3.5 Les différents types de verre
A la sortie du four de recuisson, il est possible d'effectuer
plusieurs opérations sur le verre pour améliorer certaines
propriétés comme la résistance mécanique ou pour
assembler plusieurs feuilles entre elles. Il s'agit notamment du verre
trempé et du verre feuilleté.
3.5.1 Le verre trempé
Le verre peut être trempé de deux manières
différentes, soit de manière thermique, soit de manière
chimique. Dans le cas des applications structurales du verre, il est
conseillé d'utiliser la méthode thermique. Le processus de trempe
permet d'obtenir un matériau précontraint.
3.5.1.1 Le verre trempé thermiquement
Le verre trempé est obtenu grâce à un
traitement thermique dont le but est d'augmenter les capacités
mécaniques. Le verre est amené dans un four où il est
chauffé à une température d'environ 600°C-650°C
et ensuite, il est brusquement refroidi par des jets d'air. Cette
opération crée l'apparition de contraintes internes (voir Figure
3.5.1). En effet, en propulsant de l'air froid sur la surface du verre,
celle-ci se refroidi plus rapidement. Comme elle est libre de se raccourcir car
le coeur de la vitre est également encore chaud, il n'y a pas d'efforts
internes. Lorsque le centre de la vitre se refroidit à son tour, le
raccourcissement est empêché car les extrémités sont
déjà froides. Ce raccourcissement provoque des efforts de
compression aux extrémités du verre et un effort de traction au
centre.
Les dimensions maximales des feuilles de verre trempé
varient d'un fournisseur à un autre mais ils sont limités par les
dimensions du four de trempe chez AGC flatt glass les dimensions maximales sont
2500mm x 4800mm.
Grâce à l'utilisation de la trempe, la
résistance du verre qui dépend de son état de surface et
des zones en traction se trouve amélioré car la surface est en
compression. Il faut donc d'abord compenser les contraintes résiduelles
de compression avant que ne puisse apparaître un effort de tension dans
le verre susceptible d'amener la rupture. Le verre trempé est un
matériau précontraint, il possède donc une réserve
de résistance. La détermination des contraintes de trempes se
fera au chapitre 4.

Figure 3.5 1 Schéma des différentes étapes
lors du refroidissement des contraintes de trempe
Il existe deux procédés de fabrication du verre
trempé thermiquement (voir Figure 3.5.2) :
|
- la trempe horizontale : le verre repose sur des rouleaux
horizontaux pendant l'opération de trempe.
- la trempe verticale : le verre est suspendu à des
pinces pendant l'opération de trempe.
|
Figure 3.5 2 les deux procédés de trempes
thermiques [53]
Le verre trempé possède un faciès de
rupture caractéristique (voir Figure 3.5.3). Lors d'un choc,
étant donné la quantité d'énergie
emmagasinée par les contraintes résiduelles, celuici se rompt en
petits morceaux non tranchants. Cette propriété le classe parmi
les verres dits de sécurité.
Si une ouverture atteint la zone tendue, toute
l'énergie est libérée et la pièce se rompt. Il
n'est donc plus possible d'effectuer des découpes ou des trous sur du
verre trempé car ce dernier se romprait. Il faut donc s'assurer de la
bonne découpe et de la position des trous avant la trempe.
Lors de la trempe verticale, des déformations et une
diminution de la précision des trous apparaissent dans la pièce.
Ce problème se révèle important si on désire
réaliser des verres feuilletés à partir
d'éléments trempés percés, les différences
relatives entre les trous de chaque feuille peuvent être non
négligeable. Cependant, aujourd'hui, les producteurs réalise
l'ensemble des verres trempés par le procédé de trempe
horizontale avec lequel il n'y a pas de risques de déformation de
l'emplacement des trous.
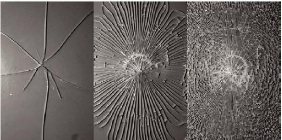
Figure 3.5 3 Type de fragmentation du verre de gauche à
droite : verre recuit, verre durci et verre trempé [40]
De par la nature du procédé, le verre
trempé n'est pas aussi plan que le verre recuit. Cette différence
est encore augmentée lors de la trempe verticale par les pinces qui
provoquent des déformations appelées « points de trempe
». Il existe des limites de tolérances pour les déformations
du verre trempé.
|
Longueur ou Largeur (mm)
|
Épaisseur <12 mm
|
Épaisseur >12 mm
|
|
<2000
|
#177;2.5 (trempe horizontale) #177;3 (trempe verticale)
|
#177;3
|
|
Entre 2000 et 3000
|
#177;3
|
#177;4
|
|
>3000
|
#177;4
|
#177;5
|
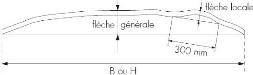
Type de
verre
Flèche générale
(mm/mm)
Flèche locale (mm/300mm)
Float
0.003
0.5
Autres
0.004
0.5
Tous types
0.005
1
Tableau 3.5 1 : Tolérance maximale sur
l'épaisseur d'un verre trempé [53]
Figure 3.5 4 Flèche
générale et flèche locale du verre trempé
verticalement [53]
Tableau 3.5 2 : Valeurs de flèches maximales et
locales pour le verre trempé [53]
Procédé de trempe
- L'effet de bord
Jusqu'à présent, l'effet de trempe était
considéré au milieu de la feuille de verre. Au bord de la feuille
toute la surface est à l'air libre et peut donc se refroidir
entièrement lors du processus. Les contraintes ne varient que faiblement
par rapport au reste de la feuille. Le bord des feuilles n'est donc pas un
point faible et ne mérite pas de mesures particulières. La figure
suivante montre comment se répartissent les contraintes de trempes aux
différents endroits d'une même feuille de verre trempé.
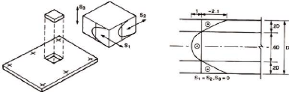
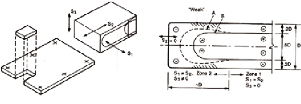
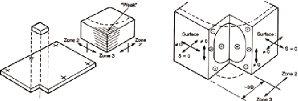
Figure 3.5 5 Allure des contraintes de trempe à
différents endroits d'une feuille de verre [78]
| 

