3 Le système d'alimentation du moule
3.1 Généralités
Les trois fonctions principales d'un système
d'alimentation sont les suivent :
y' Amener le métal liquide dans l'empreinte ;
y' Faciliter l'évacuation aussi complète que
possible de l'air et des gaz contenus
dans cette empreinte à fin d'en assurer le remplissage
; y' Assurer la transmission des pressions nécessaire pour l'obtention
d'une bonne
compacité.
Le système d'alimentation comprend :
- La pastille (chambre froide) ou la carotte (chambre chaude)
(suivent le type de la machine) ;
- Les canaux d'alimentation conduisant le métal jusqu'
a l'empreinte dont ils sont séparés par l'attaque ;
- L'attaque qui assure le débit de remplissage ;
- Le talon de lavage (trop plain) destinés à
drainer le métal le plus souillé en dehors de la pièce
;
- Le tirage d'air sert à évacue l'air et les gaz
en dehors de l'empreinte.
-
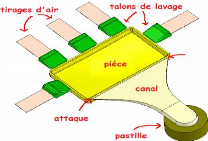
Figure 29:Composition d'un système
d'alimentation.
3.2 Technique d'alimentation
L'alimentation du moule en matière à l'état
visqueux est assurée de deux façons :
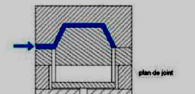
a) Injection dans le plan de joint :
Le plus utilisé dans la machine a chambre froid.
[9]
Avantage :
Canaux d'alimentation courte ;
Diminution de perte d'énergie ;
Permet d'avoir des temps de remplissage très court ;
Figure 30:Injection dans le plan de
joint.
Chapitre III : Choix du moule et procédé
Inconvénients :
La pression d'injection entraine des déformations sur
les colonnes de la presse. La fermeture du moule est parfois
incomplète.
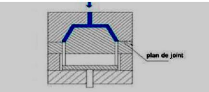
b) Injection perpendiculaire au plan de joint
:
Mode peu très utilisé.
Inconvénients :
Canaux d'alimentation assez longs.
Prévoir une extraction de la pastille.

42
Figure 31: Injection perpendiculaire au plan de
joint.
3.3 Point d'injection
La bonne réalisation d'une pièce est
conditionnée par un bon écoulement de la matière, ainsi
que la bonne fermeture de l'outillage.
L'équilibre des forces dans un outil doit être
réalisé avec un soin et l'injection de la matière doit
être placée au point d'équilibre. L'idéal est le
centre de gravité l'empreinte.
Dans le cas d'un moule dont le point d'injection ne peut pas
être placé au centre de gravité, un équilibrage des
efforts doit être réalisé.
Pour faire, un effort complémentaire est
réalisé à l'aide de cales ou tasseaux. La
résultante des deux efforts passe par l'axe du plateau.
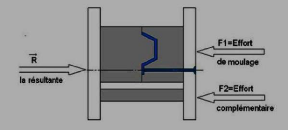
Figure 32:Équilibrage des efforts
Chapitre III : Choix du moule et procédé

43
3.4 Remplissage des empreintes
Les théories concernant le mode de remplissage de
l'empreinte du moule ont été énoncées par Brant et
Frommer, ces deux chercheurs on fait des études et formulé des
théories on réalisant des modèles expérimentaux de
support à la théorie. [8]
? Remplissage par jet
Le remplissage se fait sous l'action d'un jet de métal
liquide qui on partant de l'attaque de coulée, traverserait toutes
l'empreinte et s'accumulait dans la partie opposée en remplissant
progressivement celle-ci, la dernière partie à être remplie
serait celle proche de l'attaque de coulée.
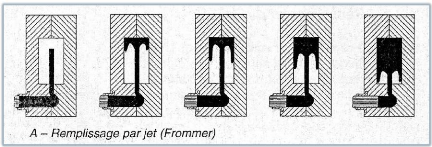
Figure 33: Remplissage par jet
? Remplissage par accumulation
Le remplissage se produirait par accumulation, sous l'action
du métal liquide qui en entrant par l'attaque de coulée
pousserait le métal, jusqu'à rejoindre l'extrémité
opposée de celle-ci. La dernière partie à être
remplie est la plus éloignée de l'attaque de coulée.
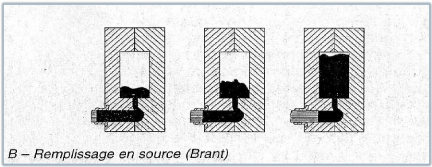
Figure 34: Remplissage par accumulation
Chapitre III : Choix du moule et procédé

44
| 

