|
Conservatoire National des Arts et
Métiers
Centre régional associé de Lille
MEMOIRE
présenté en vue d'obtenir
le DIPLOME
D'INGENIE UR CNAM
SPECIALITE : Informatique
OPTION : Architecture et
Ingénierie des Systèmes et des Logiciels (AISL)
par
Laurent BOCQ UET
LE CONTROLE ATP
DU PROGICIEL INTEGRE A LA SOLUTION SPECIFIQUE
Soutenu le 6 juillet 2011
PRESIDENT : Mme METAIS
MEMBRES : M Thomas DINNYES
M Jean RA UDRANT
M Robert VANDAELE
M Frédéric VAST
INVITES : M Abdellatif EL G UAO UZI (ArcelorMittal IT
FCE)
Mme Fabienne EVRARD (ArcelorMittal BPS SCP)
Résumé
L'histoire du groupe Arce lorMitta l est très
riche. Depuis sa création en 1948, la société a en effet
connu de multiples fusions et absorptions. Arce lorMitta l est aujourd'hui le
numéro 1 mondial de la sidérurgie. Présent dans 20 pays
sur tous les marchés clefs de l'acier, Arce lorMitta l règne en
maitre sur tous les continents. A l'origine chaque usine disposait de son
propre département informatique. I l a été instauré
un nouveau système de fonctionnement pour ces départements
informatiques. L'objectif principal de cette création était la
mise a disposition d'un prestataire aussi performant qu'une SSII tout en ayant
des coOts intéressants. C'est ainsi qu'est née la
société qui deviendra IT FCE. C'est au sein du domaine commercial
a Dunkerque que je travaille depuis 6 ans. C'est le cadre de mon
mémoire.
Lorsqu'e lle regoit une commande d'un client,
l'entreprise doit s'engager sur une quantité et une date. C'est ce qu'on
appe lle la réponse a dé lai. Les sociétés du
groupe Arce lor, étaient déjà confrontées a cette
prob lématique. C'est pour y répondre de fagon homogène
qu'ont été mises en ceuvre, depuis 2003, des applications
informatiques. D'abord avec le progicie l APO de SAP, puis avec des déve
loppements spécifiques ABAP.
Mots-clés
Progicie l, controle de disponibilité,
réponse a dé lai, déve loppement spécifique, SCM,
ATP, APS, allocations
Summary
The history of the Arce lorMitta l group is very rich.
Since its inception in 1948, the company has indeed experienced many mergers
and acquisitions. Arce lorMitta l is currently the world's #1 steel producer.
Present in 20 countries in all key markets for steel, Arce lorMitta l reign
supreme over all continents.
Originally each plant had its own IT department. It
was introduced a new operating system for these departments. The main objective
of this work was the provision of a service as good a services company while
having interesting costs. Thus was born the company that became IT FCE. It is
within the commercial domain in Dunkirk I work for 6 years. It's the framework
of my dissertation. Upon receipt of an order from a customer, a company must
answer both a quantity and a date. This is called the order fulfillment.
Companies of the Arce lor group were already facing this problem. It is to
respond it uniformly that have been implemented since 2003 computer
applications. First with the SAP solution APO, then with ABAP specific
developments.
Keywords
Remerciements
Je ne remercierai jamais assez le CNAM, formidable
institution qui donne a chacun, s'il veut s'en donner la peine, une
deuxième chance. La chance de poursuivre des études et d'obtenir
un diplome.
Je remercie particu lièrement
Frédéric Vast, qui a réussi a me convaincre que j'avais
les capacités pour poursuivre, et que j'avais sous le nez un sujet digne
d'être soutenu en tant que mémoire d'ingénieur. Sa patience
et son soutien tout au long de ce mémoire m'ont ensuite
été précieux.
Je remercie enfin ce lle qui, depuis des
années, n'a eu de cesse de me persuader que j'étais apte aux
études et m'a soutenu dans cette épreuve que représente le
cursus d'ingénieur au CNAM pour la vie professionne lle, la vie socia
le, la vie de famille : ma tendre moitié, Véronique.
J'espère avoir réussir a la décider a reprendre, a son
tour, le chemin de l'éco le.
A feu mon grand-père
Ce fut un succés.
Ni un succes ni un echec. Si c'etait a
refaire...
Ce fut un échec.
Réflexion personnelle.
Guide de lecture
SOMMAIRE
IIntroduction
................................................................................................................
1
IIL'entreprise.................................................................................................................
2
1 La
siderurgie.................................................................................................................................3
1.1 Qu'est-que l'acier ?
...................................................................................................................................3
1.2 Comment produit-on l'acier
7......................................................................................................................4
2 Le groupe Arce lorMitta
l................................................................................................................14
2.1 Historique
..............................................................................................................................................
14
2.2 Le groupe
aujourd'hui..............................................................................................................................
14
2.3 Chiffres c les
...........................................................................................................................................
16
2.4 Concurrence
...........................................................................................................................................
17
2.5 Les differents segments
...........................................................................................................................
18
2.6 Arce lorMitta l et la crise
............................................................................................................................
24
3 IT Flat Carbon Europe (IT FCE)
.....................................................................................................27
3.1 Historique
..............................................................................................................................................
27
3.2 Role
......................................................................................................................................................
29
3.3
Organisation...........................................................................................................................................
30
4 Ma mission
.................................................................................................................................33
4.1 Mes missions sur le programme Sales and Operations
Planning (S&OP) ............................ 33
4.2 Ma mission sur Load Management (LM) 36
4.3 Ma mission sur Allocation Management (AM)
36
III Progicie l - etat de
l'art.................................................................................................39
1 Definition
...................................................................................................................................40
2 Historique
..................................................................................................................................40
3 Les
enjeux..................................................................................................................................44
4 Les promesses
............................................................................................................................45
5 Les risques
.................................................................................................................................46
6 La rea
lite....................................................................................................................................47
7 Le progicie l integre, ou ERP
..........................................................................................................48
7.1 L'ERP SAP
..............................................................................................................................................
49
IV Le controle de disponibilite a la commande
....................................................................53
1 Genera
lites.................................................................................................................................54
2 Outils conventionne
ls...................................................................................................................56
2.1 Available-To-Promise (ATP)
......................................................................................................................
56
2.2 Capable-To-Promise (CTP) 59
2.3 Profitable-To-Promise (PTP) 59
3 Outils avances 60
4 Les progicie ls APS 61
4.1 Le progicie l SAP SCM-APO 62
V L'order commitment chez Arce lorMitta l 71
1 Avant le progicie l 72
2 La decision d'un progicie l 73
3 Le progicie l 74
4 Le progicie l - un bilan 77
5 Du progicie l au specifique 78
5.1 L'environnement de deve loppement SAP 79
5.2 Premiere experience « tout specifique : un
succes 82
5.3 cDDQ - Un bilan 96
5.4 Ma realisation dans AM 97
5.5 AM - Un bilan
.......................................................................................................................................
103
VIBilan, perspectives
....................................................................................................104
Conclusion.......................................................................................................................106
Indexdes
illustrations.......................................................................................................108
References bib liographiques et webographiques
...................................................................110
Glossaire.........................................................................................................................111
Annexes..........................................................................................................................113
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
I Introduction
De rachats en fusions, le groupe Arce lorMitta l a sans
relache fait evoluer ses systemes d'information.
Depuis l'entree de l'ordinateur dans l'entreprise dans
les annees 50, les informaticiens n'ont pas cesse, dans leur tour d'ivoire, de
concevoir et maintenir des logicie ls. Pour repondre aux besoins toujours plus
complexes d'utilisateurs pas forcement exigeants.
I l faudra attendre les annees 70 pour que ces logicie
ls connaissent la concurrence des premiers progicie ls. Le sur-mesure entrait
en concurrence avec le prat-a-porter.
Les annees 2000, avec le bug de l'an 2000 et la
monnaie unique europeenne, ont vu exp loser les progicie ls integres. On ne par
le plus que d'Ate liers de Genie Logicie l (AGL) et d'industria lisation. Le
sur mesure c'est fini, plus jamais. Pouah !
Parmi les nombreuses problématiques métier,
le contrô le de disponibilité a la commande a toujours tenu une
place de choix chez Arce lorMitta l.
Dans le domaine des « Advanced Planning and
Scheduling >> (APS), SAP a maintenu son leadership en langant «
Advanced Planner and Optimizer >> (APO) en 1998.
C'est tout nature llement qu'Arce lor a choisi la
solution APO de SAP en 2002. Avant de se tourner a nouveau vers le sur
mesure...
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
II L'entreprise
La siderurgie, le groupe Arce lorMitta l, son
informatique
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
1 La siderurgie
Depuis l'age de fer l'homme a travaille le minerai de
fer.
Les Grecs transforment le fer en acier.
Au Moyen Age nait l'acier trempe.
A la fin du XVIIIème siècle on affine le
taux de carbone de l'a lliage.
I l faut attendre le XIXème siècle pour
voir une nette amelioration des fours, les premiers
convertisseurs...
Le XXème siècle verra la generalisation
de la coulee continue, l'acierie e lectrique. Le XXIème siècle se
consacre a l'ame lioration de la qua lite (nuances d'acier, anticorrosion), la
reduction des gaspillages et la diminution du rejet de dioxyde de carbone
(CO2).
1.1 Qu'est-que l'acier ?
L'acier est un a lliage meta llique compose de fer et de
carbone (maxi 2%). Si on lui ajoute plus de 0,5% d'e lements externes on par le
d'a lliage d'acier. L'acier est le nom co llectif d'un produit qui varie en
fonction de
n la methode de production (conventionne lle / e
lectrique)
n la forme et les dimensions
n la composition
n les proprietes et les applications
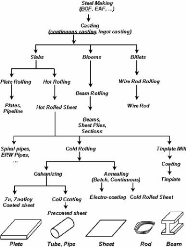
Figure 1 - Les familles d'acier
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
1.2 Comment produit-on l'acier ?
Traditionne llement on utilise le haut-fourneau ; ce la
représente désormais 60% de la production.
Depuis le milieu des années 70 l'aciérie
é lectrique a supp lanté les autres procédés ; elle
représente aujourd'hui 40% de la production.
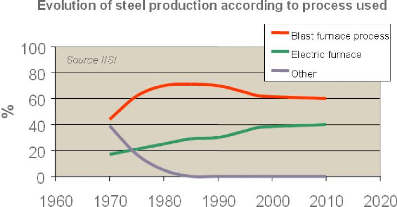
Figure 2 - L'évolution des
procédés de fabrication de l'acier
a) Le haut fourneau
C'est le procédé traditionne l. On par le
de Basic Oxygen Furnace (BOF).
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Etape 1 - Production de fonte brute
On mélange, par couches successives, le minerai
de fer et le coke dans le hautfourneau.
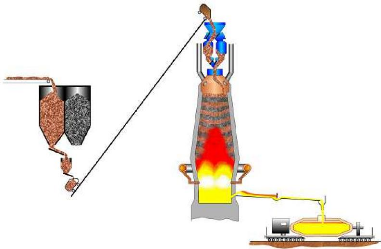
Figure 3 - Le haut-fourneau
(Source
ArcelorMittal)
On injecte ensuite de la chaux pour la faire
réagir avec les gaz de combustion et réduire les dioxydes de
soufre (issus de la combustion du soufre contenu dans le charbon) ; c'est la
désu lfuration.
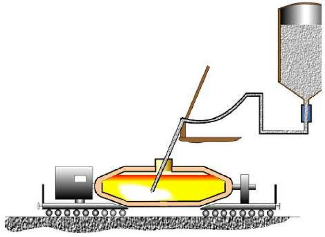
Figure 4 - La desulfuration
(Source
ArcelorMittal)
Etape 2 - Conversion de la fonte en acier
liquide
On charge le convertisseur avec de la fonte liquide et
des ferrailles recyc lées.

Figure 5 - Chargement du convertisseur
(Source
ArcelorMittal)
On insuff le ensuite de l'oxygène dans le
convertisseur, pour décarburer la fonte.
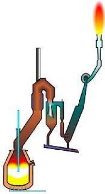
Figure 6 - Insufflation d'oxygene
(Source
ArcelorMittal)
La fonte liquide a a lors été
transformée en acier liquide. On vide le convertisseur.

Figure 7 - Vidage du convertisseur
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Etape 3 - Traitement
Dans sa poche, l'acier liquide va subir p lusieurs
traitements :
n ajout de matières premieres
n suppression du laitier
n désoxydation
n amé lioration de
l'homogénéité de la température et de la
composition
n purification des impuretés
n dégazage (pour les qua lités d'aciers a
taux de carbone ultra-faible)

Figure 8 - Traitement d'une poche
(Source
ArcelorMittal)

Figure 9 - Degazage
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Etape 4 - Coulee
L'acier a maintenant les proprietes chimiques demandees.
On le cou le en brames (« Slabs ») a la largeur
commandee.
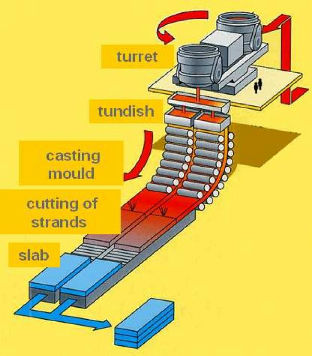
Figure 10 - La coulee
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
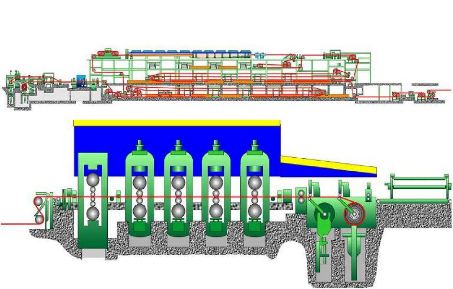
Etape 5 - Laminage a chaud
On dispose de brames d'une longueur de
#177;10m et d'une epaisseur de 220mm.
On va les rechauffer et les laminer a chaud pour
reduire leur epaisseur et ajuster precisement leur largeur. Ce sera aussi
l'occasion du decriquage (« scarfing »), c'est a dire l'e limination
des defauts de surfaces te ls que les crevasses.
Les brames sont transformees en bobines (« coils
») pour les produits plats.
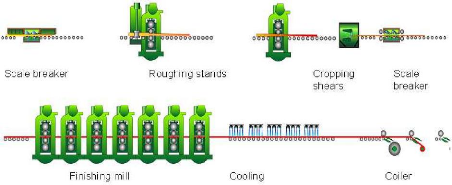
Les billettes (« blooms ») sont transformees en
produits longs : poutre lles, rails, profiles, barres, fils.
Figure 11 - Le laminage a chaud
(Source
ArcelorMittal)
Etape 6 - Laminage a froid
Le laminage a froid va reduire l'epaisseur mais aussi,
avec le decapage, optimiser la p laneite, les tolerances et l'etat de
surface.
Figure 12 - Le laminage a froid
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Etape 7 - D6trempage et laminage
L'acier brut de laminage (« fu llhard ») peut
a lors subir
n un traitement thermique pour acquérir des
propriétés mécaniques particu lières
n une recuisson (« annealing ») par lot (Batch
Annealing Furnace, BAF) ou continue (Continuous Annealing Process Line,
CAPL)
n un laminage tempéré au skin-pass pour
acquérir les résistance, p lanéité et é
longation demandées
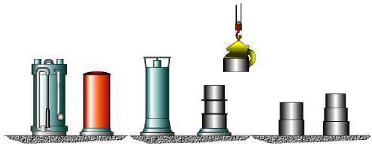
Figure 13 - La recuisson ("annealing")
(Source
ArcelorMittal)

Figure 14 - L'unite skin-pass
(Source
ArcelorMittal)
|
Le contrôle ATP - du progicie l integre a la
solution spécifique
|
|
Etape 8 - Enrobage (<< coating »)
I l s'agit de deposer sur l'acier un materiau et/ou une
peinture pour le proteger et/ou en ameliorer l'aspect.
Les principa les techniques sont la galvanisation (depot
de zinc) et la peinture. Principa lement pour la construction.
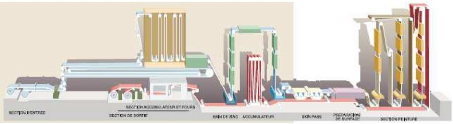
Figure 15 - Une ligne mixte galva-peinture
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
Etape 9 - Emballage
L'acier est fina lement conditionne pour son expedition
au client.
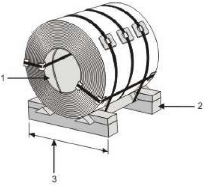
Figure 16 - Un coil emballe
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
b) L'aciérie électrique
Le haut-fourneau est remp lacé par un Four a Arc E
lectrique (Electric Arc Furnace, EAF).
Ici l'acier liquide est produit par l'action d'un arc
é lectrique sur des ferrailles.
Figure 17 - Chargement du four electrique
(Source
Siemens)
Figure 18 - Les electrodes dans le four
electrique
(Source Siemens)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
2 Le groupe ArcelorMittal
Apres nous etre attardés sur la sidérurgie,
intéressons-nous au leader du domaine, le groupe Arce lorMitta
l.
2.1 Historique
L'histoire du groupe Arce lorMitta l est tres riche.
Depuis sa création en 1948, la société a en effet connu de
multiples fusions et absorptions.
Usinor absorbe So llac en 1990, Ugine en 1991,
Cockerill-Sambre et EKO Stahl en 1998.
En 2002, Usinor fusionne avec les deux géants
européens de l'acier, le luxembourgeois Arbed (Aciéries
Réunies de Burbach-Eich-Dude lange, groupe luxembourgeois, dont fait
partie le gantois Sidmar) et l'espagno l Acera lia (Acera lia Corporacion
Siderárgica) pour devenir des 2003 le leader européen Arce
lor.
Le groupe Mitta l ravit a Arce lor sa place de leader en
2005, et le rachete en 2006 avec une OPA de 18,6 milliards d'euros.
2.2 Le groupe aujourd'hui
Arce lorMitta l est le numéro 1 mondial de la
sidérurgie, loin devant le numéro 2 (sa production est éga
le a 2,5 fois la production du numéro 2 ; elle est supérieure a
la production des numéro 2 et numéro 3 réunis), avec que
lque 310 000 sa lariés dans plus de 60 pays.
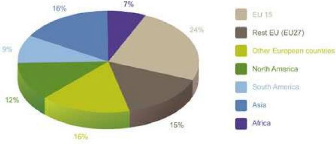
Figure 19 - Salaries par region du Monde
(Source
ArcelorMittal)
Arce lorMitta l est leader sur tous les principaux
marchés mondiaux, dont l'automobile, la construction, l'é
lectroménager et l'emba llage. L'entreprise est un acteur majeur dans le
domaine de la techno logie et de la R&D et dispose d'importantes ressources
propres de matières premieres et d'exce llents réseaux de
distribution.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Son dispositif industrie l, réparti dans plus
de 20 pays, lui permet d'être présent sur tous les marchés
c lés de l'acier, tant dans les économies émergentes que
dans les économies déve loppées, présence que le
groupe cherche a déve lopper plus particu lièrement en Chine et
en Inde, pays a forte croissance.

Figure 20 - Des agences commerciales dans plus de 20
pays
(Source ArcelorMittal)
Arce lorMitta l mise sur la portée de ses
opérations, sa stratégie d'intégration vertica le et la
grande diversité de ses produits. Environ 47% de son acier est produit
en Europe, 35 % sur le continent américain et 18% dans d'autres pays te
ls que le Kazakhstan, l'Afrique du Sud et l'Ukraine.
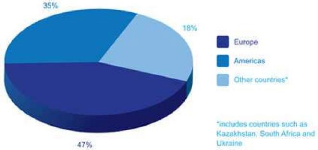
Figure 21 - Production d'acier par region du
Monde
(Source ArcelorMittal)
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
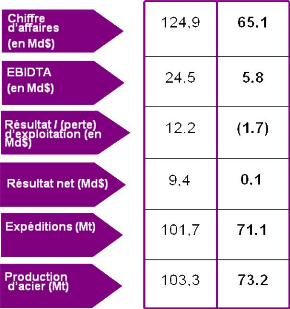
2.3 Chiffres des
L~ann%e 2008 a ete une annee record, qui a mis en
evidence les bienfaits de la fusion entre Arce lor et Mitta l
Steel.

|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
2.4 Concurrence
Les résu ltats d'Arce lorMitta l sont bien
supérieurs a ceux de ses concurrents.
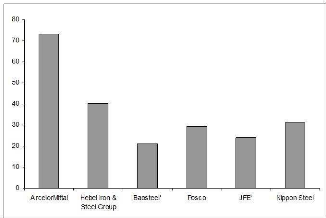
Figure 23 - Production 2009 en millions de
tonnes
(Source ArcelorMittal)
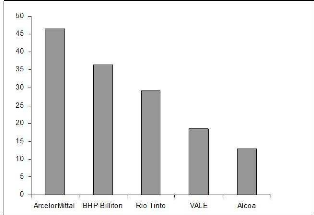
Figure 24 - Production 2009 en milliards de
dollars
(Source ArcelorMittal)
|
Le contrôle ATP - du progicie l
intégré a la solution spécifique
|
|
2.5 Les differents segments
Les activités d'Arce lorMitta l s'articu lent
autour de 5 segments. a) Flat Carbon Europe (FCE)
FCE produit et distribue des aciers plats
(tole).
Sur le contient américain, le plat carbone
représentait un chiffre d'affaires de 13,3 Mds$ en 2009, avec 16,1mt
expédiées par 8 sites de production dans 7 pays (Canada,
Etats-Unis, Mexique, brésil). L'Amérique produit des : brames,
bobines laminées a chaud, bobines laminées a froid, produits
revêtus et toles ; ses principaux clients sont la distribution et la
transformation, l'automobile, les produits tubu laires, la construction, l'emba
llage et l'é lectroménager.

Figure 25 - Les aciers plats en Amerique
(Source
ArcelorMittal)
|
Le contrôle ATP - du progicie l
intégré a la solution spécifique
|
|
Avec son vaste portefeuille de produits plats (bobine
laminée a chaud, bobine laminée a froid, produits revêtus,
fer-blanc, toles et brames), Arce lorMitta l FCE répond aux besoins de
tous les segments de clientele européens (automobile, emba llage et
industrie généra le).
Grace a des usines de production dans 15 sites
intégrés et mini-aciéries (dans 6 pays différents),
FCE a expédié 21,8 mt en 2009 pour un chiffre d'affaires de 20
Mds$.

Figure 26 - Les aciers plats en Europe
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
b) Long Carbon Europe (LCE)
LCE produit et distribue les aciers longs (poutre lles,
rails, etc.).
Le long représentait un chiffre d'affaires
mondial de 16,8 Mds$ en 2009, avec 19,9mt expédiées par 15 sites
de production américains (6 pays) et 17 sites européens (9
pays).
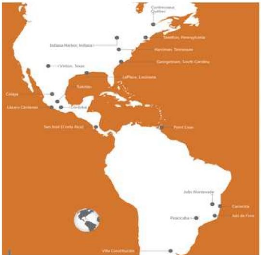
Figure 27 - Le long en Amerique
(Source
ArcelorMittal)

Figure 28 - Le long en Europe
(Source
ArcelorMittal)
c)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Distribution Solutions
DS g#re le traitement, la finition et la distribution
de l'acier produit principa lement par le groupe Arce lorMitta l, et sert les
clients d'une variété d'industries, comme l'automobile, la
construction, l'é lectroménager, les travaux publics, le
génie civil et l'industrie généra le.
Avec un chiffre d'affaire de 13,5 Mds$ en 2009 pour
16,8 mt expédiées, Distribution Solutions dispose d'un
réseau de 500 entités dans 30 pays pour proposer des solutions
acier a forte va leur ajoutée, avec de nouveaux processus de traitement
pour répondre aux besoins spécifiques de ses clients. Ses
activités : traitement de l'acier, conseil technique, ingénierie,
solutions pour projets d'infrastructure (construction et
fondations).
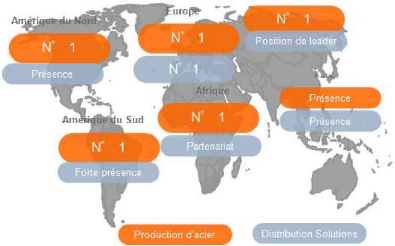
Figure 29 - La position mondiale de Distribution
Solutions
(Source ArcelorMittal)
d) Africa & Commonwealth of Independent States
(ACIS)
ACIS produit des aciers plats et des aciers longs avec
des installations de production dans les Etats indépendants du
Commonwealth et en Afrique, notamment le Kazakhstan, l'Ukraine, l'Afrique du
Sud et la Russie.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
e) Stainless Steel
Stainless produit toute la gamme des aciers plats
inoxydab les et des a lliages, autre secteur dont Arce lorMitta l est leader
mondial (en volume et en chiffre d'affaires).
L'inox representait un chiffre d'affaires mondial de 4,2
Mds$ en 2009, avec 1,4mt expediees par 5 sites de production (2 en France, 2 en
Belgique, 1 au Bresil).

Figure 30 - Sites de production de Stainless
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Avec 42,8% du CA (contre 22,8% pour LCE), FCE
représente le segment principal du groupe.
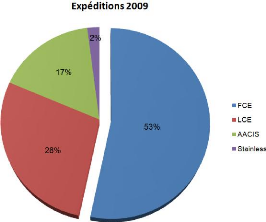
Figure 31 - FCE est le segment principal
(source
Guide de poche ArcelorMittal 2010)
Le groupe est aussi un acteur de premier plan dans le
domaine de la techno logie et de la R&D ; il emp loie 1400 chercheurs a
temps p lein dans 15 pays différents auxque ls a été
confié un budget supérieur a 255 millions de dollars.
Présent dans 20 pays sur tous les
marchés clefs de l'acier, Arce lorMitta l ragne en maitre sur tous les
continents, tant dans les économies déve loppées que dans
les économies dites émergentes ; il ambitionne de
pénétrer les derniers marchés lui résistant : la
Chine et l'Inde.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
2.6 ArcelorMittal et la crise
Pendant la crise, Lakshmi Mitta l, le patron d'Arce
lorMitta l, a suscité la critique en décrétant un plan de
departs vo lontaires (1400 personnes en France) apr6s avoir inauguré a
Varsovie un laminoir a barres de 80 millions d'euros1.
Figure 32 - 600 emplois supprimés en 2008 a
Gandrange
(Source
leplacide.com)
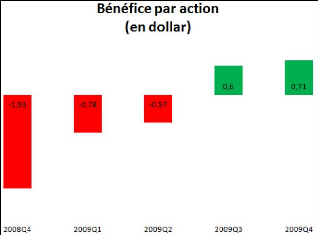
Mais c'est grace a un modele mondial et diversifie
qu'Arce lorMitta l a surmonte la crise.
Figure 33 - Retour a la rentabilité
1 80 millions qui portaient a
920 millions d'euros l'investissement de Mitta l en Po logne
La production d'acier a connu une réduction
drastique en 2009, et l'année 2010, après un premier trimestre
2010 prometteur, ne connalt qu'une timide hausse. Le taux d'utilisation de la
capacité ne dépasse pas 75%.

Figure 34 - Production d'acier brut (millions de
tonnes)
(Source ArcelorMittal)
Arce lorMitta l a lancé en 2009 un important
programme de réduction des cotts tant industrie l que financier. Les
objectifs de ces plans ont été atteints avant les dé lais
prévus. Les cotts de production par tonne ont baissé, les frais
ont baissé, la dette a été réduite.
Arce lorMitta l a par ailleurs investi dans des actifs
miniers (minerai de fer, charbon) pour atteindre un meilleur niveau
d'autosuffisance.
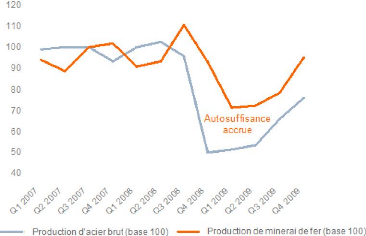
Figure 35 - Production d'acier et de minerai de fer du
groupe
(Source ArcelorMittal)
Ma lheureusement la demande chinoise est
inférieure a ce lle escomptée. Par ailleurs les prix des
matières premieres et du charbon2, jusqu'à
présent négociés tous les ans, sont revus tous les
trimestres ; ce qui réduit la visibilité des
acheteurs.
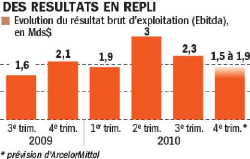
Figure 36 - Un resultat decevant
(source
www.jdf.com)
Arce lorMitta l a fait état d'une baisse du
taux d'utilisation des capacités a 71% au troisieme trimestre, contre
78% au deuxieme. I l a précisé que le taux resterait a peu pres a
ce niveau au cours des trois derniers mois de l'année 2010.
Dans sa lettre d'orientation 2011, Arce lorMitta l ne
prévoit pas un retour aux niveaux d'avant la crise avant...
2015.
D'apres la World Steel Association, la production mondia
le d'acier brut en 2010 aurait pourtant été record.
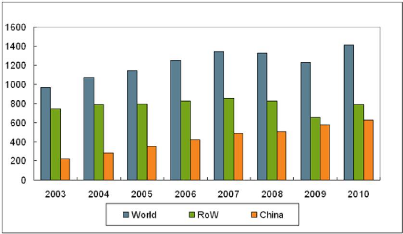
Figure 37 - Production annuelle mondiale
d'acier
(source World Steel Association)
2 Le minerai de fer qu'il
extrait lui-même, ne représente que 55 % de son
approvisionnement.
3 IT Flat Carbon Europe (IT FCE)
Zoomons a present sur l'informatique du groupe Arce
lorMitta l, cadre de ce memoire.
3.1 Historique
A l'origine chaque usine disposait de son propre
departement informatique. Ce service avait la charge de repondre aux besoins de
prestations exprimes par les clients internes. Vers la fin des annees 90 il fut
decide d'harmoniser tous les outils informatiques utilises dans le groupe Arce
lor.
Au debut des annees 2000, lors de la restructuration
d'Usinor apres le rachat du wa llon Cockerill-Sambre, il a ete decide
d'instaurer un nouveau systeme de fonctionnement pour ces departements
informatiques. C'est ainsi que sont nees les « Unites de Services Partages
* (USP) : paye, comptabilite, administration, formation, recrutement,
tresorerie, applications informatiques, energie informatique. Deux nouvelles
societes virent le jour : USINOR SI et USINOR TI.
L'objectif principal de cette creation etait la mise a
disposition d'un prestataire disponible a 100% pour toutes les societes
d'Europe de l'Ouest, aussi performant qu'une SSII tout en ayant des couts
interessants puisque son but n'est pas de faire du profit mais de faire faire
des economies au groupe. Cette action devait en outre permettre de mettre en
evidence les couts de l'informatique (grace a la refacturation des clients
internes) et d'eva luer les gains de gestion realises.
Au final, les moyens materiels (serveurs, bases de
donnees) ont pu etre mutua lises. Les moyens humains ont ete regroupes par
sites en creant, avec le mixage des competences, des effets de
synergie.
Usinor SI et Usinor TI ont ete en fevrier 2002
rebaptisees respectivement Tixis Systems (gestion des applications metier) et
Tixis Technologies (gestion des infrastructures).
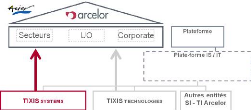
Figure 38 - Tixis Systems dans Arcelor
(Source
Arcelor)
Tixis Systems et Tixis Technologies ont ete rebaptisees
Arce lor Systems et Arce lor Technologies en janvier 2005.
En 2008, pour plus de simp licite, ces deux entites
vont dans chaque pays fusionner en IT Supply Western Europe (ITSWE), elle-meme
composee de 4 societes pour 4 pays :
n IT Supply France: 12 sites informatiques en
France.
n IT Supply Belgium: 4 sites en Belgique
n IT Supply Spain: 5 sites en Espagne
n IT Supply Italy: 2 sites informatiques en
Italie.
ITSWE fait partit du segment « Flat Carbone
Europe », société regroupant toutes les filia les
européennes d'Arce lor Mitta l fabriquant des aciers plats au
carbone.
En 2010 Arce lorMitta l a recentré l'IT sur le
transversal de Flat Carbon Europe (FCE) et a transféré tout ce
qui était local (comme le domaine industrie l) a chaque
site.
ITSWE est ainsi devenue IT FCE.

Figure 39 - IT FCE en Europe
(Source
ArcelorMittal)
En juin 2008 Arce lorMitta l a conc lu pour la
maintenance app licative un contrat cadre avec MTS, un duo formé par
Sopra et l'indien Mindtree, en partenariat avec Mahindra Satyam. La voilure a
été réduite avec la crise mais l'offshoring est redevenu
un objectif fort.
En 2009 ce sont les services financiers qui ont
été confiés a un centre de services po lonais
géré par Wipro, qui assure depuis l'été 2010 la
gestion de la messagerie Exchange. Mi décembre Arce lorMitta l a
annoncé avoir choisi CSC pour l'externa lisation de toute son
infrastructure IT.
Les sa lariés d'IT FCE sont inquiets car il ne
fait pas l'ombre d'un doute que leur externalisation a déjà
démarré.

Figure 40 - Les informaticiens sont
inquiets
(Source La Voix du Nord)
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
3.2 Role
Cette societe constituant le seu l departement
informatique d'Europe de l'Ouest, elle pese lourdement sur l'activite des
autres filia les du secteur.
Elle gere par exemp le les ressources « rares *
que sont les bases de donnees, les serveurs et le reseau du groupe, amenant une
homogeneite informatique entre les differentes entreprises.
Le fait que l'entreprise soit presente sur les
differents sites europeens lui permet d'optimiser sa comprehension des demandes
du client et d'y repondre de la meilleure maniere. Ce la permet un gain de
temps de travail et par consequent une economie sur les couts pour les clients,
evitant ainsi une augmentation du prix de l'acier et donc une baisse de la
competitivite d'Arce lor Mitta l.
Les prestations de la filia le informatique sont
composees de deux elements :
n La maintenance informatique : elle comprend la
maintenance du materiel bureautique, des serveurs, des logicie ls, des bases de
donnees.
n Les projets informatiques: a la demande du client,
l'entreprise peut se lancer dans de nouveaux projets informatiques ; l'imp
lementation d'un ERP en est un exemp le, mais il existe des projets plus
complexes gerant les sites industrie ls.
Notons que la maintenance peut être recurrente
( l'exp loitation de l'outil), evo lutive (adaptation et amelioration),
corrective (correction de bugs) ou preventive (anticipation).
Pour rea liser ces travaux l'entreprise peut faire
appe l aux ressources internes, mais aussi aux ressources externes dites «
offshore * (Inde). Chaque type de main d'ceuvre comporte ses atouts et ses
defauts ; il est de ce fait important de savoir les exploiter. Les internes par
exemp le ont l'atout d'être tres competents dans leur travail mais ils
ont le defaut d'avoir un taux de chargeabilite faib le (par leur participation
aux reunions, entre autre) ; a contrario, un Offshore est presque toujours
charge a 100%, avec un coOt de main d'ceuvre tres avantageux mais avec des
competences moindres qu'un interne.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
3.3 Organisation
Simon Benney est Chief Information Officer (CIO),
c'est-h-dire DSI, de IT FCE.
I l remp lace depuis le 1er mars 2011 Georges
Melon, qui est devenu le CIO d'IT Infrastructure Europe (voir page 28 le
paragraphe sur l'externa lisation).
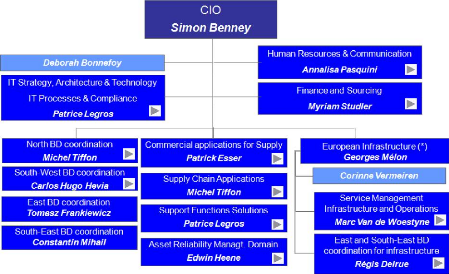
Figure 41 - Le niveau 1 de l'IT
(Source
ArcelorMittal)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Le domaine qui nous intéresse est le Domaine
Commercial, dirigé par Patrick Esser.


Figure 42 - Le Domaine Commercial
(Source
ArcelorMittal)
C'est Didier Rubiolo qui dirige le Domaine Commercial a
Dunkerque.
Christophe N'Guyen a été
détaché a BPS pour le projet Allocation Management
(AM).
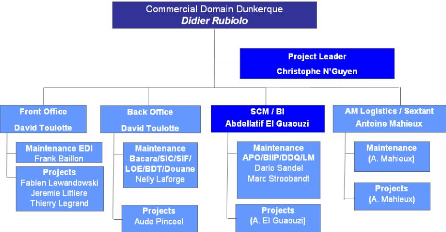
Figure 43 - Le Domaine Commercial a
Dunkerque
(Source ArcelorMittal)
|
Le contrôle ATP - du progicie l
intégré a la solution spécifique
|
|
|

Abde llatif E l Guaouzi est responsab le de
l'équipe SCM / BI.



Figure 44 - La structure de l'equipe SCM/BI
(Source
ArcelorMittal)
Mon positionnement dans l'équipe est
transverse, j'interviens a la fois sur la maintenance et sur des projets. Par
ailleurs j'occupe un role d'architecte qui m'imp lique dans des études
de plus haut niveau.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
4 Ma mission
Je connais bien le groupe Arce lorMitta l pour y
être intervenu p lusieurs fois. La premiere fois a Dunkerque en 1995,
pour amé liorer l'ergonomie de l'affectation des brames sur les cou
lées (avec représentation graphique !). Une seconde fois a F
lorange en 2003 sur le référentie l du projet Arce lor Advanced
Catalog (A2C) ; il s'agissait, pour diminuer les coOts, de proposer
au client l'acier « générique » le plus proche de
l'acier commandé.
Depuis 2005 j'interviens a Dunkerque chez Arce lor
Systems devenue ITSWE puis IT FCE. Je n'étais initia lement prévu
que sur le projet Arce lor Claims Handling (ArCH), la gestion des litiges
clients (bobines non regues, regues rouillées, avec défauts de
surfagage, etc).
J'ai été remarqué pour la
rapidité de mes déve loppements, et j'ai enchainé sur APO,
IDPP, NDPP, central Due Date Quoting (cDDQ), Load Management (LM), Allocation
Management (AM), Balanced Order Book (BOB).
4.1 Mes missions sur le programme Sales and Operations
Planning (S&OP)
Sur 2006-2007-2008, le programme S&OP eng
lobe 4 projets:
n Integrated Demand Planning Project
(IDPP)
n central Due Date Quoting (cDDQ)
n APO Major Evolutions
n ASPIC
Je participe aux 3 premiers ; ASPIC est maintenu par
TM1.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
a) Ma mission sur Integrated Demand Planning Project
(IDPP)
Arce lor cherchait un produit de p lanification pour
gérer les allocations.
Après une pré-étude et une
brillante démonstration de SAP, c'est le produit « BI Integrated
Planning » (BI-IP), a peine sorti en juin 2006, qui est choisi. Aucune
formation BI-IP n'étant disponible, on m'envoie en formation a Business
Planning and Simulation (BW-BPS) chez SAP du 26 au 30 juin 2006.
Le projet IDPP se veut un pilote : il doit apporter au
business la preuve des fonctionna lités dépeintes par
l'éditeur.
IDPP débute le 9 aott 2006. Les consultants a
llemands de SAP méconnaissent le produit mais finissent par le
maitriser. Je découvre pendant les tests d'intégration le
mécanisme de lock et je dois tout corriger en urgence. La connaissance
de ce mécanisme m'aurait fait faire d'autres choix de conception... La
recette se dérou le du 2 au 10 novembre 2006.
En novembre 2006 je mane la revue technique du pilote...
et je malmane les consultants SAP !
IDPP est mis en production le 13 mars 2007.
IDPP est un succes, meme s'il a été
l'occasion aux consultants SAP de se former a un produit tout neuf.
Quand les éditeurs ne vantent pas des fonctions
dont leur produit est incapable, c'est le client qui se laisse éblouir
par des fonctionnalités dont il n'a que faire, au lieu de se focaliser
sur son besoin initial. Combien de dashboards dans les plaquettes commerciales
! On est souvent loin de la fonction centrale du produit...
En avril 2007 est rédigé le bilan de fin du
projet IDPP.
b)
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
Ma mission sur New Demand Planning Project
(NDPP)
NDPP est la suite du pilote IDPP.
NDPP c'est 400k€ pour 280j/h, du 1er
decembre 2006 au 31 mars 2007.
Le chef de projet assiste la maltrise d'ouvrage dans la
redaction du cahier des charges.
Je participe activement au design du 2 janvier au 19
janvier 2007.
J'assure, aide d'un des consultants a llemands d'IDPP,
les deve loppement et tests du 22 janvier au 19 fevrier 2007.
L'app lication est mise en production les 12 et 13 mars
2007 ; avec 2 jours d'avance, les utilisateurs sont prets pour la saisie du
Sales plan de Q2 2007.
En octobre 2007, j'upgrade le serveur BI-IP du Support
Package (SP) 9 au SP 13.
c) Ma mission sur central Due Date Quoting
(cDDQ)
En juillet 2007 commence la pre-study pour cDDQ. Pour
une validation budgetaire (« gate 2 ») estimee debut septembre 2007,
et livraison d'une v1 fin 2007 et d'une v2 en avril 2008.
En octobre 2007 une solution « mixte »
offshore-local est estimee a 1,35M€ pour une charge de
1130j/h.
Les specifications genera les sont terminees en novembre
2007.
Les specifications techniques sont redigees :
n En janvier 2008 pour le check ATP et son modè
le de donnees
n En fevrier 2008 pour le Business Rules Management
System (BRMS) et son modè le de donnees
n En avril 2008 pour Volume Management ( la partie p
lanification sous BI-IP) Les cas de test sont rediges en avril
2008.
Les premiers « Parallel run » (flux envoyes en
para llè le dans ancien et nouveau système) commencent en juin
2008.
|
Le controle ATP - du progicie l intégré a
la solution spécifique
|
|
|
4.2 Ma mission sur Load Management (LM)
Je débute sur LM le 13 novembre 2007,
après l'étude d'impact.
Le projet a pour vocation de remp lacer purement et simp
lement APO, avec ses 2 niveaux macro et micro (1A et 1B).
J'assiste le client a rédiger un cahier des
charges. C'est un gros bébé, le métier accouche dans la
dou leur. Le besoin est bien cerné, c'est la différence de
processus entre automobile et industrie qui pose prob lème.
Je définis l'architecture d'avril a juin 2008,
avant de commencer les spécifications techniques puis les déve
loppements.
Les tests, spécifiés depuis octobre 2008,
commencent en mars 2009.
Après de nombreux tests et quelques retours, la
recette est prononcée. On met en production en juin 2009.
Ma lheureusement, des modifications ont eu des effets
de bord sur le workflow, les usines ne regoivent plus les commandes a
confirmer. C'est la panique a bord, et le métier décide de faire
machine arrière. Tous nos efforts sont anéantis, le projet est un
fiasco.
4.3 Ma mission sur Allocation Management (AM)
D'octobre 2009 a octobre 2010 j'interviens sur le
projet Allocation Management (AM). D'abord pour mon expertise technique dans
chacun des environnements concernés
n Je suis expert ABAP
n Je connais bien l'architecture technique d'APO, en
particu lier sa partie BW
n J'ai mis en ceuvre l'app lication de p lanification
sous BI-iP
Ensuite parce que 5 ans d'expérience chez Arce lor
m'ont permis d'acquérir une expertise fonctionne lle du controle ATP qui
s'avère très utile ici.
Allocation Management a pour but d'a ligner la demande
des clients sur la capacité de production.
Le projet s'articu le autour de deux parties. La
gestion des allocations est confiée a un de mes co llègues, que
j'assisterai pour les spécificités BI-iP ; il prend en charge la
gestion de l'équipe offshore.
La seconde partie, le controle ATP 1A, est le cceur du
projet. Pour des raisons de fiabilité et de réactivité, le
chef de projet décide de ne pas la confier a l'offshore ; je m'en charge
de A a Z.
A l'époque, on par le de « Load Management
v2 ». I l s'agit de redémarrer, en l'adaptant, le projet Load
Management. Les risques sont a la hauteur des enjeux. Mais je suis confiant,
car je sais que le projet original ne souffrait pas d'erreurs de conception. Je
suis fier d'avoir été choisi pour un projet de cette envergure,
et heureux de pouvoir prouver que la solution était bonne.
I l s'avérera rapidement qu'il ne s'agit pas de
redémarrer Load Management, mais d'un nouveau projet. I l est a lors
rebaptisé Allocation Management. Je suis dégu car je dois faire
le deuil d'une belle application. Mais je remonte mes manches et re lève
ce nouveau défi.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
Le projet, apres son report, a ete re-estime a 406.738
euros, repartis entre Dunkerque, Gent et l'offshore.
55%
18%
27%
Dunkerque
Gent
Offshore

Figure 45 - Répartition du budget AM
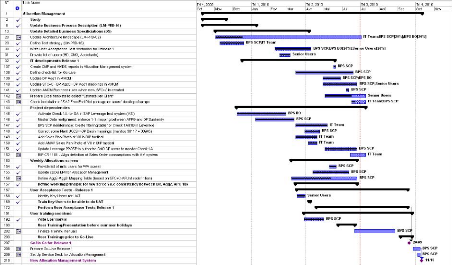
Figure 46 - Le planning prévisionnel revise de
AM
|
Le contrôle ATP - du progicie l
intégré a la solution spécifique
|
|
Mes missions chez IT FCE ont été, on l'a
vu, très diverses. Parce qu'e lles sont eu trait a des domaines
fonctionne ls é loignés comme les litiges ou le décisionne
l.
Diverses aussi dans les choix de réa lisation :
tantot déve loppement sur mesure, tantot utilisation d'un progicie
l.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
III Progiciel - état de I'art
Dans cette entreprise que nous venons de presenter,
voici le contexte de ma mission
|
Le contrôle ATP - du progicie l integre a la
solution specifique
|
|
1 Definition
Un logicie l est un ensemble de programmes
informatiques.
« Progicie l » est un neo logisme cree en 1962
par Jean-Eric Forges (fondateur du CXP3), pour traduire l'ang lais
« package » ; il est la contraction de
« produit logicie l ».[1] [2]
La definition officie lle (arrete du 22 decembre 1981,
JO du 17 fevrier 1982) est
« Ensemble comp let et documente de programmes
congu pour etre fourni a p lusieurs utilisateurs, en vue d'une meme application
ou d'une meme fonction ». Un progicie l est un logicie l realise dans le
but d'être commercialise pour repondre a un besoin app licatif partage
par p lusieurs clients. I l peut s'agir d'un tab leur diffuse a p lusieurs
millions d'exemp laires dans le monde entier, comme d'un produit tres pointu
s'adressant a quelques clients. Si le progicie l est congu avec de nombreuses
options au choix du client, on par le de « progicie l parametrab le
».
Notons enfin que si le logicie l est un objet juridique
defini par le Code de la propriete inte llectue lle, il n'en est rien du
progicie l [3] [4] [5].
2 Historique
Dans les annees 50 l'ordinateur commence a rentrer dans
l'entreprise.
Dans les annees 60-70 l'informatique de gestion est re
leguee a un role de superca lcu lateur. [6] Le gros systeme proprietaire
(mainframe) emmagasine de grands volumes de donnees, les trie, les traite, et
en restitue un condense intelligible. Sans que l'utilisateur n'ait jamais acces
a la machine. Le deve loppement des applications reste l'apanage des
informaticiens.
Dans les annees 80 les mini-ordinateurs concurrencent
les mainframes et permettent aux divisions de l'entreprise d'acceder aux
donnees avec des terminaux passifs. Les annees 80 sont aussi ce lles du genie
logicie l. L'informatique reste une tour d'ivoire.
Dans les annees 90 l'essor des micro-ordinateurs et
l'avènement de l'architecture c lient-serveur permettent le partage de
l'information. Le genie progicie l nait, qui rapproche enfin l'informaticien de
l'utilisateur. [7]
3 Centre d'eXpertise des
Progicie ls, cree en 1973 par de grandes societes, sous l'impu lsion du
Ministre de l'industrie, pour aider les entreprises a choisir leurs progicie
ls.
|
Le contrôle ATP - du progicie l
intégré a la solution spécifique
|
|
Des le début des années 2000 le logicie l
prend le pas sur le matérie l, et Microsoft détrone
IBM.
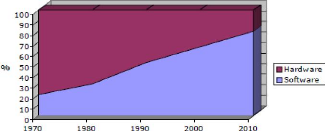
Figure 47 - Evolution de la part du progiciel dans le
SI
(Source: Livre Blanc CXP)
Les années 2000 font aussi le constat de la
pénibilité des interfaces entre les domaines app licatifs. Avec
le bug de l'an 2000 et la monnaie unique européenne, il était
tentant de remp lacer tous les logicie ls de gestion par « l'état
de l'art *, au lieu d'engager des corrections sur des programmes parfois
anciens : c'est le boum des progicie ls intégrés.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
La part du logicie l dans la dépense informatique
témoigne de cette evolution.
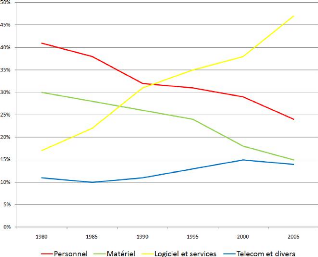
Figure 48 - Evolutions des depenses IT par
nature
(Source Pierre Audoin Conseil)
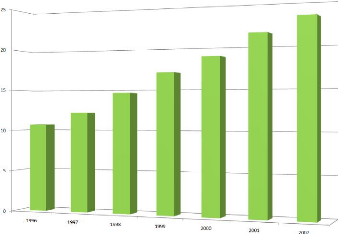
Figure 49 - Le marche francais du logiciel (Mds
d'euros)
(Source: Syntec)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Le recours aux prestataires représente 75% de
cette dépense (contre 52% en A llemagne).
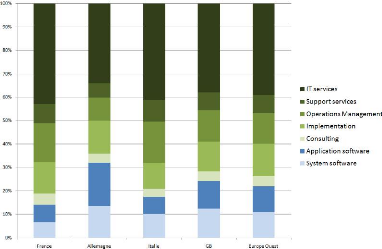
Figure 50 - Repartition des ventes par secteur
d'activite
(Source EITO)
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
3 Les enjeux
Les entreprises sont ma lades de leur informatique
:
n Les informaticiens, specia listes techniques, et
utilisateurs, experts de leur domaine fonctionne l, ont toutes les peines a se
comprendre
n On repond a un besoin precis, en neg ligeant
l'integration et en induisant un deficit en information decisionne
lle
n Les informaticiens sont peu disponib les, accapares
par le support des applications existantes
n Les utilisateurs veu lent tout et tout de suite ;
il est pourtant souvent impossible de leur proposer immediatement une solution
graphique, integree, facile d'utilisation et evo lutive
n A cause d'une insatisfaction, ou pour des raisons
« po litiques », se creent des fiefs et se mu ltip lient les
solutions heterogenes.
La ou il faudrait :
n Connaltre les besoins et les anticiper, etre
proactif
n Rendre les donnees accessib les
n Adapter en continu le systeme aux changements de
l'entreprise
n Reduire le retard techno logique, obtenir une
linearite des performances
n Homogeneiser les solutions et reduire les
couts.
A priori, l'option progicie l presente les avantages
suivants :
n Rapidite de mise en ceuvre, due a des specifications
d'ecarts et du parametrage au lieu de specifications completes et deve
loppements
n Un processus qui reflete l'etat de l'art et qu'on peut
encore etendre.
Quand ils acquierent des progicie ls au lieu de faire
rea liser des deve loppements specifiques, les clients recherchent les
avantages :
n Un cott plus faib le
n Une maintenance app licative assuree par l'editeur du
progicie
n Une standardisation des procedures internes a
l'entreprise
n Une disponibilite de personnel connaissant dejà
le produit.
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
4 Les pro messes
Avec l'imp lantation d'un ERP on devrait avoir
:
n Une optimisation des processus de gestion
n La coherence et l'homogeneite des
informations
n L'integrite d'un systeme d'information
unique
n La mise a disposition d'un outil mu ltilingue et mu
ltidevises (appreciab les pour les mu ltinationa les)
n La communication interne et externe facilitee par le
partage du meme systeme d'information
n Une meilleure coordination des services, donc un
meilleur suivi des processus (meilleur suivi de commande, par exemp
le)
n Une normalisation de la gestion des ressources
humaines (pour les entreprises gerant de nombreuses entites parfois
geographiquement dispersees)
n Une minimisation des couts (formation et
maintenance)
n La maltrise des couts et des de lais de mise en
ceuvre et de dep loiement
n La mise a disposition des cadres superieurs
d'indicateurs nettement plus fiab les que lorsqu'ils etaient extraits de p
lusieurs systemes differents.
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
5 Les risques
Le progicie l peut neanmoins presenter quelques
inconvenients :
n Mauvaise adaptation aux specificites de l'entreprise
(ma lgre le parametrage)
n Rigidite du progicie l (d'ob obsolescence par manque
d'evo lution)
n Abandon du progicie l par son editeur (faillite,
rachat...).
Par ailleurs l'uniformite peut entrainer une
desaffection globale ; des informaticiens, prives d'initiative, et des
utilisateurs, qui s'en remettent a une pensee exterieure. [8]
Les consequences indesirab les d'une implantation de
progicie l [9] sont nombreuses :
n Mauvaise qua lite du système
n Depassement du budget
n Depassement des de lais
n Insatisfaction des utilisateurs.
Les exemp les ne manquent pas d'entreprises confrontees a
ces consequences. Mauvaise qualite du systeme
Suite a l'imp lantation du progicie l Peop leSoft en
1999, l'Universite de Cleveland (Etats-Unis) n'a pu ni emettre d'aide
financière aux etudiants, ni inscrire d'etudiants etrangers ni
enregistrer de notes. C'est en tout 35 fonctionna lites qui etaient absentes du
système.
Lors de l'imp lantation du progicie l 12 en 2001, Nike
a effectue des modifications pour reduire les ecarts entre ses processus et les
processus du progicie l. Ces modifications ont provoque des erreurs dans le
traitement des commandes, avec pour consequence une perte de ventes de 80 a 100
millions de dollars pour le fabricant de chaussures.
General Motors, 6 mois après l'imp lantation de
SAP R/3 en 2001, a connu l'arrêt d'une chaine de production de
pièces detachees, le forgant a trouver un contournement d'urgence. SAP a
du être reconfigure, vide et recharge. En consequence de quoi General
Motors ne disposait plus d'un inventaire correct et etait incapable de prevoir
la demande.
D
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
epassement du budget
En novembre 1996, la coopérative agrico le Tri
Valley Growers (Californie) commande pour 6 millions de dollars de progicie l a
Oracle. L'ERP aurait du rendre Tri Valley plus efficace, amé liorer son
service clients et lui faire économiser 5 millions de dollars par an.
Mais Oracle s'est montré incapable de s'interfacer avec les applications
tierces. Tri Valley aurait dépensé plus de 22 millions de dollars
avant de se tourner vers SAP... et faire faillite en 2000.
D epassement des delais
En 1998 le détaillant Nash Finch rencontre dans
l'imp lantation de SAP R/3 des retards si importants qu'il lui devient
impossible de démarrer avant la date butoir du 31 décembre 1999
(bogue de l'an 2000). I l abandonne le projet.
Et ces conséquences indésirab les peuvent
avoir un impact sur :
n La relation avec la clientele
n La santé financiere de l'entreprise
n La réputation du service
informatique
n La profitabilité
n La position concurrentie lle
n L'efficacité organisationne lle
n L'image de l'entreprise
n La survie de l'entreprise
n Les parts de marché
n La réputation des services
utilisateurs
n La capacité a réa liser les
opérations courantes
6 La realite
Dans les faits l'option progicie l ne représente
que 30% des projets. [10]
En effet, certaines sociétés ont
tiré un avantage concurrentie l important d'un déve loppement
spécifique, avant que l'offre progicie lle soit déve
loppée [11].
D'autres sociétés ont
échoué lors de la mise en ceuvre de progicie ls, ou les ont mis
en ceuvre dans de mauvaises conditions ou avec des coOts importants. Les
directions métier, pourtant a l'origine du choix d'un progicie l, sont
parfois te llement attachées a leur processus qu'e lles n'arrivent pas a
en adopter de nouveaux.
Mais les échecs des projets de progicie l ne
sont pas dus qu'à la résistance des utilisateurs. L'architecture
du progicie l est parfois inadaptée a l'architecture de l'entreprise. Le
progicie l reste pour l'entreprise une boite noire, qui a pour priorité
l'intégration de ses données, et qui se préoccupe trop
tard des fonctions. Dans ce contexte, on comprend que les PME aient plus
recours que les grands groupes au progicie l ; d'une part parce qu'e lles
rentrent plus facilement dans le mou le de processus communs, d'autre part
parce qu'e lles n'ont pas les moyens de maintenir les compétences
nécessaires a un déve loppement spécifique.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
7 Le progiciel integre, ou ERP
Le progicie l intégré est horizontal, la
ou l'app lication traditionne lle était vertica le (une fonction a la
fois). [1]
L'arrivée conjointe de l'an 2000 et de l'euro ont
mis en jeu des sommes considérab les et ont accé
léré la migration vers les ERP.
On peut définir l'ERP comme un progicie l
regroupant toutes les fonctions de l'entreprise autour d'une base de
données unique.
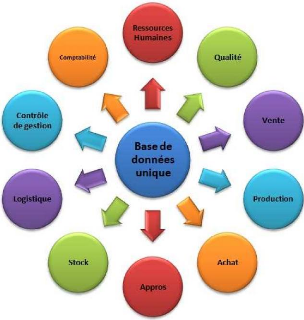
Figure 51 - Le cceur de l'ERP
(source: HCI
Conseil)
Fort de cette architecture, l'ERP prend en compte
automatiquement les dépendances entre les processus des
différents domaines de l'entreprise. Une facture, par exemp le, sera
automatiquement comptabilisée. C'est la fin des saisies redondantes et
des interfaces multiples.
La ou le déve loppement traditionne l ou le
génie logicie l livraient des solutions sur mesure, le progicie l
intégré est une solution « générique », a
laque lle l'utilisateur devra tant bien que ma l s'adapter. Car même dans
un système ouvert tout n'est pas paramétrab le et certains modes
de fonctionnement pré-cab lés peuvent représenter une
contrainte voire un obstacle.
D'après Bertrand Garé[12], les
éditeurs d'ERP devront désormais faire mieux (la crise ne doit
pas être étrangère a cette prise de conscience), notamment
en termes de couverture fonctionne lle ; les clients, plus pragmatiques, ne
sont plus prêts a faire des compromis sur la solution.
Néanmoins il semb le que la reprise du
marché soit plus tirée par l'apport de fonctionna lités
que par des changements radicaux...
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
7.1 L'ERP SAP
En 2011 SAP reste le leader des ERP.
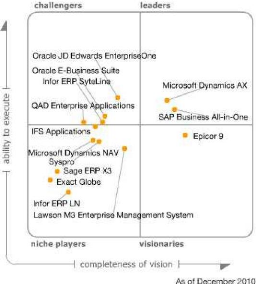
Figure 52 - SAP dans le Magic Quadrant de
Gartner
(Source Gartner Group)
I l représente a lui seu l pres de la
moitié du marché.
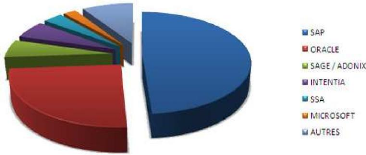
Figure 53 - SAP se taille la part du lion
(source
www.lesjeudis.com)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
SAP présente une structure en nid d'abeille,
autour d'un noyau ouvert. Toutes les fonctionna lités de SAP
(programmes, écrans, reports, interfaces, extracteurs, etc.) sont en
effet modifiab les.

Figure 54 - Les modules de SAP R/3
(Source
SAP)
Ces modules communiquent entre eux (c'est la moindre des
choses pour un intégré !) mais aussi avec
l'extérieur.
Figure 55 - SAP R/3 n'est pas autiste
(Source
SAP)
Les avantages de SAP R/3 sont :
n fonctionna lités: il g#re tout dans
l'entreprise
n intégration: gestion temps rée l,
orienté utilisateur
n international: mu ltilingue, mu ltidevise
n indépendance: il est portable
n techno logie: il utilise les technologies les plus
récentes
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
SAP est un ERP. Les flux entre les processus sont donc
tous intégrés.
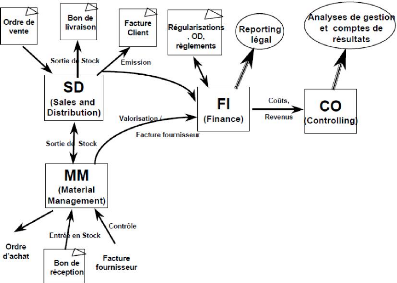
Figure 56 - Exemple de flux inter-module
(Source
SAP)
Cette intégration se fait toutefois au prix de
contraintes au niveau des données.
Ces flux peuvent faire l'objet d'un workflow : la bonne
tache est effectuée au bon moment par la bonne personne.
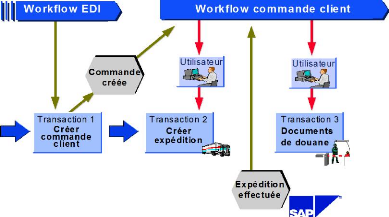
Figure 57 - Le workflow, une specificite
SAP
(Source SAP)
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
Ce n'est donc pas par hasard que SAP R/3 est l'ERP le
plus popu laire : il intagre un nombre impressionnant de processus, il est en
evolution permanente, il est convivial.
Mais, comme l'affirme Yves Tehby, l'ERP sans APS
n'est rien : « Je soutiens qu'il faut installer un APS pour financer son
ERP. Un APS correctement installs genere un retour sur investissement en six
mois » [13].
Pour Nikhil Muzumdar, l'APS est a la SCM ce que le
systeme nerveux est aux corps humain [14].
Voyons ce dont les APS sont capab les.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
IV Le contrôle de disponibilité a la
commande
Après avoir défini le progicie l, voyons
la prob lématique du contrô le de disponibilité

|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|

4
« La date de livraison contractue lle est la seu le
date a laque lle le fournisseur
ne peut pas livrer et a laque lle le client
ne peut pas recevoir. »
(Auguste Detoeuf)
1 Generalite~
La réa lisation de la commande est
précédée d'une phase d'étude de faisabilité.
Elle permet a l'entreprise, en fonction des ressources disponib les, de
s'engager auprès du client sur une quantité et sur une date. On
par le d' « order commitment ».
Figure 58 - De la commande client a la
production
(Source SAP)
4 1883-1947 Po lytechnicien
né a Lens, il a traité avec humour le fonctionnement de
l'entreprise.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
On par le aussi d' « order fulfillment » ;
c'est litteralement la satisfaction de la commande, avec le feedback necessaire
a la qualite.
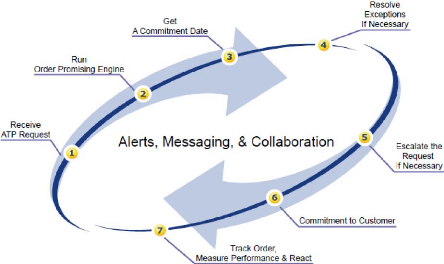
Figure 59 - L'order fulfillment
(source
adexa.com)
Des outils permettent gérer le carnet de
commandes en s'engageant de fagon optima le sur une date de livraison. On par
le d'outils de « reponse a délai ».
On distingue les outils conventionne ls et les outils
avancés.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
2 Outils conventionnels
2.1 Available-To-Promise (ATP)
La definition de la fonction Available-To-Promise
(ATP) la plus connue est ce lle trouvee dans le dictionnaire APICS [15] qui
definit ATP comme etant : « Les portions de stocks et de productions
planifiees non engagees, maintenues dans le plan de production pour supporter
les commandes clients ».
ATP peut etre traduit par « Disponible a la
vente ». L'ATP determine si une commande peut etre honoree en se basant
soit sur le stock, soit sur un planning de production et d'achats.
I l y a p lusieurs a lgorithmes de ca lcu l ATP. Le plus
simple est l'ATP discret. L'exemp le ci-apres permettra de mieux comprendre son
ca lcu l.
Nous disposons sur 5 semaines du plan de production et
du carnet de commandes.
Semaine
|
21
|
22
|
23
|
24
|
25
|
Plan de production
|
100
|
30
|
10
|
100
|
10
|
Carnet de commande
|
80
|
10
|
10
|
|
30
|
|
Algorithme ATP discret
ATP semaine 21 = plan de production s21 - commandes
s21
= 100 - 80 = 20 tonnes
ATP semaine 22 = plan de production s22 - commandes s22
= 30 - 10 = 20 tonnes
ATP semaine 23 = plan de production s23 - commandes s23 =
10 - 10 = 0 tonne
ATP semaine 24 = plan de production s24 - commandes
s24
= 100 - 0 = 100 tonnes
ATP semaine 25 = plan de production s25 - commandes s25
= 10 - 30 = -20 tonnes
Semaine
|
21
|
22
|
23
|
24
|
25
|
Plan de production
|
100
|
30
|
10
|
100
|
10
|
Carnet de commande
|
80
|
10
|
10
|
|
30
|
ATP discret
|
20
|
20
|
0
|
100
|
-20
|
|
Dans le cas d'une insuffisance sur une semaine, la
quantité ATP précédente peut etre utilisée. Par
exemp le pour honorer les commandes de la semaine 25, on utilisera 20 des 100
tonnes en excédent sur la semaine 24.
Semaine
|
21
|
22
|
23
|
24
|
25
|
Plan de production
|
100
|
30
|
10
|
100
|
10
|
Carnet de commande
|
80
|
10
|
10
|
|
30
|
ATP discret corrigé
|
20
|
20
|
0
|
80
|
0
|
|
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Par ailleurs, meme si ce n'est pas le cas chez Arce
lorMitta l, ATP peut etre multiniveaux. Exemp le :
Europe
A llemagne
Asie
Espagne
Amérique
France
Monde
Si une commande est passée pour la France, on
cherchera d'abord dans ce nceud.
L'ATP, enfin, peut être mu ltidimensionne l [16].
Exemp le :
3 - produit
1 - temps
2 - réseau
Dans ce cas on cherchera d'abord du disponible sur la
France pour la période souhaitée. Si l'ATP n'est pas suffisant on
cherchera sur les périodes antérieures ( la dimension n°1).
Si l'ATP n'est toujours pas suffisant on cherchera sur la période
souhaitée mais au niveau supérieur, l'Europe ( la dimension
n°2). Si l'ATP n'est toujours pas suffisant a lors on cherchera des
produits de substitution ( la dimension n°3).
L'enchalnement, on l'a vu, est séquentie l (on
par le de « steps ») et des qu'une solution est réa lisab le
elle est sé lectionnée.
Nombreuses sont les variantes déc linées
pour ATP. Certaines privilégient, a certains niveaux, les solutions les
plus profitab les, d'autres mixent ATP et CTP.
I l existe d'autres a lgorithmes, comme l'ATP
échéancé cumu lé anticipatif, mais ils font
référence au plan de production, a lors qu'Arce lorMitta l
utilise le contrô le par allocations.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Algorithme ATP alloue
Une classification des clients est utilisée,
les clients sont structurés en hiérarchie. I l en va de meme pour
les produits. Les quantités d'ATP sont assignées («
allocations >>) a des « pots >> (buckets) dont chacun est la
combinaison d'un agrégat client et d'un agrégat produit pour un
bassin géographique.
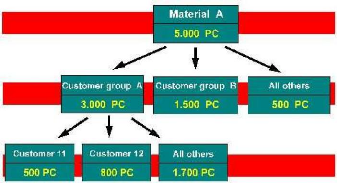
Figure 60 - Allocations multi-niveau
(Source
SAP)
Si l'ATP est disponible a lors il est consommé
et la commande est traitée en conséquence. Sinon l'a lgorithme
cherche une disponibilité sur des périodes antérieures. En
dernier lieu l'a lgorithme cherche une disponibilité sur des
périodes postérieures. C'est la dernière des
périodes consommées qui sera renvoyée comme date de
livraison possible.
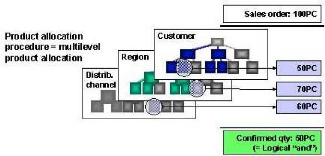
Figure 61 - Le controle sur allocations
multi-niveau
(Source SAP)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
2.2 Capable-To-Promise (CTP)
Capable-To-promise peut être traduit par «
Capacité de vente ». Le CTP est utilisé quand ni stock ni
planning ne sont disponib les. I l détermine quand une commande pourra
être livrée en tenant compte des capacités de production et
des dé lais d'approvisionnement. C'est en fait la même fonctionna
lité qu'ATP mais projetée en amont de la chaine logistique. I l
est rendu possible par la visibilité qu'ont les APS sur la chaine
logistique.
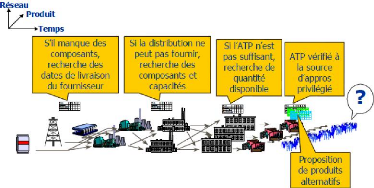
Figure 62 - Logique globale ATP/CTP
(Source:
Patrick Genin)
2.3 Profitable-To-Promise (PTP)
Profitable-To-Promise peut être traduit par
« Rentable a la vente ». Le PTP compare des scénarii et
détermine le plus rentable. I l pourra par exemp le choisir une campagne
de production moins co7teuse, quitte a engager des frais de transports
additionne ls. Ou au contraire engagera des heures supp lémentaires pour
éviter une hausse de co7ts.
Dans le contrô le PTP on définit par
client (ou groupe de client) et produit (ou groupe de produits) des objectifs
(diminution des co7ts, amé liorations du service au client, augmentation
de la marge) et des règ les (concernant la fabrication, la logistique,
les produits, les priorités du client).
Par exemp le, un client souhaite être livré
a 9h. Le système ca lcu le p lusieurs scenarii :
n En éc latant la commande sur 3 sites on peut le
livrer a 9h
n En le livrant a 16h on le sert a partir d'un seu l
site, le plus proche Le client est en ligne, on peut économiser des
frais de livraison.
Dans le contexte d'Arce lorMitta l, PTP pourrait estimer
dans que lle usine produire une commande, en fonction des co7ts de production
et des co7ts de transport.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
3 Outils avances
Advanced ATP (AATP)
L'Advanced ATP est une évo lution de l'ATP. I l
se veut plus fiab le et plus flexible. Un AATP permet de [17]
n Substituer des produits (semi-finis ou
finis)
n Faire des livraisons partie lles
n Utiliser p lusieurs sites.
L'AATP pourra, pour livrer un client au mieux, lui
proposer des vé los rouges a la place de vé los b leus, ou
proposera de lotir les livraisons, ou des livraisons depuis p lusieurs de ses
sites ; ou organisera l'assemb lage de piaces produites par des sites
différents.
Figure 63 - La substitution dans un AATP
Au dela des outils conventionne ls et des outils
avancés, les APS actue ls sont capab les, au travers de r#g les, de
déterminer que l a lgorithme utiliser en fonction, du contexte.
[18]
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
4 Les progiciels APS
Les Advanced Planning & Scheduling (APS) sont des
outils de SCM pour le pilotage et la p lanification de la chaine logistique. I
ls integrent un contrô le de disponibilité te l que ceux
définis précédemment.
Ces progicie ls sont nombreux sur le marché.
Le site
www.advanced-planning.eu
liste quelques éditeurs: SAP (avec APO), Oracle, Wassermann,
Visopt, Logic-tools, Fygir, Quintig, Seeburger, I2 Technologies (avec Rythm
suite), Infor, Manugistics (avec NetWorks), proA lpha, Axxom, Epicor,
etc.
On peut ajouter Numetrix (avec Schedu lex), Reta lix,
Sage (avec Geode), ...

Figure 64 - Gartner Magic Quadrant for APS
(2006)
(Source Gartner)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
4.1 Le progiciel SAP SCM-APO
SAP Advanced Planner and Optimizer (APO) fournit un
ensemble d'outils pour p lanifier et optimiser la chalne d'approvisionnement et
les processus de p lanification aux niveaux stratégique, tactique et
opérationne l.
I l fait partie de l'ensemb le des solutions Advanced
Planning and Scheduling (APS).
Aujourd'hui la p lanification de l'offre et de la
demande figure parmi les principa les préoccupations des entreprises qui
veu lent néanmoins atteindre leurs objectifs en termes de service
client, de rentabilité et de parts de marché. Des erreurs de ca
lcu l dans les prévisions entrainent des excédents ou des
ruptures de stock qui peuvent être péna lisants. Le non respect
des dates de livraison peut aussi ternir l'image vis-à-vis du client et
même causer la perte de clients. APO permet a l'entreprise d'ajuster son
offre au plus proche de la demande.
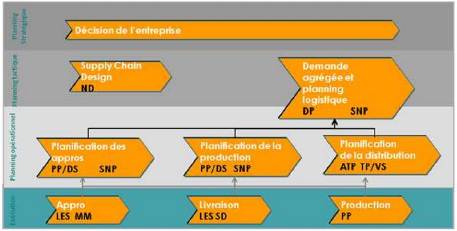
Figure 65 - Les niveaux de planification
(Source
SAP)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
I l y a de nombreux modules dans SAP APO, les 5
principaux [19] sont: APO Supply Network Design (SNP)
P lanification en réseau de la chaine
logistique. Ce module permet de définir l'infrastructure de la chaine
logistique. I l aide a la prise de décisions stratégiques en
choisissant les fournisseurs les plus performants, les Product locations, les
réseaux de distribution les plus efficaces... Sur ce réseau se
base le management décisionne l de la chaine logistique.
Constitué d'un tableau de bord graphique permettant de modé
liser, de contrô ler et de naviguer a travers toute la chaine logistique,
il joue le rô le de moniteur d'a lerte.
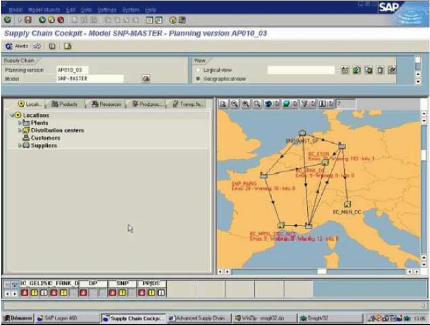
Figure 66 - Le reseau logistique dans
APO-SNP
(Source SAP)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
APO Demand Planning (DP)
Ce module de p lanification de la demande permet de
créer des prévisions de la demande du marché sur les
produits de l'entreprise. Le module permet de prendre en compte
différents facteurs qui ont de l'inf luence sur la demande (par exemp le
l'historique de la demande) ainsi que différents modè les
statistiques (time series, stochastiques, régression
linéaire...). I l est aussi possible de rentrer les opérations
saisonnières. Le résu ltat de la p lanification de la demande
s'appe lle le plan de demande. I l est possible d'agréger les
plans de différents services, afin d'opter pour la solution la plus
consensue lle. L'intégration avec APO SNP permet au responsab le de la p
lanification de disposer d'une image rée lle de la demande et
gérer sa p lanification en fonction. De même le responsab le de la
p lanification de la demande peut monitorer et voir ou certains ajustements
vont être nécessaires a cause de contraintes liées a la
production, distribution ou autres.
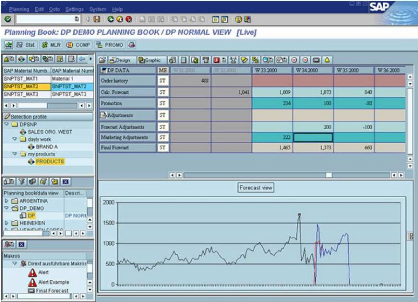
Figure 67 - Previsions dans APO-DP
(Source
SAP)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
APO global Available-to-Promise (gATP)
Ce module de contrô le de disponibilité
multi-niveau analyse le contingentement, la production, les capacités de
transport et les coOts dans un environnement global. I l exécute des
contrô les de capacités et de composants multi-niveau ; ils
peuvent être réa lisés avec des données
agrégées résidant en mémoire. Grace au serveur APO
qui utilise la techno logie LiveCache (cette techno logie consiste a stocker en
mémoire les données ATP pertinentes : quantités,
contingentement, substitutions, sé lection d'un autre site ; pour
optimiser les temps de réponse) il est possible de consulter les
informations venant de différents systèmes très rapidement
pour prendre des engagements réa listes.
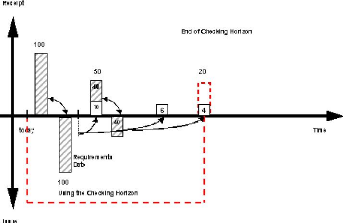
Figure 68 - L'horizon du check
(Source
SAP)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Lors du check, APO crée les consommations en
quantités temporaires. Tant que la commande n'est pas
sauvegardée, ces quantités temporaires pourront être
réutilisées, ou modifiées (en cas de changement de
quantité ou de date entre deux checks). Lors de la sauvegarde de la
commande, les quantités seront inscrites définitivement dans le
liveCache.

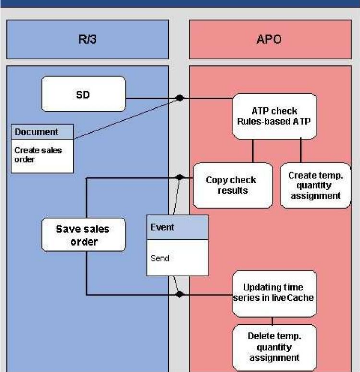
Figure 69 - Les quantites temporaires
(Source
SAP)
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
Les consommations, une fois inscrites dans le liveCache,
peuvent etre utilisees dans DP pour comparaison aux allocations.
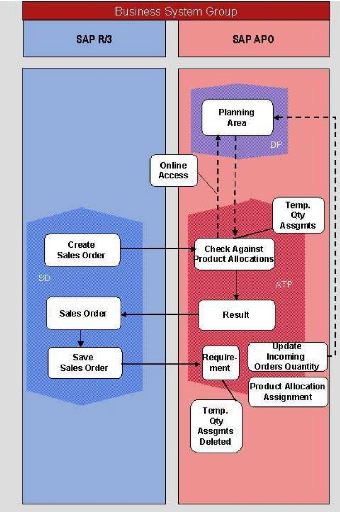
Figure 70 - Les quantites des commandes dans
DP
(Source SAP)
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
APO Production Planning/ Detailed Scheduling
(PP/DS)
La p lanification et l'ordonnancement de la
production permettent d'accroitre la réactivité en identifiant et
en optimisant l'origine du besoin. L'ordonnancement est le séquencement
des ordres de fabrication sur les ressources. Un ordonnancement de qua
lité permet de répondre de fagon optima le au besoin en fonction
des contraintes de production. Dans PP/DS l'optimisation est pilotée par
les coats ; il y a 2 catégories de coats : le coat des activités,
et le coat des retards.
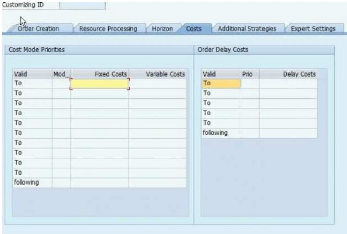
Figure 71 - Le customizing des coats dans
PP/DS
APO Transportation Planning/ Vehicle Scheduling
(TP/VS)
La p lanification du transport / Vehicle Scheduling
optimise les acheminements et les lots de chargement.
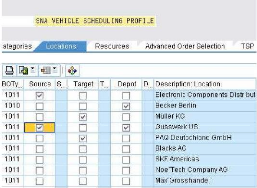
Figure 72 - Parametrage des nceuds dans VS
(Source
SAP)
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
I l y a 3 scenarios c lassiques d'imp lementation d'APO
:
n P lanification et execution dans SAP ECC : Scenario
adapte aux petites societes avec peu de divisions et des scenarios de p
lanification plus simples.
n P lanification dans SAP SCM, execution dans SAP ECC
: particulierement adaptee aux grandes societes avec un nombre de divisions
important et differents systemes.
n P lanification de la demande dans SAP SCM, p
lanification et execution dans SAP ECC.
Le 2eme scenario a p lusieurs avantages sur
le premier :
n gATP offre plus d'a lternatives que R/3
n gATP offre plus de capacites de
substitution
n gATP offre de meilleures performances, grace notamment
au liveCache
n gATP est multi-niveaux
n gATP permet la recherche multi-sites
Historique :
Au fil des annees SAP a place la solution SAP APO
sous un parap luie plus large appe le SAP SCM. Depuis la version 4.0 de l'APO,
il a ete appe le SAP SCM. Aujourd'hui, nous en sommes a la version
5.1.
En plus de SAP APO, qui est toujours la base de SAP
SCM, il existe d'autres applications te lles que SNC (Supplier Network
Collaboration - autrefois CIH), SCEM (Event Management), EWM (Extended
Warehouse Management) et SPP (Service Parts Planning) [20].
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Les avantages d'APO :
n L'avantage d'APO est de fournir une solution
complete reliant tous les processus c lés - de la p lanification de la
production a la p lanification du transport. I l est aussi tota lement
intégré a la suite mySAP ERP.
n Le serveur APO s'integre aussi au Business
Warehouse de SAP (SAP-BW).
n Les trois niveaux de p lanification
(stratégique, tactique et opérationne lle) sont traités
dans APO.
Les inconvénients d'APO :
n APO n'est pas une application autonome et
nécessite un système ERP en backend te ls que SAP R/3 pour
l'exécution. Les deux systèmes communiquent ensuite en utilisant
l'interface CIF (Core InterFace).
n Les données de base transitent dans un seu l
sens de R/3 vers APO et les données transactionne lles transitent en
temps rée l dans les deux sens. (Production, ventes, approvisionnements)
sans nécessiter de traitement par batch [21]. Cette interface doit
être paramétrée et monitorée. De plus, il faut aussi
administrer la machine APO.
n La sémantique differe entre les deux
machines : les divisions deviennent des locations, les articles deviennent des
produits, les postes de travail deviennent des ressources.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
V L'order commitment chez ArcelorMittal
Après avoir abordé la prob
lématique généra le du contrô le de
disponibilité, étudions le cas particu lier d'Arce
lorMitta
|
Le contrôle ATP - du progicie l integre a la
solution specifique
|
|
|
Apres avoir etudie la prob lematique du contrôle
de disponibilite et la solution proposee par SAP, focalisons-nous sur le cas
particu lier de l'order commitment chez d'Arce lorMitta l.
1 Avant le progiciel
Avant de fusionner avec le groupe neer landais Mitta
l en 2006, Arce lor etait dejà le resu ltat de fusions-absorptions : So
llac, Ugine, Cockerill-Sambre, EKO Stahl, Arbed (groupe dont fait partie le
gantois Sidmar), Acera lia. Autant de societes qui disposaient dejà de
leur(s) propre(s) systeme(s) d'information.
Avant l'imp lementation d'un progicie l, la
disponibilite des commandes etait dejà controlee... dans les differents
systemes de prise de commande du groupe.
Les commandes Sidmar etaient saisies dans le module
Sales & Distribution (SD) de SAP R/3, application baptisee Leverage et qui
ne deviendra que bien plus tard « Unique Order Entry System *
(UOES).
Les commandes etaient envoyees a un systeme CICS, oa
e lles faisaient l'objet d'un controle commercial (a un niveau macro) et d'un
controle industrie l une fois par semaine (!).
Les commandes Usinor etaient saisies dans l'app
lication CICS « Systeme d'Information Commercial * (SIC) ; e lles
faisaient l'objet d'un controle commercial (a un niveau micro) par l'app
lication «Gestion des programmes de vente* (GPV), et d'un controle
industrie l par l'app lication « Gestion des programmes de charge*
(GPC).
Les commandes Acera lia etaient saisies dans l'app
lication EPEE. Un controle industrie l y etait aussi realise.
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
|
2 La d6cision d'un progiciel
En 1999, apres avoir absorbe So llac, Ugine et
Cockerill, le groupe Usinor se reorganise.
Son informatique est dejà tres
heterogene.
En 2002, des l'officia lisation de la fusion Arce
lor, le geant europeen s'est preoccupe de son informatique. Le systeme
d'information commercial du secteur Plat Carbone etait le plus impacte par
l'integration des trois societes espagno le, luxembourgeoise et frangaise. Le
service « Commercial Process and Systems » (CPS), rattache a la
direction commercia le, s'est penche sur la definition de la cib le a
atteindre, avec l'aide d'un consultant d'Eurogroup, specia liste de
l'assistance a maltrise d'ouvrage.
A cette occasion on a decide d'adopter un progicie l
pour le contrô le de disponibilite des commandes.
Gartner donnait I2 et SAP APO comme les 2 produits
sortant du lot [22]. La solution APO n'est pas nouvelle, elle remonte a
1998.
Depuis 2002 les editeurs specialises SCM perdent du
terrain face a SAP. En juillet 2003, 01 Informatique titre « La chaine
logistique passe de i2 a SAP ». [22]
Suite au succes d'un pilote restreint a Leverage, le
choix definitif se porte sur SAP-APO. Le projet « Allocation Framework
» (AF) est ne.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
3 Le progiciel
Un prototype grossier est déve loppé
autour de DP et gATP.
Mais Arce lor est dans un cycle haut, la demande
dépasse l'offre et les usines ne suivent plus la cadence imposée
par des commerciaux commissionnés a la commande.
Dans l'urgence on décide de mettre le prototype
en production.
En 2003 Arce lor imp lémente donc la solution
SAP Advanced Planner and Optimizer (APO) pour le contrô le de
disponibilité a la prise de commande, au travers de 2 modules
:
APO Demand Planning (DP) : ce module de p
lanification de la demande permet de gérer des prévisions de la
demande sur les produits de l'entreprise. Le module permet de prendre en compte
différents facteurs qui ont de l'inf luence sur la demande (par exemp le
l'historique de la demande) ainsi que différents modeles statistiques
(time series, stochastiques, régression linéaire...).
APO global Available-To-Promise (gATP) : ce module de
contrô le de disponibilité est un AATP multi-niveau, capable d'ana
lyser le contingentement, la production, les capacités de transport et
les coOts dans un environnement global. I l exécute des contrô les
de capacités et de composants multi-niveau, qui peuvent être
réa lisés avec des données agrégées
résidant en mémoire. Grace a la techno logie liveCache (cette
techno logie consiste a stocker en mémoire les données ATP
pertinentes : quantités, contingentement, etc. pour optimiser les temps
de réponse), il est possible de consulter les informations tres
rapidement pour prendre des engagements réa listes.
|
Le contrôle ATP - du progicie l integre a la
solution spécifique
|
|
|
Un premier niveau de controle macro, dit « 1A
», est suivi d'un niveau plus fin, le « 1B ».
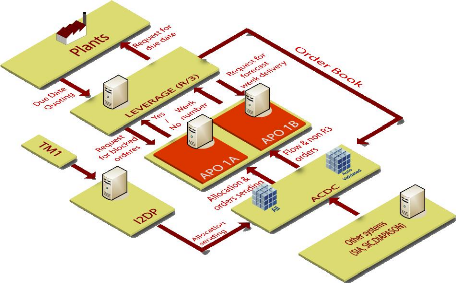
Figure 73 - Les flux de données autour
d'APO
Cette implementation restera très «simple
» : pas de multi-niveau, pas d'historique, pas d'ana lyse stochastique...
Mais elle montrera assez vite ses limites : la soup lesse n'est pas au
rendez-vous.
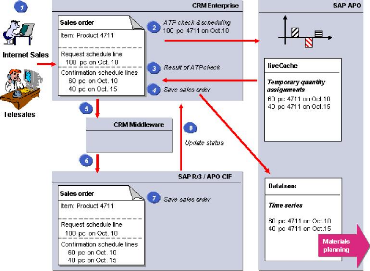
|
Le controle ATP - du progicie l integre a la solution
spécifique
|
|
|
Figure 74 - Les stapes d'un check APO
(Source
SAP)
Des evolutions sont necessaires mais il faut attendre
2005 pour toucher a APO.
En 2005 le projet « Leading transformation
» lance par la DG d'Arce lor, amene la branche Industrie a rejoindre
l'Auto dans le controle APO. C'est le projet « AF transformation »,
bouclé en 2 mois. A cette occasion le controle de niveau 1A est sorti
d'APO et implements en developpements ABAP5 specifiques, et on a
desormais :
n 1A pour les commandes Spot et les De lins (Schedule
Agreements)
n 1B pour les Spot, quand le 1A est OK
SAP annonce la fin de maintenance de la version 3.0A
d'APO, et j'assure a lors en mai 2006 la montée de version d'APO 3.0A
vers SCM 4.1.
En novembre 2006 Arce lor fusionne avec Mitta
l.
Fin 2006 le 1A est refondu, et les allocations
viennent de IDPP, une application pilote sous BI-iP. On sait déjà
que les allocations devront passer de la maille trimestre a la maille mois;
Mitta l travaille a la maille semaine !
5 ABAP est le langage de
programmation propriétaire de SAP
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Lors du choix d'un progiciel on prend en compte
les aspects materiel et logiciel. Et c'est lors de la mise en
place qu'on découvre des procedures et des règles de
travail.

4 Le progiciel - un bilan
Le progicie l APO est un succes, car il a
répondu tres rapidement au probleme du « First In First Out »
(FIFO) qui péna lisait les clients stratégiques (comme Renault)
au profit de clients de moindre importance.
Mais il est aussi un échec, pour 3 raisons
:
n Le besoin est incomp let ; on a démarré
dans l'urgence une solution qui ne répondait pas a tous les besoins
(uniquement l'Auto, par exemp le).
n On rencontre des problèmes dans APO parce
que R/3 a été trop « customisé » ; les
Modification Requests (MRs), par exemp le, sont inconnues d'APO.
n On rencontre un problème techno logique ; on se
heurte en effet a une boite noire ( le CIF, et surtout le
liveCache)
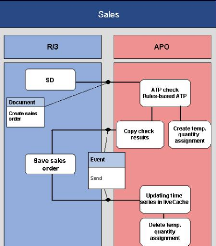
Figure 75 - Quantites temporaires et
liveCache
(Source SAP)
|
Le contrôle ATP - du progicie l integre a la
solution specifique
|
|
|
5 Du progiciel au specifique
En juillet 2007 commence la pre-etude pour cDDQ
(controle industrie l). C'est un projet de 1,35M€ pour une charge de
1130j/h, en « mixte », c'est a dire avec du deve loppement en
offshore.
J'ai congu l'architecture generale et les trois
sous-systemes BRMS, ATP et VM.
J'ai detaille la partie BRMS et j'ai de legue la partie
technique d'ATP a un collegue. Les specifications genera les sont terminees en
novembre 2007.
Les premieres usines ont demarre en mode « Parallel
run » en juin 2008.
Depuis e lles sont presque toutes en « Operational
Run », et on dep loie cDDQ sur d'autres bassins (dernier en date la
Roumanie).
En septembre 2008 demarre le projet intitu le «
Load management » (LM) pour remp lacer le 1A et le 1B. La mise en
production, initia lement prevue pour mars 2009, est reportee a juin 2009 apres
le deve loppement d'additifs. Ma lheureusement des problemes graves dans le
workflow de la commande font capoter le projet, qu'on annu le. Une fois les
problemes reso lus il est question de re lancer le projet, mais une
reorganisation du business le rend caduc.
Cette reorganisation aboutit en octobre 2009 a un
nouveau projet, qu'on baptise « Allocation Management » (AM) pour
bien signifier qu'il integre une nouvelle gestion des allocations.
Le projet est decoupe en deux releases :
n La release 1, mise en production en octobre
2010
n La release 2, extension de la release 1 avec le check
au niveau mois, mise en production en decembre 2010
Le budget est initia lement estime a 470k€ dont
340k€ pour l'IT.
I l sera revu a 407k€ pour l'IT, change requests
comprises.
La vo lonte de passer au specifique vient de la
rigidite de APO ; sa conception et son parametrage ont prouve les limites du
systeme dans chacune de ses fonctions :
n Difficu ltes de determination des pots
n Manque d'homogeneite, notamment avec les modifications
de commande
n Incapacite d'ana lyser et d'exp liquer l'a lgorithme
de check
n Opacite des mecanismes APO (CIF,
liveCache)
n Manque de convivia lite dans la gestion des
allocations
Arce lorMitta l a vou lu faire table rase de ce passif,
et a choisi le sur-mesure, le « full specifique ».
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
5.1 L'environnement de developpement SAP
Pour comprendre combien le spécifique SAP peut
être a la fois simple et puissant, il faut connaltre son environnement de
déve loppement.
L'architecture SAP est une architecture 3
tiers.
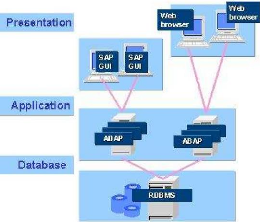
Figure 76 - Architecture 3 tiers de SAP
(Source
SAP)
Chaque serveur d'app lication exécute des
programmes ABAP, et communique avec les autres composants, la base de
données, et avec d'éventue ls autres serveurs d'app lication via
un serveur de messages.
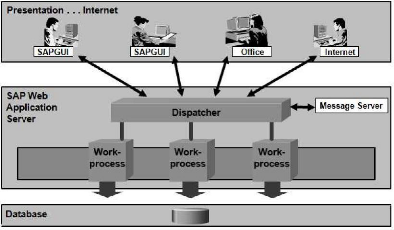
Figure 77 - Les serveurs d'application
(Source
SAP)
|
Le contrôle ATP - du progicie l integre a la
solution specifique
|
|
|
En plus des workprocesses, dont le nombre est
determine au demarrage du serveur, le serveur d'app lication contient un
dispatcher, une passere lle et une memoire partagee. Leur role est le suivant
:
Workprocesses : ce sont des composants capab
les d'executer une application. Chacun est lie a une zone memoire qui contient
le contexte de l'execution (les donnees en cours). Le lien entre les
workprocesses et un utilisateur est assure par le dispatcher.
Dispatcher : c'est le lien entre les
workprocesses et les utilisateurs connectes. Son role est de recevoir des
requetes de dialogue des clients (les SAP Gui) et de leur affecter des
workprocesses disponib les. De la meme maniere il dirige un ecran de sortie
jusqu'a l'utilisateur originaire de la requete.
Passere lle (« Gateway ») : c'est
l'interface pour les protoco les de communication (RFC, CPI/C). Elle peut
communiquer avec d'autres serveurs d'app lication du meme systeme, avec
d'autres systemes SAP, ou avec des systemes externes (non SAP).
Memoire partagee : chaque workprocess dispose
de sa propre zone memoire, mais tous ont ega lement acces a une zone memoire
commune pour sauvegarder les contextes ou pour bufferiser des donnees. Les
ressources des workprocesses (comme les programmes ou le contenu des tables)
sont stockees en memoire partagee. La gestion de la memoire garantit que chaque
workprocess adresse le bon contexte, c'est-h-dire les donnees correspondant a
l'etat du programme en cours d'execution. Ce qui permet de reduire les
copies.
La structure des serveurs d'app lication decrite ici
donne a ABAP sa performance. Le nombre de workprocesses et la repartition des
etapes de dialogue optimisent l'utilisation de la memoire, et l'independance
des workprocesses fait qu'ils sont appropries a une architecture mu
ltiprocesseurs.
La bufferisation des donnees reduit le nombre de
lectures en base de donnees, reduisant considerab lement les temps de reponse
des programmes ABAP.
Pour une utilisation optima le du buffer, on peut aussi
concentrer des applications dans des groupes de serveurs d'app lications
distincts.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
ABAP interprete un « Open SQL >> pour
l'acces a la base de données. Le SQL natif est aussi possible mais a
éviter ; pour la portabilité bien sur, mais aussi pour les
performances (pas de log, pas de bufferisation) et a cause de problemes sur
certains types de données (LRAW notamment).
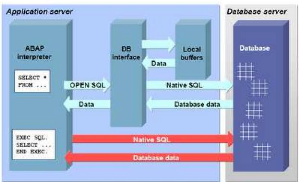
Figure 78 - L'acces a la base de donnees
(Source
SAP)
Notons enfin qu'il est possible d'interfacer ABAP avec
l'incontournab le Eclipse.
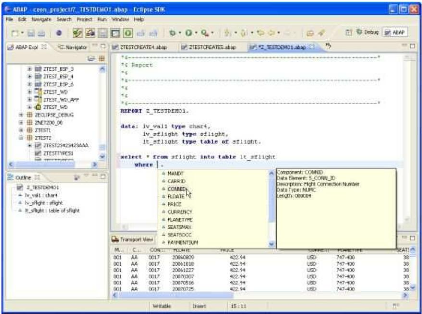
Figure 79 - ABAP Eclipse Editor 1.2.4
(Source
Eclipse)
|
Le contrôle ATP - du progicie l integre a la
solution spécifique
|
|
|
5.2 Premiere experience o tout specifique » : un
succes
Le contrôle industrie l de disponibilité
existait déjà ; le Due Date Quoting (DDQ) était realise
par chaque usine se lon ses propres critères.
central Due Date Quoting (cDDQ) remp lit le même
role, mais dans un système centralise.
J'ai tout d'abord congu l'architecture de
cDDQ.
J'aime les choses simples, et l'architecture de cDDQ ne
déroge pas a cette règ le.
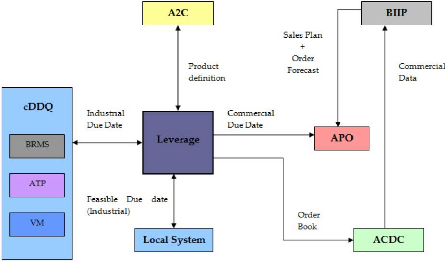
Figure 80 - Paysage applicatif de cDDQ
a) BRMS
Pour centra liser ce controle dans un outil commun,
il fa llait repondre en central a tous les critères de toutes les
usines. Ce qui aurait ete lourd, très difficile a maintenir et
impossible a faire evoluer.
L'idée d'un Système de Gestion des
Règ les Métier (Business Rules Management System, BRMS) s'est a
lors imposée. Mais des produits te ls que JRu les de ILOG m'ont vite
paru trop difficiles a maitriser par les utilisateurs. Trop complexes pour une
utilisation somme toute assez simple.
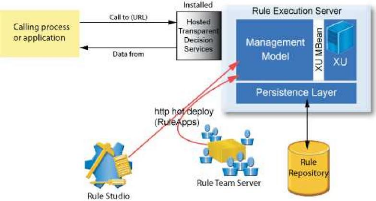
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Figure 81 - L'appel au service Decision de
3Rules
(Source IBM)
J'ai a lors émis l'idée d'un BRMS
« maison >>, et obtenu de pouvoir écrire un « Proof of
Concept >> (POC). Une des forces de l'ABAP est de pouvoir
générer dynamiquement... de l'ABAP.
La premiere version de ce POC générait
le code de la regle avant chaque éva luation. La version finale
génere le code lors de la sauvegarde de la regle, pour une performance
optima le.
|
Le contrôle ATP - du progicie l integre a la
solution spécifique
|
|
|
Plutot qu'une interrogation du BRMS prealable au check
ATP, c'est le check ATP qui se charge d'appe ler BRMS.
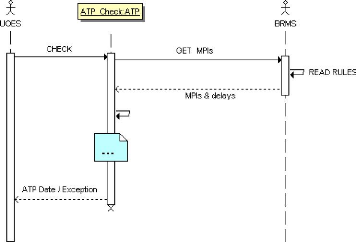
ATP
CHECK MPIs
Figure 82 - BRMS renvoie MPIs et délais a
ATP
Product Sub-family Pdt Sub-Fam char(3)
Long
Description char(50)
Level numeric(2)
Short description char(30)
Level
Code
Finishing line MPI Type
Last Change by
Last Change on
Note : The MPI "Finishing line" is entered at MPI creation. It
is used to retrieve dependent objects, and to check
authorizations.
ATP will pass the plant, which BRMS will retrieve the lines
from.
MPI
char(10) char(4) char(3) char(12) date
0..
·
0..
·
0..
·
0..
·
Plant
Cluster
Medium Description
1..
·
Code
Version
Level
Pdt Sub-Fam MPI Group
Status
Long Description Constraint / Resource Group
Standard Lead-time Planned start date Planned stop date Last
Change by Last Change on Last Change at
Plant
char(4) char(3) char(40)
MPI Group
MPI Group char(10)
Short Description char(30)
1..
·
char(10) numeric(3) numeric(2) char(3) char(10)
char(1) char(50) char(10) char(10) integer date
date char(12) date
time
MPI Type Finishing line IsCentral
Short Description Type Status Last Changed By Last Changed on
Last Change at
0..
·
Cluster
Cluster char(3)
Short Description char(30)
MPI Version
Finishing line Plant
Time unit
Medium Description
0..
·
MPI Type
Finishing Line
1..
·
char(3) char(4) smallint char(30) char(1) char(12)
date
time
char(4) char(4) char(1) char(40)
0..
·
Code
Version
Rule shType Finiing line Rule Name Rule
Version Last Change by Last Change on Last Change at
User Group Finishing line Short Description
0..
·
char(10) numeric(3) char(1) char(4) char(20)
numeric(3) char(12) date
time
MPI Rules
User Group
Finishing line Rule Name Rule Type
Last Change by
Last Change on
Last Change at
Rule Type
Long Description Is Mandatory Default value
char(10) char(4) char(30)
0..
·
0..
·
0..
·
Code
Version Finishing line Rule Name Rule Version Rule
Type
Last Change by
Last Change on
Last Change at
0..
·
char(4) char(20) char(1) char(12) date time
1..
·
Rule Type
char(1) char(50) smallint char(30)
Note : the user belongs to a user group; this link is checked
but not represented
here, to improve the diagram
readability
Rule
Finishing line Rule Name Rule Version Constant Name
Constant Version Value
Last Change by
Last Change on
Last Change at
0..
·
MPI Rules Archive
mchar(10) meric(3) ar(4) char(20) numeric(3)
char(1) char(12) date
time
Constant Archive
char(4) char(20) numeric(3) char(22) numeric(3)
char(30) char(12) date
time
0..
·
0..
·
0..
·
Note : the rule, implemented by the IT team with ABAP code, is
not represented here, to improve the
diagram readability
User Group User
1..
·
Finishing line Rule Name
Rule Version Constant Name Char. Name Const Type Constant
Length Instructions
Value
Last Change by
Last Change on
Last Change at
Finishing line Rule Name Rule Version Long
Description Last Change by Last Change on Last Change at
DDQ User
char(10)
char(12)
Constant
char(4) char(20) numeric(3) char(22) char(20) char(4)
numeric(6) char(50) char(30) char(12) date
time
0..
·
Char. Name Data Element Char Type Char Length Char
Decimals Lev Name
The table "Characteristics" is
defined in ATP.
char(4) char(20) numeric(3) char(50) char(12) date
time
Rule Version
0..
·
Characteristics
char(20) char(30) char(4) numeric(6) numeric(6)
char(10)
Char. Name Finishing line Rule Name Rule
Version
0..
·
Used Characteristics
0..1
char(20) char(4) char(20) numeric(3)
Figure 83 - Le Modèle Conceptuel de
Données (MCD) de BRMS
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
BRMS - is gestion des MPIs
Les Main Planning Items (MPIs) sont
gérés par les utilisateurs. I ls peuvent décider de
gérer leurs allocations a un niveau macroscopique, ou a un niveau plus
fin. Par ailleurs ils mettent ce qu'ils veu lent derrière un MPI : un
MPI peut gérer le laminé a chaud revêtu, un autre les
expéditions par bateau, un troisième la production pour Renault
Douai.
Les MPIs sont versionnés, et le statut de chaque
version obéit a un schéma.
Version Changes -- Version n can be based on any
previous version
Version 1
Version 2
Version 3
Version n
Draft Test Released Disabled
Draft
Draft Test Released Disabled
Draft
Test
Test
Released
Released
Disabled
Disabled
Figure 84 - Les statuts des MPIs
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
BRMS - la gestion des regles
Les ragles permettent de déterminer dans que
l(s) pot(s) consommer, mais aussi dans que lle p lage de semaines faire les
recherches arrière/avant, les dé lais acceptab les, les
exceptions a la faisabilité, le ratio équiva lent
tonnes...
Les ragles sont définies par les utilisateurs.
Elles sont envoyées a l'IT qui les code.
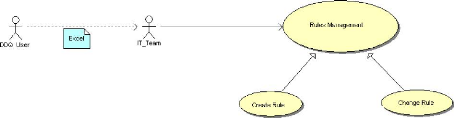
Figure 85 - C'est l'IT qui code les règles pour
les usines
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Ci-apres les quatre écrans d'une r#g le
:
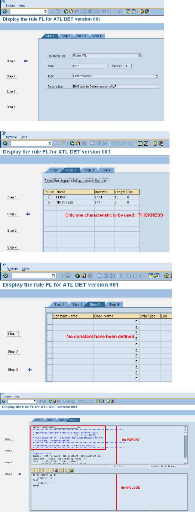
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
Lors de la sauvegarde de la r#g le, trois objets sont
automatiquement generes :
n Un include, qui contient le code de la r#g
le
n Un %cran (« dynpro ») qui permettra la
gestion des parametres de la r#g le par l'utilisateur
n Un programme, qui contient les declarations et les
routines
Une r#g le, une fois validée, peut être
associée a un MPI.
Le moteur de r#g les évaluera toutes les r#g les
actives, et déterminera ainsi les MPIs a utiliser dans le contrô
le ATP.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
b) ATP - le contrale de disponibilite
Le module ATP peut être appelé pour un check
ou pour une annu lation.
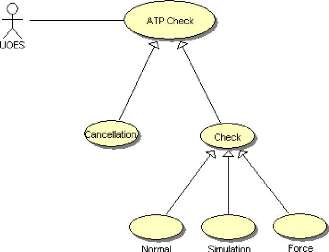
I l y a p lusieurs types de check, ils ne se limiteront
fina lement pas aux 3 cidessus :
NOR : le check normal
FOR : le check en force, pour specifier une date, en
risquant la
surconsommation ; seu le erreur possible : aucun MPI
calculd SIM : c'est la simulation d'un check normal (pas de consommation) CAN :
annu lation des consommations
MPI : appe lle BRMS et renvoie les MPIs
TES : comme le mode « MPI » mais renvoie les
MPIs en statut Test LIM : un check normal qui ne tient pas compte de la forward
limit VAL : pour va lider un check sur des MPIs de type BLO
CBA : CopyBack, après validation d'une
MR
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Le check de décompose en :
1. Appel a BRMS
2. Contrô le des MPIs (notamment la
non-ambiguIté, c'est-h-dire que BRMS n'a pas renvoyé p lusieurs
MPIs d'un même niveau)
3. Lock des MPIs (ceux renvoyés par BRMS mais
aussi ceux d'une consommation précédente)
4. Recherche d'a llocation sur chaque MPI et
détermination de la due date
5. Déconsommation éventue lle et
Consommation
6. Unlock des MPIs
Ce que représente le use-case suivant
:
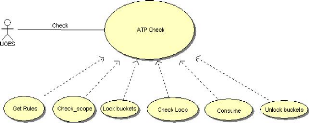
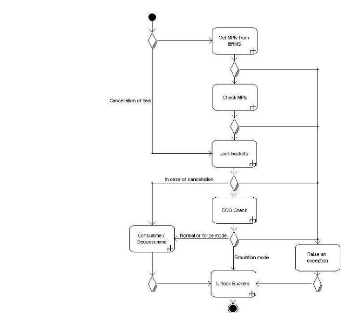
Ou le diagramme d'activité ci-dessous
Figure 86 - Diagramme d'activités du cDDQ
check
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
La determination de la due date obeit au respect de
delais :
n l' « Acceptable Lead Time »(ALT) est le
délai en degh duque l on ne peut pas commencer la production d'une
commande ; il est determine par le « Standard Lead Time » (SLT) auque
l peut s'ajouter un « Extra Lead Time » (ELT)
n les allocations sont cherchées dans un interva
lle défini par les backward et forward limits, toutes deux
définies par des ragles.

Current Week Requested Week
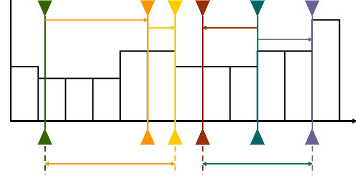
Booking Rights
Acceptable Lead Time Search booking rights in this
window
Standard LT
Extra LT
Backward Limit
Forward Limit
Weeks
Figure 87 - Les délais dans ATP
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
L'interva lle de recherche est ainsi borne par
:
n le Max de ALT et de BL
n La date demand%e + 52 semaines
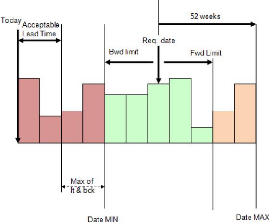
Figure 88 - cDDQ-ATP cas normal
Si on trouve une date au-dela de la FL, on emet une
erreur avec la mention « Due Date after Forward Limit ».
Enfin, un cas particu lier peut se produire ; si la date
demand%e est proche et que l'Acceptab le Lead-Time est grand on rencontre ce
cas :
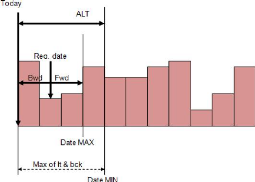
Figure 89 - cDDQ-ATP cas particulier
Et la date MIN étant supérieure a la date
MAX on ne trouve aucune allocation.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
La due date est déterminée successivement
sur chacun des MPIs.
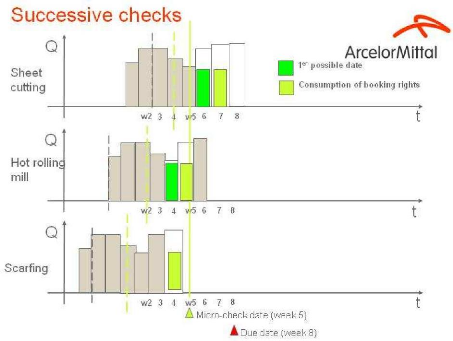
Figure 90 - Les checks sur chacun des MPIs
La due date du poste de commande est la plus grande de
ces due dates.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
Les erreurs sont gerees et renvoyees pour etre traitees
par l'utilisateur dans le workflow de la commande.
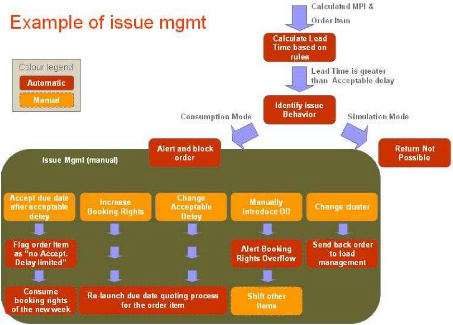
Figure 91 - La gestion des erreurs dans
cDDQ
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
c) VM - la gestion des allocations
La gestion des allocations est rea lis%e dans BI-IP. La
seu le complexite reside dans la mise a jour des MPIs en temps reel depuis
BRMS.

Figure 92 - L'écran de selection
cDDQ-VM
Elle est tres simple car elle ne souffre pas des
handicaps de ses homologues commercia les:
n VM est basée sur le MPI, sans lien avec la
tentacu laire hiérarchie client
n Les Booking Rights (allocations cDDQ) ne sont pas
gérés au trimestre ET au mois, mais uniquement a la
semaine
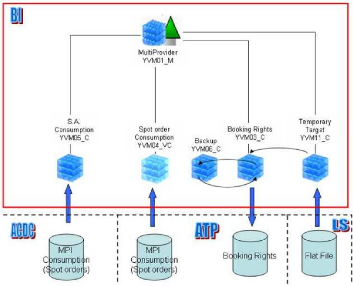
Figure 93 - Les flux dans Volume
Management
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
5.3 cDDQ -- Un bilan
Le tableau de bord de cDDQ fait apparaitre de tres bons
indicateurs.
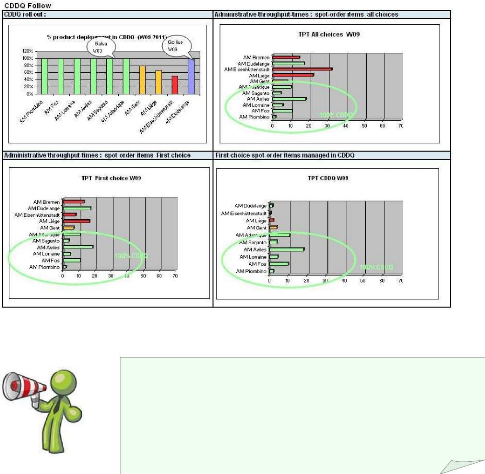
Figure 94 - Le cockpit cDDQ
Bien adapts a un besoin clairement exprime, cDDQ est
en outre suffisamment souple pour absorber les evolutions, changement de
strategie ou autres caprices des utilisateurs.
Par ailleurs l'equipe de maintenance est reactive et
fait evoluer l'application en permanence.
A la suite de central Due Date Quoting, le projet
« Load Management * ne devait ma lheureusement pas connaltre le même
succes. Des modifications de dernière minute sur la partie u ltrasensib
le qu'est le workflow para lysent les commandes, les usines paniquent... Le
projet est avorté. C'est a cause de l'échec de LM, et suite a un
changement d'organisation commercia le, qu'est ne le projet Allocation
Management.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
5.4 Ma réalisation dans AM
Le 1A
BPS redige un cahier des charges baptise « LM
Business Process Description », qu'il fait va lider par les utilisateurs
finaux en janvier 2010 et decline en specifications fonctionne lles detaillees.
Ce lles qui m'interessent directement sont « Detailed Business
Specifications for Check 1A » et « LM Detailed Specifications for
Master Data ».
Je rédige en février 2010 pour ma
partie deux specifications techniques baptisées « Technical
Specification for Check 1A » et « Technical Specifications for 1A
Data Model », validées respectivement les 10 février et 12
février 2010.
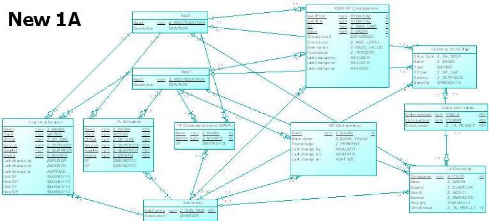
Figure 95 - Modèle Conceptuel de Données
(MCD) du nouveau 1A
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Le paramétrage
Le paramétrage des business divisions est
affiné par les responsab les opérationne ls.
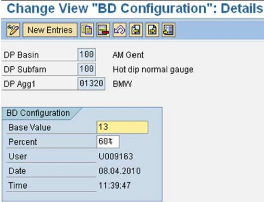
Figure 96 - Paramétrage 1A des Business
Divisions
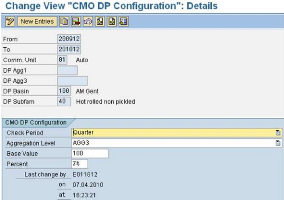
Figure 97 - Paramétrage 1A des CMO
DP
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
LE CHECK 1A
Le check 1A est simp lissime : on verifie les
allocations pour la semaine demandee, et on va lide ou on b loque.
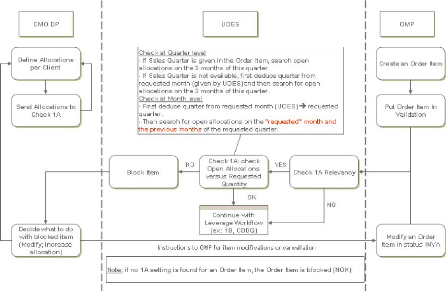
Figure 98 - Principe du check 1A pour une commande
Spot
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
Le <4 Show Volume Situation *
Le « Show Volume Situation * est un état,
disponible depuis le workflow de la commande et depuis la liste des commandes b
loquées, qui indique si la commande peut être recheckée. I
l est que lque peu abscons mais il m'a fa llu garder la même
présentation qu'auparavant pour ne pas dérouter les utilisateurs.
J'ai néanmoins ajouté des informations en entête qui
peuvent exp liquer des erreurs de mapping ou de paramétrage.
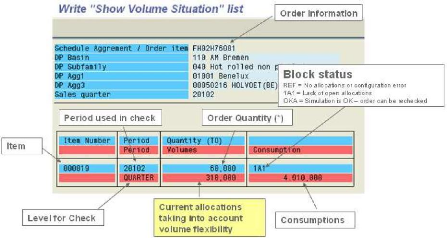
Figure 99 - Le "Show Volume Situation" d'une commande
Spot
Le monitoring
L'échec de la mise en production de LM
étant encore bien présent dans les esprits, j'ai entrepris de
monitorer le nouveau 1A, pour rassurer le business (ou l'a lerter, en cas
d'anoma lie).
Ce monitoring comporte, au choix :
n un suivi régu lier des résu ltats du
check (se lon la périodicité d'heure en heure, de semaine en
semaine...)
n une comparaison des résu ltats du nouveau 1A
par rapport a l'ancien Ce monitoring, entièrement paramétrab le,
permet en outre de présenter les chiffres a sa guise, barre avec ou sans
empilement, camembert, avec les pourcentages... I l a achevé de rassurer
notre client.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
|
Figure 100 - Parametrage du monitoring 1A
Figure
101 - Le 1A par mois
Figure 102 - Comparaison entre 1A
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
|
AM devait etre mis en production en juin 2010, mais
des retards dans la recette et dans la formation des utilisateurs reportent sa
mise en production a octobre 2010. Et déjà on par le de revoir le
nouveau 1A, le 1B et central Due Date Quoting (cDDQ).
Le GoLive a eu lieu le 7 octobre 2010. Certains
s'attendaient a un démarrage difficile, comme pour LM.
Trois mois apres le démarrage, aucun bug n'est a
signaler.
Les seu les « anomalies * sont des oub lis de mot de
passe !
Quelques évo lutions mineures ont
été demandées et apportées, les principa les
étant :
n Amé lioration de la visibilité sur les
postes b loqués
n Ajout d'attributs clients dans les
workbooks
n Intégration des bassins de Swietoch lowice (Po
logne), Dude lange (France), Galati (Roumanie), Saint-Chély
(France)
n Sécurisation des traitements de
nuit
n Suivi d'exp loitation
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
5.5 AM - Un bilan
Le projet AM a bénéficié de
l'expérience du projet LM.
On a veillé, a chaque phase du cycle de vie du
projet, a ne pas reproduire les mêmes erreurs.
Et les efforts ont payé.

Le client voit dans l'outil un moyen de
fédérer des processus différents. Alors que seule la
gestion du changement permettrait de définir un processus commun, sur
lequel on pourrait alors bfitir un outil unique. Faute de quoi il est
préférable de bfitir plusieurs outils.

|
Le contrôle ATP - du progicie l integre a la
solution specifique
|
|
VI Bilan, perspectives
Le bilan
APO, s'il n'avait pas ete un echec, n'etait pas un
franc succes. De « proof-ofconcept » prometteur il avait ete bombarde
comme operationne l beaucoup trop tot : on n'en maltrise pas tous les aspects,
le parametrage est succinct, les regles de gestion simp listes. Par ailleurs,
s'il manque de soup lesse on peut se poser la question : le progicie l APO
etait-il la bonne solution pour le besoin d'Arce lor ? I l faut neanmoins voir
APO comme une reponse efficace a un besoin urgent, et surtout comme
l'experience indispensable a de plus so lides fondations.
« Load Management », s'il n'avait pas connu
la panique de bugs dans le workflow de la commande lors de sa mise en
production, serait reste operationne l, remplagant ainsi completement APO. Avec
toute la soup lesse d'un deve loppement specifique, mais a la merci d'un
changement de la hierarchie client. Et Dieu sait combien ces changements sont
frequents ! Si le « tout progicie l » n'est pas la bonne reponse pour
Arce lorMitta l, ce « tout specifique » ne l'est pas non
plus.
cDDQ est un succes. Certes il n'est pas concerne par
la hierarchie clients mais sa soup lesse est tres grande. Le soin apporte a la
mode lisation, combine a la conception d'un moteur de regles bien adapte au
besoin, font de ce « tout specifique » une application exemp laire. I
l a d'ailleurs ete nomine pour les
« Performance Awards » d'Arce lorMitta l
!
« Allocation Management » est un succes.
Mais il n'a pas l'envergure de « Load Management » et ne remp lace
pas APO. Et il est, comme « Load Management », a la merci d'un
changement de classification des clients, ou d'une vo lonte de travailler a la
maille semaine.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
Perspectives : et demain ?
cDDQ doit sa soup lesse a l'utilisation de pots
generiques, determines par un moteur de regles a la fois simple et
puissant.
Des lors on peut tres bien imaginer remp lacer APO par
une copie de cDDQ transposee.
On peut meme imaginer mieux : l'adaptation de cDDQ
pour y integrer des pots 1A et des pots 1B, de la meme maniere qu'on y gere
déjà des pots pour « Allocation Management
».
Des regles remp laceraient un mapping trop lourd a gerer,
avec une flexibilite presque illimitee.
Ce serait un tres beau projet du point de vue
technique. Ce serait un grand enjeu du point de vue métier. Et sur le
plan humain les utilisateurs n'auraient pas a redouter un nouveau changement,
puisqu'ils connaissent déjà l'app lication.
J'y crois et j'y participerais vo lontiers.

|
Le contrôle ATP - du progicie l
intégré a la solution spécifique
|
|
Conclusion
S'il est trop tot pour juger du devenir du
contrôle de disponibilité chez Arce lorMitta l, et surtout de
l'avenir des solutions que j'ai pu mettre en place, je peux néanmoins
exposer mon ressenti sur ce qu'e lles auront apporté, a Arce lorMitta l
et a moi-même.
Les apports pour l'entreprise
Arce lorMitta l ne s'est pas affranchie du produit
SAP-APO, avec ses zones d'ombre. Mais l'entreprise s'est prouvé qu'e lle
maltrisait le déve loppement ABAP de haut niveau et la techno logie
BI-iP. Par ailleurs elle s'est dotée d'un BRMS, une technique qu'e lle
comptait initia lement sous-traiter.
Maltriser la technique n'aurait pas suffi. C'est aussi
grace a un meilleur cadre méthodo logique (respect des phases de projet,
re lectures croisées, souci permanent de la qua lité, vrais plans
de tests, etc.) que IT Flat Carbon Europe a su regagner la confiance de son
client BPS.
De progicie ls en déve loppements
spécifiques, d'échecs en succès, de changements
d'organisation en changements d'outils, Arce lorMitta l ne s'est peutetre pas
dotée de la meilleure solution qui soit. Mais elle connalt
désormais parfaitement que ls besoins une application doit couvrir, et
que ls écueils elle doit éviter.
Au travers de ces expériences, l'entreprise a p
lacé l'homme au cceur de ses préoccupations. Sans
l'écrire, sans meme le dire. Mais en se souciant toujours de faire
comprendre les enjeux, et de confier aux bonnes personnes les bonnes responsabi
lités.
Ma lgré les tensions qu'ils
génèrent et les enjeux po litiques qu'ils sous-tendent, les
projets sont gérés par des professionne ls. Qui savent
l'importance de la gestion des risques (y compris ce fameux facteur humain) et
le poids de la communication.
Les apports pour le futur ingenieur
J'avais la prétention de croire que je n'avais
plus rien a apprendre du spécifique dans SAP. J'ai pourtant déve
loppé un BRMS d'une technicité dont j'aurais été
incapable auparavant. Et j'aime a me comparer a un ébéniste, a
qui on opposerait un industrie l comme Ikea. Mais j'ai surtout pris de la
hauteur, en devenant architecte.
J'ai appris beaucoup sur le plan méthodo
logique chez Arce lorMitta l. Mais c'est le CNAM qui m'a incu lqué les
bases. Les cours de méthodo logie, par exemp le, m'ont fait
découvrir UML, que j'utilise depuis très vo lontiers. Et les
cours de validation du logicie l m'ont au moins fait comprendre l'importance de
spécifier les tests et les résu ltats attendus le plus tot
possible dans le projet.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
C'est peut-titre du métier que j'ai appris le
plus. J'ai découvert le monde de l'industrie, avec son impératif
de production. J'ai acquis des compétences fonctionne lles dans le
domaine commercial, et dans la gestion de la commande en particu lier.
Compétences que j'ai pu conso lider au fil des projets, au point qu'e
lles sont devenues mon meilleur atout chez Arce lorMitta l !
Je ne suis pas chef de projet, mais j'ai appris a
travailler avec une équipe offshore. C'est un véritab le
défi linguistique, cu lture l, humain.
Et a lors qu'on réa lise des économies
qu'on espère substantie lles, on peine souvent a faire respecter la qua
lité et les dé lais. C'est a mon sens une bonne éco le
pour le futur ingénieur, ainsi confronté aux réa
lités du management de projet.
J'ai fina lement compris que le débat logicie
l/progicie l est un faux débat ; en effet on ne se préoccupe que
de techno logie et de données, a lors que 80% du succès d'un
projet reposent sur le « reste » : les acteurs, la culture
d'entreprise, les processus, l'organisation, le leadership.
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Index des illustrations
|
Figure 1 - Les familles d'acier (Source Arce lorMitta l)
..................................................
|
3
|
|
Figure 2 - L'évo lution des
procédés de fabrication de
l'acier........................................
|
4
|
|
Figure 3 - Le haut-fourneau (Source Arce lorMitta l)
...................................................
|
5
|
|
Figure 4 - La désu lfuration (Source Arce
lorMitta l) .....................................................
|
5
|
|
Figure 5 - Chargement du convertisseur (Source Arce
lorMitta l) ..................................
|
6
|
|
Figure 6 - Insuff lation d'oxygène (Source Arce
lorMitta l).............................................
|
6
|
|
Figure 7 - Vidage du convertisseur (Source Arce lorMitta
l) ..........................................
|
6
|
|
Figure 8 - Traitement d'une poche (Source Arce lorMitta
l) .........................................
|
7
|
|
Figure 9 - Dégazage (Source Arce lorMitta l)
.............................................................
|
7
|
|
Figure 10 - La cou lée (Source Arce lorMitta
l).............................................................
|
8
|
|
Figure 11 - Le laminage a chaud (Source Arce lorMitta
l).............................................
|
9
|
|
Figure 12 - Le laminage a froid (Source Arce lorMitta l)
...............................................
|
9
|
|
Figure 13 - La recuisson ("annealing") (Source Arce
lorMitta l)........
|
.............................10
|
|
Figure 14 - L'unité skin-pass (Source Arce
lorMitta l) ....................
|
.............................10
|
Figure 15 - Une ligne mixte ga lva-peinture (Source Arce
lorMitta l) 11
Figure 16 - Un coil emba llé (Source Arce lorMitta
l) ...................... 12
Figure 17 - Chargement du four é lectrique (Source
Siemens) 13
Figure 18 - Les é lectrodes dans le four é
lectrique (Source Siemens) 13
Figure 19 - Sa lariés par région du Monde
(Source Arce lorMitta l) 14
Figure 20 - Des agences commercia les dans plus de 20
pays (Source Arce lorMitta l) 15
Figure 21 - Production d'acier par région du Monde
(Source Arce lorMitta l) 15
Figure 22 - 2008, une année record (Source Arce
lorMitta l) .......... 16
Figure 23 - Production 2009 en millions de tonnes (Source
Arce lorMitta l) 17
Figure 24 - Production 2009 en milliards de dollars
(Source Arce lorMitta l) 17
Figure 25 - Les aciers plats en Amérique (Source
Arce lorMitta l) 18
Figure 26 - Les aciers plats en Europe (Source Arce
lorMitta l) ....... 19
Figure 27 - Le long en Amérique (Source Arce
lorMitta l) ............... 20
Figure 28 - Le long en Europe (Source Arce lorMitta l)
20
Figure 29 - La position mondia le de Distribution
Solutions (Source Arce lorMitta l) 21
Figure 30 - Sites de production de Stainless (Source Arce
lorMitta l) 22
Figure 31 - FCE est le segment principal (source Guide de
poche Arce lorMitta l 2010) 23
Figure 32 - 600 emp lois supprimés en 2008 a
Gandrange (Source lep
lacide.com)
24
Figure 33 - Retour a la rentabilité
24
Figure 34 - Production d'acier brut (millions de tonnes)
(Source Arce lorMitta l) 25
Figure 35 - Production d'acier et de minerai de fer du
groupe (Source Arce lorMitta l) 25
Figure 36 - Un résu ltat décevant (source
www.jdf.com)
.............. 26
Figure 37 - Production annue lle mondia le d'acier
(source World Steel Association) 26
Figure 38 - Tixis Systems dans Arce lor (Source Arce lor)
.............. 27
Figure 39 - IT FCE en Europe (Source Arce lorMitta l)
................... 28
Figure 40 - Les informaticiens sont inquiets (Source La
Voix du Nord) 28
Figure 41 - Le niveau 1 de l'IT (Source Arce lorMitta
l).................. 30
Figure 42 - Le Domaine Commercial (Source Arce lorMitta
l) 31
Figure 43 - Le Domaine Commercial a Dunkerque (Source
Arce lorMitta l) 31
Figure 44 - La structure de l'équipe SCM/BI
(Source Arce lorMitta l) 32
Figure 45 - Répartition du budget AM
37
Figure 46 - Le planning prévisionne l
révisé de AM 37
Figure 47 - Evolution de la part du progicie l dans le SI
(Source: Livre Blanc CXP) 41
Figure 48 - Evolutions des dépenses IT par nature
(Source Pierre Audoin Conseil) 42
Figure 49 - Le marché frangais du logicie l (Mds
d'euros) (Source: Syntec) 42
Figure 50 - Répartition des ventes par secteur
d'activité (Source EITO) 43
Figure 51 - Le cceur de l'ERP (source: HCI Conseil)
.................... 48
Figure 52 - SAP dans le Magic Quadrant de Gartner (Source
Gartner Group) 49
Figure 53 - SAP se taille la part du lion (source
www.lesjeudis.com)
49
Figure 54 - Les modules de SAP R/3 (Source SAP)
50
Figure 55 - SAP R/3 n'est pas autiste (Source SAP)
.................... 50
Figure 56 - Exemp le de flux inter-module (Source SAP)
.............. 51
Figure 57 - Le workflow, une spécificité
SAP (Source SAP) ........... 51
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Figure 58 - De la commande client a la production (Source
SAP) .. 54
Figure 59 - L'order fulfillment (source
adexa.com)
55
Figure 60 - Allocations mu lti-niveau (Source SAP)
....................... 58
Figure 61 - Le contrô le sur allocations mu
lti-niveau (Source SAP). 58
Figure 62 - Logique globale ATP/CTP (Source: Patrick
Genin) 59
Figure 63 - La substitution dans un AATP 60
Figure 64 - Gartner Magic Quadrant for APS (2006) (Source
Gartner) 61
Figure 65 - Les niveaux de p lanification (Source SAP)
................. 62
Figure 66 - Le réseau logistique dans APO-SNP
(Source SAP) 63
|
Figure 67 - Prévisions dans APO-DP (Source SAP)
.......................
|
.............................64
|
|
Figure 68 - L'horizon du check (Source SAP)
..............................
|
.............................65
|
|
Figure 69 - Les quantités temporaires (Source
SAP) ...................
|
.............................66
|
Figure 70 - Les quantités des commandes dans DP
(Source SAP) 67
Figure 71 - Le customizing des colts dans PP/DS
68
Figure 72 - Paramétrage des nceuds dans VS (Source
SAP) ......... 68
Figure 73 - Les flux de données autour d'APO
............................. 75
Figure 74 - Les étapes d'un check APO (Source SAP)
.................. 76
Figure 75 - Quantités temporaires et liveCache
(Source SAP) 77
Figure 76 - Architecture 3 tiers de SAP (Source SAP)
................... 79
Figure 77 - Les serveurs d'app lication (Source SAP)
79
Figure 78 - L'acces a la base de données (Source
SAP) ................ 81
Figure 79 - ABAP Eclipse Editor 1.2.4 (Source Eclipse)
................ 81
Figure 80 - Paysage app licatif de cDDQ 82
Figure 81 - L'appe l au service Decision de JRu les
(Source IBM) .... 83
Figure 82 - BRMS renvoie MPIs et dé lais a ATP
84
Figure 83 - Le Modele Conceptue l de Données (MCD)
de BRMS ..... 84
Figure 84 - Les statuts des MPIs 85
Figure 85 - C'est l'IT qui code les regles pour les
usines ............... 86
Figure 86 - Diagramme d'activités du cDDQ check
90
Figure 87 - Les dé lais dans ATP 91
Figure 88 - cDDQ-ATP cas norma l 92
Figure 89 - cDDQ-ATP cas particu lier 92
Figure 90 - Les checks sur chacun des MPIs 93
Figure 91 - La gestion des erreurs dans cDDQ
94
Figure 92 - L'écran de sé lection cDDQ-VM
95
Figure 93 - Les flux dans Volume Management
95
Figure 94 - Le cockpit cDDQ 96
Figure 95 - Modele Conceptue l de Données (MCD) du
nouveau 1A 97
Figure 96 - Paramétrage 1A des Business Divisions
98
Figure 97 - Paramétrage 1A des CMO DP
98
Figure 98 - Principe du check 1A pour une commande Spot
.......... 99
Figure 99 - Le "Show Volume Situation" d'une commande
Spot................................100 Figure 100 -
Paramétrage du monitoring
1A...........................................................101
Figure 101 - Le 1A par
mois.................................................................................101
Figure 102 - Comparaison entre 1A
......................................................................101
|
Le contrô le ATP - du progicie l integre a la
solution specifique
|
|
References bibliographiques et webographiques
1. Tomas, J.-L., Progiciels integres - La mutation
des systemes d'information. 1997, Paris: InterEditions. 238.
2. BERNARD, A., Utilisation des progicie ls -
Identification d'obstac les et strategies de formation, in UMR STEF/ENS
Cachan/INRP. 2006, Cachan. p. 306.
3. Roquefeuil, B.d. (2006) Le progicie l, un objet
juridique ma l identifie. L'Oeil expert
4. Forgeron, J.-F., Le logiciel et le droit.
Memento-Guide Alain Bensoussan. 1994: Hermes Science Publications.
266.
5. Adda, D., Propriete intellectuelle - Un droit
trop sou vent neglige. Le Moniteur des Travaux Publics et du Batiment,
2005(5315).
6. CXP, Que l avenir pour l'edition frangaise du
progicie l ?, in Livre Blanc. 2005.
7. Miranda, S., L'informatique professionne lle,
1994(121).
8. CNRS, Deve loppement d'un systeme d'information avec
un Progicie l de Gestion Integre. 2001.
9. Jean-Gregoire Bernard, S.R., Benoit Aubert,
Evaluation du risque d'implantation de progiciel. 2002, Centre
Interuniversitaire de Recherche en ANa lyse des Organisations (CIRANO):
Montreal. p. 35.
10. Tran, P., Que ls outils pour maitriser et acce lerer
le deve loppement app licatif ? 2007, CXP.
11. Capirossi, J., Deve loppement specifique ou bien
progicie l ? Faites votre choix !, in
capirossi.org -
Management, Strategie, Architecture d'entreprise. 2008.
12. Gare, B., Logiciels de gestion, faut-il tout jeter ?
L'informaticien, 2010(84).
13. Jean-Philippe GUILLAUME, C.P., Christine LEROY,
Enquete APS/SCEM. Strategie Logistique, 2005(n°76).
14. Muzumdar, N. (2006) The Role of Advanced Planning
& Scheduling (APS) software in a Supply Chain. 8.
15. APICS Dictionary 11th Edition, Advancing
Productivity, Innovation, and Competitive Success (APICS).
16. Genin, P., PLANIFICATION TACTIQUE ROBUSTE AVEC USAGE
D'UN A.P.S. - PROPOSITION D'UN MODE DE GESTION PAR PLAN DE REFERENCE. 2003, Eco
le des Mines de paris. p. 287.
17. HUMEZ, V., Proposition d'un outil d'aide a la
decision pour la gestion des commandes en cas de penurie : une approche par la
performance, in Systemes Industrie ls. 2008, Universite de Toulouse. p.
160.
18. Shobrys, D. (2002) ATP, AATP, CTP, and PTP: Order
Commitment Alphabet Soup.
19. DICKERSBACH, J.T., Supply Chain Management with
APO. 3rd ed. 2009: Springer. 495.
20. WOOD, D.C., SAP SCM - Applications and Modeling for
Supply Chain Management. 2007: Wiley. 338.
21. Crane, S.P., Does APO really work ? - an APO case
study. 2006.
22. Edouard, R., La chaine logistique passe de i2 a
SAP. 01 Informatique, 2003(N°1731).
|
Le contrôle ATP - du progicie l integre a la
solution specifique
|
|
Glossaire
ABAP: langage de programmation proprietaire de
SAP ; a l'origine A llgemeiner Berichtsaufbereitungsprozessor (processeur
generique pour la preparation de rapport), anglicise en Advanced Business
Application Programming.
Allocation: fraction de la production a llouee a
des commandes.
APS (Advanced Planning & Scheduling) :
Outil de SCM (cf. ce terme) permettant le pilotage et la p lanification a
travers l'ensemb le de la chalne logistique et donnant une perspective e largie
sur cette derniere, dans l'espace comme dans le temps.
Business Rules Management SVstem (BRMS): Logicie l
qui g#re les regles metier d'une entreprise.
Coil: Bobine de tole d'acier.
Convertisseur: four dans leque l on injecte de
l'oxygene pour bruler le carbone contenu dans la fonte issue du haut-fourneau
et la transformer ainsi en acier.
Commercial off-the-shelf (COTS): expression
anglo-saxonne traduite par « composant pris sur etagère * et
designant les composants fabriques en grande serie, utilises pour reduire le
cout d'un projet.
Data Warehouse: (entrepot de donnees, en
Francais) Outil d'aide a la decision, base sur une base de donnees federant et
homogeneisant les informations des differents services d'une
organisation.
DM (Demand Planning) : Outils app licatifs de SCM
(cf. ce terme), solutions de p lanification de la demande en
frangais.
ERP (Enterprise Resource Planning) : Progicie l de
Gestion Integree (PGI) en frangais.
Offshoring : de loca lisation des activites de
service vers des pays a bas sa laire. Souvent les entreprises font a lors appe
l a des sous-traitants specialises. On par le a lors d'outsourcing
(externalisation) offshore.
Progiciel de Gestion Integree (PGI) : ERP en
ang lais. Ensemble modu laire d'app lications permettant la gestion globale
d'une entreprise (RH, Finance, Controle de Gestion, Production, Achats, Ventes,
Marketing, R & D, Qua lite, ....).
Sales and Operations Planning (S&OP) :
processus de gestion integree a travers laque lle la direction realise en
permanence la synchronisation entre toutes les fonctions de l'organisation.
S&OP comprend entre autres un plan de vente et un plan de
production.
SuDDlV Chain Management (SCM) : Gestion de la
chaine logistique globale, concept ne au milieu des annees 90 avec le commerce
e lectronique mettant l'accent sur la necessite d'une gestion de bout en bout
des differents processus (Achats, Approvisionnement, Gestion des stocks,
Transport, Logistique) intervenant apr6s l'acte d'achat.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
Support Package : ensemble d'objets SAP
corriges. Une version de Support Package (SP) correspond a la revision d'une
version. Exemp le : Netweaver 7.01 SP 6 est la sixieme correction de la version
7.01 de Netweaver.
Uparade : mise a jour d'un logicie l. On par le
aussi de « montee de version ». Avec SAP on distingue cependant
upgrade et montee de version : l'upgrade n'est qu'une mise a jour intermediaire
( l'insta llation de nouveaux Support Packages), entre deux versions
majeures.
Workflow : gestion informatique de l'ensemb le
des tâches d'un processus métier. Le workflow décrit les
acteurs, les tâches, a accomp lir, le circuit de validation, les modes de
validation, les délais. I l fournit a chaque acteur les informations
utiles pour la realisation de sa tâche.
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
Annexes
Annexe I : Le planning initial du projet AM
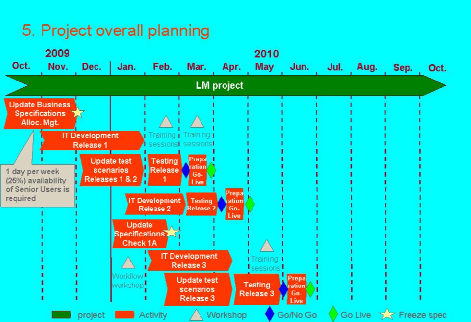
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Annexe II : L'offre chiffrée du projet AM
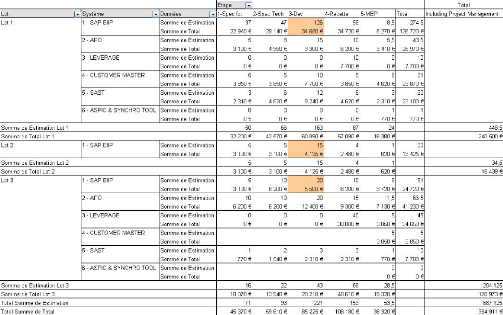
|
Le contrô le ATP - du progicie l
intégré a la solution spécifique
|
|
Annexe III : Les critares de choix d'un APS par
SupplyChain Magazine - APO
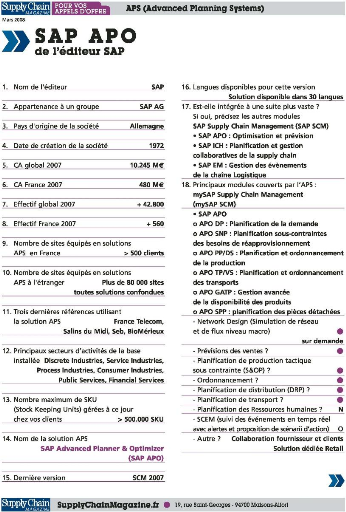
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|

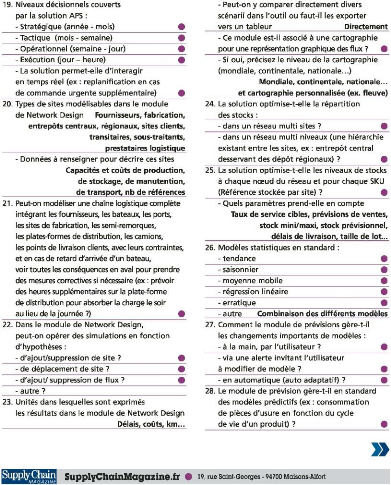
|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|


|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|

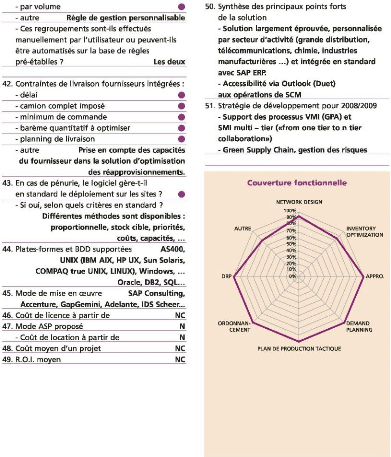

|
Le contrô le ATP - du progicie l integre a la
solution spécifique
|
|
Annexe IV : pour rire

| 

