CHAPITRE 6 : REALISATIONS ET ESSAIS
6-1 REALISATIONS
6-1-1 REALISATION DU PROGRAMMATEUR
De nombreux montages font, aujourd'hui, appel à des
microcontrôleurs PIC et à des mémoires série. Parmi
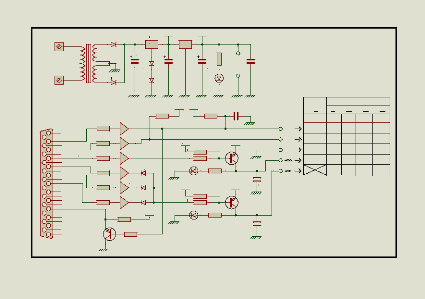
tous les prototypes disponibles, nous avons choisi de réaliser celui
représenté par les figures 6-1, 6-2,
6-3 ci après.
PC
PORT PARALLELE
1
14
2
15
3
16
4
17
5
18
6
19
7
20
8
21
9
22
10
23
11
24
12
25
13
D0 (DATA) Ecriture
D 1 (CLK)
D2 (+VDD)
D3 (+VPP1)
D4 (+VPP2)
D5 (+VPP3)
ACK (DATA ) Lecture
TRANSFORMATEUR
D1
2x15V 3,2VA
1N4007
BC557C
T1
1K
R1
1K
R2
1K
R3
1K
R4
1K
R5
1K
R6
CI1 = N1 à N6 = 7407
R14 10K
D2
1N4007
11
13
9
3
5
1
R9 2,2K
N1
N2
N3
N4
N5
N6
8
2 D5
4 D6
1N4148
D7
6
1N4148
10
12
C1
1000uF
1N4148
+5V
CI2
7812
D3 1N4148
D4 1N4148
R10 10K
+13V +5V
10uF
+5V
+13V
+5V
CI3
7805
L2
ORANGE
L3
ROUGE
R7 2,2K
R13 10K
10K
R12
R8 2,2K
+5V
R11 10K
C3
10uF
R16 330
R17 1K
L1 VERTE
R15
330
+13V
+5V
CI1
14
7
T2 BC557C
T3
BC55C
C5
330pF
C4
100nF
C7
C6
100nF
100nF
DATA
CLK
GND
|
EEPROM 24LCxx 8b
|
MICROCONTROLEURS
|
|
8b 18b 28b 40b
|
|
SUP1
|
SUP2 SUP3 SUP4 SUP5
|
|
5
|
7
|
13
|
28
|
40
|
|
6
|
6
|
12
|
27
|
39
|
|
1-2-3-4-7
|
8
|
5
|
8 - 19
|
12 - 31
|
|
8
|
1
|
14
|
20
|
11 - 32
|
|
4
|
4
|
1
|
1
|
FIGURE 6-1 : SCHEMA ISIS DU PROGRAMMATEUR
PROPIC 2
Ce montage, grâce à sa simplicité va
pouvoir être réalisé sur une petite carte pré
sensibilisée simple face selon le typon de la figure
6-2 réalisé avec le logiciel ARES de PROTEUS. Ce
schéma n'a pas été modifié et les connexions
demeurent telles que l'auteur les a conçues.
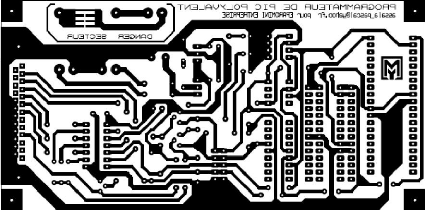
FIGURE 6-2 : TYPON POUR PROGRAMMATEUR
PROPI
Suivant ce typon nous avons réalisé la carte
représentée à la
figure 6-3.
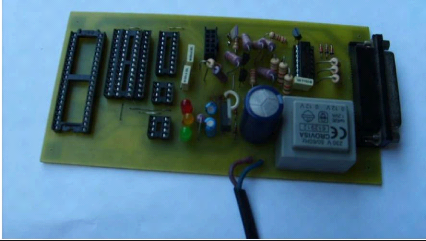
FIGURE 6-3 : PROGRAMMATEUR DE PIC
REALISE
6-1-2 REALISATION DE LA CARTE DE
CONTROLE
La mise en oeuvre de ce travail requiert l'utilisation de
ressources diverses. Les études mécaniques faites ici ne sont pas
à même de produire après réalisation un
résultat fiable. Elles ont été menées dans le seul
but de donner une image de la représentation réelle de la
bâtisse mécanique afin qu'ayant par la suite fait une
évaluation des différents mouvements nous déterminions les
différents mécanismes d'entrainement et appareil de
détection.
La carte de contrôle à microcontrôleur dont
le schéma a été présenté plus haut est
entièrement réalisée avec le logiciel proteus
de LABCENTER dont les versions d'évaluation sont
téléchargeables gratuitement sur le site du fabricant. Elle tient
sur une plaque pré- sensibilisée double face de 20 cm x 13 cm. Le
type de relais doit répondre à la disposition du perçage
sur le typon. En effet, sur cette carte, seul le relais R8 a ses deux contacts
NO (Normally open, ouvert au repos) et NC
(Normally Closed, fermé au repos) utilisés. Les
autres relais notamment R1 à R6 et R9 n'ont que le contact NO
utilisé. Pour ce qui est de l'alimentation, bien s'assurer que
tous les relais utilisés supportent la même tension
d'alimentation. Pour le cas d'une alimentation par transformateur,
prévoir un transformateur de 2 x 15 V. Cette carte utilise en tout 3
tensions différentes à savoir :
· 5V pour l'alimentation des circuits
intégrés
· 12V pour l'alimentation des relais
· 220V pour l'alimentation des bobines des contacteurs
externes
Il est conseillé de prendre toutes les dispositions
nécessaires pour éviter tout contact avec les parties actives
sous tensions ou même après la mise sous tension du fait de la
charge rémanente qui pourrait rester existante aux bornes des
condensateurs de filtrage.
Cette carte a les capacités de fonctionner dans des
applications diverses par juste changement du code source en mémoire du
microcontrôleur par un autre adéquat. Il est plus indiqué
de prévoir dans le matériel un support de circuit
intégré de 40 pattes sur lequel on pourra à volonté
embrocher le microcontrôleur. Cela permettra de s'épargner les
multiples soudures chaque fois ou le microcontrôleur devra être
reprogrammé.
Les figures 6-4, 6-5, 6-6
représentent le typon, et l'implantation des
composants.
Pour ce qui est des difficultés de fabrication, en
fabricant la carte électronique avec les typons des deux faces du
schéma, les pistes réalisées étaient d'une
très mauvaise qualité pour celles qui sont apparues constituant
pour la plupart des court circuits. D'autres par contre avait simplement
été effacées.
Pour pouvoir réaliser une carte assez
présentable et assurant un minimum de risque de court circuit entre les
pistes, le moyen utilisé était de modifier le schéma
donnant ainsi la possibilité de tracer des pistes un peu plus grandes
avec un espace assez sécurisant entre elles et réduisant le
risque de coupure ou de court circuit après les procédés
chimiques de réalisation.
La figure 6-4 est celle qui
représente la face supérieure de la carte électronique
double face. C'est sur cette face que sont montés les
composants. Le nombre de pistes sur cette face a
été réduit au minimum pour diminuer le nombre de vias et
pour minimiser les imperfections de gravure.
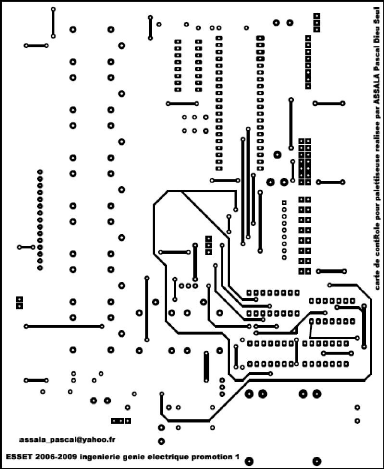
FIGURE 6-4 : FACE SUPERIEURE COTE
COMPOSANTS
La figure 6-5 ci-après
représente le typon coté soudure. Cette face est le lieu
principal des différentes connexions du montage. Du fait de sa
complexité, l'image a perdu ses propriétés d'origine et
tout contrairement à la précédente, elle ne pourrait pas
être utilisée comme typon de réalisation.
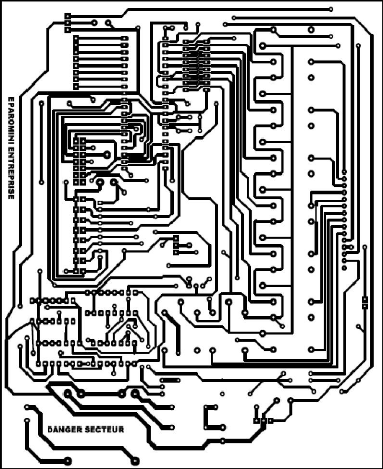
FIGURE 6-5 : FACE INFERIEURE
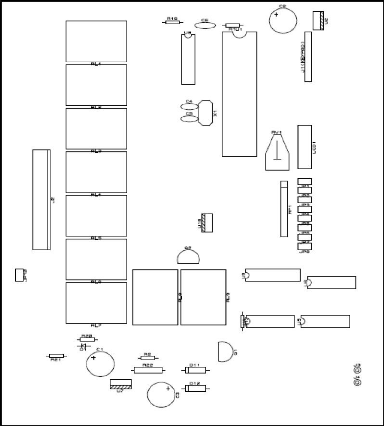
Pendant la disposition des composants de la carte de commande,
le souci principal était de les placer tel que les relais qui pourraient
véhiculer des courants importants assez loin du microcontrôleur.
Cela permet d'éviter des dysfonctionnements qui pourraient
résulter des effets dus à l'incompatibilité
électromagnétique de ces différents composants avec le
microcontrôleur au regard des niveaux de courants d'usage.
FIGURE 6-6 : IMPLANTATION DES
COMPOSANTS
6-1-3 LE CLAVIER
La majeure partie du travail de conception
électronique de ce projet est faite avec le logiciel proteus. Dans sa
bibliothèque de composants intégrée, on trouve deux
claviers de même type. Un clavier de 15 touches et un autre de 12
touches. La configuration ici est du type matriciel. Ce type de clavier est
aussi meilleur dans la réalisation électronique à cause de
son nombre de broches de sorties réduit. En effet, un clavier matriciel
de 12 touches comporte 4 lignes et 3 colonnes. Cette configuration permet de
gérer plusieurs états externes avec le moins possible
d'entrées du microcontrôleur utilisées. Par contre, il
existe des types différents mais aucun dans sa configuration n'offre le
même avantage.
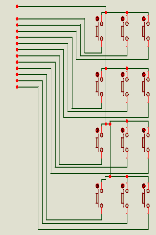
Sur le marché local il n'a pas été
possible de trouver le clavier de type matriciel. Celui que nous avons pu avoir
est du type à sortie commune réalisé sur une logique selon
laquelle chaque bouton poussoir du clavier a une de ses bornes raccordée
à un point commun et l'autre borne représentant la touche
correspondante. Cette configuration est assimilable à un montage en
étoile. Il offre pour un nombre total de touches d'entrées
N, un nombre de sorties S=N+1. Pour avoir un
maximum de broches d'ENTREE/SORTIES configurables sur le microcontrôleur,
il suffira juste de supprimer certaines lignes de la carte du clavier et de
refaire certaines nouvelles connexions nécessaires pour avoir notre
clavier matriciel. Les deux types de clavier cités dans cette section se
présentent sous les schémas électriques de la
figure6-7.
com
#
1
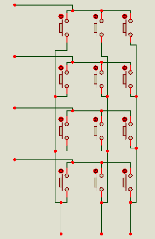
FIGURE 6-7: CLAVIER A POINT COMMUN ET CLAVIER
MATRICIEL
Les valeurs des autres composants utilisés sont
spécifiées sur la liste des composants de la page suivante. Pour
ce qui est des résistances, pour un souci de taille physique, celles
utilisées sont des résistances de 0.25Watt.
6-1-4 IMAGES DE LA CARTE DE CONTROLE
Apres avoir réalisé le circuit imprimé,
soudé les différent composants, la carte qui résulte de
notre étude se présente comme l'illustrent les
figures 6-8, 6-9 et les compléments
placés en annexe.
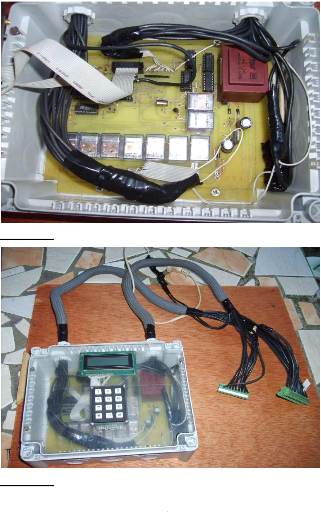
FIGURE 6-8 : CARTE DE CONTROLE MONTEE DANS UN
BOITIER
FIGURE 6-9 : VUE COMPLETE DE LA
CARTE
54
6-2 ESSAIS DU PROTOTYPE
La carte de contrôle conçue ne pourra
normalement fonctionner que si elle est raccordée au système
à piloter. Pour pouvoir réaliser des essais, nous avons mis sur
pied un banc d'essai constitué principalement de deux types de
matériel.
· les interrupteurs jouant le rôle des
différents capteurs de la palettiseuse et le commutateur pour la
sélection des deux modes de fonctionnement.
· Les lampes qui matérialisent la commande
envoyée par le microcontrôleur sur les différents
récepteurs électriques du système.
Les figures 6-10 et 6-11
représentent la face avant du banc d'essai et le point de
raccordement respectivement.
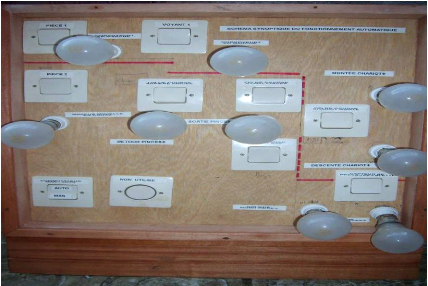
FIGURE 6-10 : BANC D'ESSAI REALISE POUR TEST
DU PROTOTYPE

FIGURE 6-11 : POINT DE CONNEXION ENTRE LA CARTE ET
LE BANC
D'ESSAI
Avant mettre la carte en marche, nous nous servons du
programmateur de pic pour transférer le code source dans la
mémoire du microcontrôleur. Ce transfert se fait après un
paramétrage préalable du logiciel ICPROG que nous utilisons pour
communiquer avec le programmateur et ainsi transmettre les instructions de
fonctionnement au microcontrôleur. Ce logiciel peut être
utilisé gratuitement, et même être diffusé. Il ne
doit pas être modifié, tous ses fichiers doivent être
distribués ensemble, et il ne doit servir qu'à des fins
légales; telles sont les conditions de l'auteur.
Sur la figure 6-12 sont
indiqués les différents paramétrages à effectuer
dans ICPROG.
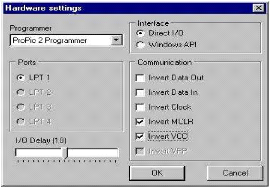
FIGURE 6-12 : PARAMETRAGE DE ICPROG POUR
PROPIG 2
Après avoir ainsi paramétré le logiciel
ICPROG, le programmateur branché sur le port LPT1 de
l'ordinateur, la seconde étape consiste à indiquer la source du
fichier programme à transférer au microcontrôleur. Ce
fichier doit avoir l'une des extensions des fichiers pris en charge par ICPROG.
Dans la suite nous indiquerons au logiciel le type de composant présent
sur le programmateur et que nous voulons programmer. Sur l'onglet
SETTINGS de l'interface utilisateur de ICPROG, on va choisir
le PIC16F877 selon la figure 6-13.
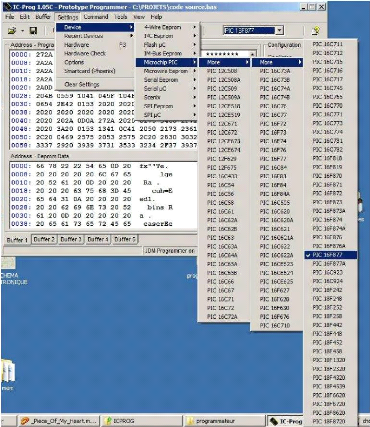
FIGURE 6-13 : CHOIX DU COMPOSANT A PROGRAMMER
SOUS ICPROG
Une fois le composant à programmer choisi, il ne reste
plus qu'à vérifier que le programmateur est connecté au
secteur. Si c'est le cas, démarrer le transfert en cliquant sur
l'icône de programmation du composant.
Lorsque le transfert du code source est terminé sans
erreur, le logiciel affiche un message de confirmation à la suite
duquel, on peut fermer l'interface, débrancher le programmateur du
secteur, le
déconnecter de l'ordinateur puis enlever le
microcontrôleur et le monter sur la carte de contrôle. La
figure 6-14 présente le programmateur
connecté sur le port LPT1 d'un ordinateur de bureau
pendant la mise en oeuvre.
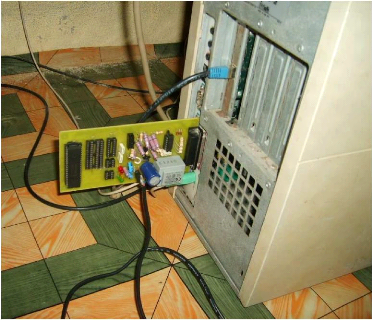
FIGURE 6-14 : PROGRAMMATEUR SUR PORT
LPT1
C'est au bout de toutes ces étapes
préliminaires et indispensables que nous pouvons procéder aux
essais proprement dits du prototype. Une fois le microcontrôleur
entièrement programmé et démonté du support du
programmateur, il est monté sur le support circuit intégré
prévu à cet effet sur la carte de contrôle.
Avant la mise en marche, il faut s'assurer que les
connexions entre la carte et le banc d'essai dans notre cas sont toutes
établies. Lorsque tout cela est fait, alimenter le banc
d'essai en premier puis la carte. A partir de ce
moment, le fonctionnement et les vérifications
sont tous pris en charge par le microcontrôleur.
Dans l'impossibilité de joindre une vidéo
à ce document, nous avons
figure 6-
pris des images de l'ensemble fonctionnant. La
15 représente une
étape de fon ctionne
ment au bout de laquelle l'utilisateur pourra
choisir de restaurer les données en mémoire
après les avoir consultées ou de
.
rentrer des nouvelles données de
fonctionnement
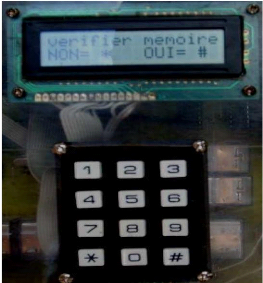
FIGURE 6-15 :
SYSTEME ATTENDANT LA COMMANDE DE
L'OPERATEUR
6-3 DEVIS DE REALISATION
6-3-1 DEVIS DE LA CARTE DE COMMANDE
Le tableau 6-1 suivant
récapitule le matériel utilisé pour la réalisation
de la carte électronique.
DEVIS MATERIELS
|
Désignation
|
Valeurs
|
Quantité
|
P.U
|
Total
|
Résistor
|
270
|
18
|
500
|
9000
|
Résistor
|
2k
|
3
|
500
|
1500
|
Condensateur
|
10u
|
2
|
500
|
500
|
Condensateur
|
100u
|
1
|
1200
|
1200
|
Circuit Intégré
|
PIC16F877A
|
1
|
29800
|
29800
|
Circuit Intégré
|
7805
|
2
|
2000
|
4000
|
Circuit Intégré
|
74HC112
|
1
|
1500
|
1500
|
Circuit Intégré
|
74HC00
|
1
|
1500
|
1500
|
Circuit Intégré
|
74HC112
|
1
|
1500
|
1500
|
Circuit Intégré
|
74HC4072
|
1
|
1500
|
1500
|
Circuit Intégré
|
7812
|
1
|
1500
|
1500
|
Diodes
|
1N4007
|
12
|
500
|
6000
|
Connecteur
|
CONN-SIL8
|
1
|
|
DIVERS
|
Connecteur
|
SIL-100-15
|
1
|
|
DIVERS
|
Jumper
|
JUMPER
|
8
|
|
DIVERS
|
Jumper
|
JUMPER2
|
1
|
|
DIVERS
|
Afficheur
alphanumérique
|
LMO44L
|
1
|
39000
|
39000
|
Relais
|
G5Q-14-DC12
|
9
|
5000
|
45000
|
Clavier
|
4x3 touches
|
1
|
11000
|
11000
|
Support de CI
|
40 broches
|
1
|
800
|
800
|
Transformateur
|
moule 2x15 V
|
1
|
5000
|
5000
|
Plaque cuivrée
|
Pré sensibilisée
|
1
|
20000
|
20000
|
Frais
|
développement
|
1
|
20000
|
20000
|
Frais
|
perçage
|
1
|
3000
|
3000
|
DIVERS
|
|
|
|
15000
|
TOTAL
|
|
|
|
218300
|
|
TABLEAU 6-1: MATERIEL UTILISE POUR LA REALISATION DE
LA CARTE DE
CONTROLE.
NB : Outre les divers, l'ensemble de
matériel présent dans le tableau 6-1
précédent est facturé selon la grille des
prix de MEGATEC ELECTRONIQUE situé
à la montée aurore à Yaoundé-Cameroun.
6-3-2 DEVIS POUR ENSEMBLE ELECTRIQUE
Le tableau 6-2 suivant représente le
matériel électrique à installer sur la machine pour une
prise en charge complète par la carte de contrôle.
Repères
|
Désignation
|
Caractéristiques
|
quantité
|
observations
|
Admission
|
Moteur électrique
|
1.5KW - 1495Trs/MIN- 3A 2 Ex: LS 80 L
|
1
|
Sur l'arbre de ce
moteur tournant dans un seul sens
Seront montés deux pignons dont le rapport des dents
d'engrenage est de 2
|
Convoyeurl
|
Moteur électrique
|
1.5KW -
1495Trs/MIN- 3A
2 Ex: LS 80 L
|
1
|
Moteur frein pour
assure le bon positionnement des chaines du convoyeur1. 1
sens de rotation
|
|
Interrupteur de position
3 ex : XCK-P110
ou XCK-M110
|
2
|
Ces deux capteurs
montés dans le convoyeur 1 assurent la transmission au
système de l'information sur la présence des pièces.
|
|
Détecteur de proximité
1 Photo
interrupteur de
positionnement ex :
OPKBKTIR0111S
3 détecteurs de
position inductif XS ou
photoélectrique XUE
|
1
|
Détecteur à rayon
lumineux comportant un contact à fermeture. Il servira
notamment à renseigner le système sur le passage du bois des
chaines du convoyeur 1 vers les courroies du convoyeur 2
|
Convoyeur2
|
Moteur électrique
avec réducteur
|
Moteur électrique:1.5KW - 1495Trs/MIN- 3A
2 Ex: LS 80 L Réducteur:
2 orthobloc 2000
|
1
|
Le fonctionnement
intermittent de ce moteur freiné impose l'utilisation
d'un réducteur de faible rapport à défaut d'utiliser un
moteur pas à pas. En plus, pour le respect scrupuleux des intervalles
pour l'aération.
|
Chariot
|
Moteur électrique
|
1.5KW -
1495Trs/MIN- 3A
2 Ex: LS 80 L
|
1
|
Utilisé pour
l'entrainement des pinces, ce moteur doit être
freiné pour maintenir une stabilité des pinces pendant les
opérations de descente du chariot.
|
|
Interrupteur de
position
3 ex : XCK-P110
|
1
|
De même type que ceux du convoyeur1, celui-ci est
chargé de transmettre au
|
|
|
|
ou XCK-M110
|
|
système l'information sur la
position haute du chariot.
|
|
1.5KW -
1495Trs/MIN- 3A
2 Ex: LS 80 L
|
1
|
Ce moteur frein
supporte de grandes charges
dans l'ensemble car il est appelé à soulever et
décharger le chariot. Pour cela il a deux sens de marche
|
|
Détecteur de proximité, 1 Photo interrupteur de
positionnement ex : OPKBKTIR0111S
3 détecteurs de position inductif XS ou
photoélectrique XUE
|
1
|
Même type que le
voyant 1
|
Support de palette
|
Moteur électrique
|
1.5KW -
1495Trs/MIN- 3A
2 Ex: LS 80 L
|
1
|
Pour effectuer un
décalage chaque fois lors du rangement, ce moteur sera
chargé de mettre en rotation la vis sans fin. Ce système
intégrant un embrayage pour éviter de secouer la palette
pendant les multiples
démarrages et arrêts.
|
|
Interrupteur de
position
3 ex : XCK-P110
ou XCK-M110
|
1
|
De même type que ceux du convoyeur1, celui-ci est
chargé de transmettre au système l'information sur la
Présence de la palette.
|
divers
|
contacteurs
|
3 LC1-K06
|
2
|
Pour moteur des
convoyeurs 2 et 2
|
|
Pour moteur du
support de palette.
|
|
Moteurs de Tapis
d'admission, pinces et chariot.
|
|
Contacteur de
marche manuelle
|
|
3 Bouton à
voyant XB5-AA31
|
3
|
NO avec rappel
automatique. Pour la marche par à coups de moteurs
à un sen de rotation
|
|
3 commutateur
de type CMB ou Bouton à voyant XB5-AA31
|
1
|
Deux contacts et
deux positions avec retour
automatique à la position
initiale. mise en marche du
système. DCY
|
|
3
|
Trois contacts et
trois positions stables. Pour la
marche par à coups des
moteurs à deux sens de
rotation.
|
|
1
|
Deux positions NC et NO stables. Permet le choix du type de
fonctionnement MAN/AUTO
|
|
TABLEAU 6-2: LISTE DE MATERIEL
ELECTRIQUE
6-4 COMPARAISON DES CHARGES DE PERSONNEL
Actuellement, dans la figure 1-2
qui décrit le processus de production des parquets, le double service de
rangement présenté aux étapes 5 et 6 utilise seize (16)
personnes à la fois soit huit directement à la sortie de la
machine de coupe et huit autres pour le rangement assurant la circulation de
l'air pour les séchoirs. La seule idée de réduire ces deux
services en un seul constitué d'un personnel réduit de
moitié est un facteur avantageux pour opérer un choix
technologique.
L'usage du système de la palettiseuse devra imposer la
mobilisation d'un nombre inférieur d'ouvriers en permanence ; c'est
ainsi que dans le cadre le plus simple du fonctionnement du système, le
personnel requis pourra être caractérisé par un conducteur
assisté par deux manoeuvres. En effet pour effectuer des corrections au
moment où surviennent des défauts, le conducteur au moyen de son
pupitre de marche manuelle se charge de faire mouvoir les différentes
parties individuelles de la machine. Le mode de commande manuel ne comportant
pas d'auto maintient de l'organe commandé, la commande est valide et le
reste tant que le conducteur maintient son action sur l'organe de commande. Ce
qui oblige l'opérateur à rester uniquement devant son pupitre.
Parmi les charges générées par le mode
de rangement manuel, on note celles liées à la superficie de
l'entreprise et à l'éloignement des différents services.
Pour une palette pleine placée au séchoir, il faut au
préalable avoir rangé le bois à la sortie de l'OPTICUT,
puis transporter la palette vers le second service de rangement par un manitou,
après ce second rangement, la palette est enfin transportée dans
un séchoir. Par
contre, avec le rangement automatique, les palettes
rangées à la sortie de l'OPTICUT sont directement
destinées au séchoir. On note ici deux des avantages que
possède l'automatisation du système par rapport à la
marche manuelle à savoir.
· Un seul service destiné au rangement.
· Effectif réduit au quart de l'effectif de la
marche manuelle.
Par ailleurs ce système automatique mis en place sera
cause de mise au chômage d'un certain nombre d'employés ; à
première vue le caractère social de l'entreprise conduirait au
rejet de l'automatisation pour assurer un minimum de revenu à un maximum
de citoyens mais la perpétuelle recherche du gain viendra dominer les
conditions de choix et obligera la réduction du personnel.
6-5 PERSPECTIVES
Arrivés au terme de ce travail, nous sommes encore
très loin de déclarer avoir mis sur pied un prototype parfait.
L'étude menée jusqu'ici vient juste poser les jalons. En tenant
compte de toutes ces bases déjà mises sur pied, des études
plus poussées visant l'amélioration tant sur le plan
électrique que mécanique devront être menées afin de
mettre sur pied une machine répondant aux standards internationaux de
l'industrie. L'autre aspect incomplet dans notre travail concerne le programme
:
Les paramétrages de fréquence de fonctionnement
du microcontrôleur dans le code source peuvent être revus pour
assurer une fréquence de fonctionnement plus élevée et
adaptée à une ligne de
production plus accélérée. Cet autre
volet des améliorations provoquera un total réaménagement
dans les différentes temporisations. Le dernier des aspects modifiables
en vue de l'amélioration est la partie de commande de l'admission. Une
stratégie différente peut être mise au point pour aboutir
à la solution proposée. La liste des améliorations
citées ici n'est pas exhaustive. Toutes les contributions en vue de la
production d'un système plus performant seront source d'une progression
significative dans ce projet.
| 

