CHAPITRE III
TRAITEMENT THERMIQUE APPLIQUE AUX ACIERS
III.1. Définition
Traitement thermique est une succession d'opérations au
cours desquelles
un produit ferreux solide est soumis en totalité ou
partiellement à des cycles thermiques pour obtenir un changement de ses
propriétés et/ou de sa structure.
III.2. But
On recherche un compromis entre les caractéristiques
suivantes :
- ductilité (capacité de déformation)
- résilience, ou ténacité (résistance
au choc)
- résistance (limite d'élasticité,
résistance à la traction)
- dureté
Certaines structures sont favorables à la dureté,
certaines caractéristiques (taille de grains)
en conjonction avec d'autres paramètres agissent sur la
ductilité.
Cette approche simplifiée ne reflète pas, bien
entendu, toute la complexité de la
métallurgie et de sa mise en oeuvre au travers des
traitements que nous décrivons.
III.3. Eléments d'un traitement
thermique
Les éléments d'un traitement thermique sont :
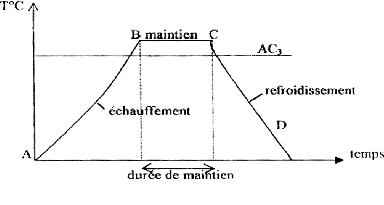
? Un traitement thermique consiste à jouer sur trois
éléments :
- la température
- le temps
- et le milieu de séjour durant le maintien en
température (neutre ou réactif)
? lors de trois phases différentes :
- la montée en température
- le maintien à température
- et le refroidissement.
En général, la phase déterminante et
critique est le refroidissement. La vitesse appropriée
pour obtenir les caractéristiques voulues amène
à choisir un milieu de refroidissement (par
exemple air, eau, bain de sel, huile, gaz ou mélanges
gazeux sous pression) en fonction de
la dimension de la pièce à traiter et la
trempabilité.
19
Figure III.1 : Cycle d'un traitement
thermique
Un acier peut présenter plusieurs types de structures
cristallines liées :
- aux phases
- aux types de précipités
- à l'organisation entre ces deux
éléments.
L'ensemble des traitements thermiques pour emploi final et
intermédiaires jouent sur ces aspects avec notamment les transformations
de phases au chauffage et au refroidissement, les mises en solution ou
apparition des précipités et la diffusion des
éléments divers au chauffage. La taille des grains et leur
grossissement interviennent. Cela agit sur le résultat final de la
structure et par ailleurs dépend également des conditions des
traitements thermiques et éventuellement des éléments
d'addition.
III.4. Types de traitements thermiques
1. Le recuit
Le recuit consiste à :
- chauffer la pièce à une température
déterminée dite température de recuit (le choix de la
température dépend des objectifs, elle peut aller de 450 et
1100°C)
- maintenir cette pièce à cette température
pendant un temps donné
- refroidir à la vitesse adéquate afin d'obtenir
après retour à la température ambiante un état
structural du métal proche de l'état d'équilibre
stable.
20
Cette définition très générale est
habituellement complétée par une formulation précisant le
but du traitement.
Le recuit permet notamment :
- d'éliminer ou réduire les contraintes
résiduelles du métal liées à une action
antérieure (déformation, soudure, etc.) ou un traitement
thermique antérieur
- ou d'obtenir la formation d'une structure favorable à
une action ultérieure (déformation, usinage, etc.) ou un
traitement thermique ultérieur.
|
A : Recuit de normalisation et recristallisation.
B : Recuits
d'adoucissement.
C : Recuits de détente.
D : Recuits
d'homogénéisation
ou de diffusion
|
|
Figure III.2 : Zones des températures les
plus favorables pour les différents recuits
|
|
2. La trempe
La trempe (ou durcissement par trempe) consiste à :
- chauffer la pièce à une température
appropriée (austénitisation ou mise en solution) - refroidir
à une vitesse adéquate la pièce en la plongeant par
exemple dans de l'eau (trempe à l'eau) ou de l'huile (trempe à
l'huile) ou par insufflation d'un gaz tel que l'air. Une trempe a pour objet de
durcir le métal. Elle permet d'obtenir des aciers très durs mais
dans la plupart des cas peu ductiles. Elle est donc généralement
suivie d'un revenu.
Les éléments ajoutés au Fer modifient
profondément la cinétique de la transformation á - y. Pour
mettre en évidence cette cinétique, on se sert des diagrammes TTT
(diagramme
21
de transformation de l'austénite en conditions
isothermes, Température - Temps - taux de Transformation, fig. 3)
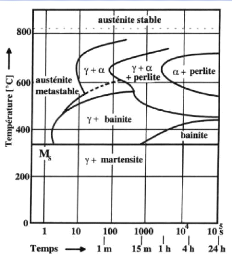
Figure III.3 : Courbe TTT (acier faiblement
allié 0,35%) : ce diagramme se lit en suivant un isotherme 3. Le
revenu
Le revenu consiste :
- en un ou plusieurs chauffages de la pièce à
une température déterminée (inférieure à la
température de début de transformation de phase de l'acier ~
700°C)
- un maintien de la pièce à cette
température pendant un temps donné
- un refroidissement approprié.
Un revenu permet d'atténuer les effets de la trempe en
rendant la pièce plus ductile et plus tenace. Il peut dans des cas
particuliers, cas des aciers faiblement alliés, permettre un
durcissement secondaire. L'emploi du terme revenu sous-entend que le traitement
est réalisé sur un état préalablement
trempé. [Un traitement à 500°C sur un acier trempé
est un revenu, sur un acier non traité est un recuit].
En fonction du résultat attendu, on distingue plusieurs
types de revenu :
- Revenu de relaxation ou de détente :
s'effectue entre 180°C et 220°C -250°C Il ne provoque aucune
modification de structure mais une relaxation des contraintes multiples dues au
refroidissement brusque de la trempe et au changement de structure
austénite martensite.
22
- Revenu de structure ou classique :
s'effectue entre 500°C et Ac1 On observe une augmentation des
caractéristiques K, A et Z et une diminution plus importante de H, Rm et
Re.
Revenu de durcissement : s'effectue entre 450 et 600°C
4. La normalisation
Le traitement de normalisation (équivalent d'un recuit
à haute température suivi d'un refroidissement à l'air)
est un traitement d'affinage structural permettant un adoucissement et
l'élimination des contraintes apparues avec les opérations
précédentes. Outre l'obtention de structures homogènes
recherchées dans certaines applications mécaniques il conduit
à un état reproductible idéal pour la trempe.
L'état dit "normalisé" est un état de livraison des
produits sidérurgiques.
III.5. Transformation des phases au cours du traitement
thermique
a) Mécanisme de la transformation lors de
l'austénitisation
Lors du traitement thermique d'austénitisation, les
structures martensitiques, bainitiques et ferrito-perlitiques se transforment
en phase austénitique. La croissance de l'austénite est
contrôlée par diffusion. Comme le traitement
d'austénitisation se fait à haute température, cette
diffusion est rapide, un traitement de 30 min permettant a priori une
redissolution complète de la perlite, pour des températures
suffisamment élevées. Pour les structures perlitiques, le
mécanisme de germination de l'austénite dépend de la
morphologie de la perlite initialement présente.
Dans le cas d'une perlite globulaire, la formation de
l'austénite se fait par étapes successives au cours de la
montée en température.
La diffusion du carbone se faisant
préférentiellement aux joints de grains, c'est sur ces derniers
que la germination de la phase austénitique se produit. Le carbone
nécessaire à cette étape provient de la dissolution des
carbures. La première apparition d'austénite peut aussi
être localisée à l'interface entre les colonies de perlite.
La croissance de l'austénite se poursuit ensuite sous formes de lattes.
Du fait que l'on se trouve à haute température, il y a ensuite
coalescence de ces lattes à l'arrière du front de croissance,
jusqu'à ce que celle-ci soit bloquée par des globules de perlite
encore présents. La phase austénitique croît alors de
façon isotrope à partir du joint de grains ou elle s'est
formée, parallèlement à la dissolution des carbures.

23
Figure III.4 : Premiers stades de la formation de
la phase austénitique
Si la structure perlitique initiale est lamellaire,
le mécanisme de formation de la phase austénitique est
différent de celui décrit précédemment.
L'austénite va germer sur les interfaces ferrite/cémentite de la
perlite. Une rapide croissance fait suite à une germination
instantanée de l'austénite. Au fur et à mesure que
l'austénite croît, la proportion de ferrite diminue et les
lamelles de cémentite deviennent de moins en moins épaisses
jusqu'à se dissoudre complètement (Hantcherli Muriel 2010).
b) Constituant intermédiaire
Si la trempe est plus lente, ou bien si on l'arrête
à une température intermédiaire (trempe
étagée), on peut former de la bainite : il se forme des lamelles
de ferrite (ferrite aciculaire), et de la cémentite vient se former soit
entre ces lamelles, on parle de bainite supérieure, ou bien à
l'intérieur des aiguilles, bainite inférieure. La bainite est un
peu moins dure que la martensite, mais plus ductile ; la bainite
inférieure a une meilleure résilience (métallurgie
générale/ les aciers I théorie).
c) La transformation martensitique
Au cours d'une trempe, en revanche, le carbone ne peut plus
diffuser. La phase martensitique possède donc la même teneur en
carbone que la phase austénitique dont elle est issue et on parle ici de
transformations displacives. Ce terme vient du fait que la croissance
rapide de la martensite se fait via un mouvement coordonné des atomes.
Il est cependant important de souligner que durant la transformation, ce
mouvement coordonné d'atomes est tel que le déplacement d'un
atome par rapport à ses voisins reste inférieur à la
distance inter-atomique (Hantcherli Muriel 2010).
Lors du refroidissement à partir de la phase
austénitique, il y a apparition de la phase martensitique. Elle se fait
instantanément, du moment qu'une certaine température Ms,
appelée température de début de transformation
martensitique est atteinte. Elle fait
24
apparaitre deux types de martensite : la martensite en latte
et la martensite en plaquette dépendant de la teneur en carbone.
Le paramètre c de la maille augmente avec la teneur en
carbone, tandis que le paramètre a décroît. Ainsi, plus la
maille est riche en carbone, plus elle est tétragonale. Ceci s'explique
par le fait que les atomes de carbone sont situés au centre des
arêtes, dans les sites octaédriques. La Figure I.5 résume
la position des atomes de carbones dans la maille.
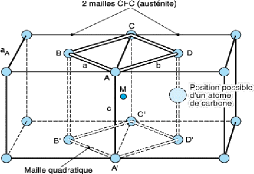
Figure III.5 : Position des atomes de carbone dans
la maille quadratique de la martensite
III.6. Influence des éléments d'alliage sur
le traitement thermique
a) Influence sur l'austénitisation
Les éléments d'alliage ont un rôle
prépondérant dans le traitement d'austénitisation. La
germination de l'austénite est instantanée dans le cas des aciers
au carbone mais la présence de certains éléments d'alliage
peut ralentir la croissance gouvernée essentiellement par la diffusion,
du fait de leur faible diffusivité, modifiant la position des points
caractéristiques de début et de fin de la transformation Ac1 et
Ac3. Les formules empiriques d'Andrews peuvent être utilisées pour
estimer les températures de transformation en fonction de la composition
chimique des aciers faiblement alliés. Elles sont valables pour des
aciers contenant moins de 0,6% de carbone. Ces formules sont données
ci-après en fonction de la teneur massique en éléments
d'alliages.
Ac1=723-10,7Mn-16,9Ni+29,1Si+16,9Cr+6,38W+290As
Ac3=912-203
C-15,2Ni+44,7Si+104V+31,5Mo+13,1W-30Mn
25
La Figure III.6 présente les changements
occasionnés par la présence des éléments d'alliages
alphagènes ou gammagènes sur le diagramme d'équilibre des
phases de l'alliage Fe-C (Hantcherli Muriel 2010).
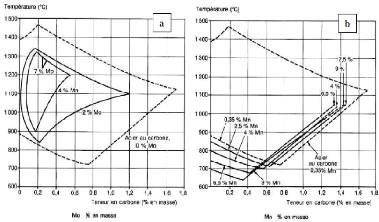
Figure III.6 : Influence des éléments
d'alliage sur le diagramme de phase FeC a) Présence d'un
élément
alphagène, le molybdène- b)
Présence d'un élément gammagène, le
manganèse
Les éléments alphagènes les plus souvent
utilisés dans les aciers alliés sont le Si, Al, Cr, Mo, Ti, V, W.
Le nickel et le manganèse sont quant à eux des
éléments gammagènes. Ces considérations expliquent
l'effet de ces éléments sur l'abaissement ou l'augmentation des
températures Ac1 et Ac3 dans les formules d'Andrews et d'Eldis
précédemment citées.
Un autre aspect est à prendre en compte pour comprendre
l'effet de ces éléments. En effet, certains
éléments, dits carburigènes, ont une affinité plus
grande pour le carbone que celle du fer. Même présents en faible
quantité, ils peuvent se substituer partiellement aux atomes de fer de
la cémentite, formant ainsi des carbures notés de manière
générale M3C. Lorsque la teneur en ces éléments est
suffisante, la formation de différents carbures autres que la
cémentite, peut être observée. Notons ici quelques exemples
pour l'ajout de chrome ou de vanadium : (Cr,
Fe)23C6, (Cr, Fe)3C, (Cr,
Fe)7C3 ou (V, Fe)3C et (V,
Fe)4C3. Parmi les éléments
carburigènes on trouve Cr, V, Mo, Ti, W, Nb et Mn. Des
éléments comme le silicium où le nickel, n'étant
pas carburigènes, se retrouvent en solution solide dans la ferrite
(Hantcherli Miriel).
b) Influence sur la martensite
Les éléments d'alliages jouent un rôle
important dans la formation de la martensite, et ce, à trois niveaux.
Ils influent en effet sur la vitesse critique de trempe
26
nécessaire pour former cette phase, sur la
température de début de la transformation martensitique Ms, mais
également sur la morphologie de la martensite obtenue.
b.1) Influence sur la vitesse critique de
trempe
Les éléments d'additions altèrent la
cinétique des transformations de phases en modifiant la stabilité
de l'austénite pour des températures inférieures à
son domaine d'existence. De manière générale, ces derniers
stabilisent l'austénite instable et les courbes TRC sont ainsi
décalées vers la droite : les vitesses de transformations sont
diminuées. Dans certains cas, les éléments d'alliage
peuvent également modifier la forme des courbes de transformation. Cela
a une conséquence pratique sur la vitesse critique de trempe qui sera
moins élevée, les transformations bainitique et
ferrito-perlitique se produisant pour des vitesses plus faibles que dans le cas
d'un acier non allié. La trempabilité des aciers s'en trouve donc
améliorée (ARFAOUI Ali, CHAKER Med Amir).
b.2) Influence sur la température
MS
Différentes formules pour estimer la température
Ms (en °C), en fonction de la
teneur massique en éléments d'alliage sont
disponibles dans la littérature.
Les principales approximations sont les suivantes :
- Nehrenberg
Ms=500-300C-33Mn-17Ni-22Cr-11Mo-11Si
- Steven et Haynes
Ms=561-474C-33Mn-17Ni-17Cr-21Mo
- Andrews
Ms=539-423C-30,4Mn-17,7Ni-12,1Cr-7,5Mo
La relation d'Andrews est généralement
utilisée pour des aciers dont la teneur en carbone
ne dépasse pas les 0,6 % massique. Pour
l'établissement de ces formules, il est
communément admis que l'influence de chaque
élément est indépendante de la présence
ou de la teneur des autres éléments d'alliage.
En pratique, les éléments d'alliage en solution
solide dans l'austénite abaissent la
température Ms. Il est cependant important de souligner
que c'est la teneur en carbone qui
influe le plus sur le déplacement de cette
température. Pour cette même raison, la
dissolution totale des carbures dans la phase austénitique
joue un rôle prépondérant sur
27
Ms. En effet, il est aisé de constater via ces
formules, qu'une variation de 0,1% de carbone en solution solide peut conduire
à une variation de presque 40°C sur la température Ms. Pour
déterminer les phases que l'on obtient à température
ambiante, on détermine l'influence des éléments
alphagènes en calculant la teneur en « chrome équivalent
», on détermine l'influence des éléments
gammagènes en calculant la teneur en « nickel équivalent
»
alphagènes : (Cr)eq = (%Cr) + 1,5(Si%) +
(%Mo) + 0,5(%Nb)
gammagènes : (Ni)eq = (%Ni) + 0,5(%Mn) +
30(%C)
Et l'on reporte le point sur un diagramme, le plus couramment
utilisé dans le cadre de la soudure étant le diagramme de
SCHAEFFLER.
La zone dans laquelle se trouve le point indique les phases en
présence. Dans la zone biphasée austénite + ferrite (y +
á), on trace des droites indiquant la proportion des phases ; ces
droites sont appelées droites de conjugaison, ou conodes
(Métallurgie générale/ les aciers I théorie)
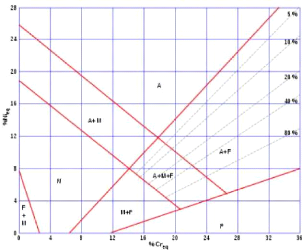
Figure III.7 : Diagramme de SCHAEFFLER ; A =
austénite, F = ferrite, M = martensite, les lignes de
pourcentage
indiquent la proportion de ferrite dans l'austénite
Le diagramme de SCHAEFFLER est pertinent pour les
pièces brutes de solidification ; pour les pièces
laminées, on utilise un diagramme légèrement
différent, le diagramme de PRYCE et ANDREWS.
28
III.7. INFLUENCE DE LA GROSSEUR DES GRAINS D'AUSTENITE
SUR LES PROPRIETES MECANIQUES
D'une manière générale l'influence de la
grosseur du grain sur les propriétés mécaniques à
peu d'importance, sauf sur la résilience qui chute notablement surtout
dans le cas de dureté élevée et le seuil de
fragilité à froid qui s'élève. Plus le grain est
gros, plus l'acier est apte aux tapures et aux déformations de trempe.
La présence de la sorbite et de la troostite augmente de 10-15% la
résistance mécanique et la dureté de l'acier
normalisé.
Lorsque la température est portée au-dessus de
A1, il se forme à l'interface de la ferrite cémentite, des germes
de l'austénite qui croissent jusqu'au moment où toute la
structure se transforme en austénite.
En élevant la température ou en prolongeant la
durée de séjour à la température donnée, on
déclenche une cristallisation qui grossit le grain austénitique.
Cette croissance spontanée car le système à tendance
à diminuer l'énergie libre en réduisant la surface des
grains. Les gros grains se développent aux
dépend des petits grains
thermodynamiquement stables. Les dimensions
des grains formés lors du chauffage jusqu'à une
température donnée ne changent naturellement pas au
refroidissement ultérieur. L'aptitude du grain austénitique
à la croissance varie suivant les conditions de fusion même pour
les aciers de composition identique. Et le grossissement des grains
d'austénite n'intervient qu'à des températures de plus en
plus élevées. La surchauffe durant la trempe produit une grande
quantité d'austénite résiduelle avec augmentation de la
quantité d'austénite effectivement, ce qui provoque une
diminution de la dureté de l'acier (Paul Kasongo 2018).
| 

