PARTIE
Page 49 sur 111
EMPIRIQUE
Page 50 sur 111
8. Contexte de l'étude empirique
L'étude porte sur le site automobile appartenant
à la société Daimler (Smart - Mercedes). Nous
étudierons plus précisément la «Smartville»
située en France, dans le village de Hambach. Ce site est
structuré autour du concept de la Smart dans lequel clients et
fournisseurs travaillent au même endroit. Ce véhicule se veut
être au plus près du client et propose un large choix de
customisation de son modèle (choix des couleurs principales et
secondaire, des motifs, de la puissance du moteur, de la finition, etc.).
Une partie de l'étude porte sur un équipementier
partenaire du projet, l'entreprise Faurecia. Cet équipementier
automobile français est présent partout dans le monde et
possède plusieurs pôles d'activités : (intérieurs et
extérieur de véhicule, extérieurs de véhicules,
recherche et développement, contrôles d'émissions de
véhicules...). Le site est spécialisé dans la fabrication
des pièces en thermoplastique du véhicule Smart et le livre en
juste en séquence (la commande déclenche la production de
pièces) son client.
Le projet de modernisation du véhicule
(également appelé Facelift) consiste à produire l'ensemble
des nouvelles pièces en thermoplastique de la nouvelle version du
véhicule Smart Fortwo. L'entreprise décide de robotiser la
nouvelle ligne d'assemblage du véhicule afin d'améliorer la
productivité et répondre au cahier des charges.
Page 51 sur 111
8.1 Structure de l'entreprise :
L'entreprise est structurée autour de quatre grands
pôles de production également appelés unités
autonome de production (UAP) qui sont respectivement :
UAP Injection: Cette étape correspond
à l'injection de granulés plastiques (matières
premières) dans des presses donnant la forme des différentes
pièces à l'aide des moules. Dans ce secteur, l'entreprise compte
12 presses à injecter robotisées simple pour un effectif de 64
personnes réparties sur 3 équipes. Les travaux
réalisés par les opérateurs consistent à effectuer
des finitions ou assemblages de pièces. Les opérateurs
récupèrent les pièces injectées et les positionnent
sur des convoyeurs qui les amènent vers le prochain processus : la
peinture.
UAP Peinture : Le processus peinture consiste
à cuire la pièce puis la mettre en couleur et la vernir suivant
la forme des pièces injectées, de manière totalement
robotisée. Une fois mise en peinture et vernies, ces pièces se
dirigent vers le secteur de l'assemblage.
UAP Assemblage : Cette étape consiste
à assembler les pièces en y mettant les composants annexes (vis,
fixations, joints...) ; cette partie est essentiellement réalisée
par des opérateurs de production.
UAP Logistique : Ce pôle consiste
à assurer la livraison des pièces et matières aux
différentes UAP. Etant donné que le site est directement
implanté sur le site de son client les livraisons des différentes
pièces vendues sont transférées directement par une
structure, robotisée HRL.
Page 52 sur 111
8.2 Constats dans l'entreprise.
Les projets sont définis selon la politique de
l'entreprise dont les critères principaux étant
? La conformité de la prestation vis-à-vis du
client (interne/externe). ? La maitrise des coûts directs et
indirects.
? Le respect des délais imposés.
? Diagnostic QSE d'après le référentiel
interne Faurecia.
Il est important que les projets puissent répondre
également à l'amélioration de deux exigences de
l'entreprise :
La plus importante et fondamentale : l'exigence
morale. Elle représente l'amélioration continue des
conditions de travail et de la préservation de l'environnement afin
d'exercer son métier dans des conditions décentes, respectueuses
des opérateurs, des espèces vivantes tout en maîtrisant les
risques pouvant nuire à l'opérateur et à
l'environnement.
La seconde, l'exigence économique. Il
est important de rappeler que les mauvaises conditions de travail, les
accidents, la dégradation de la santé des salariés ou la
détérioration de l'environnement et de son
écosystème sont inacceptables et engendrent de fait, un
surcoût économique important.
Réunir ces deux exigences permet à l'entreprise
Faurecia de démontrer son engagement en matière de
qualité, sécurité et environnement envers ses
salariés. S'assurer du bien être de son personnel dans un
environnement sain augmente l'engagement et l'efficacité dans les
opérations réalisées et par conséquent soutient la
performance de l'entreprise.
Page 53 sur 111
8.3 Les accidents du travail et cotisations dans
l'entreprise.
La sécurité des salariés est la
première priorité de l'entreprise, bien au-dessus de l'aspect
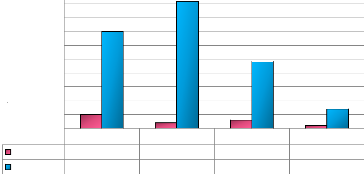
économique. Le site de Hambach connait, par son historique,
différents pics d'accidents de travail :
Accident de l'entreprise Faurecia
45
40
35
30
25
20
15
10
5
0
intérimaire
CDI
|
2015
|
2016
|
2017
|
2018
|
|
5
|
2
|
3
|
1
|
|
35
|
46
|
24
|
7
|
Nombre d'accident
5
35
2
3
24
1
7
Figure 6 : Répartition des accidents Faurecia
(réalisé par l'auteur)
Une part non négligeable de ces accidents repose sur le
comportement à risque des employés. Parallèlement, la
politique du groupe vise à déployer de plus en plus de robots sur
les sites. Notons par ailleurs la présence d'un nombre important
d'intérimaires sur le site. Ces derniers sont nombreux (30% de
l'effectif total) mais comme le montre le graphique (1) ils représentent
une part beaucoup plus faible des accidents du travail.
En étudiant de plus près les différents
secteurs de l'usine, il en ressort une part non négligeable d'accidents
aux endroits où la main d'oeuvre humaine est la plus élevé
(assemblage et injection en tête de Pareto). En 2018, une partie de la
ligne d'Assemblage se verra robotisé (ligne pare choc avant)
réduisant l'effectif de 7 personnes à 4.
Différents constats expliquent le pic d'accidents de
l'année 2016 :
? La précédente direction (< 2017)
concentrée sur des enjeux économiques.
? Une hausse du nombre d'intérimaires.
? Des personnes inexpérimentées.
? Le comportement de certains individus (non-respect de
règles élémentaires).
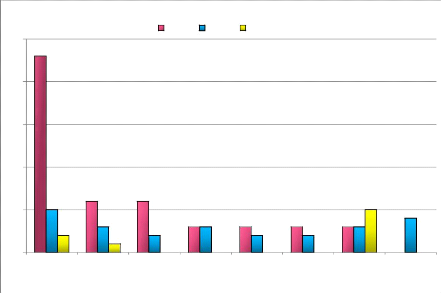
Localisation des accidents par UAP sur 3 ans
|
Nombre d'accidents
|
2016 2017 2018
|
|
20
15
10
5
0
|
|
|
|
Assemblage Injection Peinture Logistique Maintenance
Laboratoire Supports
|
Page 54 sur 111
Figure 7 : Localisation des accidants sur les trois
dernières années (réalisé par l'auteur)
Page 55 sur 111
Ces accidents motivent de plus en plus l'intérêt
de trouver des solutions à long terme pour tendre vers le « 0
» accident, d'autant plus qu'une majorité des accidents proviennent
de la manutention manuelle des pièces. L'intérêt de la
robotisation est de plus en plus élevé.
Suivi des accidents sur 3 ans
2016 2017 2018
Nombre d'accidents
0
0
Autre Gestes et
Effondrements
postures et aux chutes
d'objets
5
5
23
6 6
4
3
3 3 3 3 3
3
2
2
2 2
1
0 0 0 0
Manutention manuelle
Machines et aux outils
Manutention mécanique
Circulations et aux
déplacements
Chute de plain-pied
25
20
15
10
5
0
Figure 8 : Suivi des accidents sur 3 ans dans
l'entreprise Faurecia (réalisé par l'auteur)
En plus d'être inacceptables, ces accidents
coûtent extrêmement cher à l'entreprise. Régi par la
réglementation française et la Caisse d'Assurance Retraite et de
la Santé au Travail Alsace-Moselle (CARSAT), chaque accident du travail
ou maladie professionnelle fait l'objet d'une compensation financière de
l'organisme, dépendante de la caractérisation de l'arrêt de
travail et du taux de cotisation. L'investissement dans des robots industriels
de nouvelle génération pourrait permettre de supprimer les
travaux à risque et garantir une intégrité physique et
morale des salariés tout en minimisant le risque d'accident au
travail.
De manière annuelle, l'entreprise doit verser, selon
les catégories « encadrement » ou « employé
», un montant s'établissant en fonction des résultats des
trois années précédentes (sans compter l'année
n-1). On constate en toute logique un taux de cotisation proche de 0 pour les
salariés faisant partie de l'encadrement (tous ceux n'ayant pas
d'activité directe dans les unités de production). Aucun de ces
métiers n'est destiné à être remplacé dans
les années à venir, ces métiers dits « supports
» requièrent un certain niveau de compétence des individus
et l'industrie automobile est en recherche constante de profils types.
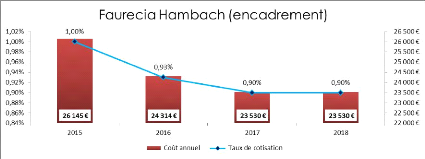
Figure 9 : Cotisations encadrement.
(Réalisé par l'auteur)
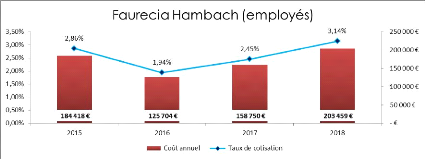
Dans la deuxième situation, l'entreprise paye
annuellement les frais liés aux accidents du travail dans les
unités de production avec un coût annuel d'environ 200.000€
(coûts très élevés notamment liés aux mauvais
résultats de l'année 2016).
Page 56 sur 111
Figure 10 : Cotisation employés.
(Réalisé par l'auteur)
Page 57 sur 111
La robotisation constitue donc une évolution
particulièrement attractive pour l'entreprise. Et elle a
déjà débuté. Mais quels sont
précisément les bénéfices escomptés et les
craintes soulevées par ce changement majeur ? C'est à ces
questions qu'il convient de répondre à présent, à
travers une enquête terrain.
8.4 Objectif de l'étude
empirique
L'analyse de la littérature permet de déterminer
les différents enjeux de la robotisation, tant au niveau de ses
bénéfices pour l'entreprise que des obstacles qu'elle
entraîne. Nous constatons ainsi que la mise en place de cette technologie
joue sur les différents leviers de l'entreprise. La partie empirique
nous aide désormais à expérimenter les faits
étudiés théoriquement par l'expérimentation et
l'observation du terrain. Par le biais de cette analyse, nous pourrons
vérifier si cette technologie apporte son lot de bénéfice
ou si au contraire d'éventuels problèmes sont soulevés.
Nous verrons également comment l'entreprise réagit pour parvenir
à dépasser ces limites.
9. Méthodologie de recherche
9.1 Cadre
Épistémologique
Il existe différents cadres
épistémologiques. Ces derniers nous permettent de construire des
connaissances. Dans les sciences sociales on distingue quatre grands cadres
épistémologiques (Avenier et Schmitt, 2007) :
1) Le cadre positiviste
2) Le cadre réaliste-critique
3) Le cadre constructiviste pragmatique
4) Le cadre interprétativiste
Page 58 sur 111
Dans ces différents cadres, le but de la connaissance
n'est pas le même (Avenier, & Schmitt, 2007). Le cadre positiviste
nous amène à rechercher : on se base de fait pour trouver des
corrélations. Le réaliste critique amène le chercheur
à découvrir les provenances issues de ces corrélations en
essayant de comprendre leur provenance.
Le constructiviste pragmatique essaye d'organiser
l'expérience du réel : comment nous comprenons à travers
notre expérience le fonctionnement du réel. On ne connaît
que notre expérience de ce dernier, ce que l'on perçoit à
travers ses sens. Pour les constructivistes, le réel est
constitué d'interprétations qui se construisent grâce aux
interactions (GirodSéville, Perret 1999). Cela s'apparente donc à
une méthodologie des connaissances constructibles (Le Moigne, 1995). Le
constructiviste pragmatique signifie que les connaissances
développées seront mises à l'épreuve dans l'action
sur le terrain. C'est la relation forte entre la théorie et la
pratique.
Dans notre étude nous nous concentrerons sur les
représentations que se constituent les acteurs par rapport à la
robotisation qui concerne leur entreprise. Par conséquent, il ne s'agit
pas d'étudier les faits en tant que tels (cadre positiviste), bien que
des données objectives soient nécessaires pour contextualiser
notre étude et en comprendre les résultats. Il ne s'agit pas
davantage d'étudier des corrélations objectivées en tant
que telles. Nous cherchons, en revanche, à identifier les constructions
que se font les salariés des changements induits par la robotisation et
les effets générés : les bénéfices
ressentis, les espoirs, les craintes, les propositions de solution. Dans la
mesure où nous n'irons pas jusqu'à interpréter ces
représentations, à en déceler les fondements
psychologiques, sociologiques, collectifs ou individuels, nous n'entrerons pas
dans un cadre interprétatif à proprement parler. Notre choix
d'étude se portera donc sur une approche constructiviste, riche en
enseignements.
9.2 Choix de l'outil d'enquête : le guide
d'entretien.
Permettant de confirmer ou d'infirmer certaines
hypothèses et de répondre à la problématique du
présent mémoire, nous réaliserons plusieurs entretiens
semi-directifs s'adressant aux personnes issues du monde industriel. Afin
d'obtenir une vision juste et représentative de l'ensemble du personnel
d'entreprise, le guide d'entretien s'adressera à seize
Page 59 sur 111
personnes issues de différentes catégories
socioprofessionnelles. Cette démarche permet de comprendre, à
différents niveaux hiérarchiques, les différents points de
vue sur le sujet.
9.3 Réalisation de
l'enquête
Les entretiens semi-directifs mettent en avant
différentes opinions sur un sujet qui ouvre à la discussion
où une réponse binaire ne permettrait pas de récolter ces
précieuses informations. Les personnes interrogées proviennent de
différents secteurs géographiques, sont d'âges
différents, et ont une expérience plus ou moins importante dans
le monde industriel.
Le questionnaire utilisé pour réaliser
l'entretien contient six questions à thèmes permettant
d'étudier certains points précis issus de la
problématique. Il y a également des sous-questions afin de
relancer l'audité sur certains points particuliers.
L'étape initiale consiste à déterminer un
échantillon hétérogène sous forme de liste des
personnes souhaitées, permettant d'effectuer une prise de contact rapide
et d'obtenir une étude élargie à l'ensemble des
catégories professionnelles. Ainsi, une demande par courriel,
téléphone ou physique a été réalisée.
La majorité des personnes ont répondu favorablement à la
demande, montrant un réel intérêt pour cette
problématique.
Dès lors, une phase explicative s'est
déroulée. Ont été mentionnés : l'objectif de
l'entretien, la problématique du mémoire, les cibles de ces
entretiens, la récolte d'informations. Il convenait aussi de mettre
l'individu en confiance en présentant les modalités de
l'entretien tel que la nécessité d'une disponibilité
minimale d'une heure. Avant le début de l'entretien, les personnes ont
été questionnées s'ils souhaitaient garder le statut
d'anonyme ou non, permettant dans certains cas de libérer la parole.
L'ensemble de ces témoignages ont eu lieu en face
à face dans des salles de réunion prévues à cet
effet. Ces témoignages sont enregistrés de manière audio
afin de garantir l'exactitude des propos tenus par l'audité lors de la
retranscription dans ce mémoire des idées sous forme de verbatim.
Lorsque l'entretien se termine, après avoir remercié
l'audité, un exemplaire numérique du présent
mémoire a été proposé lorsque celui-ci sera
disponible.
Page 60 sur 111
Une fois les données recueillies, une étape
visant à analyser les entretiens a été effectuée :
l'objectif étant de faire ressortir d'éventuelles similitudes,
des faits récurrents ou au contraire des informations nouvelles et
pertinentes, par un système de mot clés et des techniques
d'analyse d'entretiens. Cette approche a donné une représentation
de la pensée des individus dans le contexte de l'étude.
9.4 Méthodologie Qualitative
Dans le cadre de la recherche de ce mémoire, nous avons
la possibilité d'utiliser différentes approches de
méthodologie de recherche. L'approche qualitative, qui privilégie
l'investigation de manière profonde et méticuleuse permet de
récolter les informations riches et porteuses de sens dans un domaine
mal connu.
Plutôt dire que la robotisation est un
phénomène récent, qui a été
étudié de façon objective, dans ses conséquences
à l'échelle d'une entreprise, mais très peu au niveau du
vécu des salariés qui doivent s'y adapter. Or, comme l'ont
montré les travaux cités dans la partie théoriques, la
conduite du changement et la réussite du changement sont fondamentales
pour intégrer positivement la robotisation au fonctionnement de
l'entreprise. Dès lors, l'approche qualitative semble s'imposer pour
conduire notre étude.
La première étape consiste à
déterminer le monde de récolte d'information dans l'industrie
dans laquelle nous allons étudier la robotisation. Nous choisissons
d'opter pour des entretiens semi-directifs auprès d'individus issus de
différentes catégories socioprofessionnelles. Cette étape
débute par une planification des thèmes de l'évaluation
ainsi que la détermination des problèmes potentiels
exposés par la littérature.
Dans cette optique, l'objectif est, d'abord, d'identifier le
but des entretiens pour en déterminer les questions clés.
Ensuite, il est essentiel de décider par quel cheminement
procéder à cette récolte d'informations afin de
répondre à la problématique présentée dans
cette étude sur la robotique industrielle. Nous souhaitons ainsi
comprendre l'environnement interne et externe dans lequel nous allons
recueillir ces données en réalisant une évaluation du
contexte interne / externe.
Page 61 sur 111
La seconde étape consiste à combler les
informations manquantes, lacunes des données à disposition en
sélectionnant les problèmes. En fonction des données
disponibles nous axons les questions selon la pertinence des données
voulues / recueillies. Cela nous permet de confirmer que notre collecte de
données prévue sera suffisante et répondant aux objectifs
préalablement définis.
L'étape suivante concerne l'approche. Il s'agit de
déterminer les individus qui feront l'objet de notre recherche suivant
notre méthode et autres sources disponibles. L'objectif est de cibler
des individus de catégories sociales différentes pour obtenir des
valeurs d'intérêt différentes et confronter des
idées (ex : une personne âgée aura-t-elle le même
point de vue qu'une personne jeune ?).
10. Résultats de l'étude :
Elle porte sur un échantillon de 14 individus issus de
l'entreprise Faurecia et complété par 2 professionnels de
l'industrie de l'extérieur. Ils ont été
sélectionnés suivant un principe d'équité
socioprofessionnelle en prenant compte de leur positionnement dans l'entreprise
et des secteurs de production.
10.1 La vision de la robotisation des individus de
l'entreprise :
Le premier objectif de l'étude empirique est de
déterminer la vision globale qu'ont les individus sur la robotisation.
Sur la totalité des 16 entretiens le constat est nuancé : les
personnes interrogées ne disposent pas d'un avis ferme sur le sujet en
définissant la robotisation comme étant positive ou
négative dans l'entreprise Faurecia.
Elle met en évidence certains points, dont des
résultats originaux. Les différents thèmes qui suivent
respectent l'ordre de la partie théorique afin de déterminer
rapidement les différences ou la confortation des idées
décrites dans la partie théorique. Nous débuterons la
partie empirique par une détermination des individus des aspects
positifs de la robotisation afin de déterminer les leviers de
performance, puis nous verrons les problèmes soulevés par ces
derniers et les différentes techniques pour les pallier.
Page 62 sur 111
10.2 Les aspects positifs : Les leviers de
performance. 10.2.1 L'aspect qualité :
Pour la totalité des audités, la robotisation
constitue indubitablement un levier de performance notamment dans le domaine de
la production influençant favorablement la productivité de
l'entreprise.
Arnaud Trimborn, expert Injection et programmateur indique :
« Je constate la régularité, la
répétabilité et la précision de ces robots,
toujours en terme qualitatif. Cela permet de respecter la cadence
imposée par notre client. ». Éric Barbier, responsable
laboratoire ajoute : « Le robot va être répétable,
la qualité devient toujours de plus en plus sévère, les
clients sont de plus en plus sevrés en qualité et il devient de
plus en plus dur de repérer ces défauts etc. Le robot est plus
performant sur cette analyse. ».
La robotisation dans l'automobile et plus
particulièrement chez Faurecia tend à être l'avenir. Le
client impose à l'entreprise de plus en plus de contraintes et un temps
de livraison de plus en plus court. L'investissement déployé par
l'organisme dans ce secteur est de plus en plus important. Faurecia,
étant de plus un grand équipementier français, souhaite
développer cette culture de modernisation par la robotisation sur ses
sites et les incite à prendre le pas pour développer la
qualité de ses produits et donc étroitement la relation client -
fournisseur.
Patrick Koeller, PDG de l'entreprise Faurecia,
décrivait son point de vue vis-à-vis de la performance des robots
dans une interview pour Les Echos : « Les robots nous
permettent d'être plus compétitifs et il y a des effets
intéressant lorsque vous regardez la géopolitique, il y a
quelques années nous transférions nos outils de production vers
les pays à bas cout en particulier dans les pays de l'est ou au sud de
l'Europe, en Afrique du nord. Aujourd'hui avec ces outils digitaux, avec cette
transformation digitale, on est capable de conserver dans des pays à
haut cout une activité industrielle. Pour une usine Faurecia
donnée, moins d'emplois, c'est vrai mais une pérennité
réelle de nos infrastructures industrielles ».
En janvier 2018, le groupe Faurecia lance même un
concours de grande envergure pour développer ce point : le groupe
demande à l'ensemble de ses sites de déterminer le besoin et
les
Page 63 sur 111
projets impliquant un robot. Les meilleurs projets
sélectionnés se verront octroyés par Faurecia, aux frais
du siège, un pactole complet permettant de robotiser le projet.
Nouredine Bagbiegue, consultant projet d'usine ajoute : «
Il parait désormais certain que les grands groupes d'aujourd'hui,
dont Faurecia, tendent à se robotiser un maximum, même pour les
clients et les investisseurs. Je pense que ces derniers auront plus de
confiance à nous attribuer de nouveaux projets car ces robots ont fait
leurs preuves et nous permettent de nous spécialiser et de nous axer sur
des projets jusqu'alors impossibles : par manque de compétence, de
personnel, ou tout simplement de temps. D'autant plus que le groupe nous donne
les moyens aujourd'hui et s'axe dans une démarche
d'amélioration continue.».
Le monde automobile est strict et demande une maitrise
complète de son processus de fabrication. La norme IATF 16949,
dédiée au monde automobile et aéronautique, en fait foi.
Du fait de la complexité des véhicules d'aujourd'hui, d'une
multitude de personnalisation du produit et de la hausse des contraintes, la
robotisation (collaborative ou totale) paraît être le choix vers
lequel se tourne l'entreprise pour répondre au cahier des charges de son
client. Le projet du Facelift montre que la robotisation de 70% des postes de
travail sur la nouvelle ligne d'assemblage permet le respect du tact-time
imposé par le client.
La performance du processus est accrue lorsque celle-ci est
robotisée. En effet, réalisée par des gestes précis
et répétable les robots permettent d'améliorer la
rapidité de production des pièces. Ce point a notamment
été constaté dans l'entreprise avec la robotisation par
découpe laser de parties issues de la carrosserie pare-chocs avant.
Pour Eric Barbier, responsable Laboratoire et
développement : « Certains postes ont fait l'objet de
robotisation car on s'est rendu compte qu'il y avait de nombreux incomplets.
C'était difficile pour quelqu'un d'être vigilant pendant tout un
poste, de voir chaque fois un incomplet à des endroits différents
et donc il y avait des cellules qui examinaient la conformité des
pièces et les pièces étaient directement envoyés
dans des containers ».
La rapidité du traitement de l'information est
également un point qui revient fréquemment dans les
différents entretiens menés, Martin Schissler, responsable
informatique hygiène et environnement indique que « devant la
masse d'informations que doivent gérer les
Page 64 sur 111
entreprises d'aujourd'hui, il est évident que la
robotisation dotée d'une intelligence artificielle propulsée par
la rapidité des processeurs d'aujourd'hui, permet un puissant traitement
de l'information et tirer ses ressources dans des bases de données.
». Le traitement de l'information et la réaction en fonction
du résultat obtenu permettent d'accélérer les prises de
décisions.
De manière générale, l'ensemble des
individus s'accordent sur le fait que la robotisation constitue un levier de
performance dans la qualité avec l'amélioration des processus de
fabrication. Nous retrouvons de plus, dans la quasi-totalité des
entretiens, les mots clés suivants : «
répétabilité, capabilité, gains de temps ».
Mais il est intéressant de constater que les individus s'axent
intuitivement vers l'aspect social.
10.2.2 L'aspect social :
Ce point fait moins l'unanimité : seuls 40% des
personnes voient de manière spontanée et autonome les aspects
positifs de la robotisation sur la dimension sociale. Sur ces 40%, l'ensemble
des individus prennent l'aspect « travailler dans un lieu
sécurisé » comme élément prioritaire de cette
technologie. En effet, et conformément à l'analyse
théorique, la robotisation permet de minimiser les travaux
pénibles et donc d'impacter favorablement le nombre d'accidents et
risques associés. Anne-Sophie Mougel animatrice Hygiène,
Sécurité et Environnement informe : « La robotisation a
déjà permis de démontrer à notre site une
réduction évidente des accidents et des troubles
musculo-squelettiques liés à la manutention de pièces. Les
personnes travaillaient dans des zones non ergonomiques, parfois même
côtés rouge ou noire (les pires cotations ergonomiques
nécessitant un plan d'action immédiat). Une des solutions les
plus efficaces et des plus radicales est de robotiser ces tâches
dangereuses pour l'Homme. Cette solution a déjà été
choisie pour le projet du Facelift car nous ne pouvions pas respecter les
normes ergonomiques pour certains postes de travail. » Cette
idée est de plus complétée par la vision de Martin
Schissler, « Les accidents du travail et les maladies professionnelles
représentent un coût extrêmement important pour une
entreprise, quel que soit sa taille. Il n'est pas envisageable que les
personnes travaillent dans des conditions dangereuses pour leur santé,
nous tenons à l'intégrité physique de notre personnel. La
robotisation est un pas de plus vers la sécurité et le respect
des conditions de travail de notre personnel ». Les données
permettent effectivement de constater que la première cause de maladie
professionnelle chez
Page 65 sur 111
Faurecia est issue des troubles musculo-squelettiques
provenant essentiellement des UAP d'injection et d'assemblage.
Dès lors l'entretien découle sur les secteurs
susceptible d'être entièrement robotisé et le constat est
unanime : la quasi-totalité des personnes nous indiquent qu'elles
verraient le secteur de l'injection et de l'assemblage entièrement
robotisé.
Paradoxalement, ce sont également ces secteurs qui
embauchent le plus de personnes (contrats à durée
indéterminé et intérimaires). Selon Jordan Martellota,
technicien méthode assemblage : « Je suis sûr qu'un jour
les secteurs de l'assemblage et de l'injection seront à terme
entièrement robotisés ces deux secteurs représentent des
difficultés pour l'opérateur. A l'assemblage comme à
l'injection, l'opérateur manie différentes pièces de
toutes tailles et de tout poids. Il piétine beaucoup sur place, ce qui
n'est pas bon pour la santé. De plus, on travaille dans la
précision : manipuler de petites pièces toute la journée
dans tous les sens sur toute une vie, vous récolterez dans le pire des
cas des troubles musculo-squelettiques. ».
La manipulation et la précision requises pour la
production des pièces génèrent en effet une cotation
ergonomique défavorable. Rendre un poste ergonomique pour l'Homme
requiert parfois un investissement extrêmement important et
peut-être dans certains cas insuffisant pour répondre aux
critères favorables. De nombreux projets existants et toujours en cours
au sein du site de Hambach pour rendre ergonomique des postes de travail
utilisé par l'homme en font foi. Certains projets échouent,
vouloir améliorer un système défaillant pour le rendre
ergonomiquement plus acceptable mènera indubitablement l'entreprise vers
de nouveaux problèmes.
Ce cas a notamment été expérimenté
par l'entreprise dans le secteur de la peinture pièce et de la zone de
changement de Skid (structure portant les pièces en thermoplastique
produites). Ce poste longtemps coté noir ergonomiquement a fait l'objet
de nombreuses modifications plus ou moins onéreuses. L'entreprise a
désormais choisi de constituer un groupe de travail afin d'en
déterminer les solutions. Ne pouvant y intégrer un robot autonome
sur cette ligne pour des soucis techniques (l'intervention humaine d'un
opérateur qualifié étant obligatoire pour
déterminer la séquence en fonction de la production), nous avons
décidé de mettre en place un système robotisé
permettant d'assister l'opérateur pour le chargement et le
déchargement de ces supports.
Page 66 sur 111
Ce projet a été immédiatement
accepté par le groupe et l'investissement a été
validé par le groupe permettant à la fois d'accéder aux
bénéfices du robot et de la technicité de
l'opérateur.
10.2.3 L'aspect environnemental.
La robotisation apporte également ses points positifs
dans l'entreprise Faurecia, elle permet de réduire le bilan CO2 de
l'entreprise. Anne-Sophie Mougel indique « les robots ont un impact
nettement moins important sur l'environnement qu'un individu, hormis dans leur
rares cas de maintenance corrective (génération d'huile...)
» Le coût de consommation électrique d'un robot est
estimé à 0,15€ / Kwh. Pour une utilisation de 300 jours par
an, de façon continue (24h/24) soit 7200 heures, la facture est
estimé à 600€ pour les plus petits et jusqu'à
2000€ pour les plus imposants. Le recours à cette technologie
permet d'optimiser les ressources et d'améliorer les performances
technologiques. Le site de Faurecia s'inscrit également dans une
démarche énergétique et environnementale en y
déployant respectivement les normes ISO 50001 (management de
l'énergie) et 14001 (management de l'environnement). De ce fait, elle
réalise mensuellement des revues énergétiques et
environnementales permettant d'analyser les consommations de l'entreprise et
d'y développer des actions amélioratives.
Mais l'ensemble de ces points positifs sont également
nuancés dans l'entreprises par des problèmes potentiels, nous
allons désormais voir dans la suite de l'étude ce que les
entretiens ont permis de soulever et de voir si des solutions sont existantes
pour y pallier.
11. Les problèmes soulevés dans
l'entreprise Faurecia 11.1 La performance qualité :
La robotisation permet de développer la performance
industrielle de l'entreprise mais cette technologie munie d'une multitude
d'atouts pose également des problèmes et peut freiner sa
performance. En étudiant Faurecia, il s'avère que les coûts
liés à la robotisation en cas de défaillance peuvent
être élevés.
La provenance des pièces issues d'un seul fabricant, la
difficulté d'obtention des pièces ou les pièces caduques
peuvent faire repenser l'ensemble d'une zone de production. Mais le
Page 67 sur 111
point le plus critique réside parfois dans la
durée de maintenance de ces robots. La monté en informatique
embarqué, la complexité des systèmes électriques,
mécaniques, pneumatiques, rendent les opérations de maintenance
de plus en plus complexes et de plus en plus longues avec parfois des
diagnostics compliqués. La hantise du site de Hambach serait de mettre
à l'arrêt son client par l'incapacité de produire des
pièces liées à une panne robot.
Une information originale est également fournie par
Patrick Hug, responsable du centre de recherche et développement
d'Arcelor Mittal : « Il faut réellement faire attention
à ce point, les robots ont une extraordinaire capacité et un
défaut fondamental : c'est qu'ils font juste. [...] Quand on fait des
gestes justes on a plus la moindre capacité de se développer.
». Ce point est alors très surprenant, ce qui faisait la force
du système est vu par certains comme un défaut majeur : la
justesse de ce dernier. Tandis que les robots font justes, les hommes eux font
des erreurs. « Un cerveau humain c'est fait pour se tromper en
permanence et pour pouvoir ajuster ses réponses de façon
heuristique et créative et pouvoir assembler un comportement très
adapté avec des décisions qui étaient fausses. [...],
ce qui va faire la force de l'humain c'est sa capacité à se
tromper. L'essentiel des découvertes humaines sont des erreurs
d'interprétation. Partout où ces tâches seront
robotisées, il faut que cela laisse un espace pour l'homme et son
imaginaire. ». Robotiser entièrement les lignes peut
s'avérer contreproductif en retirant cette part d'erreur. Les projets
d'entreprises proviennent généralement d'erreurs humaines
permettant l'amélioration des processus de fabrication, les
données des plans d'action de l'entreprise en font foi. Ce cas a
notamment été décrit par Anne-Sophie Mougel : «
il n'est pas rare que certaines erreurs des opérateurs (j'entends de
manière involontaire) aient permis de déceler des erreurs dans
notre façon de procéder, et en analysant les lieux et en y
préparant les actions adéquates, on à améliorer la
performance du poste. ».
Ainsi, au-delà des aspects pécuniaires que
peuvent avoir les entreprises face à la maintenance des systèmes
robotisés, elles doivent prendre conscience également que les
robots ont la capacité de reproduire exactement (dans les conditions
normales d'utilisation) ce qui est demandé en éliminant le
facteur d'erreur. Or, l'histoire de la recherche faisant foi, l'erreur permet
de progresser et d'obtenir de nouvelles perspectives d'amélioration. La
robotique permet d'accroitre les performances de l'entreprise quand cette
dernière est capable de l'intégrer au mieux en tenant compte des
facteurs susmentionnés. Mais ce point est fortement nuancé par
Page 68 sur 111
Martin Schissler : « Je ne crois plus au modèle de
l'apprentissage par l'erreur, c'est dépassé. Dans l'industrie
automobile nous n'avons pas le droit à l'erreur, cela coûterai
beaucoup trop cher»
Nous allons désormais mentionner les aspects sociaux
qui ont été mentionnés dans l'étude du site
Faurecia.
11.2 L'aspect social et
sécuritaire.
L'étude théorique nous montre que la
robotisation peut dans certains cas être source de destructions d'emploi
: ceux qui sont généralement répétitifs, dangereux
pour l'homme ou pour répondre aux critères et orientations
stratégiques économiques de l'entreprise. Le projet du facelift
va réduire le nombre de salariés sur certaines lignes. Ces
salariés sont essentiellement intérimaires. Cette question de
destruction d'emploi divise les individus.
Pour certains cette destruction ne sera pas comblée par
la création de nouveaux emplois chez Faurecia. Cet axe est notamment
défendu par Arnaud Trimborn, expert Injection et programmateur machine
Faurecia : « Si ce n'est pas compensé par des aides pour
d'autres emplois, s'il n'y a pas une loi qui impose un reversement des gains
lors de l'implantation des robots pour favoriser d'autres emplois, c'est
destructif. De toute manière, même si nous obtenons de nouveaux
emplois sur notre ligne d'assemblage, je pense que le nombre sera nettement
inférieur à ceux qui disparaîtront avec cette nouvelle
technologie. ». Il complète : « Nous sommes des
êtres sociaux, et travailler avec très peu de monde, on sait tous
vers quoi cela mène : dépression et vous perdrez votre
intérêt et votre motivation à travailler dans cette
entreprise. Nous avons besoin de ce lien social ».
Jean-Sébastien Fafournoux, représentant du
personnel nous donne sa vision concernant ce point : « Si on estime
qu'un opérateur est uniquement employé,
rémunéré pour faire une tâche de production en 8
heures de temps sans penser son travail, en se mettant à la place d'une
entreprise, oui le robot sera rentable, il ne tombe pas malade, ne
négocie pas d'augmentations de salaire, de coefficient, et on peut le
faire travailler 7 jours sur 7, 24 heures sur 24. Il n'y a pas photo. En
revanche, si on souhaite qu'il y ait une émancipation de l'humain et que
dans une entreprise il y ait un minimum de lien social pour que les gens
puissent améliorer leurs
Page 69 sur 111
conditions de travail, améliorer leurs postes de
travail, si on supprime l'humain et qu'on le remplace par des robots, ce
phénomène n'existera plus. Même s'il faudra des techniciens
pour régler ces robots, les dépanner et faire le service
après-vente. On sera dans une déshumanisation. On sait
également que le secteur automobile est l'acteur majoritaire dans la
robotisation des lignes de production. L'Assemblage est le secteur qui se
développera le plus dans cette technologie et il n'est pas improbable
que dans les années à venir les conclusions faites aujourd'hui se
réalisent pour de vrai et il est important de réfléchir en
amont pour diminuer au maximum les risques liés à cette
technologie. ». Il est intéressant de constater que le mot
clé « lien » est très présent dans les
entretiens, presque systématique des discours. Ce mot permet de
comprendre le besoin des personnes envers ce lien social en entreprise et qu'il
est difficile d'imaginer de travailler seul en compagnie des robots.
Dans l'entreprise Faurecia, les valeurs humaines sont
très présentes et s'axent autour d'une culture d'entreprise :
Beins Faurecia. Ces principes prônent des valeurs d'entraide, de
créativité et d'autonomie. Cela explique une certaine
difficulté d'acceptation sociale face à ces robots industriels.
La peur de la perte de l'emploi n'est pas alors le premier point
évoqué contrairement à ce qui a pu être
établi via les recherches théoriques. Pour Bruno Bondu : «
j'aurais du mal à déterminer si je souhaiterais travailler
seul munie d'une équipe de robots, ou ne pas travailler du tout et
rechercher un emploi dans une entreprise classique, mais dans le cas de notre
projet du facelift on en est encore loin ».
Un autre constat, plus original encore, est décrit par
Éric Barbier : « Un point particulier attire mon attention, et
cela me fait peur même au niveau personnel, c'est la surveillance et le
flicage au travail. Par exemple, imaginons qu'il y ait un être humain en
même temps que le robot, ce dernier va emmagasiner une énorme
masse de données, qui peuvent ensuite être utilisées pour
dire : « Ce salarié, il est quand même moins performant que
les autres, là il va 2 secondes moins vite, là il fait ça
comme ça etc.» et donc en analysant ces données recueillies,
on peut arriver à justifier que tel salarié est moins
compétitif qu'un autre. C'est vraiment comparable aux réseaux
sociaux, si quelqu'un s'accapare des données personnelles et les croise,
celui qui les étudie, peut dire « cette personne là
j'arriverai à lui vendre mon produit, à lui faire croire ceci ou
cela, car j'ai remarqué que dans sa personnalité il a tendance
à ... « dans ce cas-là ce n'est pas honnête.
»
Page 70 sur 111
11.3 Des risques pour la
sécurité.
Travailler avec des robots n'est pas dépourvu de risque
pour la santé. Même si ces cas sont extrêmement rares,
l'analyse des risques doit le mentionner. En étant de plus en plus
perfectionnés ces robots sont pourvus d'une multitude d'outils et autres
composants permettant d'effectuer des tâches complexes. Ainsi, la
présence d'outils dangereux dans les zones robots peut avoir des effets
graves sur la santé : magnétisme, faisceau laser, vitesse, ligne
de tir etc. sont des points qui nécessitent une analyse approfondie. Le
projet du Facelift se verra doté d'une zone robotisé de
découpe laser. Cette découpe sera réalisée par un
laser de catégorie 4 (soit le plus puissant et dangereux existant). Les
robots permettent de réaliser des opérations dangereuses dans un
environnement maitrisé, la zone peinture de l'entreprise est le parfait
exemple. Martin Schissler indique : « Cet environnement est vu de
l'extérieur par nos employés. Ils l'estiment
sécurisée car il n'y a pas de problème visible de
l'extérieur de la cabine, mais ils oublient que c'est un robot qui est
dans un environnement agressif et pas un homme. S'ils pénètrent
dans cet environnement agressif sans le respect des consignes de
sécurité cela peut être extrêmement dangereux.
». Les robots peuvent ainsi donner un sentiment de
sécurité qui peut être dangereux.
Développer la robotisation permet en effet de limiter
les travaux à risques et les sources de pénibilité, mais
il est vrai que dans certaines configurations, ces systèmes peuvent
également être source de danger pour l'homme. Heureusement, le
site de Faurecia n'a pas eu à faire à un accident de ce type.
Mais ces différents points affectant l'aspect social et la
sécurité du salarié risquent de créer une forme de
résistance, nous nous proposons de poser la question de la
résistance au changement aux personnes interrogées.
11.4 Le phénomène de résistance
au changement
Dix personnes interrogés sur la résistance au
changement voient effectivement ce phénomène dans l'entreprise.
Les mots clés « peur » « remplacement » «
syndicats » « culture » reviennent souvent dans les propos
tenus. Éric Barbier, déclare ainsi : « Oui, je pense que
c'est le cas, en tout cas chez les allemands cette technologie, c'est culturel.
Les Allemands aiment bien la mécanique et tout ce qui touche les
machines, c'est les rois de la machine à outils dans le monde et c'est
grâce à tout ça qu'ils ont une balance à
l'exportation positive. Je pense que par
Page 71 sur 111
notre culture on aura toujours tendance à avoir
peur face à ces nouvelles technologies car certains métiers
seront amenés à disparaître. » Mais ce constat
est nuancé par Martin Schissler : « dans notre entreprise les
employés n'ont pas réellement de résistance car ils
comprennent que ces robots apportent une amélioration des conditions de
travail, ce sont essentiellement les intérimaires qui sont
impactés par un non renouvellement de contrat »
Pour Patrick Hug : « C'est une crainte fondée
car il y a une disposition du monde actuellement énormément de
personnes qui n'ont pas forcément eu l'accès à une
éducation d'abstraction suffisante. ».
Mais alors quelles sont les solutions que Faurecia peut - met
en oeuvre pour y remédier ? 12. Les solutions pour pallier aux
problèmes soulevés dans l'entreprise.
L'objectif de cette partie est d'exposer les recommandations
que certains chercheurs et professionnels de l'entreprise Faurecia peuvent
apporter à l'entreprise dans son contexte de modernisation du
véhicule Smart afin d'accompagner au maximum cette technologie.
12.1 L'aspect économique.
Le coût de cette technologie peut s'avérer
être un frein pour l'entreprise mais des solutions ont été
exposées permettant de répondre au mieux à ces limites. Un
service de maintenance adapté et formé aux nouvelles technologies
permet de limiter les frais liés aux pannes des systèmes. La
présence d'un automaticien spécialisé permet de pallier
aux problèmes récurrents dont la solution ne nécessite
plus l'intervention systématique du fournisseur du robot.
Martin Schissler indique « nous sommes passé
à la deuxième génération de robot, on a
divisé par dix le nombre de pannes et ces derniers sont capable
d'alerter nos services avant même que la panne ne se produise
».
Dans les situations les plus graves, il y a un risque
d'arrêt client qui peut coûter très cher à
l'entreprise, sachant que Faurecia Hambach est située sur le site de son
client unique. Arnaud Dubourdieu, responsable Qualité, nous informe
qu'un arrêt client reviendrait économiquement « à
3000€ pour 10 minutes d'arrêt du client, sans compter les frais
annexes ». Pour pallier ce
Page 72 sur 111
problème lié à l'arrêt client par
un robot ou une défaillance système, l'entreprise met en place
dans les postes les plus critiques un système de « back-up ».
Pour Sébastien Dosne, méthodiste maintenance, « ces
back-ups sont primordiaux dans notre entreprise, si un robot est
défaillant, dans les meilleurs cas nous pourrions le remettre sur pied
dans des délais n'impactant pas notre client ». Faurecia
dispose en effet d'un stock tampon, dans une structure logistique
entièrement robotisée permettant notamment de fournir pendant
quelques heures le client si des soucis apparaissent (cas de pannes,
grèves, problème matière, défaillance
matière ...). Cependant, ce système ne garantit pas une livraison
client si la panne survient pendant plusieurs heures. C'est ainsi que pour
Sébastien Dosne : « Une solution réside dans nos postes
back-up, surtout à l'avenir de la robotisation, ces petits postes
permettent de réagir en mode dégradé et un
opérateur peut garantir pendant tout le poste une production de
pièces nécessaire pour livrer le client. ». En
réfléchissant à cette réponse et en investiguant de
plus près l'organisation d'entreprise, cette solution pourrait permettre
en même temps de déplacer les emplois vers des métiers
disposant d'une plus grande flexibilité. Il ajoute : « On
pourrait croire que l'entreprise aurait choisi d'implanter des robots autonomes
back-up mais cet axe n'est pas envisagé, la politique d'entreprise, la
complexité de nos processus et la nécessité de dialogue
avec le client fait que l'homme est, et sera la meilleure solution dans nos
locaux. ».
12.2 L'aspect Social :
Pour certains, la solution se trouve dans la durée de
travail adaptée à la modernisation de la ligne, Arnaud Trimborn
propose par exemple de « Travailler moins. C'est à dire
travailler et être capable de dire à nos salariés de
l'injection : travailler sur une plus courte période pour pouvoir avoir
une vie plus enrichissante. Travailler moins ne signifie pas être moins
productif, cela signifie juste de mieux répartir les tâches.
Former mieux les gens pour qu'ils soient plus performants à
dépanner des robots, à les reprogrammer [...]. Dans ce que je
constate actuellement, la solution c'est de répartir le travail sur
plusieurs personnes. ».
D'autres voient en la formation un axe de résolution :
« Si le robot devient monteur ajusteur, on n'aura plus besoin de
monteur ajusteur. Mais pour créer ces robots il faudra cette
connaissance pour réaliser l'architecture même du robot. Je pense
que ça va créer des métiers
Page 73 sur 111
qui demandent plus d'autonomie et de
responsabilité, d'initiative, de réflexion et créatif.
Moins répétitif, plus créatif. » Eric
Barbier.
Pour d'autres encore, l'Homme n'aura aucun moyen de
contrôle sur cette technologie. Par exemple, Patrick Hug considère
qu'il est illusoire de penser maitriser cette technologie mais qu'il faudrait
repositionner sa vision et ses questions sur le but même du travail :
« Dans un aspect systémique, cette technologie qu'on a produit
à l'origine est plus forte que nous, c'est comme l'économie, elle
nous surpasse, elle est au-delà de nous, c'est nous qui l'avons mise en
place et elle nous échappe. Je pense qu'il est illusoire de l'imaginer
canalisée. La seule chose c'est de dire maintenant que cela existe,
comment arrivons-nous à trouver notre place dans ce système ?
Pour certains individus, cela ne posera jamais de difficultés mais je ne
sais pas s'il y aura de la place pour tout le monde à tout moment.
Certains seront à l'aise dans les éléments sociaux culture
qui sont les leurs, d'autres non, seront en crainte. La meilleure façon
pour que les humains soient à l'aise c'est que les robots
libèrent l'homme des contingences pour libérer son imaginaire. Si
on n'était pas obligé de travailler que ferions-nous ? A quoi
sert de gagner l'argent ? ». L'une des solutions résiderait
dans la montée en compétence des salariés.
12.3 La montée en
compétence.
La prise en compte de la nécessité de
montée en compétence des salariés est un point qui est
particulièrement pris au sérieux dans l'entreprise. Une structure
de e-learning entièrement dédiée aux formations est mise
en place. Le groupe Faurecia investi de plus en plus dans ces plateformes de
formation digitalisées et font appel à des prestataires externe
de service digital tel que Klaxoon, solution dédiée exclusivement
à la réalisation de formations et réunions
digitalisées. Dans ces formations on y trouve un éventail complet
de thèmes touchant à la fois productivité,
économie, gestion, management. La formation sur la
«résistance au changement » est présentée en
interne. Ce thème est connu de l'entreprise, et la formation
digitalisée en E-learning en fait foi. Dans cette formation,
l'entreprise propose aux individus « d'apprendre à
désapprendre » en mettant de côté leurs anciennes
pratiques car l'entreprise considère que la juxtaposition de processus
anciens et nouveaux est impossible. Ces cours sont évalués,
permettant d'octroyer un grade et un rang interne.
13 Comparaisons entre les solutions empiriques et
théoriques
Ce tableau a pour objectif de présenter de manière
synthétique l'ensemble des pistes de solutions proposé dans la
partie théorique et étudiée sur le terrain.
Problèmes Solutions théoriques Solutions
empiriques
|
La robotisation
industrielle
supprime
les
emplois
|
· Les emplois sont déplacés ou de nouveaux
emplois sont créés. Permet de débloquer des fonds
d'investissement.
· Rend l'entreprise plus
efficace et permet
d'embaucher de manière
globale.
|
· Réalisation de formations internes permettant
la montée en compétence du personnel (formation de 3 techniciens
devenus régleurs robots).
· Permet de maintenir les infrastructures dans les pays
à haut cout.
· Impacte essentiellement les intérimaires
|
|
L'acceptation
sociale
|
· Création de robots sociaux permettant de
prendre en compte les émotions des individus.
· Taxation de la robotique.
|
· Prendre en considération les attentes des
employés.
· Etre à l'écoute.
· Analyse de ce facteur dans les nouveaux projets
|
|
La
sécurité
menacée
|
· Mise en place d'un droit des robots avec cadre
juridique spécifique. Charte éthique basée sur le concept
d'Asimov. La sécurité aide à la réalisation
d'opérations dangereuses.
|
· Etre vigilent sur l'image sécuritaire que
donnent les robots aux salariés. Les robots travaillent dans un
environnement agressif non adapté pour l'homme. Réaliser des
formations et sensibilisations.
|
|
Page 74 sur 111
Résistance au changement
|
· L'accompagner, en tirer parti : la voir comme
positive, mène vers une stabilité, un consensus. Les
salariés ont une approche par les risques.
|
· Faible résistance du personnel de
Faurecia : ils acceptent la
technologie car elle
améliore les conditions de travail.
· Réaliser de la communication avec l'ensemble
des salariés en prenant compte de leurs attentes. Faire des formations
sur les enjeux de demain et les faire « apprendre à
désapprendre ».
|
|
Coût important
· Aide
financière garantie par
l'état. retour sur
investissement de cette technologie
important.
· Diminution de 40% en 10 ans du prix de la robotique.
|
· Aide du groupe au déploiement de cette
technologie.
· Retour sur investissement important. Estimé
à 2 ans.
|
|
Problèmes techniques
|
· Des coûts liés à la maintenance
réduits.
· Des technologies plus fiables.
|
· Diminution par 10 du nombre de pannes lié au robot
grâce aux nouvelles générations.
· Permet d'informer les services de l'entreprise avant
même que la panne ne se produise.
· Une simplicité de remplacement des robots :
présences de robots back-up
|
|
·
Permet de répondre aux critères du
Attractivité du
· Donne une
image de cahier des charges du client Smart.
produit modernité à l'entreprise.
· Prix de production
Page 75 sur 111
· Cadence et reproductibilité assurée
|
Menace pour l'environnement
|
· Une consommation d'énergie moins importante qu'une
consommation humaine.
|
· Consommation et cout (0,15€ / kwh) des robots
faible.
· Précision de l'utilisation des ressources
· Meilleure gestion des
consommations des
matières premières
· ISO 14001 / 50001
|
|
Le manque de compétences
· Faire monter en compétence par des formations
régulières des employés pour les faire accéder
à de nouveaux métiers
|
· Disponibilité d'une structure en e-learning
permettant la formation et la monté en compétence des
employés de l'entreprise.
· Formation des employés sur les nouvelles
technologies
|
|
Page 76 sur 111
Page 77 sur 111
| 

