement et le département
aviation ?
Ø Quel est la méthode de détermination
des prévisions utilisée ?
Ø Quel est la méthode de détermination
des prévisions utilisée ?
Ø Que préconisez-vous ?
Ø Comment se fait l'organisation de la distribution du
Jet A1 pour une satisfaction optimale des clients ?
Ø Selon vous, PUMA ENERGY BENIN fait-il de son mieux
pour préserver l'environnement ? Si oui, quels sont ses moyens de
sécurité utilisés ?
Ø Que pensez-vous des opérations de chargement,
de dépotage et d'avitaillement ?
5. Question de fermeture
Ø Pensez-vous qu'il faudrait améliorer le
système d'approvisionnement au sein de PUMA ENERGY BENIN ?
Source : Réalisé
par nous-mêmes
Annexe n°4 :
Présentation des tableaux d'analyse
Tableau
n° 18 : Cause de la mauvaise gestion stratégique des
approvisionnements
|
Cause supposée
|
Effectif
|
Fréquence (%)
|
|
La faible anticipation des besoinsnon exprimés
|
4
|
40
|
|
Modèle de sourcing choisi par l'entreprise
|
6
|
60
|
|
Total
|
10
|
100
|
Source : Résultats de nos
enquêtes, Novembre 2018
Tableau
n° 19 : Causes du dysfonctionnement du flux d'information
|
Cause supposée
|
Effectif
|
Fréquence (%)
|
|
Faible communication entre les services
|
5
|
50
|
|
le non-respect dumanuel de procédures
|
5
|
50
|
|
Total
|
10
|
100
|
Source : Résultats de nos
enquêtes, Novembre 2018
Tableau
n° 20 : Décalage des prévisions mensuelles des
besoins
|
Cause supposée
|
Effectif
|
Fréquence (%)
|
|
Mauvaise prévision des besoins mensuels
|
5
|
50
|
|
Volatilité des commandes
|
5
|
50
|
|
Total
|
10
|
100
|
Source : Résultats de nos
enquêtes, Novembre 2018
| 

