1.2.2 Statistiques de
production appliquées à l'éducation
a) Brèves descriptions
- But :
Le but de contrôle statistique des procédés
est d'analyser les données recueillies par échantillonnage et y
apporter des ajustements nécessaires²
Il existe deux méthodes de contrôle de
qualité :
· Méthode de détection : une
méthode traditionnelle moins efficace qui consiste à
découvrir les défauts qu'après l'effet
· Méthode de prévention : plus efficace
et qui utilise les outils statistiques pour l'analyse des problèmes de
production.
Parmi les outils statistiques, nous avons :
1. La méthode en cascade d'optimisation
La méthode proposée dans le présent
travail, est basée sur un raisonnement logique et simple, qu'on peut
vulgariser à l'intérieur de l'organisme. Elle a pour consistance
de voir le processus dans une approche globale, puis descendre suivant une
cascade jusqu'aux organes les plus élémentaires, en utilisant des
outils performants dans des emplacements convenables de la cascade.
Au départ elle permet de maîtriser les processus,
identifier ceux qui sont critiques puis identifier le ou les M de processus qui
présentent des défaillances énormes.
A l'intérieur de ces M on localise les entités
critiques. La suite de l'étude a trait à déterminer les
défaillances et les dysfonctionnements critiques.
La méthode a pour but non seulement de
déterminer les causes d'origine, mais aussi de chercher les solutions,
et engager les actions correctives appropriées. Celle-ci permet
d'éliminer, de généraliser et de standardiser les
résultats à toutes les composantes similaires de processus.
2. Analyse causes-effet
Permet de visualiser l'ensemble des causes produisant un effet
donné regroupées par famille.
- principes:
Le diagramme causes / effet est une représentation par
grande famille de l'ensemble des causes à l'origine d'un effet. Ce
diagramme est aussi appelé diagramme en arête de poisson, ou
diagramme d'Ishikawa
- Utilisation
Dès lors que les défaillances critiques ont
été identifiées, il s'agit d'en déterminer les
causes. Pour cela le diagramme causes-effet ou diagramme d'Ishikawa est d'une
grande utilité. Il consiste à chercher les groupes des
principales familles de causes. Plusieurs moyens sont possibles:
* Soient les groupes de 5 ou 6 M:
- Main-d'oeuvre : tout le personnel de toute activité.
- Matière : matière de production,
rechanges....
- Méthodes : procédures, documents,
décisions, organisation...
- Moyens : machine, outillages...
- Milieu : locaux, environnement...
-Management : PODC: Planifier, Organiser, Diriger et
Contrôler (Henri Fayol)
Pour chaque cause appartenant à l'une de ces
catégories, on détermine les sous-causes.
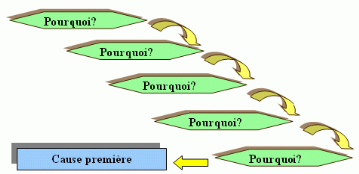
* Cascade des pourquoi
Plusieurs causes peuvent être responsables d'une
défaillance. Il convient d'identifier celle qui est la première
conduisant à l'anomalie, la cause radicale (root cause). En effet, une
cause peut n'être qu'une conséquence d'une autre. Il ne faut donc
pas s'arrêter à la cause intermédiaire et
l'éradiquer car on risque ainsi de n'éliminer qu'un effet et que
la cause première continue à se manifester. Pour cela, une bonne
méthode consiste à poser la question pourquoi successivement
jusqu'à se rendre compte qu'on ne peut plus trouver de cause
antérieure.
Cet outil d'analyse permet de rechercher les causes d'une
situation problème, d'un dysfonctionnement. C'est un outil de
questionnement systématique destiné à remonter aux causes
premières possibles d'une situation, d'un phénomène
observé.
Version simplifiée de l'arbre des causes qui consiste
à se poser plusieurs fois de suite la question : " Pourquoi ? " et
à répondre à chaque question en observant les
phénomènes physiques. La plupart des problèmes sont
entièrement résolus en moins de cinq questions.
Schéma de cascade des pourquoi
b) Elaboration de l'instrument
Comme dit précédemment, nous nous sommes
référés, pour cette étude aux statistiques de
production appliquées au système de l'enseignement technique.
Pour mener à bien ce programme de maintenance et suivi éducatif,
il est consistant de l'optimiser afin d'aller directement à l'essentiel.
La méthode proposée a pour consistance de localiser via une
cascade les processus, les activités, le matériel, et les
défaillances critiques en utilisant la méthode de Pareto et/ou
celle de la matrice multicritères.
La détermination des causes de défaillance est
alors faite grâce au diagramme d'Ishikawa, qui peut être
couplé avec la méthode de cascade des pourquoi, qui a pour
objectif de remonter à la cause d'origine (la source de la
défaillance). La méthode PDCA a pour rôle de
vérifier, standardiser et généraliser les résultats
à l'intérieur de l'organisme, ce qui constitue un retour
d'expérience parfait.
Pour contourner la difficulté rencontrée souvent
pendant les enquêtes ou les sujets, se sentant directement
concernés par l'interrogatoire, émettent beaucoup de
réserves pour répondre à certaines questions
fermées, nous avons jugé utile de présenter le
questionnaire ouvert à deux choix « oui ou non »,
plus quelques questions fermées à titre d'observation.
Malgré cette optique, cela a donné au sujet l'impression
d'être l'arbitre et émettre un point de vue sur le jugement du
programme utilisé par lui-même. Ainsi, le questionnaire
présentait trois volets :
- volet institutions d'enseignement
technique dont les questions étaient basées sur la
vérification d'atteinte des objectifs du programme actuel de technologie
mécanique en 5ème et 6ème
mécanique, reparties de la manière suivante :
- Programme de cours de technologie
mécanique
|
Section
|
Classe
|
Nombre de questions
|
|
MMO
|
5ème
|
12
|
|
6ème
|
13
|
|
MG
|
5ème
|
11
|
|
6ème
|
9
|
- Atelier Mécanique : nombre de machines et
appareillages
|
Section
|
Classe
|
Nombre de questions
|
|
MMO
|
5ème
|
8
|
|
6ème
|
8
|
|
MG
|
5ème
|
8
|
|
6ème
|
8
|
- Source bibliographique et exploitation des
TIC
|
Section
|
Classe
|
Nombre de questions
|
|
MMO
|
5ème
|
3n + 2s
|
|
6ème
|
3n + 2s
|
|
MG
|
5ème
|
3n + 2s
|
|
6ème
|
3n + 2s
|
Avec : - n : nombre de livres et autres supports durs -
s : nombre de sites Internet et autres TIC
- Volet industries, usines et organismes
technologiques de Kinshasa
Le questionnaire dans cette
étape avait pour but de présenter 10 profils de mécanicien
A2 avec 6 à 10 questions chacun aux industriels de Kinshasa, pour
mesurer les conséquences des innovations technologiques par rapport au
programme de technologie en vigueur.
- Volet Ministère de l'Enseignement Primaire,
Secondaire et Professionnel
Dans ce stade, nous avons eu des entretiens et interviews
avec les cadres de ce ministère, notamment ceux de la Direction de
l'Enseignement Technique et de la Formation Professionnelle et ceux de la
Direction des Programmes Scolaires et Matériel Didactique.
c) Population d'étude
Le concept de la population est assez vaste. Plusieurs
chercheurs l'ont défini dans le cadre de leurs analyses scientifiques,
en insistant sur l'un ou l'autre contour. Tous, cependant, s'accordent sur le
fait qu'il s'agit d'individus ou des choses sur lesquelles portent une
investigation.
MUCCHIELLI R. (1986, p.18) définit la population comme
étant l'ensemble de personnes sur lesquelles porte l'enquête et
qui constitue une collectivité. Celle-ci peut être une nation, une
ville, un corps professionnel, voire un groupe dispersé sur un
territoire.
D'HAINAUT L. (1978 p35) fait observer que le terme population
renvoie à l'ensemble d'éléments parmi lesquels on a pu
choisir l'échantillon.
La population concernée par la présente
étude comprend :
- les enseignants techniques chargés de cours de
technologie mécanique en 5ème et
6ème mécanique,
- les industriels et autres responsables techniques des
organismes technologiques
- certains cadres du Ministère de l'Enseignement
Primaire, Secondaire et Professionnel de Kinshasa.
d) Echantillonnage
L'échantillonnage est aussi important pour la collecte
des données que pour l'analyse et l'interprétation des
résultats. Comme l'affirment Miles et Huberman (1994:27), «peu
importe ce que vous ferez, vous ne réussirez jamais à
étudier tout le monde partout et dans toutes leurs activités.
Les choix que vous faites (les personnes à qui vous
parlerez, où, quand, à quel sujet et pourquoi) sont autant de
limites aux conclusions que vous pourrez tirer, à la confiance avec
laquelle vous les formulerez et au crédit que les autres leur
accorderont.»
La volonté d'extraire un échantillon tient du
souci de rendre opérationnelle la recherche. Surtout lorsqu'il
s'avère difficile de travailler avec l'ensemble de la population
concernée, au regard de certaines difficultés liées
à son étendue, au temps, aux conditions matérielles,
financières ou autres.
Pour JAVEAU (1971 p.2) l'échantillonnage est
l'opération qui consiste à prélever un certain nombre
d'éléments qu'on veut observer.
Etant donné la variabilité des innovations
technologiques et la profondeur de l'information recherchée dans cette
étude, nous avons choisi de recourir à l'échantillonnage
ciblé en considérant 8 instituts techniques
industriels, 19 entreprises technologiques et 2 directions du
Ministère de l'Enseignement Primaire, Secondaire et Professionnel
auxquels le questionnaire a été soumis.
Notre choix de ce type d'échantillonnage se justifie
par ses multiples caractéristiques entre autres :
- Il tient compte de la variabilité: la taille des
échantillons vise l'information en profondeur plutôt qu'en
largeur
- Il renforce la crédibilité à
l'échantillon quand la cible potentielle est trop vaste.
- Il tient compte des sous-groupes; facilite les
comparaisons,
Donc la taille de notre échantillonnage est de 29
institutions tirées dans la ville Province dont 8 du volet institutions
d'enseignement technique, 19 du Volet industries, usines et organismes
technologiques de Kinshasa et 2 du Volet Ministère de l'Enseignement
Primaire, Secondaire et Professionnel.
e) Milieu d'étude
Comme signalé dans la délimitation du sujet de
cette étude, le milieu d'étude choisi est la ville province de
Kinshasa. Les paramètres de ce choix sont dus à la concentration
des meilleures écoles techniques
« équipées » du pays et d'une grande
panoplie d'industries des technologies novatrices.
A ce propos, les établissements d'enseignements
techniques étudiés sont répartis dans les communes de la
Ville Province de Kinshasa de la manière suivante :
· Pour la commune de la Gombe : Institut Technique
Industriel de la Gombe « ITI/Gombe »
· Pour la commune de Kinshasa : Groupe Scolaire
Tshiteku « GS/Tshiteku »
· Pour la commune de Ngaliema : Institut Technique
Météorologie, Aviation et
Télécommunication « ITMAT/Delvaux »
· Pour la commune de Kisenso : Institut Technique
Industriel Kitomesa « ITI/Kitomesa »
· Pour la commune de N'djili : Institut Technique
Industriel de N'djili « ITI/N'djili »
· Pour la commune de Masina : Institut Technique
Industriel de Masina « ITI Masina »
. Pour la commune de Matete : Institut Technique et
professionnel Ditalala « ITP Ditalala »
. Pour la commune de Barumbu : Ecole du Savoir
Quant aux industries et entreprises technologiques, elles sont
disséminées dans les communes de Limete, Gombe, Barumbu et
Ngaliema.
f) Dépouillement
Il s'agit selon le vocabulaire de BARDIN, de l'analyse de
contenu manifeste qui consiste à analyser les énoncés afin
de dégager la structure du texte, la forme, la richesse de son contenu
et les stratégies de son argumentation : c'est donc l'analyse du
texte (NGONGO, D., 1999, p. 200)
En ce terme, la lecture attentive des documents
recensés sur notre sujet a permis de relever les éléments
d'informations jugés utiles et susceptibles d'éclairer notre
préoccupation de recherche.
Le questionnaire du volet institutions d'enseignement
technique était constituée, dans sa grande
majorité, des questions ouvertes basées sur le programme du cours
de technologie mécanique 5ème et
6ème tant en mécanique générale qu'en
mécanique machines-outils. Les questions fermées se rapportaient
à la bibliographie et contenu de l'atelier mécanique. Il en a
été de même pour le questionnaire du Volet
industries, usines et organismes technologiques de Kinshasa.
Les questions fermées se rapportaient quant à
eux aux observations pertinentes par rapport aux innovations des technologies
exploitées dans leur chaîne de production.
A l'issue du dépouillement, nous avons dressé
des tableaux couvrant les résultats effectifs et les pourcentages des
volets traités. Cela nous a permis, à l'aide des
stratégies des statistiques de production appliquées à
l'enseignement, la détermination des causes de défaillance
grâce au diagramme d'Ishikawa, qui a été couplé
avec la méthode de cascade des pourquoi, pour remonter à la
cause d'origine des problèmes épinglés par rapport aux
objectifs du présent travail.
g) Traitement des données
Au regard des données en présence et des
objectifs que nous nous sommes fixés dans le cadre de cette
étude, il s'est avéré utile d'effectuer l'analyse à
deux niveaux, chacun nécessitant le recours à une technique de
traitement différente. Les données de l'analyse documentaire ont
été organisées autour des points principaux, à
partir desquels la description et l'analyse critique ont été
élaborées. Concernant le questionnaire, l'analyse s'est faite sur
base des statistiques de production appliquées à l'enseignement
technique. Particulièrement, pour l'analyse selon les variables
considérées.
h) Les variables
Dans une étude scientifique, le chercheur peut
déterminer un certain nombre de paramètres qu'il doit manipuler
pour obtenir les informations dont il a besoin et qui peuvent soit infirmer ou
confirmer ses objectifs. Il s'agit donc des variables d'étude,
lesquelles constituent les indices autour desquels devra tourner l'analyse et
l'interprétation des résultats.
Pour la présente étude, nous avons retenu 5
variables à savoir :
- Niveau d'étude des enseignants de cours de
technologie mécanique
- Programme officiel de cours de technologie mécanique
- Atelier mécanique
- Source bibliographique et Webographique
- Profil industriel de mécanicien A2
-
Niveau d'étude
Par niveau d'étude, nous considérons le parcours
scolaire ou académique de l'enseignant et la formation suivirent, pour
être à mesure de former le (la) technicien(ne) A2 capable de
donner un rendement souhaitable, soit dans une entreprise contribuant ainsi au
développement du pays, soit dans le parcours académique pour des
études approfondies.
Nous estimons que la quantité ou la qualité des
informations qu'un individu requiert par le fait de son cursus scolaire
influence vraisemblablement ses réactions et ses attitudes.
- Programme officiel de cours de technologie
mécanique
Variable importante par rapport à l'objet de notre
travail. Il nous a donc été utile de vérifier son
applicabilité comme tableau de bord pour la planification dans le temps
et dans l'espace du cours de technologie mécanique.
Dans cette variable du programme de technologie, nous voulons
vérifier sa mise en application par les enseignants de technologie
mécanique dans les classes de 5ème et de
6ème mécanique.
- L'atelier mécanique
L'atelier mécanique est un lieu ou sont
aménagés un certain nombre d'outillages et de machines outils.
Il donne l'occasion aux élèves de mettre en pratique des notions
apprises théoriquement au cours de technologie mécanique.
C'est aussi un lieu intermédiaire important, entre
l'école et l'entreprise permettant aux apprenants de se familiariser
avec des machines et d'autres innovations technologiques.
Cette variable nous a donné la voie de vérifier
l'existence des ateliers mécaniques et de leurs contenus dont disposent
les instituts techniques pour la formation efficience de leurs
élèves.
- Bibliographie et webographie
Naturellement, l'enseignant est une source de savoir digne de
foi pour tout élève. Il nous a donc semblé bon par cette
variable de connaître la bibliographie exploitée par les
enseignants de technologie mécanique. La plus grande attention
était portée sur la date d'édition du livre pour voir dans
quelle époque est inspirée leur savoir scientifique.
Quant à la webographie qui est une
référence tirée de l'Internet, nous avions voulu savoir si
less enseignants sont aussi magnétisés par les technologies
d'information et de communication dans leurs recherches.
- Profil professionnel des mécaniciens
A2
Cette variable tourne autour des industriels qui sont
consommateurs des produits finis de l'enseignement technique industriel. La
variable a permis de ressortir l'identification du mécanicien attendu
à travailler dans une industrie dans l'environnement d'innovation
technologique.
- Administration du questionnaire
Dans la conduite de son étude, le chercheur a la
latitude de choix entre plusieurs instruments qui se présentent à
lui. Il devra choisir celui qu'il estime pertinent et efficace pour
réaliser les objectifs qu'il s'est fixé. Il n'y va pas en
tâtonnant. Mais certains paramètres d'appréciation doivent
être pris en compte pour lui permettre d'opérer un choix
judicieux. L'on peut citer : objectif de l'étude, nature des
données désirées, disponibilité, etc.
Ainsi, notre choix s'est porté sur le questionnaire
à cause de ses nombreux avantages dans la récolte aisée
et rapide des données.
1. ENQUETE PROPREMENT DITE
- Etablissements d'enseignement technique
Le déroulement de l'enquête s'est fait de
manière aléatoire ciblée dans les instituts techniques et
a duré 7 semaines. Pour rencontrer les sujets, nous avons tenue de
passer au lieu de leur travail d'éducateur.
Les questions exploitent les thèmes que nous
présentons ci-dessous :
- Thème 1 : Matière de technologie
mécanique suivant le programme officiel
Nous voulons par ce thème, savoir si les enseignants
établissent une prévision de matière pratique et
réalisable par rapport aux sous-thèmes qui suivent:
1. Classe de 5ème MMO
· Sous-thème 1. Tournage : montage d'usinage
sur tour; travaux sur tour; tours spéciaux; notions sur les tours
automatiques; note sur les tours verticaux.
· Sous-thème 2. Fraisage: Montages d'usinage sur
fraiseuse; travaux sur fraiseuse; taillage des engrenages.
· Sous-thème 3. Rectification: type de
rectifieuses; les meules; exemples de travaux de rectification
· Sous-thème 4. Affûtage: affûtage des
outils de coupe
2. Classe de 5ème M.G
· Sous-thème 5. Procédés
d'assemblage : assemblages démontables; assemblages
définitifs; soudage.
· Sous-thème 6. Travaux de chaudronnerie de
construction métallique: tôles et principes de traçage;
découpe mécanique des tôles; des profilés.
· Sous-thème 7. Métrologie: étude
des appareils de mesures normaux et leur utilisation rationnelle
· Sous-thème 8. Compléments technologiques
sur les pompes spéciales : pompes volumétriques à
débit fixe et variable; utilisation aux circuits hydrauliques;
étude technologique d'une pompe centrifuge; autres.
3. Classe de 6ème MMO
· Sous-thème 9. Métrologie :
tolérances et ajustages; mesures par comparaisons et mesures absolues;
causes d'erreurs dans les mesures ; instruments de mesure; contrôle
de planéité; contrôle des angles ; description des
quelques mesures types.
· Sous-thème 10. Divers procédés de
fabrication : production des pièces par moulage ; production
des pièces par déformation ; les outils de découpage
et emboutissage ; travail de tôles et profilés ;
construction soudées ; les plastiques.
4. Classe de 6ème M.G
· Sous-thème 11. Compléments technologiques
sur les moteurs thermiques :
- Essence : les carburants ; l'allumage ; le
refroidissement et le graissage du moteur ; le moteur Wanckel ;
- Diesel : étude détaillée de
l'injecteur ; étude de la suralimentation ; étude du
Diesel deux temps
· Sous-thème 12. Défauts de
fonctionnement : principaux de fonctionnement en essence et en Diesel.
· Sous-thème 13. Production du froid
- Theme 2. Machines-outils
Il est évident que le rendement d'une formation en
technologie mécanique dépend étroitement de la mise en
pratique des cours appris théoriquement en salle de classe. Les
réponses relatives à ce thème nous aident à
identifier les ateliers mécaniques des instituts d'enseignement
technique enquêtés : par leur existence, par leur contenu en
machines-outils, par la qualité innovante de ces machines.
Ce thème est reparti en six sous-thèmes qui
suivent :
· Sous-thème 1. Section tournage : nombre;
désignation; marque et état de fonctionnement de tours
(observation)
· Sous-thème 2. Section fraisage : nombre;
désignation; marque et état de fonctionnement de fraiseuses
(observation)
· Sous-thème 3. Section rectifieuse : nombre;
désignation; marque et état de fonctionnement de rectifieuses et
meules (observation)
· Sous-thème 4. Section ajustage : nombre;
désignation; marque et état de fonctionnement des étaux
(observation)
· Sous-thème 5. Section forgeage : nombre;
désignation; marque et état de fonctionnement de fours
(observation)
· Sous-thème 6. Transferts novateurs :
machines à commande numérique ; à fonctionnement
informatisé ; cours à caractère électronique
ou informatique ;
2. ENTREPRISES, USINES ET AUTRES ORGANISMES
TECHNOLOGIQUES
- Thème 3. Cursus industriel du mécanicien
A2
Les réponses se rapportant à ce thème
sont issues des industriels responsables des services techniques pour la
plupart d'entre eux. Elles nous ont permis d `épingler le profil du
mécanicien A2 capable de s'imprégner dans le milieu professionnel
beaucoup influencé par des innovations technologiques.
Il est composé des sous-thèmes
ci-après :
· Sous-thème 1: Profil de mécanicien
automobiliste (garage
· Sous-thème 2: Profil de mécanicien de
maintenance
· Sous-thème 3 : Profil de mécanicien
en hydraulique (travaux de pompe et des turbines)
· Sous-thème 4 : Profil de mécanicien
des turbines à vapeur (travaux de chaudières et de turbines)
· Sous-thème 5 : Profil de mécanicien
de chaudronnerie
· Sous-thème 6 : Profil de mécanicien
dessinateur au bureau d'Etudes
· Sous-thème 7 : Profil de mécanicien
de fonderie
· Sous-thème 8 : Profil de mécanicien
des machines-outils (atelier mécanique)
· Sous-thème 9 : Profil de mécanicien
en climatisation
· Sous-thème 10 : Profil de mécanicien
en hydropneumatique
CHAPITRE 2 : SYSTEME
EDUCATIF CONGOLAIS
| 

