I.5.1. Utilisations du polyéthylène dans
l'industrie de gaz:
A travers le monde et en Algérie, les résines de
polyéthylène de haute densité (HDPE) sont
transformées en grandes échelles en tubes et assemblages pour
construire des réseaux de transport et de distribution de gaz naturel.
Ces tubes se prêtent bien à l'usinage, on peut les couper,
raboter, tourner, etc....Ils sont antigelifs ce qui permet de les exploiter
dans un intervalle de température de +60 à -80°C.
Des statistiques récentes montrent que la
majorité des systèmes de gaz nouvellement installés dans
le monde sont exclusivement en polyéthylène en raison d'atouts
économiques et grâce aux avantages qu'ils offrent par rapport aux
systèmes à base de cuivre te d'acier. Le HDPE est employé
dans le transport du gaz naturel pour les lignes de distribution et
d'écoulement, aussi bien que dans quelques nouvelles applications comme
un composé avec les produits d'acier et de fibre. En Algérie ces
PE sont généralement importés par la SONELGAZ avec tous
les accessoires nécessaires pour la réalisation [8].
Les normes ISO 9080 et ASTM D2837 prévoient une vie
minimale de 50 ans à la pression de service pour les tubes de PE [5,6].
Cependant, on ne doit pas oublier même si le PE ne présente aucun
risque de corrosion, il est toujours un matériau qui vieillit et la vie
peut être affectée par divers facteurs tels que la contrainte
mécanique, la température, les conditions d'emploi et la
dégradation chimique de la structure. En conséquence, pour
obtenir des vies très longues, l'importance est accordée à
la qualité qui doit être strictement respectée de la
production de résine jusqu'au fonctionnement du réseau.
Cependant, il est important de souligner que tout matériau
destiné pour la production des tubes, devra poursuivre un programme de
stratégie d'essai afin d'examiner sa performance.
Le PEBD est transformé par extrusion en
profilés, mais surtout en tubes. Les tuyaux en PEBD (d'un
diamètre rarement supérieur à 100 mm), sont très
appréciés en agriculture, car, n'ayant pas la rigidité du
PVC, Ils peuvent être réceptionnés sur des tambours de
grand diamètre et transportés, enroulés, sur les lieux
d'utilisation. Là, ils sont déroulés en tranchée,
sur de grandes longueurs. Ce PEBD est, en général, coloré
en noir, par du noir de carbone fortement dispersé (2,3 %) [9], ceci
afin d'éviter un vieillissement prématuré. Le PEHD donne
des produits plus rigides. On peut, par mélange avec le PEBD obtenir des
tubes de rigidité intermédiaire entre les rigidités des
deux qualités de PE. Le mélange des granulés se fait en
toutes proportions et l'extrusion ne donne pas lieu à des
difficultés particulières. Les applications des
polyéthylènes sont : -Conduites de transport de pétrole,
fuel, gaz, eau salée.
-Conduites de ventilation et de dépoussiérage et
de transport de pâtes cellulosiques
-Irrigation (culture).et tubes de protection des câbles
téléphoniques.
I.5.2. Tubes récents en
polyéthylène:
À la fin des années quatre-vingt, le PE 80 a
été le matériau standard pour la distribution du gaz
naturel pour la gamme des bas diamètres et la pression moyenne (4
à 5 bar). L'introduction du PE 100, depuis une décade, a permis
le fonctionnement des tubes en PE dans des réseaux sous pression de 5
à 7 bars en toute sécurité sans risque de propagation
rapide de fissure [6]. Aujourd'hui, le PE 100 est employé pour des
pressions jusqu'à 10 bars dans la distribution de gaz naturel. Ce
matériau offre 25% de plus de la résistance à long terme,
en réduisant l'épaisseur du tube [5].
Les avancements dans les techniques associées ont pu
mener à l'utilisation de composites renforcés, un processus
certifié qui applique le renfort de verre-résine au tube d'acier
pour former une barrière protectrice externe avec une résistance
circonférentielle additionnelle. Le tube d'acier avec la sur-enveloppe
composée font ensemble un nouveau type de tube (CRLP) qui a des
caractéristiques exceptionnelles de résistance avec des avantages
positifs en termes de poids et de résistance à la corrosion. Deux
kilomètres de tubes CRLP avec un diamètre de 609,6 mm
développés par la "NCF industries" ont été
installés en hiver 2001. La compagnie "TransCanada Pipelines" du
nord-ouest du Canada suit régulièrement le comportement de ce
nouveau type de pipeline pour mesurer l'impact de son utilisation
étendue [7].
En mars 2001, la SDE (Steel Dragon Enterprise Co) a
établie le premier "Dragonpipe". Ce dernier est un tube ondulé en
HDPE, très résistant et fabriqué par extrusion. Il est
disponible en diamètres dans la gamme 300 mm à 1500 mm en
longueurs de 6 m. Il est destiné pour les applications de construction,
drains de route, drainage agricole et drains de bâtiment [10]. Il est
clair que les nouvelles applications de tubes en polymères sont
très larges et la combinaison avec d'autres matériaux offre des
solutions avantageuses à plusieurs problèmes techniques connus
par l'industrie.
II.1. Introduction:
La compétition oppose toujours les métaux aux
matériaux polymères pour la réalisation de pièces
multiformes destinées à être utilisées dans des
domaines variés comme le secteur de l'automobile, des prothèses
biomédicales, de l'aéronautique, les applications
électroménagères et autres. Les polymères
présentent l'avantage d'être mis en oeuvre plus facilement lors de
la production par moulage ou par extrusion (Figures 1 ; 2 et 3). Cependant,
après moulage les pièces polymériques peuvent encourir la
probabilité de voir leur structure se transformer par cristallisation en
quelques jours, notamment en surface, et les cotes peuvent ne plus être
dans la tolérance prévue par le design. Ainsi, les techniques de
mise en forme et de fabrication doivent être impérativement
adaptées aux comportements spécifiques du polymère pour
l'application désirée [5].
Les exigences des stylistes et concepteurs imposent bien
souvent des mises en forme très compliquées ayant des cotes
extrêmement précises nécessitant, parfois, une fabrication
de petites séries comme le cas des coudes de diamètres
importants. Néanmoins, il faut surveiller les dérives de
coût de fabrication, ce qui est rendu plus aisé par des
conceptions technologiques nouvelles qui permettent de regrouper plusieurs
fonctions dans la même pièce, avec pour conséquence une
réduction du nombre de pièces unitaires et du nombre
d'opérations de coupe, d'usinage et d'assemblage.



Figure 6: Prothèses
Figure 7: Un tapis en PE. Figure
8: Raccords
avec Insert en PE.
pour les tubes en PE.
Comme les polymères usuels ne sont
généralement pas conducteurs électriques, l'usinage par
électroérosion n'est donc plus possible. D'autre part, l'usinage
par ultrasons convient aux métaux durs, ce qui n'est pas le cas des
plastiques. Cela limite les procédés à l'usinage
conventionnel, souvent qualifié d'usinage par enlèvement de
copeaux et à la découpe par laser ou au jet d'eau [2,11].
Cette étude expérimentale est conçue dans
le but d'établir une loi de prédiction de la rugosité de
la surface obtenue en fonction des paramètres du régime de coupe
lors de l'usinage des tubes en HDPE-80.
II.2. Facteurs influençant la qualité de
surface en tournage:
Plusieurs facteurs affectent la qualité et
l'intégrité de la surface en tournage. Ces derniers peuvent
être classés en facteurs concernant le matériau de la
pièce à usiner (dureté, propriétés
métallurgique...), facteurs liés à l'outil de coupe
(composition chimique du matériau, géométrie...) et les
paramètres de coupe. La qualité de la surface est
influencée par la dureté et les propriétés du
matériau usiné. Il est prouver que la rugosité de la
surface diminue avec l'augmentation de la dureté de la pièce,
pour le matériau polyéthylène elle est très
inférieure à celle des matériaux coupant, ce qui n'influe
donc guère sur la duré de vie de l'outil de coupe [5].
Theile est al. [5] ont prouvé que la
géométrie de l'outil de coupe présente un impact important
sur la contrainte résiduelle et risque de provoquer des vibrations. Une
arête arrondie favorise l'apparition des contraintes compressives.
D'autre part le rayon du bec de l'outil a un effet considérable sur
l'intégrité de la surface en diminuant la hauteur des stries. En
effet la rugosité est inversement proportionnelle au rayon. Les
paramètres de coupe ont des effets considérables sur la
qualité de surface obtenue en tournage. L'augmentation de la vitesse de
coupe et la diminution de l'avance permettent la diminution de la
rugosité et améliorent la qualité de la surface. Du point
de vue théorique, la profondeur de passe a moins d'importance que
l'avance. Pour un outil correctement affûté, la rugosité
est directement liée à la valeur de l'avance par tour.
II.2.1 Influence des paramètres du régime
de coupe, en chariotage, sur l'état de surface
obtenue :
Dans le tournage la surface engendrée n'est pas
rigoureusement cylindrique, elle comporte des sillons hélicoïdaux
résultants de la forme plus ou moins pointue de l'outil de coupe et du
mouvement hélicoïdal outil/pièce. Ces sillons ont un profil
d'autant plus profond que le rayon du bec de l'outil est faible. Par ailleurs
ils sont d'autant plus larges que l'avance par tour est grande [16]. D'autre
part, la forme de la surface engendrée par l'outil peut être
affectée par les perturbations de la trajectoire de l'outil par rapport
à la pièce, occasionnées par des vibrations importantes de
l'un de ces éléments (ou des deux). Lorsque les conditions
dynamiques (flexibilité et inertie des éléments,
insuffisance d'amortissement mécanique) sont telles que les vibrations
oscillatoires de cette trajectoire deviennent autoentretenues il en
résulte des perturbations périodiques de la surface
découpée. Elles prennent la forme de marques ou de stries plus ou
moins accusées, qui peuvent modifier sensiblement la rugosité du
profil idéal défini par la trajectoire théorique de
l'outil [17].
La production de pièces en matières plastiques
doit prendre en compte, à part égale, les conditions de
fabrication, les caractéristiques propres du matériau, le type de
sollicitation et les conditions d'utilisation, ainsi que les interactions entre
ces différents critères. Les précautions essentielles
consistent à éviter toute déformation. Il faut penser
aussi que l'effort d'usinage est inférieur à celui
nécessaire pour usiner une pièce similaire en acier; il n'est
donc pas nécessaire de serrer la pièce plastique avec le
même effort. Les plastiques sont plus souples et fléchissent
d'avantage que les aciers; c'est pourquoi les profondeurs de passe et les
avances ne doivent pas être excessives. Par fois le refroidissement n'est
pas nécessaire, c'est le cas de certains usinages de matières
plastiques à faible coefficient de frottement tels que le
polyéthylène. Dans ce cas très particulier, il peut
être intéressant de prévoir quand même un soufflage
d'aire comprimé pour repousser le copeau et éviter qu'il ne
vienne s'enrouler autour de l'outil. Il est en effet fréquent que le
copeau ne se fragmente pas pendant l'usinage.
II.2.2 définition des critères de
Rugosité :
Les paramètres de la rugosité de surface sont
codifiés par les normes : ISO 468-1982, ISO 4287/1,2-1984 et
ANSI/ASME B46.1-1985. Cette normalisation porte sur des profils dans un espace
à deux dimensions. Les paramètres de la rugosité
définissent seulement les caractéristiques
micro-géométriques de la surface. Une valeur
déterminée de chaque paramètre peut correspondre à
plusieurs surfaces obtenues par différentes techniques
d'élaboration. Évidement les propriétés
mécaniques de chacune de ces surfaces peuvent être
différentes, c'est pourquoi pour caractériser exhaustivement une
surface, il faut souvent préciser plusieurs paramètres
accompagnés du mode d'élaboration de cette surface. Pour cette
étude la caractérisation de la qualité de la surface
usinée a été limitée aux trois critères de
rugosité (Ra, Rt et Rz) [18].
Selon les normes ISO 4287/1-1984 et ANSI/ASME B46.1-1985 [19]
les trois critères de rugosité, précédents, sont
définis comme suit :
La hauteur des irrégularités sur dix points
Rz : Moyenne des valeurs absolues des hauteurs, des cinq saillies du
profil les plus hautes et des profondeurs des cinq creux du profil les plus
bas, à l'intérieur de la longueur de base.
 (1) (1)
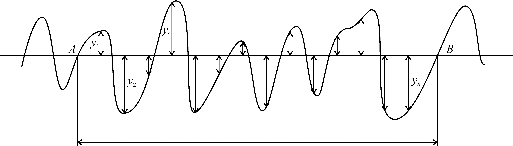
La hauteur maximale du profil Rt : Distance
entre la ligne des saillies et la ligne des creux à l'intérieur
de la longueur de base.
L'écart moyen arithmétique du profil
Ra : Moyenne arithmétique des valeurs absolues des
écarts du profil dans les limites de la longueur de base.
 (2)
(2)
Figure 10 : Hauteur des
irrégularités sur dix points Rz [19]
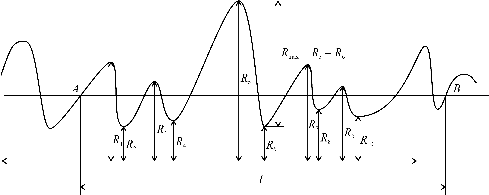
Figure 11 : Écart moyen
arithmétique du profil Ra [19]
| 

