Chapitre III : Choix du moule et
procédé
ii. Les attaques de coulée :
a. Attaques directes
C'est le tracé le plus simple, souvent le meilleur en
fonderie d'aluminium. De l'axe d'injection, le canal d'alimentation suit un
tracer sensiblement rectiligne vers la pièce. Dans ce cas la perte
d'énergie est réduite au minimum.
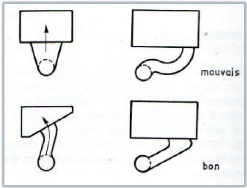
Figure 37:Attaques directes
b. Attaque en retour
Dans cette attaque le canal d'alimentation principal se
termine en cul de sac sur une profondeur suffisante pour que le front du
métal injecté s'y rassemble et y demeure, et le canal secondaire
forme avec lui un angle sensiblement inférieur à
900.
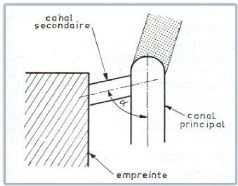
Figure 38:Attaques en retour
Ce système est fréquemment utilisé dans
les moules à empreintes multiples, en vue de favoriser le remplissage
simultané de toutes les empreintes.
Chapitre III : Choix du moule et procédé

46
c. Attaques autour d'un noyau
L'alimentation des pièces cylindriques par une attaque
située sur la surface latérale est difficile. Presque
inévitablement, il y a érosion de a broche ou du noyau central.
On a parfois recours à des attaques en queue de poisson ».
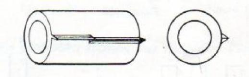
Figure 39:Attaques en queue de poisson
La solution la plus classique et la plus satisfaisante est
l'attaque autour du noyau. Cette disposition épargne la broche dans sa
partie moulante et assure un remplissage bien dirigé à condition
de prévoir une partie conique (5° minimum), au niveau du canal
torique, cette disposition n'entraîne pas un supplément excessif
de frettage» du moulage sur la broche.
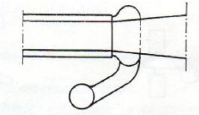
Figure 40:Attaque autour du noyau
d. Attaques multiples
Les inconvénients de ce type d'attaque pour la
coulée des alliages oxydables ont été
évoqués.
Lorsqu'il est utilisé, il est bon de veiller à
ce que toutes les attaques aient la même section, afin que toutes les
zones intéressées par chacune d'elles bénéficient
simultanément de la pression finale. Pourtant dans le cas de
pièces compliquées, on spécule parfois sur la
différence de section des attaques pour équilibrer le remplissage
des différentes parties à nourrir.
e. Attaques pour moule a plusieurs empreintes
:
Des nécessités de matériel (machines
surpuissantes) ou économiques (prix d'outillages) peuvent conduire les
fondeurs à mettre plusieurs empreintes dans le même moule,
l'emploi des attaques précédentes est toujours valable, mais
chacune est l'aboutissement d'un canal secondaire.
Chapitre III : Choix du moule et procédé

47
La répartition des canaux est fonction du type de machine
employé.
En chambre chaude, la position de la pièce par rapport
à l'axe d'injection est indifférente et, à partir de la
carotte, il est possible de prévoir des canaux d'alimentation dans
toutes les directions.
On veille dans tous les cas à assurer la symétrie
d'alimentation pour toutes les pièces Les mêmes dispositions
restent valables en chambre froide verticale.
En chambre froide horizontale, par contre, il est obligatoire que
les canaux issus de la pastille «partent vers le haut, afin que le
métal ne s'écoule pas dans les empreintes avant le
déclenchement de l'injection.
Il est néanmoins possible de placer des empreintes plus
bas que l'axe d'injection ou bien utiliser des moules a trois plaques dans ce
cas les bras de coulée sont alimentés par une carotte centrale
comme le cas des machine a chambre chaude.
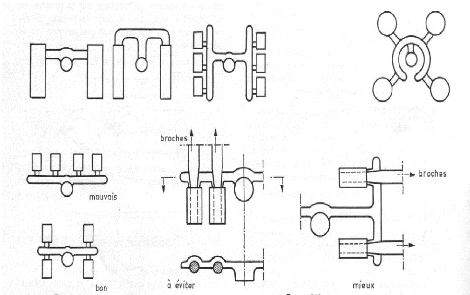
Figure 41:Attaques pour moule a plusieurs
empreintes
f. Attaques centrales
Ce type d'attaque mérite une mention particulière,
car son utilisation conduit dans certains cas à des dispositions
spéciales affectant la machine.
Il concerne particulièrement les pièces qui
présentent un évidement permettant de loger l'attaque ; le
métal dans ces conditions se propage vers la périphérie de
la pièce.
Les avantages d'une attaque centrale sont les suivants:
Chapitre III : Choix du moule et procédé

48
Elle réduit la surface du système d'alimentation,
donc la surface totale de la grappe au plan de joint et l'encombrement total du
moule ;
y' elle centre, au mieux, ce dernier sur le plateau de la machine
;
y' elle réduit le parcours du métal dans la
pièce;
y' elle assure le plus souvent une répartition
satisfaisante du métal dans
y' elle assure, enfin, une évacuation correcte de l'air
à la périphérie de la pièce. de
moteur, poulie à gorge, etc.).
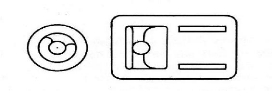
Figure 42:Attaques centrale
4 La matière à injecter
Dans ce point le choix est guidé principalement par les
propriétés de la matière dont :
y' Température de transformation.
y' Coefficient de retrait
y' Temps de refroidissement qui impose le temps de cycle donc
la cadence du moulage.
| 

