III.1. INTRODUCTION
Dans ce chapitre nous procéderons à la
présentation des différentes données
récoltées sur terrain, lesquelles nous permettrons de calculer
grâce à une analyse statistique, les différents
paramètres qui entre en jeu dans la détermination des
différents rendements ainsi que de la productivité d'une
unité de transport comme expliquée dans le chapitre
précèdent. Après nous allons évaluer les
différents rendements, puis nous allons procéder à une
analyse critique et sur base de cette analyse, nous pourront arriver à
la fin à donner une suggestion afin de permettre à l'entreprise
KCC SA. A améliorer le rendement de ses unités de transport.
III.2. NOTIONS DE LA STATISTIQUE
Nous avons besoin, pour établir les temps moyens
cités ci-haut ; de déterminer les valeurs moyennes à
l'aide d'une analyse statistique.
III.2.1. Rappel sur les grandeurs
statistiques
a)Le nombre de classes (K)
Une classe est l'ensemble d'éléments de la
série d'observation définie par la loi de distribution
statistique pour couvrir toute la série d'observation. La loi de
distribution statistique répartit tous les éléments
observés en un nombre de classe (K) défini par l'expression
ci-dessous:
(III.1)
Avec :
? n : Nombre total d'observations.
b) L'étendue (d)
L'étendue est la différence entre la plus grande
valeur observée de la série et la plus petite valeur
observée de la même série. Elle est donnée par la
relation suivante :
d=Kmczx- Km/n (III.2)
Avec :
? Xmax : Valeur maximale ;
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 32 ~
? Xmin : Valeur minimale.
c) L'amplitude (a)
Elle représente la longueur d'une classe, elle est
exprimée par l'expression mathématique suivante :
d) Limite supérieure (Ls)
Elle représente la limite supérieure de la
dernière classe de la distribution statistique. Elle est
évaluée mathématiquement par la formule suivante :
Ls=Xmax+?? (III.4)
2
e) Limite inférieure (Li)
Elle représente la limite inférieure de la
première classe de la distribution statistique. Elle s'exprime
mathématiquement par la formule suivante :
??
Li=Xmin-(III.5)
2
f) La fréquence (f??)
Par définition, la fréquence est le nombre
d'observation statistique correspondant à un événement
donné, une classe donnée.
Soit x la valeur de la variable observée et soit une suite
d'intervalle adjacents égaux des dimensions h (h = le pas de la
classe).
Soit Xi avec (i=1, 2,3,...) la valeur centrale de chaque
intervalle au milieu de chaque classe.
Avec ces conditions la valeur de X ne peut être pas
effectuée à l'un des intervalles que si la relation suivante est
vérifiée.
(III.6)
La fréquence est définie par l'expression suivante
:
???? = N?? (III.7)
N
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 33 ~
g) La moyenne arithmétique
(??)
C'est une valeur moyenne de toutes les valeurs
observées de la série, cette moyenne peut être une moyenne
arithmétique lorsque la distribution est discrète ou une moyenne
pondérée lorsque la distribution est continue.
La moyenne arithmétique d'une série classée
est donnée par l'expression suivante :
??=????? × ???? (III.8)
Avec :
? ???? : Le centre de classe.
? La variance et l'écart type : la dispersion fournit
des renseignements des opérations et leurs moyennes. Le paramètre
de dispersion est la variable qui est donné par la formule suivante :
ä=? ???? × (???? - ??) 2 (III.9)
? L'écart-type : est la racine carrée de la
variance. Il s'exprime dans la même unité que la moyenne est
donnée par la formule suivante :
ä = v?? (III.10)
Avec :
? ä : la variance.
La moyenne arithmétique ?? sera comprise dans l'intervalle
ci-dessous :
??-v?? = ?? = ?? + v?? (III.11)
Nous appellerons le temps de cycle étant la
durée de la réalisation séquentielle d'un certain nombre
par exemple l'évacuation des produits abattus sur le point de chargement
vers le point de déchargement. C'est ainsi l'espace de temps entre deux
chargements exécutifs.
Pour élaborer le présent travail, nous nous
sommes basés sur la méthode de chronométrage sur
terrain.
Voici une vue en plan du trajet (routes) GRIZZLY
vers la zone ETANG sur la figure ci-dessous.
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 34 ~
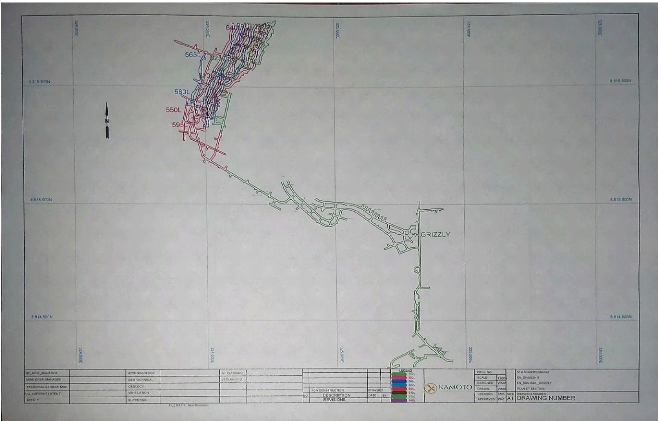
Figure III. 1 : Vue en plan de la mine du trajet GRIZZLI?ETANG
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 35 ~
III.3. PRESENTATION DES DONNEES
Tableau III. 1 : présentation des tonnages
transportés du trajet GRIZZLY?ETANG
|
N°
|
Tonnage Minerais (T)
|
|
1
|
46,93
|
|
2
|
43,89
|
|
3
|
48,35
|
|
4
|
40,55
|
|
5
|
40,66
|
|
6
|
44,51
|
|
7
|
45,03
|
|
8
|
40,52
|
|
9
|
38,79
|
|
10
|
46,85
|
|
11
|
43,95
|
|
12
|
49,78
|
|
13
|
40,90
|
|
14
|
39,13
|
|
15
|
42,34
|
|
16
|
47,08
|
|
17
|
41,37
|
|
18
|
39,87
|
|
19
|
45,02
|
|
20
|
40,96
|
|
21
|
40,01
|
|
22
|
46,56
|
|
23
|
44,09
|
|
24
|
38,98
|
|
25
|
42,66
|
|
26
|
43,07
|
|
27
|
40,23
|
|
28
|
39,87
|
|
29
|
41,73
|
|
30
|
45,19
|
III.3.1. Détermination du coefficient de
remplissage dans les minerais (Kr) Considérons que X,
représente le tonnage et N, l'effectif d'échantillons.
? Xmax : est la plus grande valeur de X ; ? Xmin : est la plus
petite valeur de X.
Calculons le coefficient de remplissage moyen en suivant les
étapes de la méthode de LIORZOU.
" 36 "
Xmax = 49,78 tonnes et Xmin = 38,79 tonnes
> Détermination du nombre de classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6
classes
|
> Etendue de la population (d)
d = Xmax - Xmin
d = 49,78 - 38,79 = 10,99 > Amplitude (a)
d
a = 10,99
6-1
= 2,198
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
> Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - a
2
|
= 38,79 - 2,198
2 = 37,691
|
|
Ls = Xmax + a
2
|
= 49,78 + 2.198
2 = 50,879
|
Tableau III. 2 : calcul statistique du coefficient de
remplissage
|
N°
|
Classes
|
X??
|
????
|
f??
|
X
|
|
1
|
37,691 - 39,889
|
38,790
|
5
|
6,59
|
0,17
|
|
2
|
39,889 - 42,087
|
40,988
|
9
|
12,30
|
0,30
|
|
3
|
42,087 - 44,285
|
43,186
|
6
|
8,64
|
0,20
|
|
4
|
44,285 - 46,483
|
45,384
|
4
|
5,90
|
0,13
|
|
5
|
46,483 - 48,681
|
47,582
|
5
|
8,09
|
0,17
|
|
6
|
48,681 - 50,879
|
49,780
|
1
|
1,49
|
0,03
|
|
TOTAL
|
|
|
30
|
43,01
|
1
|
Le tonnage moyen dans les minerais est de 43,01
tonnes.
Kr = ????é???? (III.12)
????h
Avec :
+ Kr : Coefficient de remplissage de la benne ;
+ ????é???? : Tonnage chargé réellement
;
+ ?????? : Tonnage théorique bac benne.
????h = 51 tonnes
Le coefficient de remplissage de la benne dans les minerais est
de : Kr = 0,84
~ 37 ~
III.4. DETERMINATION DES COEFFICCIENTS DE GESTION D'UN
ENGIN
Les heures de travail dans la mine souterraine de kamoto (KCC)
sont reparties de la manière suivante :
+ Un poste : 12 heures (de 7h00' à
19h00') ;
+ Visité de la division de maintenance :
30 minutes ;
+ Changement de poste : arrêt des
activités 2h00' avant et après poste.
Tableau III. 3 : Catégories d'heure de
travail de la mine de kamoto
|
Heures
Possible
(HP)
|
Heures D'inactivité
(????????????)
|
Heures d'activité
(????????)
|
Heures de Mise à Disposition (HMD)
|
Heures de Maintenance (HM)
|
Heures d'
Utilisation
Effective
(HUE)
|
Heures
Improductive (HI)
|
|
24Heures
|
4Heures
|
20Heures
|
19Heures
|
1Heure
|
16Heures
|
3Heures
|
> Coefficient de mise à disposition (CMD)
: c'est le rapport entre les heures de mise à disposition et
les heures possibles :
|
??????
CMD=??P
|
= 19
24
|
= 0,792
|
> Le taux de mise à disposition (TMD)
: c'est le produit du coefficient de mise à disposition
multiplication par 100.
TMD=CMDx1OO = 0,792 x100 = 79,2 %
> Le coefficient d'utilisation effective (CUE)
: c'est le rapport entre les heures d'utilisations effectives et les
heures de mise à disposition:
|
??UE
CUE=??????
|
= 16
19
|
= 0,842
|
> Le taux d'utilisation effective (TUE) :
c'est le produit du coefficient d'utilisation effective multiplié par
100.
TUE=CUEx100 = 0,842 x100 = 84,2 %
> Le coefficient d'utilisation absolue (CUA)
: c'est le produit du coefficient de mise à disposition et le
coefficient d'utilisation effective.
CUA=CMDxCUE = 0,792 x 0,842 = 0,667
> Le taux d'utilisation absolue (TUA) :
c'est le produit entre le coefficient d'utilisation absolue multiplié
par 100.
TUA=CUAx100 = 0,667 x 100 = 66,7 %
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
" 38 "
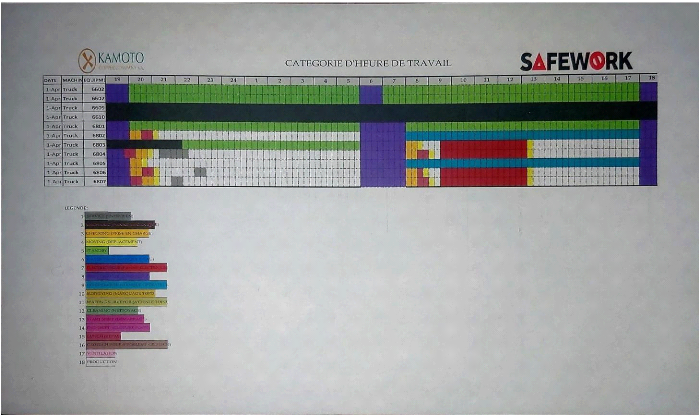
Figure III. 2 : Catégorie des heures prestées des
engins de transport dans la mine de kamoto
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 39 ~
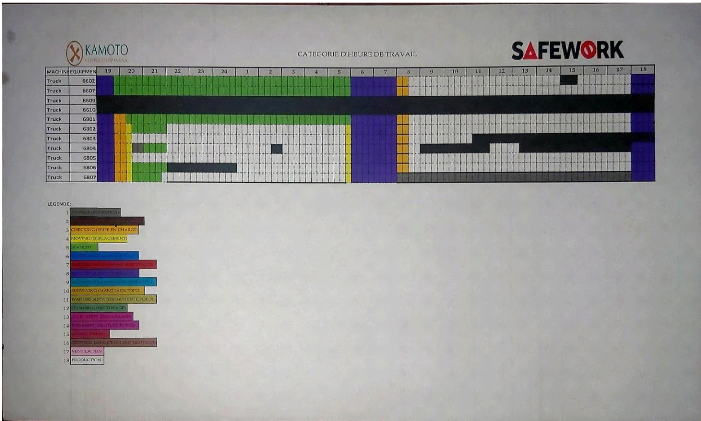
Figure III. 3 : Catégorie des heures de travail des
unités de transport dans la mine de kamoto
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 40 ~
III.5. CHRONOMETRAGE DU TEMPS DE CYCLE DE LA BENNE
SANDVIK
III.5.1. Chronométrage
Etant une méthode pratique, le chronométrage
consiste à effectuer plusieurs mesurages des temps de différentes
opérations effectuées par le camion-benne au cours de leur cycle
de travail habituel. Pour ce présent travail, l'application
HYBRID STOPWATCH and TIMER du système d'exploitation
d'Android a été utilisée pour le chronométrage des
temps qui est donné en seconde.
Ainsi, les résultats des chronométrages des
temps de cycle du camion-benne SANDVIK TH551i effectués à la mine
souterraine de kamoto sont repris dans les tableaux suivants.
Après un certain nombre de chronométrage
réalisé dans le trajet GRIZZLY?ETANG, nous avons
obtenu les résultats qui sont répertoriés dans le tableau
ci-dessous, nous notons les différents temps qui entrent dans la formule
du temps de cycle de la benne SANDVIK TH551i affectée sur le trajet
GRIZZLY?ETANG.
Tableau III. 4 : Temps de cycle de la benne SANDVIK
TH551i affectée sur le trajet
GRIZZLY?ETANG
|
N°
|
Tmc
(sec)
|
Tc
(sec)
|
Ta
(sec)
|
Tmd
(sec)
|
Td
(sec)
|
Tr
(sec)
|
Tac
(sec)
|
|
1
|
66
|
374
|
894
|
27
|
46
|
723
|
104
|
|
2
|
84
|
336
|
896
|
32
|
60
|
774
|
145
|
|
3
|
72
|
410
|
915
|
38
|
34
|
751
|
216
|
|
4
|
88
|
312
|
899
|
33
|
30
|
720
|
90
|
|
5
|
67
|
367
|
1009
|
43
|
32
|
809
|
230
|
|
6
|
71
|
382
|
844
|
28
|
43
|
686
|
273
|
|
7
|
78
|
296
|
829
|
47
|
30
|
662
|
259
|
|
8
|
63
|
367
|
845
|
33
|
48
|
701
|
193
|
|
9
|
102
|
431
|
912
|
37
|
42
|
733
|
110
|
|
10
|
92
|
328
|
924
|
51
|
39
|
697
|
212
|
|
11
|
72
|
301
|
891
|
40
|
38
|
725
|
196
|
|
12
|
98
|
294
|
914
|
28
|
35
|
801
|
68
|
|
13
|
106
|
381
|
840
|
45
|
29
|
678
|
142
|
|
14
|
111
|
400
|
953
|
41
|
33
|
737
|
199
|
|
15
|
91
|
362
|
857
|
38
|
37
|
709
|
233
|
" 41 "
|
16
|
88
|
370
|
869
|
48
|
37
|
665
|
191
|
|
17
|
77
|
402
|
888
|
32
|
40
|
819
|
189
|
|
18
|
121
|
411
|
921
|
43
|
34
|
796
|
172
|
|
19
|
83
|
374
|
1061
|
39
|
30
|
753
|
220
|
|
20
|
90
|
360
|
1112
|
50
|
31
|
687
|
258
|
|
21
|
115
|
389
|
906
|
46
|
36
|
691
|
306
|
|
22
|
100
|
358
|
899
|
37
|
41
|
744
|
145
|
|
23
|
106
|
415
|
861
|
39
|
29
|
760
|
196
|
|
24
|
109
|
390
|
809
|
32
|
35
|
823
|
159
|
|
25
|
79
|
320
|
871
|
29
|
43
|
672
|
222
|
|
26
|
86
|
412
|
879
|
33
|
38
|
759
|
287
|
|
27
|
93
|
325
|
797
|
41
|
32
|
723
|
325
|
|
28
|
96
|
300
|
925
|
37
|
46
|
685
|
253
|
|
29
|
69
|
326
|
961
|
52
|
37
|
869
|
126
|
|
30
|
84
|
428
|
824
|
39
|
39
|
702
|
180
|
III.6. DETERMINATION DU TEMPS MOYEN DE CYCLE
III.6.1. Calcul du temps moyen de manoeuvre à la
chargeuse (??????) ? Détermination du nombre de classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6
classes
|
? Etendue de la population (d)
d = Xmax - Xmin
d = 121 - 63 = 58 ? Amplitude (a)
d
a = 58
6-1
= 11,6
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
? Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - a
2
|
= 63 - 11,6
2
|
= 57,2
|
|
Ls = Xmax + a
2
|
= 121 + 11,6
2
|
= 126,8
|
~ 42 ~
Tableau III. 5 : Calcul statistique du temps moyen de
manoeuvre à la chargeuse
|
N°
|
Classes
|
????
|
????
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? ×
(????-??)2
|
|
1
|
57,2-68,8
|
63
|
3
|
0,1
|
6,3
|
- 25,52
|
651,27
|
65,13
|
|
2
|
68,8-80,4
|
74,6
|
7
|
0,23
|
17,16
|
-13,92
|
193,77
|
44,57
|
|
3
|
80,4-92
|
86,2
|
8
|
0,27
|
23,27
|
-2,34
|
5,48
|
1,48
|
|
4
|
92-103,6
|
97,8
|
6
|
0,2
|
19,56
|
9,28
|
86,12
|
17,22
|
|
5
|
103,6-115,2
|
109,4
|
5
|
0,17
|
18,60
|
20,88
|
435,97
|
74,11
|
|
6
|
115,2-126,8
|
121
|
1
|
0,03
|
3,63
|
32,48
|
1045,95
|
31,65
|
|
TOTAL
|
|
|
30
|
1
|
88,52
|
|
|
234,16
|
Le temps moyen de manoeuvre à la chargeuse (??????) est de
88,52 secondes. La variance ô=? Fi × (Xi -
X) 2= #177; v234,16 = #177; 15,30
+ 88,52+15,30 = 103,82
+ 88,52-15,30 = 73,22
L'intervalle de confiance : I ?? = [73,22 - 103,82]
III.6.2. Calcul du temps moyen de chargement de la benne
(??e) > Détermination du nombre
de classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6 classes
|
> Etendue de la population (d)
d = Xmax - Xmin
d = 431 - 294 = 137 > Amplitude (a)
d
a = 137
6-1
= 27,4
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
> Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - a
2
|
= 294 - 27,4
2
|
= 280,3
|
|
Ls = Xmax + a
2
|
= 431 + 27,4
2
|
= 444,7
|
Tableau III. 6 : Calcul statistique du temps moyen de
chargement de la benne
|
N°
|
Classes
|
????
|
????
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? ×
(????-??)2
|
|
1
|
280,3-307,7
|
290,0
|
4
|
0,13
|
38,22
|
- 68,76
|
4727,94
|
614,63
|
|
2
|
307,7-335,1
|
321,4
|
5
|
0,17
|
54,64
|
-41,37
|
1711,48
|
290,95
|
|
3
|
335,1-362,5
|
348,8
|
4
|
0,13
|
45,34
|
-13,97
|
195,16
|
25,37
|
|
4
|
362,5-389,9
|
376,2
|
8
|
0,27
|
101,57
|
13,43
|
180,36
|
48,70
|
|
5
|
389,9-417,3
|
403,6
|
7
|
0,23
|
92,83
|
40,83
|
1667,09
|
383,43
|
~ 43 ~
|
6
|
417,3-444,7
|
431
|
2
|
0,07
|
30,17
|
68,23
|
4655,33
|
325,87
|
|
TOTAL
|
|
|
30
|
1
|
362,77
|
|
|
1688,95
|
Le temps moyen de chargement de la benne (??e) est de
362,77 secondes. La variance ô=? Fi × (Xi -
X) 2= #177; v1688,95 = #177; 41,10
+ 362,77+41,10 = 403,87
+ 362,77-41,10 = 321,67
L'intervalle de confiance : I e = [321,67 - 403,87]
III.6.3. Calcul du temps moyen d'aller en charge de la
benne (????) > Détermination du nombre de
classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6 classes
|
> Etendue de la population (d)
d = Xmax - Xmin
d = 1112 - 797 = 315 > Amplitude (a)
d
6-1
315
a =
= 63
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
> Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - ??
2
|
= 797 - 63
2
|
= 765,5
|
|
Ls = Xmax + ??
2
|
= 1112 + 63
2
|
= 1143,5
|
Tableau III. 7 : Calcul statistique du temps moyen
d'aller en charge de la benne
|
N°
|
Classes
|
????
|
????
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? ×
(????-??)2
|
|
1
|
765,5-828,5
|
797
|
3
|
0,1
|
79,7
|
- 103,95
|
10805,6
|
1080,56
|
|
2
|
828,5-891,5
|
860
|
11
|
0,37
|
318,2
|
-40,95
|
1676,9
|
620,45
|
|
3
|
891,5-954,5
|
923
|
12
|
0,4
|
369,2
|
22,05
|
486,2
|
194,48
|
|
4
|
954,5-1017,5
|
986
|
2
|
0,07
|
69,02
|
85,05
|
7233,5
|
506,35
|
|
5
|
1017,5-1080,5
|
1049
|
1
|
0,03
|
31,47
|
148,05
|
21918,8
|
659,36
|
|
6
|
1080,5-1143,5
|
1112
|
1
|
0,03
|
33,36
|
211,05
|
44542,1
|
1336,26
|
|
TOTAL
|
|
|
30
|
1
|
900,95
|
|
|
4397,46
|
Le temps moyen d'aller en charge de la benne (????) est de
900,95 secondes.
La variance ô=? Fi × (Xi - X) 2= #177;
v4397,46 = #177; 66,31
~ 44 ~
+ 900,95+66,31 = 967,26
+ 900,95-66,31 = 834,64
L'intervalle de confiance : I ?? = [834,64 - 967,26]
III.6.4. Calcul du temps moyen de manoeuvre au
déchargement de la benne (??????) >
Détermination du nombre de classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6 classes
|
> Etendue de la population (d)
d = Xmax - Xmin
d = 52 - 27 = 25
> Amplitude (a)
??
a = 25
6-1
= 5
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
> Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - a
2
|
= 27 - 5
2
|
= 24,5
|
|
Ls = Xmax + a
2
|
= 52 + 5
2
|
= 54,5
|
Tableau III. 8 : Calcul statistique du temps moyen de
manoeuvre au déchargement
|
N°
|
Classes
|
????
|
????
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? ×
(????-??)2
|
|
1
|
57,2-68,8
|
27
|
4
|
0,13
|
3,51
|
- 11,35
|
128,82
|
16,75
|
|
2
|
68,8-80,4
|
32
|
6
|
0,2
|
6,4
|
-6,35
|
40,32
|
8,06
|
|
3
|
80,4-92
|
37
|
8
|
0,27
|
9,99
|
-1,35
|
1,82
|
0,49
|
|
4
|
92-103,6
|
42
|
5
|
0,17
|
7,14
|
3,65
|
13,32
|
2,26
|
|
5
|
103,6-115,2
|
47
|
4
|
0,13
|
6,11
|
8,47
|
71,74
|
9,33
|
|
6
|
115,2-126,8
|
52
|
3
|
0,1
|
5,2
|
13,65
|
186,32
|
18,63
|
|
TOTAL
|
|
|
30
|
1
|
38,35
|
|
|
55,52
|
Le temps moyen de manoeuvre au déchargement (??????) est
de 38,35 secondes. La variance ä=? Fi × (Xi -
X) 2= #177; v55,52 = #177; 7,45
+ 38,35+7,45 = 45,8
+ 38,35-7,45 = 30,9
L'intervalle de confiance : I ?? = [30,9 - 45,8]
~ 45 ~
III.6.5. Calcul du temps moyen de déchargement de
la benne (????) > Détermination du nombre
de classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6 classes
|
> Etendue de la population (d)
d = Xmax - Xmin
d = 60 - 29 = 31
> Amplitude (a)
??
a = 31
6-1
= 6,2
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
> Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - a
2
|
= 29 - 6,2
2
|
= 25,9
|
|
Ls = Xmax + a
2
|
=60 + 6,2
2
|
= 63,1
|
Tableau III. 9 : Calcul statistique du temps moyen de
déchargement
|
N°
|
Classes
|
????
|
????
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? ×
(????-??)2
|
|
1
|
25,9-32,1
|
29
|
8
|
0,27
|
7,83
|
- 7,93
|
62,88
|
16,98
|
|
2
|
32,1-38,3
|
35,2
|
11
|
0,37
|
13,02
|
-1,73
|
2,99
|
1,11
|
|
3
|
38,3-44,5
|
41,4
|
7
|
0,23
|
9,52
|
-4,47
|
19,98
|
4,60
|
|
4
|
44,5-50,7
|
47,6
|
3
|
0,1
|
4,76
|
10,67
|
113,85
|
11,39
|
|
5
|
50,7-56,9
|
53,8
|
0
|
0
|
0
|
16,87
|
284,60
|
0
|
|
6
|
56,9-63,1
|
60
|
1
|
0,03
|
1,8
|
23,07
|
532,22
|
15,97
|
|
TOTAL
|
|
|
30
|
1
|
36,93
|
|
|
50,05
|
Le temps moyen de déchargement (????) est de 36,93
secondes. La variance ô=? Fi × (Xi - X)
2= #177; v50,05 = #177; 7,07
+ 36,93+7,07 = 44
+ 39,93-7,07 = 29,86
L'intervalle de confiance : I ?? = [29,86 - 44]
III.6.6. Calcul du temps moyen retour de la benne
(??r) > Détermination du nombre
de classes (K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6 classes
|
~ 46 ~
> Etendue de la population (d)
d = Xmax - Xmin
d = 869 - 662 = 207 > Amplitude (a)
d
6-1
207
a =
= 41,4
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
> Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - ??
2
|
= 662 - 41,4
2
|
= 641,3
|
|
Ls = Xmax + ??
2
|
=869 + 41,4
2
|
= 889,7
|
Tableau III. 10 : Calcul statistique du temps moyen
retour à la chargeuse
|
N°
|
Classes
|
????
|
????
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? × (????-??)2
|
|
1
|
641,3-682,7
|
662
|
4
|
0,13
|
86,06
|
- 66,66
|
4443,56
|
577,66
|
|
2
|
682,7-724,1
|
703,4
|
11
|
0,37
|
260,26
|
-25,26
|
638,07
|
236,09
|
|
3
|
724,1-765,5
|
744,8
|
7
|
0,23
|
171,30
|
16,14
|
260,50
|
59,92
|
|
4
|
765,5-806,9
|
786,2
|
4
|
0,13
|
102,21
|
57,54
|
3310,85
|
430,41
|
|
5
|
806,9-848,3
|
827,6
|
3
|
0,1
|
82,76
|
98,94
|
9789,12
|
978,91
|
|
6
|
848,3-889,7
|
869
|
1
|
0,03
|
26,07
|
140,34
|
19695,3
|
590,86
|
|
TOTAL
|
|
|
30
|
1
|
728,66
|
|
|
2873,85
|
Le temps moyen retour à la chargeuse
(??r) est de 728,66 secondes. La
variance ä=? Fi × (Xi - X) 2=
#177; v2873,85 = #177; 53,61
+ 728,66+53,61 = 782,27
+ 728,66-53,61 = 675,05
L'intervalle de confiance : I ?? = [675,05 -
782,27]
III.6.7. Calcul du temps moyen d'attente à la
chargeuse (????c) > Détermination du nombre de classes
(K)
|
K = 1+10
3
|
log?? Avec : N=30
|
|
K = 1+10
3
|
log 30 = 5,92 -Þ 6
classes
|
> Etendue de la population (d)
d = Xmax - Xmin
d = 325 - 68 = 257 > Amplitude (a)
d
~ 47 ~
6-1
257
a =
= 51,4
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
? Limite inférieure (Li) et limite supérieure
(Ls)
|
Li = Xmin - ??
2
|
= 68 - 51,4
2
|
= 42,3
|
|
Ls = Xmax + ??
2
|
=325 + 51,4
2
|
= 350,7
|
Tableau III. 11 : Calcul statistique du temps moyen
d'attente à la chargeuse
|
N°
|
Classes
|
????
|
N??
|
f??
|
??
|
(????-??)
|
(????-??)2
|
f?? ×
(????-??)2
|
|
1
|
42,3-93,7
|
68
|
2
|
0,07
|
4,76
|
- 121,38
|
14733,10
|
10313,17
|
|
2
|
93,7-145,1
|
119,4
|
6
|
0,2
|
23,88
|
-69,98
|
4897,20
|
979,64
|
|
3
|
145,1-196,5
|
170,8
|
9
|
0,3
|
51,24
|
-18,58
|
345,22
|
103,57
|
|
4
|
196,5-247,9
|
222,2
|
7
|
0,23
|
51,11
|
32,82
|
1077,15
|
247,74
|
|
5
|
247,9-299,3
|
273,6
|
4
|
0,13
|
35,57
|
84,22
|
7093,01
|
922,09
|
|
6
|
299,3-350,7
|
325
|
2
|
0,07
|
22,82
|
135,62
|
18392,78
|
1287,49
|
|
TOTAL
|
|
|
30
|
1
|
189,3
|
|
|
13853,7
|
Le temps moyen d'attente à la chargeuse
(??????) est de 189,38 secondes. La
variance ô=? Fi × (Xi - X)
2= #177; v13853,7 =
#177; 117,70
? 189,38+117,70 = 307,08
? 189,38-117,70 = 71,68
L'intervalle de confiance : ???? =
[71,68 - 307,08]
Dans le tableau ci-dessous nous présentons le
résultat de tous les calculs statistiques des différents temps
moyens qui comportent le temps de cycle du camion-benne SANDVIT( TH551i sur le
trajet GRIZZLY?ETANG.
Tableau III. 12 : Résultat de tous les calculs
statistiques de différents temps moyens qui
composent le temps de
cycle de la benne
|
T????
|
T??
|
T??
|
T??d
|
Td
|
Tr
|
T????
|
|
|
(sec)
|
(sec)
|
(sec)
|
(sec)
|
(sec)
|
(sec)
|
|
(sec)
|
|
|
|
|
|
|
|
Benne
|
88,52
|
362,77
|
900,95
|
38,35
|
36,93
|
728,66
|
189,38
|
|
SANDVIK TH551i
|
|
|
|
|
|
|
|
Le temps de cycle de la benne SANDVIK TH551i est donné
par l'expression suivante :
T????= T??+ Tr+ T????+ T??+ T??d+ Td+
T????
T???? =
88,52+362,77+900,95+38,35+36,93+728,66+189,38= 2345,56
sec
Le temps de cycle de la benne SANDVIT( TH551i est de :
T???? = 39,09 minutes
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 48 ~
III .7. DETERMINATION DES RENDEMENTS DE LA BENNE SANDVIK
TH551i
III.7 .1. Calcul du rendement
théorique
Le rendement théorique de l'engin de transport est
donné par l'expression suivante :

Avec :
? ????= 28 ??3
|
60×28×0,84
|
= 36,10 ??3/h
|
|
39,09
|
Le rendement théorique du camion-benne SANDVIK TH551i est
de :
= 36,10 ????/??
III.7.2. Calcul du rendement pratique ou
réel
Ici nous allons tenir compte du coefficient d'utilisation
absolue (CUA) trouvé après
calcul.
Alors le rendement pratique du camion-benne vaut :

????é??????
???? = × CUA [??3/h]
Connaissant le rendement théorique et le coefficient
d'utilisation absolue, nous pouvons calculer le rendement pratique ou
réel.
????é??????
???? =36,10 × 0,667 = 24,08 ??3/h
Le rendement pratique ou réel du camion-benne SANDVIK
TH551i est de :
????é??????
???? = 24,08 ????/??
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 49 ~
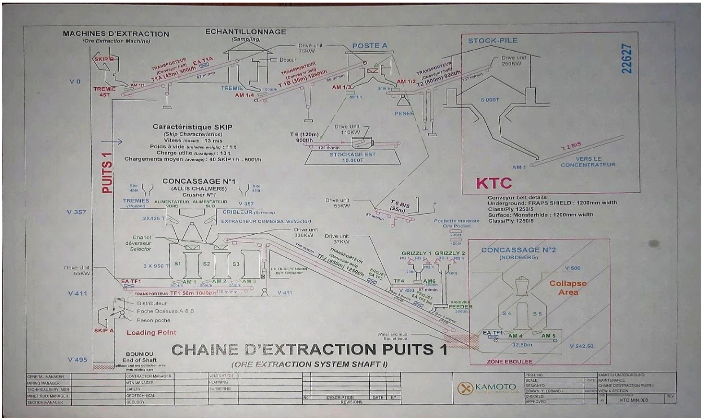
Figure III. 4 : Chaine d'extraction puits 1
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
" 50 "
III.8. CALCUL DE LA DISTANCE STANDARD
Les camions bennes SANDVIK TH 551i de 51 tonnes travaillent
généralement sur le trajet GRIZZLI-ETANG et ne transportant que
le minerai provenant de la zone ETANG qui est au niveau 640 vers le point de
déchargement GRIZZLY qui est au niveau 465.
Pour calculer la distance standard nous allons utiliser la
formule (II.16) suivante :
Dst=Dh+10Dv+K
III.8.1 Détermination de la dénivellation
(Dr)
La dénivellation est la différence de niveau
(altitude) entre deux points de la surface terrestre.
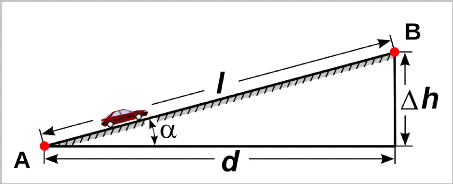
Figure III. 5 : Vue plan de la dénivellation
Avec :
> d : La distance horizontale entre A et B ;
> l : La longueur de la pente AB ;
> á : L'angle de la pente ;
> Äh : La dénivellation entre A et B ;
> AA : L'altitude du point A ;
> Bfi : L'altitude du point B.
La différence de niveau entre deux points est
donnée par l'expression suivante :
Äh = AA - Bfi (III.13)
Äh = 640m
- 465m = 175m
La dénivellation entre GRIZZLY-ETANG est de :
Äh = 175 mètres
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
" 51 "
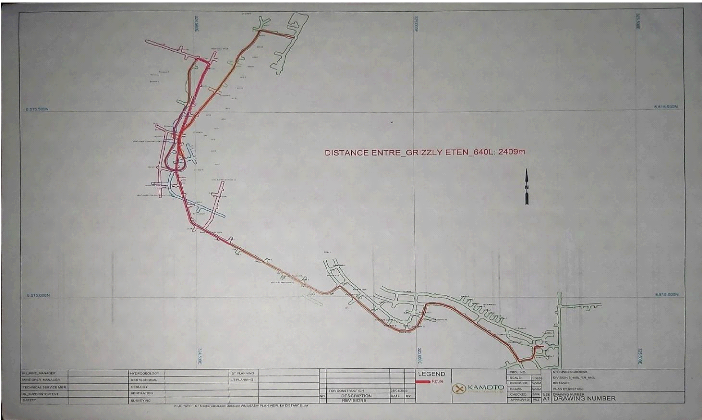
Figure III. 6 : Vue en plan de la route et la distance
GRIZZLY-ETANG
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 52 ~
Connaissant la dénivellation entre le point de chargement
(GRIZZLY) et de déchargement
(ETANG) et la distance entre ces deux points, nous pouvons
calculer la distance standard de la
manière suivante :
?????t= (2409 + 10.175 + 500)10-3 =
4,659 -Þ 4,7kmst
La distance standard GRIZZLY-ETANG est de :
??????= 4,7 kmst
III.9. CALCUL DE LA PRODUCTIVITE DE LA BENNE
La productivité de la benne SANDVIK TH551i est
donnée par l'expression suivante :
Pro=????é??????
???? xDst = 24,08 x4,7 = 113,18 ??3kmst/h
La productivité de la benne SANDVIK est de :
Pro = 113,18
????kmst/h
III.10. PRESENTATION DES RESULTATS
Tableau III. 13 : Présentation des
résultats trouvés
|
Différents paramètres
|
Valeurs
|
Unités
|
|
Coefficient de remplissage de la benne
|
0,84
|
-
|
|
Coefficient de mise à disposition
|
79,2
|
%
|
|
Coefficient d'utilisation effective
|
84,2
|
%
|
|
Coefficient d'utilisation absolue
|
66,7
|
%
|
|
Temps moyen de cycle
|
39,09
|
Minutes
|
|
Rendement théorique
|
36,10
|
m3
|
|
Rendement pratique ou réel
|
24,08
|
m3
|
|
Distance standard
|
4,7
|
Kmst
|
|
Productivité
|
113,18
|
??3????????/h
|
III.11. CONCLUSION PARTIELLE
En ce qui concerne ce chapitre sur le calcul de
productivité d'un engin de transport dans la mine souterraine, nous
avons commencé par la présentation des différentes
données récoltées sur terrain, nous avons aussi
déterminé le coefficient de remplissage de la benne, le
coefficient de mise à disposition, le coefficient d'utilisation
effective, le coefficient d'utilisation absolue, le temps moyen de cycle, le
rendement théorique, le rendement pratique, la distance standard ainsi
que la productivité de la benne SANDVIK.
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 53 ~
CONCLUSION GENERALE
Nous voici arrivés au terme de notre travail de fin de
cycle dont le but primordial était celui de déterminer la
productivité d'un engin de transport (cas de la benne SANDVIK TH551i)
travaillant dans la mine souterraine de Kamoto.
L'organisation de transport est un problème très
important, à ne jamais négliger, qui conditionne en partie les
possibilités de production de l'entreprise. Nous avons utilisé un
seul engin de transport, camion-benne SANDVIK TH551i ayant une capacité
nominale de 51tonnes.
Pour parvenir à faire le calcul de la
productivité de cette dernière, nous avons fait une
récolte des données par chronométrage pour la
détermination par analyse statistique les moyennes pour le temps de
cycle de l'engin. Ensuite prélever au service de la planification les
données relatives des classes d'heures de travail et la distance entre
le point de chargement et le point de déchargement
(GRIZZLY-ETANG).
C'est ainsi qu'après traitement des données
récoltés sur terrain et usage de quelques formules nous avons
trouvé les résultats suivants :
> Coefficient de mise à disposition (CMD) est de 79,2 %
; > Coefficient d'utilisation effective (CUE) est de 84,2 % ; >
Coefficient d'utilisation absolue (CUA) est de 66,7 % ; > Temps de cycle
moyen benne (T????) est de 39,09 minutes ;
> Rendement théorique ( ) est de 36,10
??3/h ;
> Rendement réel
(????é??????
???? ) est de 24,08 ??3/h ;
> Distance standard (D????) est de 4,7
Kmst ;
> Productivité
(P????) est de
113,18 ????Kmst/h.
D'après ces résultats obtenus, nous remarquons
que la benne SANDVIK TH551i nous offre une mauvaise productivité, pour
pouvoir améliorer la productivité de la benne et satisfaire
à la demande de l'entreprise à faible coût, l'exploitant
doit minimiser les heures improductives qui ont un impact sur le taux
d'utilisation absolue, de mettre un apport considérable sur la
maintenance et de faire un suivi de près des opérateurs pour
leurs habilités.
~ 54 ~
SUGGESTIONS
Pour une bonne productivité de la benne nous demandons
à l'entreprise Kamoto copper company (KCC SA) d'améliorer le
rendement pratique qui est faible en jouant sur certains paramètres.
De ce fait nous suggérons à l'exploitant de :
> Réduire sensiblement les heures dues à
l'attente ;
> Réduire le temps de cycle en assurant
régulièrement de piste et chantiers ;
> Réduire les heures de chômage dues aux pannes
répétitives des chargeuses qui
conduisent aux attentes chargeuses en réparation ;
> Introduire un système de communication dans les
engins de chargement et transport ;
> Installer des capteurs dans les camions bennes pour
éviter les accidents ;
> Creusement de retour cat pour faciliter la translation
(manoeuvre) de bennes ;
> Insérer un système de communication fiable
;
> Insérer un système de surveillance
audiovisuelle assisté à distance ;
> Il faut donner une importance à la
sécurité dans la mine pour travailler dans les bonnes
conditions ;
> Mettre en disponibilité les engins de terrassement
;
> L'achat des nouveaux camions améliore le
système de transport et nous prépare pour
entamer d'autre projet.
Loin de nous l'idée d'avoir épuisé le sujet
si complexe, nous pensons que d'autres
chercheurs pourront entreprendre les efforts similaires dans ce
domaine afin d'améliorer nos
résultats.
Comme toute oeuvre humaine n'est jamais parfaite, nous restons
ouverts aux critiques
et suggestions éventuelles des lecteurs et
collègues visant à l'amélioration de ce travail.
BANZA KATONGOTONGO Jean-Luc [TFC/UNILI]
~ 55 ~
|
|

