6.3 Assemblage par connecteur
Des trous sont effectués dans les feuilles de verre et
des connecteurs métalliques relient ces différentes feuilles
entre elles. La résistance de ces éléments
métalliques étant connue et déjà normée, ce
paragraphe se focalisera sur la détermination de la
géométrie des trous et de la charge maximale que le verre peut
reprendre par trou. Les trous sont effectués sur des feuilles de verre
recuit qui sont trempées par après car il n'est pas possible de
découper une feuille de verre trempé.
6.3.1 La géométrie
Il est conseillé de ne pas effectuer des trous dont le
diamètre est plus petit que l'épaisseur d'une feuille de verre
[53]. Les distances admises entre le bord d'un trou et le bord de la feuille,
ou entre deux bords de trous dépendent de l'épaisseur du verre e.
Voici trois figures (Figures 6.3.1) qui indiquent quelles sont les dispositions
géométriques à prendre en considération lors du
façonnage des trous.
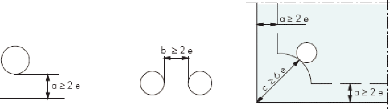
Figure 6.3 1Disposition géométriques à
prendre à considération [53]
Il existe une tolérance par rapport au façonnage
des trous dans une feuille de verre recuit qui est repris dans le tableau
ci-dessous.
Diamètre nominale ø (mm)
Tolérances (mm)
4<ø<20 1
20< ø<100 2
100< ø Consulter le fabricant
Tableau 6.3 1 Tolérance de construction du
diamètre nominale [53]
Lors de la trempe verticale, le verre est
réchauffé puis refroidi rapidement, ce processus crée des
petits déplacements au niveau des pinces par rapport à la
position initiale des trous. Il n'existe pas à l'heure actuelle de
tolérance sur les changements de positions des trous après ce
processus de trempe. Cependant, si on préconise, la trempe horizontale
qui est le procédé utilisé aujourd'hui par les
entreprises, il n'y a pas de déplacements des trous.
6.3.2 La résistance
Une étude a été menée en France
[8] afin de déterminer la résistance du verre dans les zones
d'assemblage. Les auteurs ont décidé lors de cette étude
d'empêcher la décompression du verre dans ces zones, c'est cette
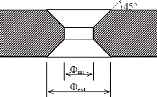
valeur qui est dimensionnante. Ils ont testé différents types de
sections. Pour les trois sections les plus résistantes (voir tableau
6.3.2), ils ont déterminé la valeur de décompression
maximale du verre en fonction de différents couples de serrage (voir
tableau 6.3.3).
|
Désignation
|
Öint (mm)
|
Öext (mm)
|
|
A
|
24
|
40
|
|
B
|
40
|
56
|
|
C
|
30
|
40
|
|
Figure 6.3 2 Coupe d'une plaque de verre au niveau d'un trou
[8]
|
Tableau 6.3 2 Géométrie des trous les plus
résistants [8]
|
|
Couple de pré serrage
(daN.m)
|
0
|
1
|
2
|
2.5
|
3
|
|
A
|
69,3
|
69,8
|
71,0
|
-
|
-
|
|
B
|
77,5
|
78,3
|
79,5
|
80,1
|
80,9
|
|
C
|
57,5
|
59,6
|
60,9
|
62,0
|
62,3
|
Tableau 6.3 3 Charges de décompression de la surface (kN)
pour les trois types de trous les plus résistants [8]
Les résultats obtenus dans le tableau sont des valeurs
expérimentales et elles correspondent à une résistance
caractéristique du verre. Il serait prudent de prendre un coefficient de
sécurité sur ces valeurs.
Les valeurs mesurées sont des charges de
décompression du verre trempé elles ne tiennent pas compte de la
résistance du verre recuit. Dans les zones d'assemblages qui sont le
lieu de concentrations de contraintes, ce choix est sécuritaire. Les
valeurs obtenues ont été mesurées par polarimétrie.
C'est la même méthode utilisée par les producteurs pour
garantir les valeurs des contraintes de trempe (voir chapitre 4). Selon la
prénorme européenne pr EN 13474 [60], le coefficient de
sécurité pour les surfaces pré sollicitées
estãM ; v = 1.2.
| 

