|
MÉMOIRE PROFESSIONNEL
Optimisation des flux réception au sein d'un
entrepôt national
__________________________________________
Optimisation d'un processus logistique
Julien FERNEZ
RNCP1 Manager de la chaîne logistique
Promotion 2019
Soutenu le 19 septembre 2019

Président du Jury : Claude Verger, Directeur
Régional CNAM
Membres du Jury : Fanny Fievet, Responsable CNAM de Valenciennes
Virginia Gaudoux, Intervenant CNAM
Marie-Claude Mairesse,Intervenant CNAM
Mathieu Valère, Tuteur CNAM
Arthur Bailleux, Tuteur entreprise LEROY MERLIN
Remerciements
Je tiens tout d'abord à remercier la direction de Leroy
Merlin La Sentinelle, notamment MonsieurMichel Lambert et Monsieur LaurentRatajczak, de m'avoir permis de réaliser mon
projet de reprise d'étude au sein du CNAM de Valenciennes.
Je remercie aussi Monsieur Arthur Bailleux, chef de secteur
logistique pour sa confiance accordée sur mon poste de responsable
logistique réception, sa disponibilité et ses conseils fournis
durant le développement et la réalisation de ce projet.
Un grand merci à Monsieur Renaud Fontaine, Responsable
France du diplôme Manager de la Chaîne Logistique et Monsieur
Gilles Costenoble, Responsable Valenciennes de la formation MCL, de m'avoir
permis d'intégrer la formation, promotion 2017-2019.
Je voudrais remercier également Monsieur Mathieu
Valère, supplychain Manager chez Bombardier pour ses précieux
conseils apportés durant ces 2 années de reprise d'étude.
Je ne peux guère oublier tous les intervenants, pour
leurs orientations et leurs précieux conseils durant ces 2 années
de formation, ainsi que le personnel administratif, mais aussi tous mes
camarades pour leur collaboration durant notre formation.
Aux équipes réception / 2RP qui m'ont
formé aux processus et pour leur contribution qu'ils ont voulu apporter
en répondant aux questions posées.
J'aimerais exprimer ma gratitude à l'ensemble des
collaborateurs de l'entrepôt de Dourges, qui ont su faciliter mon
intégration et m'ont fait grandir durant cette année.
Enfin je tiens à remercier ma famille, mes enfants et
plus particulièrement ma femme Valérie, pour sa bienveillance, sa
patience et son énorme soutien au cours de ces 2 années.


1 RESUME ABSTRACT
Mots-clés : Pure players, entrepôt, unité
autonome, régionalisation.
Keywords : Pure players, warehouse, autonomous unit,
regionalization.
SOMMAIRE
1 RESUME ABSTRACT
2
2 INTRODUCTION
5
3 THEME DU PROJET ET MOTIVATION
7
4 PRESENTATION DE L'ENTREPRISE ET DE SON
ENVIRONNEMENT
8
4.1 Secteur d'activité
8
4.2 Environnement
8
4.3 Chiffres clés
11
4.4 Historique
11
4.5 Vision, mission et métiers
13
4.6 Employeur et entreprise responsable
13
4.7 Produits et marchés
15
4.8 Le processus logistique de l'entrepôt de
Dourges
16
4.9 La chaine logistique Leroy Merlin France
16
4.10 Le schéma directeur logistique
20
4.11 L'organisation logistique de l'entrepôt
de Dourges
20
4.12 Maturité et performances logistiques
21
4.13 Défis logistiques
21
5 DU POINT DE DEPART AU PLAN D'ACTION
23
5.1 Point de départ du projet
23
5.2 Problématique
24
5.3 Préconisations
25
5.4 Objectifs et enjeux
27
5.5 Etats de l'art
28
5.5.1 Le WMS
28
5.5.2 Excel
29
5.5.3 Le diagramme 5M
30
5.5.4 Le diagramme spaghetti
31
5.5.5 L'approche systémique
32
5.6 Méthodologie et plan d'action
33
5.7 Equipe de projet
36
6 REALISATION
37
6.1 Lecture de l'existant
37
6.2 L'optimisation palettisation aval
44
6.3 L'optimisation des extérieurs
46
6.4 Le paramétrage des pickings
48
6.5 L'envoi de référence sur
débord stock de couverture > 1 à 2 mois
53
7 CONCLUSION
57
7.1 Conclusion générale
57
7.2 Apports et enseignements
57
7.3 Limites et perspectives
58
8 BIBLIOGRAPHIE
59
8.1 Ouvrages
59
8.2 Articles scientifiques, autres documents
59
8.3 Sites internet
59
9 ANNEXES
60
Annexe 1 : plan de l'entrepôt
61
Annexe 2 : tableau de bord évolution de
stock
62
Annexe 3 : Outil d'aide à la planification
J+1
63
Annexe 4 : synthèse de RDV
64
Annexe 5 : RDV fournisseur v7
65
10 GLOSSAIRE
66
2 INTRODUCTION
Face à une concurrence rude des pure players, le
constat est clair :
Les entrepôts sont saturés et nous rencontrons
des difficultés face aux accroissements d'activité, mais aussi
aux changements de mode de circuit : le flux cross docking prend de plus en
plus d'ampleur face au flux stock traditionnel, pour des raisons
économiques évidentes.
Jusqu'à présent, toutes les
références Leroy Merlin étaient détenues sur 1 seul
entrepôt, ce qui mettait en péril l'approvisionnement des magasins
en cas de perturbation quelconque. Quant aux flux commande client CC, ils
étaient limités à 2 livraisons par semaine du fait que le
service transport aval massifiait les flux pour les longues distances. Pour les
magasins, la communication était alors complexe car en cas de demandes
d'informations ou de problèmes sur les commandes (retards ou casse), ces
derniers ne savaient pas vers quels interlocuteurs se tourner et quand la
marchandise serait relivrée.
Pour pallier ses difficultés, la direction supplychain
de Leroy Merlin a décidé de « régionaliser » le
flux commande client en investissant dans de nouveaux entrepôts
régionaux tels que Dourges 2, Réau, Grans, Saint léger.
Cet investissement permettra de passer de 2 livraisons semaine
en flux Commande Client à 5 livraisons semaine. Mais aussi de simplifier
les relations magasins / entrepôts, en regroupant toutes les livraisons
depuis un seul entrepôt.
La modification de ce schéma logistique sécurise
le réseau. Cette régionalisation permettra à un magasin de
recevoir 70% de ces flux en régional et 30% en national. Actuellement
20% des flux émanent du régional et 80% du national. Quant
à la distance entre l'entrepôt régional et le magasin, elle
sera inférieure à 200 km.
En résumé, la régionalisation a pour but
de simplifier le réseau, en renforçant la relation
magasin-entrepôt, facilitant aussi la reverse logistique et permettant le
développement du transport local avec la mise en place de flotte
dédiée.
L'une des autres mesures prises par la direction supplychain
est de mécaniser dans le même temps les préparations, ceci
afin de gagner en coût et en productivité. Le cross docking est
maintenant réalisé par une trieuse permettant de gagner en
efficacité.
Face à ces changements, l'entrepôt national de
Dourges 1 doit modifier ces implantations : certaines références
sont réattribuées au site régional de Dourges 2,
l'entrepôt de Dourges 1 se spécialise, lui, dans la
délivrance des produits issus des rayons menuiserie, luminaire, cuisine
et salle de bains.
Cette spécialisation conduit à une
réorganisation des zones de stockage, mais aussi à une
réorganisation des différents arrivages de produits pour
répartir la charge de travail.
3 THEME DU PROJET ET
MOTIVATION
Après 10 ans d'expérience magasin au sein du
service commande client Leroy Merlin La Sentinelle, j'ai pris conscience de
l'importance d'une logistique efficace au sein d'une grande entreprise de
distribution pour répondre aux attentes grandissantes des clients.
Dans un souci d'évolution et de défi personnel,
j'ai décidé de reprendre une formation qualifiante me permettant
de continuer à développer des compétences
organisationnelles, managériales et analytiques dans le domaine
logistique. J'ai donc intégré la formation Manager de la Chaine
Logistique au Centre National de Arts et Métiers de Valenciennes, afin
d'obtenir un niveau Master qui me permettra de pérenniser mon
savoir-faire et de m'ouvrir de nouvelles perspectives dans le domaine de la
logistique.
C'est ainsi qu'en 2e année, j'intègre le Centre
Logistique National de Leroy Merlin situé à Dourges en tant que
responsable de zone logistique réception au moment où la
direction logistique Leroy Merlin décide de revoir sa stratégie
pour être plus compétitif face à la montée des pure
players.
Je découvre alors la logistique amont des magasins,
alors que les entrepôts se régionalisent et les
préparations se robotisent.
C'est dans ce contexte de changement que je souhaite faciliter
le travail de ma nouvelle équipe mais aussi de l'équipe rangement
(2RP) qui est étroitement liée à la mienne, en
réorganisant le travail pour être plus efficace, en optimisant les
dalles de réceptions pour fluidifier et sécuriser le travail de
chacun lors des déchargements de camions.
4 PRESENTATION DE
L'ENTREPRISE ET DE SON ENVIRONNEMENT
4.1 Secteur
d'activité
Selon le code Naf ou APE, la nomenclature d'activités
françaises établie par l'INSEE, LEROY MERLIN appartient à
la classe 4752B Commerce de détail de quincaillerie, peintures et verres
en grandes surfaces (400 m² et plus).
4.2 Environnement
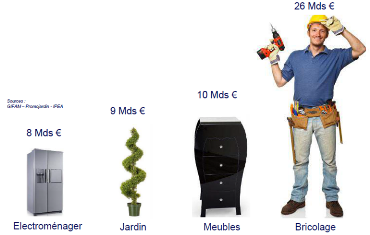
Selon la fédération des magasins de bricolage,
le marché du bricolage a généré 26 milliards
d'euros de chiffre d'affaire en 2018.
Ces chiffres font du bricolage le premier poste de
dépenses d'équipement domestique, loin devant l'ameublement (10
milliards d'euros), le jardin (9 milliards) et l'électroménager
(8 milliards). Les rayons les plus attractifs cette année : le
chauffage, dont les ventes ont augmenté de presque 10?%, suivi des
revêtements et de la menuiserie.
Cette dynamique du marché s'explique en grande partie
par la bonne croissance du secteur immobilier français, lui-même
soutenu par des taux de crédit particulièrement bas.
L'acquisition d'un bien immobilier rime nécessairement avec bricolage,
décoration et rénovation.
La hausse continue du moral des Français depuis 5 ans
offre également un climat propice à la consommation et à
l'élaboration de leurs projets personnels. La population
française se montre par ailleurs friande de bricolage. Un sondage
réalisé par Opinionway révèle que 9 Français
sur 10 apprécient de bricoler. Parmi eux, plus de la moitié
s'adonne à cette activité régulièrement, c'est
à dire au moins une fois par semaine ou une fois par mois.

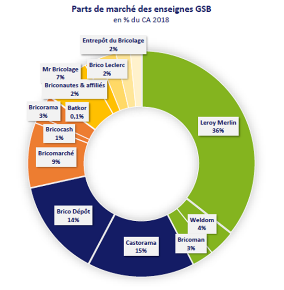
Comme c'est le cas depuis de nombreuses années, le
marché de l'outillage est aujourd'hui largement dominé par les
GSB (Grandes Surfaces de Bricolage), qui détiennent près de 76 %
des parts du marché. Les grandes surfaces spécialisées ont
même vu leur position se renforcer, au détriment des
hypermarchés. Avec plus d'un tiers des ventes, c'est Leroy Merlin qui
occupe la première place de la hiérarchie.
La position dominante des GSB témoigne de la
capacité des enseignes spécialisées à s'adapter aux
évolutions du marché, des modes de communication et des canaux de
diffusion. Le développement rapide des technologies numériques a
en effet contribué à changer profondément le rapport des
Français au bricolage.
Internet joue un rôle majeur dans la mue du secteur.
Favorisant le partage d'informations, le réseau permet à tout
amateur de se former rapidement aux enjeux du bricolage, de comprendre
l'utilité de certains outils, de profiter des conseils d'experts
grâce à des tutoriels vidéo...

Grâce à Internet, il est aujourd'hui beaucoup
plus facile de se lancer sereinement dans des tâches complexes. Les
grandes enseignes s'adaptent ainsi à cette transformation et mettent en
place des stratégies variées pour convertir ces prospects du net
en clients magasin.
De plus le commerce en ligne est le circuit qui connait une
croissance spectaculaire depuis plusieurs années affichant un taux de
croissance à 2 chiffres.
4.3 Chiffres clés

4.4 Historique
L'enseigne française de distribution Leroy Merlin,
spécialisée dans le bricolage et la décoration, voit le
jour en 1923 à Noeux-les-Mines.
Au départ, les deux fondateurs, Adolphe Leroy et Rose
Merlin, inaugurent un magasin proposant le stock de matériel militaire
d'après-guerre, baptisé "Au Stock américain".
Dix ans plus tard, « Au Stock américain »
proposera des baraquements de l'armée en kit et d'autres
matériaux de construction.
En 1960, "Au Stock américain" devient Leroy Merlin.
L'enseigne développe le concept du premier libre-service de
bricolage-quincaillerie en France.
Après le lancement de sa nouvelle signature en 1973,
"Tout pour la maison", l'enseigne commence à développer son parc
de magasins et à multiplier ses références de produits.
Reprise en 1980 par la famille Mulliez, Leroy Merlin
s'internationalise à partir de 1989, avec l'inauguration du premier
magasin en Espagne à Leganés, au sud de Madrid, suivie de la
Pologne et de l'Italie en 1996, puis du Brésil en 1998.
L'année 2007 a constitué un tournant historique
pour l'enseigne puisque celle-ci est devenue une filiale de la nouvelle
entité du Groupe Adeo, qui rassemble à la fois Leroy Merlin et
plusieurs autres enseignes de bricolage et de décoration telles que
Zodio, Tikamoon (ameublement de salle de bain) ou encore Bricoman.
Aujourd'hui, Leroy Merlin compte un parc de près de 350
magasins, dont 6 franchisés, avec une présence dans 12 pays en
Europe (France, Pologne, Russie, Grèce, Portugal, Espagne, Roumanie,
Italie, Ukraine et Chypre), en Asie (Chine), en Amérique du Sud
(Brésil) et en Afrique (Afrique du Sud). Leroy Merlin France
dénombre 140 magasins que nous pouvons localiser sur la carte ci-dessous
:


4.5 Vision, mission et
métiers
La mission de Leroy Merlin est d'aider chaque habitant
à rêver sa maison et à la réaliser :
- Leroy Merlin met la satisfaction des habitants au centre de
ses préoccupations.
- Les écouter pour comprendre leurs attentes.
- Les inspirer et leur proposer des idées qui leur
ressemblent.
- Leur offrir les meilleurs choix produits et services.
- Les accompagner dans la réalisation de leurs
projets.
- Contribuer à faire évoluer la conception et
les problématiques de l'habitat.
Les métiers proposés chez Leroy Merlin sont
répartis en 10 branches :
- Achat / produits / marketing / publicité
- Administration / gestion / finance
- Commerce
- Communication
- Logistique flux de marchandises
- Organisation métier et informatique
- Pose
- Ressources humaines
- Services clients
- Technique et support au commerce
4.6 Employeur et entreprise
responsable
Depuis plus de 20 ans, Leroy Merlin France consacre plus de
5% de sa masse salariale à la formation, trois fois
plus que la moyenne constatée en France.
Le développement des compétences des
collaborateurs est au coeur des stratégies d'enseigne. L'entreprise
permet à chacun d'eux de construire son projet professionnel en revoyant
chaque année leur plan de développement individuel.
Un institut de formation interne à l'entreprise, IDLM :
Institut de Développement LEROY MERLIN, créé au
début des années 1990, agréé par l'état,
développe plus de 450 outils et contenus pédagogiques
adaptés aux besoins de l'entreprise et de ses collaborateurs. Il adopte
une approche qui privilégie de plus en plus l'expérimentation,
développe les NOUMA (formations en présentiel,
auto-apprentissage, accompagnement terrain et distanciel collaboratif) et la
notion de parcours d'apprentissage.
Leroy Merlin est classée au palmarès de
l'institut Great Place to Work® 2017 depuis 13 ans. Leroy Merlin est l'une
des plus importantes entreprises françaises de cette taille avec une
telle constance au classement des entreprises ou il fait bon travailler.
Parmi les résultats les plus significatifs :
- Le plébiscite du partage des résultats
- La politique de développement à travers la
formation
- L'engagement citoyen
Entreprise responsable :
Leroy Merlin est en veille quotidiennement pour proposer aux
habitants des solutions pour mieux vivre : des matériaux plus sains, des
techniques de chauffage plus économiques et écologiques, des
idées futées et le tout, sans en faire des produits de luxe.
Concernant les matières premières de ses
produits, Leroy Merlin privilégie le local et a passé divers
partenariats avec diverses organisations.
Quelques dates :
- 1999 : Leroy Merlin a été un des premiers
distributeurs à s'engager auprès des ONG pour la promotion de la
gestion durable des forêts en référençant des
produits certifiés et en identifiant l'origine des bois utilisés
pour la fabrication de ses produits.
- 2001 : Leroy Merlin signe la charte du Club Pro Forêts
engageant l'ensemble des intervenants à ne référencer que
des produits en bois certifiés FSC pour les bois tropicaux.
Parallèlement, pour les bois européens, Leroy Merlin s'est
engagé auprès du PEFC (Program for the Endorsement of Forest
Certification schemes).
- 2006 : Leroy Merlin devient membre du TFT (The Forest
Trust), organisation qui accompagne les forestiers vers la certification
FSC.
- 2009 à 2014 : Avec le TFT, Leroy Merlin soutient la
coopérative de Dipantara, sur l'île de Java ainsi que la
coopérative Rondobel au Brésil, pour atteindre la certification
FSC.
- 2010 : 100% des bois tropicaux sont certifiés FSC ou
labellisés TFT.
- 2012 : Leroy Merlin rédige et publie sa «
politique achat bois » et affirme sa volonté de
référencer des produits issus de forêts
gérées durablement. Tous les produits contenant du bois entrent
dans la « politique achat bois de Leroy Merlin ».
- 2015 : Partenariat avec Reforest'action pour la plantation
d'arbres en France.
4.7 Produits et
marchés
LEROY MERLIN est un distributeur d'articles de bricolage qui
commercialise ses produits en B to C mais aussi en B to B.
La principale activité de LEROY MERLIN est de vendre
ses produits issus de divers rayons tels que : matériaux, menuiserie,
électricité-plomberie, outillage, rangement-cuisine,
carrelage-parquet, sanitaire, confort, jardin, quincaillerie, peinture,
décoration et luminaire.
Mais aussi de proposer des services et des solutions
adaptées et personnalisées à tous ses clients tels que
livraison, location de matériels et véhicules, SAV, pose, cours
de bricolage...
Leroy Merlin s'appuie sur son réseau de 140 magasins
répartis en France métropolitaine, la Corse et sur l'ile de la
Réunion.
Pour toucher tous les budgets des habitants, Leroy Merlin a
mis en place une politique de prix trinôme, c'est-à-dire que tous
les produits vendus dans les rayons sont proposés à 3 tarifs
différents.
- Le 1er prix, produit d'appel basique, bas de gamme
située en bas des rayonnages.
- Le meilleur rapport qualité / prix : produits marque
propre Leroy Merlin.
- Haute qualité : produits de fournisseurs mondialement
connus et reconnus pour leur image de marque et qualité.
Exemple de trinôme concernant un mitigeur de cuisine
:

4.8 Le processus logistique
de l'entrepôt de Dourges
Le processus de l'entrepôt en 6 étapes :
- L'activité réception + gestion des stocks
- L'activité 2RP (Rangement, Réappro, Palettes
homogènes)
- L'activité préparation (menuiserie, cuisine,
sanitaire et luminaire)
- L'activité transit (cross dock
mécanisé)
- L'activité expédition
- L'activité web
4.9 La chaine logistique
Leroy Merlin France
L'organisation logistique de Leroy merlin France :

La centrale d'achat joue un rôle majeur dans les
schémas d'approvisionnements de la grande distribution.
Les achats sont réalisés en centrale et les
livraisons sont effectuées sur des entrepôts régionaux /
nationaux qui envoient ensuite les flux de marchandises vers les magasins.
Cette centralisation de la chaîne d'approvisionnement a
permis à la grande distribution d'améliorer deux aspects : les
coûts et la capacité à répondre rapidement aux
demandes des clients. Les économies réalisées sont donc
les suivantes :
- Économie d'échelle à l'achat du au
regroupement des achats en centrale.
- Gains sur le transport amont suite à la massification
du stockage sur quelques entrepôts.
- Mutualisation des coûts de stockage et optimisation de
l'utilisation des installations.
- Optimisation des mètres carrés de surface en
magasin non pour le stockage mais pour la vente.
- Les magasins se recentrent sur la vente, ce qui est leur
coeur de métier

Du fait de la diversité de ses produits qui vont de
quelques grammes (visses, écrous...) jusqu'à une centaine de
kilogrammes (fenêtre sur mesure) Leroy Merlin a diversifié ses
flux de livraison pour répondre aux exigences des clients.
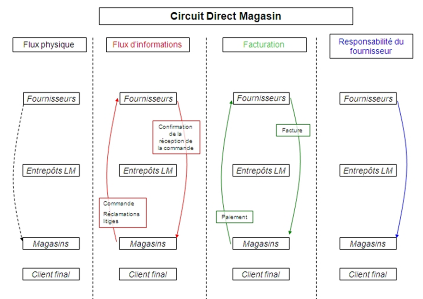
- Le flux livraison direct magasin : les fournisseurs (fiables
et ou locaux) livrent
Directement les magasins.
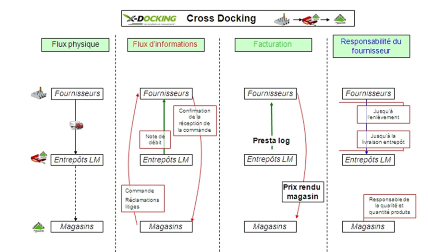
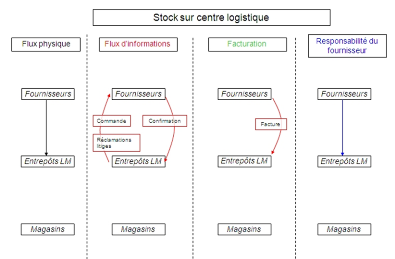
- Le flux cross dock : le fournisseur livre l'entrepôt,
les produits sont alors identifiés, trier et manutentionner vers une
zone de stockage temporaire pour le regroupement vers un même magasin.
- Le flux stock : le fournisseur livre l'entrepôt, s'en
suit une réception avec contrôle quantitatif et qualitatif. La
marchandise est rangée / stockée selon sa typologie.
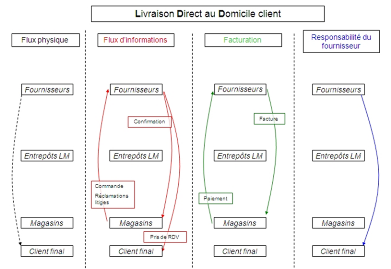
- La livraison directe à domicile : pour aller plus
vite, gagner sur les coûts de stockage et éviter les manutentions
internes, elle concerne des produits à forte valeur ajoutée,
encombrants ou lourds. Le fournisseur livre le client directement via des
transporteurs. La marchandise ne passe pas par le magasin.
- La livraison entrepôt domicile : pour éviter
les ruptures de charges, des références stockées sur
l'entrepôt sont regroupées sur un bon de commande,
préparée par l'équipe crossweb et expédié
chez le client via messagerie. Le client peut retirer sa marchandise en point
relais ou être livré à domicile. Cette opération
évite que les marchandises transitent par le magasin.
4.10 Le schéma
directeur logistique
Avant 2019, Leroy Merlin disposait de 3 entrepôts en nom
propre, Dourges, Valence puis Combs et 2 entrepôts prestés :
Chalon et Mazères.
Les entrepôts régionaux : Dourges 2, Saint
Léger, Réau et Grans ont démarré progressivement
leurs activités en 2019, pour redéfinir le schéma
directeur logistique. La transformation n'est pas encore totalement aboutie car
3 entrepôts supplémentaires viendront compléter la liste
dans les 2 années à venir ainsi que 2 plates formes urbaines en
région parisienne.


4.11 L'organisation
logistique de l'entrepôt de Dourges
La mission de l'entrepôt de Dourges 1 est de servir les
140 magasins (B to B) et les clients (B to C) dans les délais
annoncés, tout en maitrisant les couts.
Les 3 activités principales sont :
- Le flux stock
- Le flux cross dock mécanisé
- Le flux B to B et le flux B to C
4.12 Maturité et
performances logistiques
Afin de garantir un taux de service élevé et de
respecter ses engagements la Supply Chain, Leroy Merlin s'est imposé une
certification par un organisme indépendant.
Aux vues du contexte évolutif du marché et de
l'attente grandissante des magasins et des clients habitants, la Supply Chain
décide d'entrer dans une démarche d'amélioration continue
dont la première pierre est la mise en place d'une certification de
services.
Les objectifs principaux de cette démarche sont
d'améliorer la qualité des prestations de services
apportées aux magasins et donc aux clients habitants et de garantir
cette qualité dans le temps et dans l'espace.
Les enjeux sont nombreux pour tous les acteurs :
- La satisfaction du client magasin et du client habitant.
- La confiance des magasins.
- La transparence de la logistique vis-à-vis de ses
clients magasins.
- Construire une identité logistique forte et
reconnue.
- Développer la culture de la mesure de
l'efficacité.
- Une certification crédible.
- L'engagement de chaque acteur de la Supply Chain dans un
projet commun.
- Un projet structurant sur le plan métier : entrer
dans une démarche d'amélioration continue.
C'est un moyen d'atteindre le niveau de prestation attendu par
les clients de la Supply Chain.
Elle exige donc des services de la Supply Chain que ceux-ci
s'engagent sur des critères clairement définis et surtout
mesurables.
Elle impose que ces critères soient
régulièrement suivis et que les process permettant d'atteindre
les objectifs fixés soient formalisés et respectés.
4.13 Défis
logistiques
Comme toute entreprise, Leroy merlin cherche constamment
à livrer toujours plus rapidement, toujours moins cher, surtout depuis
l'arrivée des commerçants en ligne comme Amazon, Mano à
Mano, Cdiscount, etc...
Le groupe Adéo (dont fait partie Leroy Merlin) souhaite
également multiplier les effets de synergie à travers les
différentes enseignes que le groupe regroupe.
Dans un premier temps, Leroy Merlin va renforcer son maillage
réseau en intégrant les entrepôts et point de ventes
Weldom.
Le but de ces synergies est d'être au service des
habitants et des magasins, de devenir l'évidence habitat.
Pour ce faire, Leroy Merlin va créer un réseau
logistique omnicanal adapté à une distribution multiformat afin
de répondre aux promesses habitants.
Pour servir une offre multicanale étendue : en
proposant des délais compétitifs et raccourcis sur la commande
client, avec plus d'offre stockée et 84% des ménages à
moins de 40 minutes d'un point de vente.
Pour renforcer la compétitivité sur la
délivrance : en réduisant les délais grâce au stock
placé au bon endroit et en régionalisant les stocks et le Cross
Dock pour plus de rapidité de délivrance.
Pour se connecter aux différents formats de magasins :
en proposant un niveau de service adapté aux différents clusters
de magasins et en facilitant la relation avec les magasins, qui seront
distribués par un unique entrepôt.
Pour garantir la promesse tenue : en intégrant les
ambitions de croissance de l'activité grâce à des sites
surcapacitaires, tout en maintenant un niveau de service exigeant.
5 DU POINT DE DEPART AU
PLAN D'ACTION
5.1 Point de départ
du projet
L'ouverture des entrepôts régionaux pour livrer
les clients toujours plus rapidement a eu un impact sur l'entrepôt
national de Dourges puisque les entrepôts régionaux stockent
désormais les références 20/80 et les entrepôts
nationaux, eux, se spécialisent par famille de produits et servent les
80/20).
Ainsi, l'entrepôt de Dourges 1 s'est
spécialisé et stocke les produits tels que la menuiserie (1628
références), le luminaire (1072 références), la
cuisine (4040 références et la salle de bain 1376
références.
Pour plus de praticité des gestes métiers des
équipes et une meilleure homogénéité du processus,
la direction de l'entrepôt décide dans un même temps de
mettre en place les unités autonomes, c'est-à-dire que chaque
secteur (menuiserie, cuisine, sanitaire- luminaire,) réalise à la
fois la réception des produits, le rangement, la préparation et
aussi le largage des contenants. On simplifie le parcours en faisant appel
à une seule et même équipe.
De même l'implantation des produits est revu, puisque
qu'avant, dans le secteur menuiserie, par exemple, étaient
stockés tous les produits verticaux qu'ils soient du rayon menuiserie ou
non. On retrouvait avec les portes, les fenêtres mais aussi les parois de
douches et les baignoires. Ces produits étaient alors
réceptionnés sur les bâtiments B et C. La
spécialisation conduit à stocker par rayon et non plus par
typologie de produit. Les parois de douches et les baignoires qui
étaient initialement implantées sur l'aile gauche, seront
maintenant implantées sur l'aile droite et donc
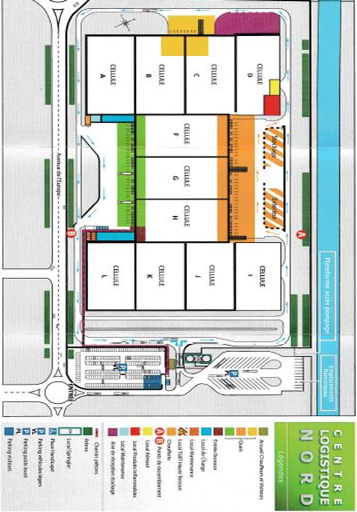
réceptionnées en zone H (plan entrepôt annexe 1).
Jusqu'au mois d'avril, les flux de réceptions
étaient répartis ainsi :
-60 % de produits réceptionnés en zone H
-20 % de produits réceptionnés en zone B
-15 % de produits réceptionnés en zone C
- 5 % de produits réceptionnés en zone D
Désormais les flux de réceptions seront
répartis comme suit :
-70 % en zone H
-20 % en zone C
-5 % en zone B
-5 % en zone D
5.2 Problématique
La mondialisation de l'économie a permis à
chaque consommateur que nous sommes d'acheter plus, d'acheter moins cher,
d'acheter mieux, d'acheter plus vite, ... Ce phénomène s'est
d'autant plus amplifié de par la numérisation des achats des
consommateurs. Désormais, internet nous permet de nous renseigner, de
consulter, de se former, d'acheter plus, plus vite et sans bouger de chez soi.
Les entreprises sont donc amenées à produire plus, à
moindre coût, et surtout à livrer plus vite et avec une meilleure
qualité.
Les entreprises qui ne prennent pas le train en marche seront
les entreprises qui fermeront leur porte demain. Une enseigne comme LEROY
MERLIN se doit de modifier son système de vente et par conséquent
sa logistique pour continuer de se développer. La logistique LEROY
MERLIN prend alors une place essentielle dans la stratégie de
l'entreprise. Il va falloir aller plus vite, être plus productif et ceci
à moindre coût. L'une des premières stratégies LEROY
MERLIN est de spécialiser les entrepôts par secteur pour
simplifier le parcours et aller plus vite. Cette spécialisation des
entrepôts nationaux par secteur (menuiserie, luminaire, salle de bain,
cuisine) amène à une réorganisation du travail, une
réorganisation d'implantation. De plus, pour simplifier le parcours
(moins d'interlocuteur pour aller plus vite) on réorganise les
entrepôts par unités autonomes (chaque équipe
réceptionne, range, prépare) ce qui a pour conséquence de
bouleverser les flux réception au sein de l'entrepôt.
En effet, les habitudes de travail sont modifiées, mais
les zones de déchargement sont elles aussi bouleversées par des
arrivages plus conséquents dans certaines zones.
Comme les produits sont désormais stockés par
rayon et non plus par typologie de produit : le trafic est augmenté de
façon significative sur une même zone, la zone H.
Se posent alors les questions suivantes :
Quel impact la spécialisation des entrepôts
nationaux va-t-elle avoir sur nos organisations de travail ?
Quelles sont les équipes de travail qui vont être
impactées par ces modifications ?
Comment va-t-on conduire le changement de ces organisations au
sein des différentes équipes ?
Cette nouvelle organisation va-t-elle conduire à une
réorganisation des flux de marchandise ?
Comment réorganiser ces flux afin de travailler plus
vite en maintenant une qualité de travail ?
Comment maintenir une certaine sécurité de
travail dans les différents secteurs ?
Comment faire passer presque la totalité de
l'activité sur une seule zone de réception ?
5.3
Préconisations
Afin de maîtriser l'augmentation des flux sur la zone H,
ma première action a été de diagnostiquer l'existant en
observant, en chiffrant, en questionnant. Ensuite, je me suis servi du
diagramme des causes et effets afin d'identifier toutes les causes de
non-fluidité.
Pour répondre à la problématique, j'ai eu
également besoin de prendre en compte les besoins et objectifs des
différents intervenants du processus (l'équipe réception,
l'équipe 2RP).
Les attentes de l'entreprise :
L'entrepôt est rémunéré en fonction
du volume stocké, plus le volume entrant est conséquent, plus
l'entrepôt sera rémunéré. Il faut donc éviter
de dérouter les camions sur les entrepôts de débords.
L'un des enjeux majeurs de l'entreprise (c'est d'autant plus
vrai en entrepôt) est de sécuriser le travail des collaborateurs
afin de diminuer le nombre d'accidents de travail.
Les attentes des collaborateurs :
Décharger les camions rapidement, dans un espace
ordonné, sécurisé et ne pas avoir à multiplier les
allers-retours inutiles qui nuisent à la productivité.
Avoir une charge de travail anticipée,
équilibrée.
Les attentes du secteur 2RP :
Identification et préhension simplifiées des
palettes dans une logique de productivité, mais aussi dans un souci de
sécurité de travail.
Matrice SWOT du projet :
|
FORCES
|
FAIBLESSES
|
|
- La stratégie de l'entreprise
- Le WMS permet de nombreuses extractions de
données.
- Le besoin de changement ressenti chez les collaborateurs.
- Employés impliqués.
- Les moyens financiers
|
- Zone de réception au bord de la saturation.
- Peur de l'avenir des collaborateurs concernant la fermeture
programmée du service réception.
- Parc machine vieillissant.
- Taux d'accidents du travail élevé.
- Difficulté de recrutement de caristes.
|
|
OPPORTUNITES
|
MENACES
|
|
- Développement de l'EDI (=échange de
données informatisé)
- Une entreprise pro active qui ne cesse d'innover pour la
satisfaction des clients et des collaborateurs.
- Leroy Merlin 2e entreprise
préférée des français en 2019.
|
- Arrivée des pures players remettant en cause la
logistique traditionnelle de la grande distribution.
- Des clients de plus en plus exigeants.
|
5.4 Objectifs et enjeux
La spécialisation des entrepôts nationaux remet
largement en cause l'organisation des plannings puisque sur une même zone
de travail arrivent désormais plus de références. Pour
exemple en plus des références de luminaire et cuisine, sont
réceptionnées maintenant en zone H les références
parois de douche et baignoires.
La réimplantation des parois de douche et baignoires de
la zone B vers la Zone K a complètement remis en cause le planning
réception puisque désormais toutes les références
se trouvent sur une même zone. Il faut donc prévoir de
réorganiser l'arrivage de toutes ces produits afin que tout n'arrive pas
en même temps.
La zone de réception H est la plus grande et la plus
importante zone de réception par laquelle transite tous les produits qui
seront stockés dans l'aile droite c'est à dire en zone I, J, K,
L.
La réception de ces produits stockés
verticalement va encore accroitre le nombre de flux réception dans cette
zone.
L'enjeux de la réorganisation des flux réception
dans cette zone est de garantir une fluidité au niveau du
déchargement, pour éviter la saturation rapide de la dalle de
réception et tous les impacts négatifs que cela pourrait
engendrer :
- Retard au niveau de la prise en charge, donc
pénalités infligées à Leroy Merlin par les
fournisseurs.
- Conteneur immobilisés et déchargés en
retard, risque de frais de détention, ce sont des frais facturés
à Leroy Merlin lorsqu'un conteneur est détenu pour une
durée plus importante en dehors du terminal.
- Heures supplémentaires pour l'équipe
réception pour décharger les camions et contrôler les
marchandises.
- Hausse du nombre de palettes sur la dalle, ce qui rendra
l'identification des palettes difficiles pour l'équipe 2RP, si un
réappro tombe sur un produit qui se trouvait auparavant en rupture.
- Risques d'accidents accrus.
5.5 Etats de l'art
5.5.1 Le WMS
Le WMS (Warehouse Management System) ou système de
gestion d'entrepôt est un logiciel métier qui vise à
améliorer l'organisation et la gestion d'un site d'entreposage. Cet
outil couvre toutes les opérations que l'on peut retrouver au sein d'un
entrepôt : réception, mise en stock, gestion des
stocks/inventaires, rangement, préparation de commandes,
expéditions.
Parmi ses fonctionnalités principales, le WMS vise
à optimiser les opérations liées à
l'activité d'entreposage, et permet notamment d'optimiser l'espace, de
réduire les déplacements des opérateurs ainsi que les
tâches administratives, de planifier les tâches et la charge de
travail par employé. Toutes ces actions visent donc à
améliorer la productivité au sein de l'entrepôt.
L'objectif est de gérer les différents processus
présents au sein de l'entrepôt : gestion des entrées et des
sorties, le stockage et les opérations à valeur ajoutée
comme la préparation de commandes.
Par exemple, lorsque l'on croise le stockage de marchandises,
avec une gestion dynamique des emplacements identifiées par un
système de codes-barres en intégrant des paramètres
spécifiques (ex : dimensions, charge maximum, type de produits) :
l'outil nous permet d'augmenter le taux de remplissage de l'entrepôt.
Fonctionnalité du WMS de Dourges
Le WMS rentre les produits dans le système
d'information et permet de les gérer de façon optimisée.
Elle se différencie selon les modes de saisie (ex. manuel, code barre,),
et permettra (sauf en mode manuel) d'automatiser la saisie informatique
d'entrée en stock (n° commande, références,
quantité) à l'aide de terminaux mobiles ou de portails qui
scannent la marchandise dès la sortie du camion. La gestion des litiges
et reliquats est un module également présent dans la fonction
réception.
Lors de l'entrée automatique en stock dès la
réception de marchandise, le WMS définit le mode de stockage
(rack, stockage de masse, picking) en fonction des spécificités
des articles (dimensions, unité de manutention, taux de rotation). La
gestion du stockage permet également de suivre les articles et
quantités en stock, les modes d'approvisionnement par article (ex. seuil
de réapprovisionnement, recomplétèrent périodique,
point de commande périodique), ainsi que le réapprovisionnement
des zones picking. Cette fonction assure également la gestion des
inventaires et la gestion administrative des stocks.
Lors de la préparation de commandes, le WMS permet de
garantir le niveau de service exigé par le client. Les circuits de
collecte dans l'entrepôt peuvent être proposés par l'outil
informatique, permettant d'optimiser les distances parcourues par
l'opérateur, et donc de gagner en productivité. Par ailleurs, les
fonctions de colisage et de palettisation sont aujourd'hui de plus en plus
développées car elles correspondent à un besoin croissant
des entrepôts qui traitent un plus grand nombre de commandes au
détail avec des spécificités clients de plus en plus
contraignantes. Le WMS permet de paramétrer les méthodes de
picking.
La fonction expédition enrichie la fonction
préparation de commandes. Elle permet de contrôler les
marchandises avant l'expédition et leur affectation au camion. Le WMS
permet d'éditer les documents de transport tels que les Bons de
Livraison (BL) et les Bons de Transport sur lesquels figurent toutes les
informations relatives aux marchandises chargées (ex : n° commande,
n° d'expédition, références, quantités). Le
contrôle et l'affectation des colis peuvent s'effectuer par lecture du
code à barres figurant sur chaque colis. Lorsqu'une expédition
est validée, toutes les informations sont archivées par le WMS
afin d'assurer la traçabilité de la marchandise et une liste des
commandes est expédiée pour facturation.
La fonction pilotage est l'outil du directeur
d'entrepôt. Elle permet de définir et de suivre les indicateurs de
marche de l'entrepôt et d'obtenir les statistiques de fonctionnement.
Exemples : taux de service par ligne de commande, nombre
d'incidents qualité, taux d'écart sur inventaire. La
synthèse permet d'obtenir l'extraction de nombreuses données qui
serviront à élaborer des tableaux de bord.
5.5.2 Excel
Le WMS est un logiciel qui permet de nombreuses extractions de
données pour l'analyse d'information.
Lors d'une demande de requête, le WMS sort sous format
Excel les données. A charge de l'utilisateur de filtrer et trier les
données afin de les exploiter pour en tirer les bonnes informations.
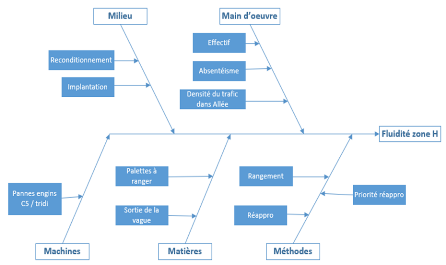
5.5.3 Le diagramme 5M
Le diagramme causes-effet, ou diagramme d'Ishikawa est un
outil graphique de travail en groupe, utilisé pour identifier, exposer
et étudier les causes potentielles d'une situation constatée.
Cette méthode de résolution de problème
est basée sur la recherche des causes liées à l'effet
selon 5 axes, les 5 M : Matière, Milieu, Main-d'oeuvre, Méthode
et Machine.
L'utilisation de cet outil a été
formalisée par le Dr. K. Ishikawa au cours des années 40. Il
permet d'identifier les causes d'un problème et de les classer par
famille afin de déterminer les raisons de l'anomalie
étudiée. Le diagramme d'Ishikawa établit un état
des lieux des connaissances pour un problème particulier, qui servira de
support pour les solutions en résultant.
- Méthodes : Tout ce qui est lié à
l'organisation : circuits et procédures, modes opératoires, lois,
règlements, spécifications...
- Main-d'oeuvre : Tout ce qui est lié à une
action humaine : comportement, qualification, habitudes de travail, personnel,
qualification, formation, expérience...
- Matériel : Tout ce qui nécessite un
investissement : équipements, téléphone, informatique,
photocopies...
- Matière : Tout ce qui est consommable et
transformable : matières premières, documents, informations...
- Milieu : Tout ce qui est extérieur à l'effet :
environnement de travail, conditions de travail, espace, lumière, bruit,
chaleur, poussière.

5.5.4 Le diagramme spaghetti
Le diagramme spaghetti est un outil qui sert à donner
une vision claire du flux physique des pièces ou des individus.
Il tire son nom de sa ressemblance avec un plat de spaghettis,
car lors de son premier tracé, en général, les flux
s'entremêlent.
Cette visualisation sert à identifier les flux
redondants, les croisements récurrents et à mesurer le trajet
parcouru par chaque produit ou personne.
Il aide à la réimplantation ou
réorganisation géographique des machines ou des services pour
limiter les temps de déplacements et leur non-valeur ajoutée.
La construction du diagramme spaghetti en 5 étapes :
1. Définir le service, l'atelier et la zone
géographique sur laquelle porte l'étude et en obtenir un plan.
2. Obtenir un plan de la zone. Le plan doit contenir les
surfaces de stockage.
3. Lister les différents types de produits qui sont
déplacés.
4. Tracer pour chaque palette le chemin emprunté, en
incluant les zones de stockage.
5. Mesurer la distance parcourue par chaque palette. Cette
mesure servira à comparer la situation initiale avec le projet de
modification, et à calculer la rentabilité des modifications.

5.5.5 L'approche
systémique
L'approche systémique consiste à répondre
à une demande en s'appuyant sur les fondamentaux du système afin
d'élaborer une stratégie visant à mobiliser les
employés dans une direction demandée par le chef de secteur.
C'est un instrument pour accéder à la
complexité d'un système.
L'approche systémique permet d'appréhender de
manière globale un système et son environnement.
Elle utilise un langage commun pour travailler avec plusieurs
secteurs.
Elle permet de choisir une stratégie pour agir sur la
problématique d'un système.
L'approche systémique se réalise en plusieurs
étapes :
- Délimiter le sujet, de quoi parle-t-on,
déterminer le périmètre.
- Observer les échanges avec l'environnement.
- Identifier les processus principaux par des diagrammes...
- Identifier les acteurs, qui va exécuter les
processus, lié à la notion de fonction
- Vérifier les liens entre les processus
- Décrire les processus sous forme de graphique ou de
tableaux
5.6 Méthodologie et
plan d'action
Grace à l'outil diagramme 5M réalisé
pendant la phase de la lecture de l'existant, nous avons pu identifier des
leviers sur lesquels des actions pourraient être mises en oeuvre.
L'optimisation palettisation aval
L'optimisation des extérieurs
Le paramétrage des pickings
L'envoi de références en surstock sur
débord
|
Optimisation de la palettisation aval
|
|
Objectifs
|
- Rendre le rangement plus facile pour le 2RP.
|
|
Méthodologie
|
- Veiller au respect du cahier des charges de la
palettisation.
- Optimisation de la palettisation dans les cellules I, J, K,
L.
|
|
Livrables
|
- Modification des conditionnements.
|
|
Optimisation des
extérieurs
|
|
Objectifs
|
- Libérer des emplacements à
l'intérieur.
- Baisser le nombre de palettes à ranger pour le
2RP.
|
|
Méthodologie
|
- Enquête terrain.
- Analyse des produits pouvant être stockés
à l'extérieur.
- 5S sur zone de stockage extérieur
|
|
Livrables
|
- Extraction sur WMS pour nombre de palettes et m3
stockées à l'extérieur.
|
|
Le paramétrage des
pickings
|
|
Objectifs
|
- Baisser le nombre de priorité 9, laisser les caristes
affectés à leur mission de rangement.
|
|
Méthodologie
|
- Analyse des références avec réappro
élevées
|
|
Livrables
|
- Pickings paramétrés
|
|
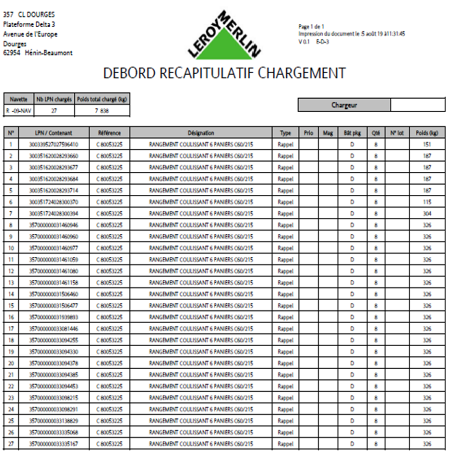
Analyse du stock de couverture
|
|
Objectifs
|
- Envoyer les références dont le taux de
couverture est supérieur à 2 mois.
|
|
Méthodologie
|
- Extraction WMS et analyse.
|
|
Livrables
|
- Fiche récap chargement.
- Extraction taux de remplissage disponible.
|
|
Reroutage
sur débord
|
|
Objectifs
|
-
Envoyer les camions des fournisseurs dont les références ont
suffisantes en entrepôt.
|
|
Méthodologie
|
-
Analyse fichier RDV v7 (annexe 5)
|
|
Livrables
|
- Camion
dérouter et enregistrer dans l'outil OAPF
|

Planning des réalisations :
5.7 Equipe de projet
L'idée du projet a vu le jour lors de la réunion
d'objectifs du codir élargi en décembre 2018.
Etant donné le lien étroit unissant mon service
réception et le secteur 2RP, il était donc logique d'impliquer
les acteurs de ces 2 services. Ainsi, les 3 autres responsables d'équipe
m'ont accompagné et ont contribué au développement de ce
projet.
Stéphanie Dubreucq, responsable 2RP depuis octobre
2018, possède une expérience de 6 ans en tant que responsable
réception et en connait donc les mécanismes du service.
Christophe Glapiak, responsable 2RP, a une expérience
de plus de 10 ans au sein de l'entrepôt de Dourges. Auparavant il
était responsable préparation du secteur menuiserie. Par son
expérience terrain, Christophe connait parfaitement tous les
mécanismes de l'entrepôt et possède la capacité
à résoudre rapidement des problématiques.
Maxime Idkowiak, responsable réception, a
été embauché il y a 2 ans en tant que profil
évolutif chef de secteur. Ces idées ont permis de faire des gains
à l'entreprise, notamment en mettant en place des navettes
dédiées réalisant des allers retours entre le site
principal et les entrepôts de débord.
L'ensemble des équipes réception et 2RP ont
aussi été mises à contribution dans ce projet, Leroy
Merlin prône un management participatif les idées émanant
du terrain sont toujours les meilleures.
En ce qui me concerne, mon rôle a été de
récolter les informations et idées des équipes
réception et 2RP, d'analyser toutes les causes de non-fluidité de
la zone H, d'établir un lien entre les différents services dans
le but de garantir la mise en oeuvre et la finalisation du projet.
6 REALISATION
6.1 Lecture de
l'existant
Le flux réception :
Avant la réception des marchandises, à la suite
d'une commande du responsable approvisionnement, le fournisseur contacte la
réception par mail afin d'obtenir un rendez-vous.
La réception, grâce à OAPF, outil d'aide
à la planification donne le jour de rendez-vous ainsi que le
créneau horaire au fournisseur.
Le jour de la réception :
Le transporteur se présente à l'accueil avec son
bon de livraison, l'accueil vérifie alors le numéro de commande
et l'heure de rendez-vous grâce à l'outil OAPF et indique alors
que le camion est arrivé.
Dès que le camion peut être pris en charge, la
réception indique dans OAPF le quia du déchargement, dans la
mesure du possible toujours au plus près là ou la marchandise
sera stockée.
L'accueil demande alors au chauffeur de se mettre au
numéro de quai attribué, le camion se présente au quai en
respectant le protocole de sécurité, ce dernier est alors pris en
charge par le magasinier.
Le 1er magasinier :
Décharge le camion avec le bon de déchargement
à l'aide du chariot adapté aux produits après avoir
récupérer les clefs du chauffeur et renseigne les supports de
manutention.
Le 2nd magasinier :
Contrôle qualitativement et quantitativement en
contrepouvoir avec le bon de réception et son scanner.
Il déclare alors les manquants et la casse
éventuelle.
Le magasinier réalise alors un rapprochement entre les
documents fournisseurs et les documents de la commande initiale, si
écart celui-ci effectuera un second contrôle.
Il pose une étiquette LPN (LogisticPalettNumber) pour
identifier les palettes.
La marchandise reste dans la zone de réception et
devient alors disponible pour l'équipe rangement appelée 2RP.
Le flux rangement :
Les magasiniers sont pilotés par WMS pour effectuer en
fonction des départs camion :
- Le rangement des palettes contrôlées par la
réception.
- Le réappro picking dans les zones de
préparation.
- La préparation des palettes homogènes pour
l'expédition.
Le rangement
Le magasinier est dirigé sur une zone de
réception, il scanne l'étiquette de la palette et est ensuite
dirigé vers une adresse de rangement la plus proche possible du
picking.
Les zones de rangement sont approvisionnées avec :
- Des chariots de type 5 dans toutes les allées,
picking en bas et stock en hauteur.
- Des chariots tri-directionnels pour les allées
étroites. Concernant les cuisines et meubles de salle de bain picking en
hauteur et stock en bas.
Le logiciel WMS calcule les emplacements de stockage
disponible selon plusieurs critères, tels qu'être dans la
même allée que le picking en tenant compte de la hauteur, volume
et poids de la palette. Le WMS optimise et densifie le stockage.
Réapprovisionnement du picking :
Le magasinier est dirigé par WMS pour alimenter les
pickings.
Le réapprovisionnement se fait alors par ordre de
priorité selon le besoin de la préparation de commande qui est
tiré par le plan de transport.
Préparation des palettes homogènes :
Le magasinier va chercher sa palette homogène
grâce à l'indication de WMS, il dépose alors la palette
dans la zone correspondante en bipant l'emplacement.
L'imprimante édite une étiquette à coller
sur la palette homogène qui précise le magasin, le type de flux,
le code du préparateur ainsi que la date d'expédition.
Il précise ensuite le flux sur la palette, en collant
les scotchs utilisés dans tous les entrepôts Leroy Merlin :
- Bleu libre-service LS
- Rouge emporté marchandise EM
- Blanc commande client CS
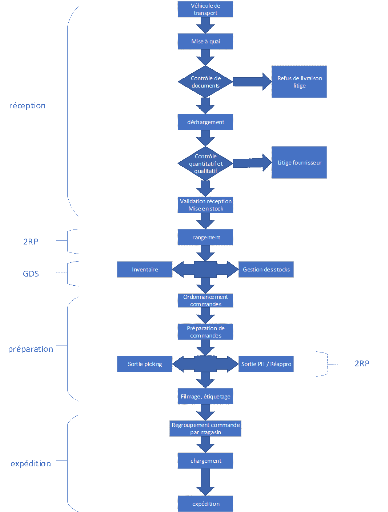
Ordinogramme d'enchainements d'activités au sein de
l'entrepôt de Leroy Merlin Dourges :
Nous pouvons donc constater que la réception a comme
client interne l'équipe 2RP.
L'équipe 2RP doit attendre que le bordereau de 2eme
réception soit effectué avant de ranger les palettes dans les
zones appropriées, si possible au plus près du picking.
Concernant l'équipe 2RP, celle-ci a 2 clients internes
:
- Le secteur préparation, au fur et à mesure de
l'avancement de la préparation, les pickings se vident, c'est alors que
l'équipe 2RP entre en jeux et réapprovisionne les pickings pour
que la préparation ne mette pas les contenants en attente et ou en non
servi.
- Le secteur expédition, car l'équipe 2RP
prépare les palettes homogènes (PH) et les dépose dans les
zones de largage ou directement dans la zone de TIR en fonction de
l'affrètement.
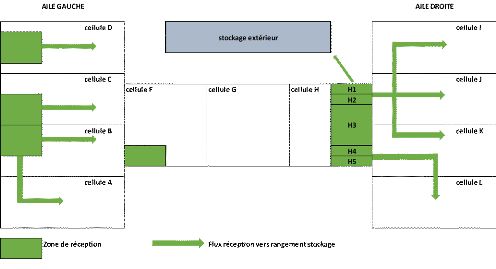
Afin de comprendre les déplacements des caristes, j'ai
donc réalisé un diagramme représentant les flux de
réception vers les zones de stockage.
L'entrepôt se compose de 5 zones de réception.
La cellule H, la plus grande zone de réception, la ou
les camions sont déchargés et ou les palettes sont posées
en zone H1, H2 et H3.
Les zones H4 et H5 sont réservées pour le
déchargement des conteneurs 20' ou 40' vrac.
Les palettes posées en H seront stockées en aile
droite dans les cellules I, J, K, L. Cela concerne les produits issus des
rayons luminaire, sanitaire et rangement cuisine.
La cellule L a la particularité d'être une
cellule en allée étroite.
La cellule D, stocke des produits de grandes longueurs tels
que plans de travail, crédence, dressing, caisson armoire, plinthes,
grande façades/ joues.
Les cellules B et C stocke des produits du monde menuiserie,
tels que porte d'intérieur ou extérieur, fenêtre, baie
vitrée et autres consommables. On y retrouve dans la cellule B des
longueurs tels que des tablettes, panneaux et dalles OSB.
La cellule A est la jumelle de la cellule L avec ses
allées étroites, mais celle-ci a la particularité d'avoir
une équipe de préparation dans la moitié de ses
allées.
Puis j'ai été amené à
réaliser un diagramme de cause à effets afin d'identifier les
différentes causes d'encombrement de la zone H.
J'ai eu recours à un brainstorming avec chaque membre
de l'équipe (caristes), pour rechercher ces causes en les classifiant
selon les 5M :
- Main-d'oeuvre (caristes)
- Matière (palettes à ranger)
- Méthode de préparation (rangement ou
réappro)
- Matériel (Chariot élévateur)
- Milieu (zones de roulage)
A partir de ces résultats nous avons
décidé d'agir sur les items tels que le reconditionnement, la
typologie de marchandise à ranger, le réappro (paramétrage
des pickings) et le nombre de palettes à ranger.
6.2 L'optimisation
palettisation aval
Lors du lancement de nouveaux produits, l'entrepôt de
Dourges (ainsi que les autres entrepôts) n'est pas consulté dans
le processus de la palettisation. C'est le rôle du coordinateur
logistique en relation avec le fournisseur de trouver un terrain d'entente pour
la palettisation, dans le respect du cahier des charges du groupe ADEO.
Le coordinateur logistique a pour mission la mise en oeuvre de
solutions d'approvisionnement créatrice de valeur allant du fournisseur
jusqu'au client final. Un des enjeux majeurs est de minimiser le cout du
transport par item, c'est à dire de conditionner un maximum de produits
sur palette, quel que soit le format Europe 120cm x 80 cm ou 100 cm x 100cm. Le
conteneur ou la remorque livrée doit contenir un maximum de produits.
Chaque service : réception, 2RP ou préparation a
un point de vue différent sur la palettisation.
Pour le service réception, la marchandise doit
être déchargée par le cariste en toute
sécurité, les palettes doivent être stables, filmées
et cerclées. La marchandise doit arriver sur nos quais de
réception en bon état.
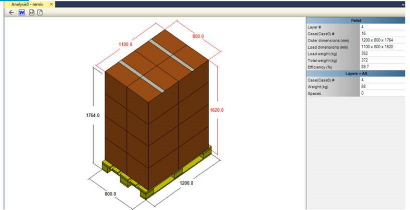
Pour le service 2RP, les palettes doivent bien entendu
être sécurisées, mais aussi répondre à un
autre critère : le format.
En effet, pour densifier le stockage au maximum les palettes
doivent avoir comme format idéal les dimensions suivantes, 120x80x150cm,
les racks étant paramétrer pour stocker un maximum de ces
dimensions de volume de palette. Les formats plus grands de palettes sont
moindres dans l'entrepôt et ils se trouvent sur l'aile gauche dans les
cellules B et C.
Les palettes de format non Europe par exemple les 100 cm x 100
cm sont plus difficiles à ranger car elles occupent 2 places sur une
lisse au lieu de 3 pour un format 80cm x 120 cm. Les caristes du 2RP sont alors
obligés de bouger les palettes et de changer les emplacements pour
ranger ces types de palettes. Ce qui implique une perte de productivité
lors de l'étape de rangement.
Concernant les services préparations, là aussi,
les palettes doivent être stables, filmées et
sécurisées, mais doivent aussi répondre à un
critère supplémentaire : les produits doivent se trouver à
hauteur d'homme, surtout pour les produits de plus de 15kg. Le métier de
préparateur de commandes est un métier pénible, les
préparateurs sont amenés à porter des charges lourdes
durant leur poste de travail.
Prenons l'exemple d'une palette de WC mesurant 2 mètres
de hauteur avec un poids de colis de 40kg. La palette est trop haute, le
préparateur ne travaille pas en binôme et doit porter seul le
colis. Le colis n'est pas préhensible facilement et le
préparateur a un risque de se blesser et de casser le colis.
Pour ces raisons évidentes chaque colis sera plus
facilement préhensible si le produit se trouve à hauteur d'homme
soit 150cm environ.
En entrepôt, pour la palettisation aval, dès
qu'une nouveauté arrive nous réalisons donc des réunions
tripartites afin que chaque service puisse donner son avis. Les solutions sont
alors remontées par le service réception au service
approvisionnement, qui remonte directement les informations au fournisseur et
au coordinateur supplychain.
Exemple de demande de reconditionnement cuvette remix
référence 81989269.
Les palettes arrivaient en conteneur par conditionnement de
20, nous avons demandé de ramener le conditionnement à 12
pièces afin que l'on retrouve la hauteur d'homme mais aussi que les
palettes puissent être rangées facilement dans les emplacements de
réserve et dans les pickings.
Cette typologie de marchandise étant du grand import,
le changement sera effectif pour les livraisons du mois de septembre et la
palettisation sera de 16 unités par palette. L'optimisation de
conditionnement a primé sur notre demande.
6.3 L'optimisation des
extérieurs
Lors de mon arrivée sur le site de Dourges,
l'entrepôt avait encore à charge de préparer les
références du rayon jardin (rayon saisonnier) et les
références du monde sol. Cette marchandise était alors
stockée sur les extérieurs.
A l'arrivée de Dourges 2 et avant son démarrage,
nous avons dû transférer les produits jardin et monde sol vers ce
nouveau site.
Ce transfert de marchandises vers ce nouveau site a permis de
vider la zone de stockage extérieur. Cette zone pouvait alors stocker de
nouvelles références produit.
Nous avons sollicité le cariste en charge de cette zone
pour connaître son avis sur les produits susceptibles d'être
stocké en extérieur.
Ce partage nous a permis de choisir de stocker des produits du
rayon cuisine et du rayon salle de bain. Des produits tels que des
éviers en grés, éviers en inox bien emballés et des
receveurs en gré de différents formats. Ces marchandises seront
donc stockées dès à présent à
l'extérieur.
En plus d'alléger le travail des 2RP et
d'alléger la zone de réception en H, cette action a aussi eu
comme effet bénéfique de libérer des emplacements au sein
même de l'entrepôt.
Pendant une semaine, 2 caristes ont été
missionnés afin de nettoyer et de ranger cette zone.
Dans un premier temps les références appartenant
à Dourges 2 ont été isolées et regroupées
dans cette zone.
De plus en réalisant des cessions inter entrepôts
entre Dourges 1, Dourges 2 et Valence les références
stockées en extérieur ont naturellement baissées.
Aujourd'hui une vingtaine de palettes à destination de Dourges 2 sont
encore stockées à l'extérieur.
Dans un second temps, les références ont
été regroupées sur un même emplacement afin d'y
être massifiées, c'est-à-dire une adresse correspond
à une référence.
Photos de rangement sous stockage extérieur :

L'optimisation et l'entreposage des références
en extérieur aura permis de gagner 955 emplacements palettes au sein
même de l'entrepôt. Cela représente un volume de 1880
mètres cube.
6.4 Le paramétrage
des pickings
Les flux sortants de l'entrepôt sont rythmés par
les opérations commerciales mais aussi par la saisonnalité.
Les implantations ne sont donc pas figées dans le temps
et varient en fonction des évènements et des mois.
La liste des références fournis par les
approvisionneurs permet aux secteurs préparations d'implanter leur
picking en fonction des sorties.
Malheureusement ni prévision de vente, ni
préconisation n'est fournie en amont des implantations, les secteurs
préparation ne sont donc pas en mesure d'optimiser et de bien
paramétrer les pickings.
Les secteurs préparations réalisent donc leurs
implantations de nouveauté un peu au hasard.
Dès lors que les implantations sont terminées,
les magasiniers peuvent débuter leurs préparations de commande
dans les chemins concernés. Au fur et à mesure de l'avancement
dans leurs préparations, les pickings se vident et l'équipe 2RP
intervient alors afin de les remplir à nouveau pour ne pas retarder les
magasiniers et surtout pour que les commandes soient expédiées en
temps et en heure.
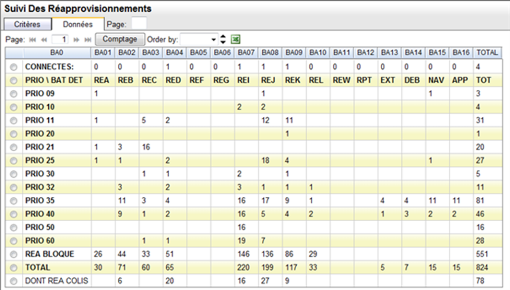
Pour anticiper les réapprovisionnements à venir,
le WMS dispose d'un tableau de bord permettant de visualiser en temps
réel, le nombre de réappro par priorité.
Les priorités de réapprovisionnements sont donc
classées par ordre du plus urgent « prio 9 » au moins urgent
« prio 60 ».
La « « prio 9 signifie que le picking est vide et
que le magasinier a besoin du réappro pour compléter sa
commande.
La « « prio 60 » signifie que le magasinier a
déclenché un réappro anticipé, il n'en n'a pas
besoin dans l'immédiat mais il en fait la demande pour éviter de
tomber en rupture.
L'équipe 2RP range les palettes posées sur la
dalle de réception, mais s'occupe aussi des réappros. Le client
interne du 2RP est donc le secteur préparation. La préparation de
commande est une opération à valeur ajoutée, donc quand de
nombreuses priorités 9 sont signalés par le WMS le réappro
est une urgence prioritaire afin de garantir un taux de service
élevé.
Pour l'équipe 2RP le réapprovisionnement devient
prioritaire sur l'activité de rangement. Quand le réappro devient
prioritaire, certains caristes peuvent même être affectés en
réappro. L'organisation de la réception est alors remise en cause
car les palettes déchargées s'accumulent sur les dalles, ce qui
rend le déchargement compliqué à réaliser en temps
et en heure.
Pour éviter ce genre de situation, et d'avoir de
nombreuses « prio 9 » signalées, nous avons donc
identifié les références qui nécessitaient de
nombreux réappro quotidien.

Le WMS permet de réaliser les extractions par chemin de
préparation.
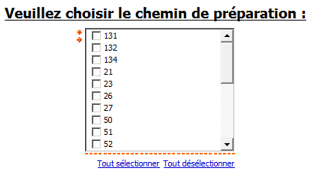
Nous choisissons alors les chemins de préparations
concernés et obtenons des données brutes que nous allons devoir
traitées :
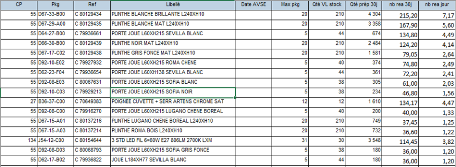
Nous trions donc le tableau en fonction du chemin de
préparation, et du nombre de réapprovisionnement
réalisés par jour. Nous analysons les réas les plus
importants en tenant compte également des dates d'AVSE
dépassées afin de ne pas réapprovisionner un produit qui
ne sera plus commandé par les magasins.
Un produit en AVSE est un article en voie de suppression, il
n'est plus commandable par le client et ne doit plus monopoliser d'emplacement.
Le but est de stocker ces références en hauteur ou au fond d'un
chemin de préparation.
Quant aux produits avec plusieurs réas par jour, des
doubles voir des triples pickings sont alors mis en place pour éviter
les « prio 9 » et pour lisser l'activité de réappro.
Exemples de traitement de données pour identifier les
plus grands nombres de réa par référence en tenant compte
des AVSE :
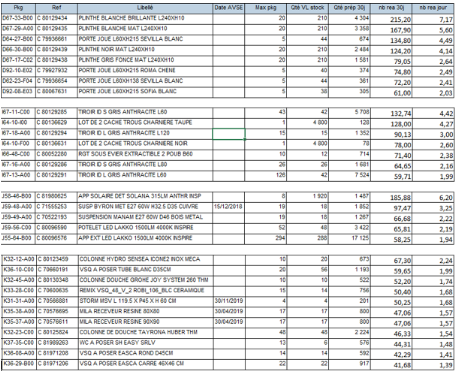
Cette analyse nous permet d'identifier les
références avec un taux de réa supérieur à 2
fois par jour et d'identifier les produits en AVSE. Par conséquent nous
déciderons de modifier les implantations afin de lisser
l'activité pour les secteurs préparation et 2RP.
Pour le secteur préparation, lisser l'activité
pour ne pas mettre le préparateur à l'arrêt, la marchandise
est tout le temps disponible dans le picking, pour le secteur 2RP cela
éviter de travailler dans l'urgence en instaurant le système de
triple picking.
Pour les produits nécessitant des réas de temps
à autre, des micro-picking sont installés.
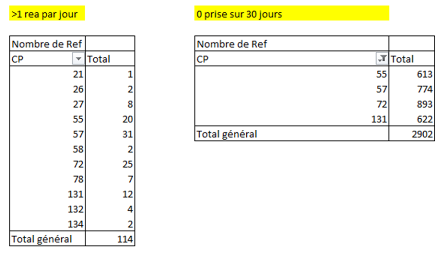
Cette analyse nous aura permis d'identifier plus de 114
références à plus d'un réa par jour et d'identifier
2902 AVSE ou futur AVSE.
Cette étude est réalisée 2 fois par an au
minimum, elle est transmise aux services préparation pour qu'ils
réalisent les travaux et modifications nécessaires.
6.5 L'envoi de
référence sur débord stock de couverture > 1 à 2
mois
Comme précédemment évoqué plus
l'entrepôt sera rempli, plus celui-ci sera rémunéré.
A contrario, un entrepôt ne peut jamais être rempli à 100%
puisqu'il apparaît comme saturé. Idéalement et pour assurer
son bon fonctionnement le taux de remplissage d'un entrepôt doit
avoisiner les 85%. (Annexe 2).
Dès lors que le taux de remplissage dépasse les
85%, l'équipe de rangement 2RP est amené à passer en mode
manuel, c'est-à-dire que l'équipe est moins productive, car ils
sont obligés de changer les emplacements des palettes de façon
à trouver de la place pour chaque référence.
Exemple du taux d'occupation de l'entrepôt début
aout 2019 :

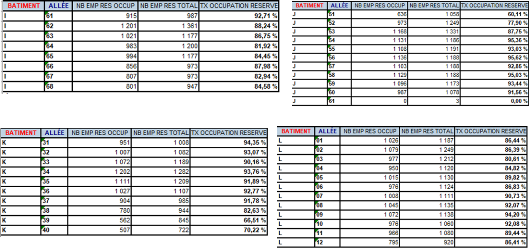
Taux de remplissage aile droite I, J, K, L :
Les prévisions de vente ont alors tout leur sens.
Dès lors qu'elles sont vu trop à la hausse, le service
approvisionnement commande en trop grosse quantité, le taux de rotation
des produits diminue alors fortement. La mobilisation des palettes est alors
plus longue avant que celles-ci soient consommées dans les pickings
alloués.
Afin de libérer des emplacements, nous analysons dans
le WMS les références qui ont un taux de couverture
élevé et donc une consommation par jour faible.
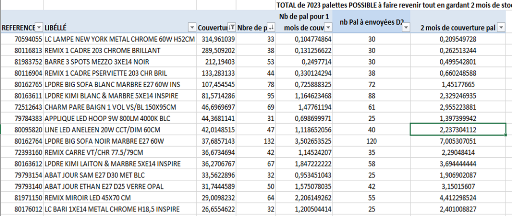
Le but est de libérer des emplacements dans les ailes
les plus encombrées et d'envoyer les références
ciblées dans un entrepôt de débord. Nous utilisons alors
des navettes du groupe Bills Deroo et ces palettes sont envoyées sur le
site de Simadourges situé à moins de 3kms à vol d'oiseau
de l'entrepôt.
L'équipe 2RP descend les références
listées par le WMS et l'équipe réception charge la
marchandise dans les navettes.
En moyenne, 25 palettes seront chargées par navette et
cette opération sera réalisée 2 fois par jour soit 50
palettes par jour détourné sur Simadourges en période de
remplissage élevé.
Exemple de navette chargée à destination de
l'entrepôt de débord :
Cela permet donc d'avoir au sein de l'entrepôt, des
références avec un taux de couverture moyen de 2 mois.
De plus, lorsque que le taux de stockage atteint les 94000
mètres cube, le rangement de palettes en entrepôt commence
à être compliqué pour l'équipe 2RP. Les caristes
passent en mode rangement manuel et commence alors à perdre en
productivité de rangement.
Ce qui implique que les dalles de réception se vident
plus lentement et l'équipe réception a des difficultés
pour respecter le délai de déchargement annoncé.
Pour éviter ce genre de situation nous consultons le
reporting figurant dans l'Outil d'Aide à la Planification (OAPF).
Nous analysons un par un, les fournisseurs qui nous livrerons
des références avec un taux de couverture élevé
dans l'outil RDV fournisseur V7 (annexe 5).

Nous entrons le numéro de commande associé au
fournisseur et l'outil nous indique en conséquence quel fournisseur nous
pouvons sélectionner afin de le dérouter sur notre entrepôt
de débord. Ceci nous permettra d'anticiper sur les futures navettes de
débord et de gagner du temps.
En revanche si nous constatons que les
références envoyées sont en rupture ou avec un taux de
couverture très bas, nous prendrons bien évidemment le camion en
charge, afin de garantir pour les services préparations et
expéditions un taux de service élevé.
7 CONCLUSION
7.1 Conclusion
générale
L'objectif de ce projet était de réorganiser le
flux de façon à fluidifier et sécuriser les
réceptions de marchandise à la suite de la régionalisation
des entrepôts.
L'anticipation de la charge de travail hebdomadaire via
l'outil d'aide à la planification, nous a permis d'anticiper les volumes
des flux entrants et de cibler les problèmes éventuels à
venir.
Cette anticipation des volumes nous a permis d'éviter
la saturation de la zone H et d'éviter ainsi des frais de
pénalité aux fournisseurs.
A ce jour, la réussite de ce projet dépend
toujours du suivi des indicateurs quotidien, tels que le volume de
l'entrepôt, le taux de remplissage des emplacements de réserve et
le nombre de palettes entrantes à J+1.
Le travail en équipe des secteurs réception et
2RP, le partage d'idées et d'irritants, l'expérience de chacun
des interlocuteurs, a favorisé la bonne mise en place du projet.
7.2 Apports et
enseignements
Le responsable de zone est avant tout un homme de terrain,
proche et à l'écoute de ses collaborateurs devant faire face aux
aléas quotidiens et devant anticiper les flux futurs pour gérer
au mieux l'activité. Il doit en permanence analyser les
différents indicateurs pour veiller au bon fonctionnement de la
réception.
Cette mise en situation m'aura permis de développer ma
posture managériale, de travailler en transverse entrepôt avec
plusieurs équipes et de développer ma communication au sein des
différentes équipes.
De nombreux outils et notions acquis lors de ma formation au
CNAM ont été appliqués pour le pilotage de ce projet,
notamment le brainstorming pour trouver des solutions et le diagramme 5M pour
trouver des leviers d'amélioration.
La réalisation de ce projet a permis une meilleure
communication entre les services internes et externes de l'entrepôt,
notamment entre les services 2RP, le service préparation et la
réception, mais aussi avec les approvisionneurs, les coordinateurs
logistiques, les fournisseurs français et étrangers et les
entrepôts de débords prestés.
7.3 Limites et
perspectives
Malgré la mise en place d'actions correctives, afin de
fluidifier au maximum la zone de déchargement en cellule H, il reste
malheureusement certains paramètres qui ne sont pas entièrement
maîtrisables.
L'absentéisme des collaborateurs étant l'un des
aléas les plus difficilement anticipés. En effet, dès lors
qu'un collaborateur est absent : le rangement est moins fluide, impactant alors
le déchargement réalisé par l'équipe
réception.
Les pannes engins, que ce soit C1, C5 ou chariot tri
directionnel, chaque panne impacte la productivité du rangement et des
réappros. Les pannes ne sont pas détectables malgré le
suivi des chariots et des entretiens préventifs.
D'ailleurs le parc chariot sera renouvelé prochainement
et dans tous les entrepôts de France par la société de
manutention Still, investissement lourd de la direction supply de Leroy merlin
décidé en Décembre pour être plus performant.
L'optimisation de la zone extérieure nécessite
une bonne organisation et une optimisation hebdomadaire afin d'y ranger un
maximum de palettes. Le cariste s'occupant des extérieurs se doit de
regrouper les références en massif pour ranger un maximum de
marchandise. Un rituel hebdomadaire doit être réalisé afin
de maintenir une zone propre et ordonnée.
L'envoi de palette en débord est un recours à
éviter car couteux en termes de navettes et de coup de fourches. C'est
pour cela que nous envoyons des références ciblées en
surstock.
L'entrepôt de débord Simadourges est ouvert
depuis décembre 2017 et l'entrepôt Dourges 2 est venu s'y greffer
en décembre 2018.
L'entrepôt de Simadourges sert de débord pour les
sites de Dourges 1 et Dourges 2. Pour l'instant la capacité de
Simadourges est exploitée à 50%, quid quant à sa
capacité maximum ?
Fin d'année 2019, l'entrepôt de Dourges passera
en unité autonome sur l'ensemble des secteurs. Le service
réception aura alors disparu.
Chaque unité autonome devra reprendre les
préconisations citées plus haut. Sans suivi quotidien, les
problèmes réapparaîtront.
Enfin, le cross docking mécanisé continuera
à monter en puissance afin de passer progressivement l'entrepôt
d'un flux poussé à un flux tiré.
8 BIBLIOGRAPHIE
8.1 Ouvrages
GOLDRATT ELIYAHU, Le but : un processus de progrès
permanent.
ROUX MICHEL, entrepôts et magasins 4e édition.
8.2 Articles scientifiques,
autres documents
www.faq-logistique.com/Entrepot.
Sécuriser son entrepôt, SUPPLY CHAIN MAGAZINE,
n°95 Juin 2015
Spécial entrepôt, SUPPLY CHAIN MAGAZINE,
n°114 Mai 2017
8.3 Sites internet
www.leroymerlin.fr
www.adeo.com
www.supplychainmagazine.fr
www.faq-logistique.com/
www.logistique-pour-tous.fr
9 ANNEXES
9.1 Annexe 1 : plan de l'entrepôt
9.2 Annexe 2 : tableau de bord évolution du stock
9.3 Annexe 3 : outil d'aide à la planification J+1
9.4 Annexe 4 : synthèse de RDV
9.5 Annexe 5 : RDV fournisseur V7
Annexe 1 : plan de
l'entrepôt
Annexe 2 : tableau de bord
évolution de stock


Annexe 3 : Outil d'aide
à la planification J+1
Annexe 4 : synthèse
de RDV
Annexe 5 : RDV fournisseur
v7
10 GLOSSAIRE
2RP : service s'occupant du Rangement des palettes, du
Réapprovisionnement des pickings et de la préparation de commande
des Palettes homogènes.
AVSE : article en voie de suppression.
Brainstorming : groupe de discussion servant à faire
émerger de nouvelles idées et de résolutions de
problèmes.
Cross docking : Action de faire passer des marchandises des
quais d'arrivée aux quais de départs, sans passage par le stock.
EDI : L'échange de données informatisé
(EDI), ou en anglais Electronic Data Interchange, est le terme
générique définissant un échange d'informations
automatique entre deux entités, du fournisseur à son client.
Entrepôt : bâtiment logistique qui est
destiné au stockage de marchandises et à la distribution des
biens.
Outil d'Aide à la Planification (OAPF) : outil servant
à la planification des rendez-vous fournisseurs.
Picking : Prélèvement des
références dans leur emplacement de stockage pour préparer
une commande.
Pure Players : entreprises exerçant leurs
activités uniquement sur internet, commerçant en ligne.
Régionalisation : simplification du réseau de
distribution, les magasins se trouveront à moins de 200km de leur
entrepôt.
Schéma directeur logistique : est une étude
visant à une refonte des flux aval de de l'entreprise principalement
mené dans un but de réduction des couts ou d'amélioration
du taux de service.
Unité autonome : l'organisation du processus complet du
déchargement d'un produit ou d'une famille de produits, du rangement, de
la préparation par un même service.
WMS : logiciel de gestion d'entrepôt.
| 

