III. METHODES
Nous avons eu recours à trois principales
méthodes pour étudier nos pièces. En effet nous avons
utilisé les approches productionnelles, morphologiques et
fonctionnelles. C'est dans le but de mieux appréhender ces outils tous
classer sous l'appellation de core-axes. Essayer de détecter une
diversité sur le plan morphologique, productionnel mais aussi
fonctionnel
1. DEFINITIONS DES TERMES TECHNIQUES
PRINCIPAUX
Le vocabulaire que nous avons utilisé est issu de nos
différentes lectures mais surtout de l'ouvrage Technologie de la
pierre taillée (Tixier et al. 1995). Dans le cadre de cette
étude détaillée des pièces bifaciales à
bords parallèles, quelques précisions lexicales sont
nécéssaires.
· Les outils
Notre étude concerne spécifiquement et
exclusivement des outils bifaciaux. Nous nous devons ainsi de
particulièrement et avant tout considérer ces pièces comme
des artefacts présentant un schème d'utilisation (Rabardel 1995).
Ainsi « Outil est le terme général donné aux
objets par lesquels l'homme intervient sur la matière en prolongeant sa
main afin de la spécialiser en fonction d'objectifs techniques à
réaliser. » (Leroi-Gourhan and Collectif 2005). En parlant
d'outils, nous évoquons déjà une ou des fonctions car
« Nous employons le mot "outils" pour désigner, comme il est
d'usage, l'ensemble des armes et outils, d'abord par souci de simplification,
ensuite à cause de l'impossibilité où nous sommes, dans la
plupart des cas, de prouver qu'il s'agit d'une arme ou d'un outil. Nous
étendons donc la notion d'outil à toute pièce dont nous
pouvons assurer l'utilisation, sans prétendre à l'identification
d'une fonction.» (Tixier et al., 1995.P.154).
· La méthode
23
« Par méthodes, nous entendons les
connaissances apprises, appliquées et transmises par un groupe et
considérées par ce dernier comme étant la (ou les)
seule(s) possible(s) pour parvenir aux objectifs recherchés »
(Boëda, 1997. P. 28). La connaissance d'une ou plusieurs
méthodes peut ainsi se transmettre au sein d'un même groupe mais
aussi d'un groupe à un autre. Il se peut donc que la méthode soit
déjà pensée avant même la réalisation de
l'outil. A. Lourdeau pense qu'« elle détermine l'emplacement,
l'ordre de succession et la nature des enlèvements effectués et
son déroulement suit les règles constitutives du concept au sein
duquel il s'insère » (Lourdeau, 2011. P. 62) ou plus
simplement « La méthode suivie pour obtenir un outil
préhistorique est donc l'agencement, suivant une marche
raisonnée, d'un certain nombre de gestes exécutés chacun
grâce à une technique » (Tixier et al., 1995. P.
151).
· La technique
« Nous définissons "une technique" comme un
des procédés d'un métier (et parfois d'un art), celui du
tailleur préhistorique. La percussion directe avec un percuteur de
pierre, le débitage d'une lame par pression, la fracture d'une lamelle
par "coup du microburin" sont des exemples de techniques.» (Inizan et
al., 1995. P. 163). La technique serait donc « le moyen, la
méthode l'esprit qui agence les moyens. » (Tixier 1967), ce
moyen mit en place dont parle Tixier « correspond alors à
l'action et au moyen nécessaire au détachement de tout
enlèvement sur un nucléus, une pièce bifaciale ou un outil
» (Boëda, 1997. P. 29) . La ou les techniques peuvent aussi
être propres à un groupe et répondre à une solution
environnementale spécifique à ce groupe (Lourdeau 2011). Il
serait donc approprié d'appréhender les techniques comme des
« connaissances et savoir-faire de groupe humains »
(Lourdeau, 2011. P. 61).
· La chaine opératoire
La chaine opératoire peut être
considérée comme un outil méthodologique d'observation et
de connexion des donnés techno-typologiques recueillies, de description
et d'analyse des processus techniques. C'est un outil polyvalent en fonction du
thème ou des objectifs de celui qui l'utilise. « C'est un
enchainement d'actes ; de gestes, d'instruments constituant un processus
technique avec ses grandes étapes plus ou moins visibles. »
(Balfet 1991). Elle peut aussi être désignée
comme « la succession effectivement réalisée ou une
fraction cohérente de celle-ci, de tous les gestes qu'il sous-tend pour
conduire d'une matière première brute à un ou des produits
».(Audouze and Karlin 2017). La chaine opératoire est
donc constituée de toutes les étapes de collection
matières premières, des supports, aux méthodes et aux
techniques afin d'obtenir un outil, en ce qui est de la chaine
opératoire en technologie lithique. D'ailleurs A.
24
Turq dit que « La chaine opératoire, c'est
l'ensemble des choix, des gestes, des méthodes, des concepts qui
sous-tendent l'utilisation d'un bloc depuis sa récolte par un individu.
» (Turq 2000).
s Le façonnage
« Le façonnage est une opération de
taille qui a pour finalité la fabrication d'un objet, et un seul, en
sculptant la masse de matière première choisie, selon une forme
désirée » (Tixier et al., 1995.P. 146) aussi «
Le façonnage peut être un acte de transformation
volumétrique, un mode de production qui produit un artefact qui peut
être immédiatement fonctionnel » tel que le
définit E. Boëda (Boëda 2013) . Ce qui nous amène
à comprendre que contrairement au débitage qui produit plusieurs
supports, le façonnage a pour objectif de produire un outil fini et
pourquoi pas, prêt à être utilisé. Dans notre cas, il
s'agit des pièces bifaciales, donc d'un façonnage sur les deux
faces mais il existe aussi le façonnage unifacial et trifacial dans
l'assemblage de N'Zako. Ainsi dit, nous comprenons que le façonnage peut
nous permettre d'obtenir plusieurs types d'outils suivant différentes
méthodes (unifacial, trifacial, bifacial, multifacial),
différentes modalités (intensité de réduction,
bord/bord, face/face etc.) et différentes techniques (percuteur dur,
percuteur tendre etc.).
s Support
Le support est considéré comme « Tout
élément à partir duquel un objet est taillé,
façonné, débité, retouché. Il peut donc
s'agir d'un rognon, d'une plaquette, d'un galet, d'un produit de
débitage, etc. » (Tixier and Inizian 1980). Cette
définition révèle la variabilité de support qu'il
peut y avoir en technologie lithique. Les pièces bifaciales que nous
utilisons ont été façonnées pour leur part sur
différent support : éclats, bloc et plaquette. Nous utiliserons
« support » dans le cadre productionel pour désigner la masse
lithique qui va être façonné. Cela nous permet de le
distinguer de son sens fonctionnel « support d'outils », à
savoir un volume sur lequel sont aménagées une ou plusieurs
parties actives.
s Génération
Nous entendons ici par génération les
différentes phases de réduction du support : lors du
façonnage, le tailleur peut par exemple façonnée deux fois
un bord, ce qui laisse en général, sur la pièce, les
traces de la superposition de deux générations
d'enlèvements.
s La retouche
« Une retouche est un enlèvement ou une
série d'enlèvements spécifiques pratiqués dans le
but d'obtenir un outil. Retoucher, c'est donc aménager, sculpter,
transformer
25
intentionnellement un support débité ou non.
» (Tixier et al., 1995. P. 160), une autre définition dans le
dictionnaire de la préhistoire dit : « C'est une modification
intentionnelle par un ou plusieurs enlèvements obtenus par pression ou
par percussion d'un support. La retouche peut intéresser la partie
active de l'outil dans le but d'un ravivage de son tranchant ou simplement une
modification. Elle peut aussi concerner l'aménagement de sa forme en
passant par l'amincissement, le rétrécissement ou la
régularisation. » (Leroi-Gourhan and Collectif 2005). Ainsi
nous constatons que le but de la retouche est toujours fonctionnel.
Pour A. Lourdeau la retouche ne modifie pas la structure
volumétrique d'une pièce ainsi que l'indique la définition
de S.Soriano « opération de taille appliqué à un
support (débité, façonné ou naturel) et
destiné à en modifier certains caractères en vue de la
transformation en outil » (Soriano 2000), car celle-ci est
l'étape final de l'aménagement d'une pièce le rendant
outil et donc lui accordant une capacité fonctionnelle (Boëda 2001;
Boëda 1997; Lourdeau 2011). Lorsque cet aménagement concerne les
parties actives, peu importe lesquelles, on parlera d'affutage dont E.
Boëda dit « Le terme d'affûtage, en revanche, est
réservé à la partie transformative. Il désigne
très spécifiquement l'aménagement et l'entretien d'une ou
de plusieurs parties d'un support en partie(s) active(s). Mais il est souvent
difficile d'arriver à déterminer le (ou les) contact(s)
transformatif(s) d'une pièce. » (Boëda, 1997. p.
31).
Les retouches sont variables et se caractérisent par
différentes formes (scaliforme, écailleuse, parallèle,
etc.), différentes étendues (couvrante, envahissante, etc.),
différentes localisations (distale, latérale, proximal, etc.).
· Les Unités Techno-Fonctionnelles/ Contacts
transformatifs
« Une Unité Techno Fonctionnelle se
définit comme un ensemble d'éléments et/ou de contraintes
techniques qui coexistent dans une synergie d'effets » (Boëda,
1997. P. 34). Un outil se structure en plusieurs Unités
Techno-Fonctionnelles :
- Une Unité Techno-Fonctionnelle transformative (UTFt) :
« est la partie qui rentre en contact avec la matière d'oeuvre
lors de l'action. Elle correspond à l'élément
communément qualifié de tranchant » (Lourdeau, 2011. P.
67) .
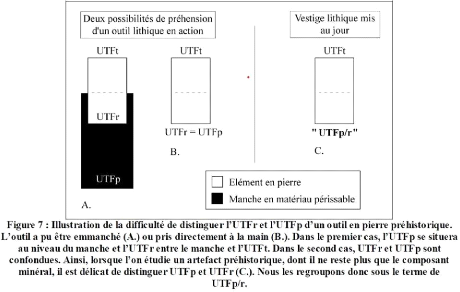
- Une Unité Techno-Fonctionnelle préhensive (UTFp)
: « est celle qui est en contact avec l'utilisateur et qui
reçoit l'énergie de l'action. » (Rocca 2016) ou encore
« la partie maintenue par l'utilisateur » (Lourdeau, 2011.
P. 67).
- Une Unité Techno-Fonctionnelle réceptive
(UTFr) : « est la partie recevant l'énergie émise par
l'utilisateur et la transmet à l'UTFt. » (Lourdeau, 2011. P.
67).
26
En ce qui nous concerne, selon le nombre de couples
d'Unités Techno-Fonctionnelles qui seront présent sur une
pièce bifaciale, nous pouvons distinguer deux catégories de
pièces bifaciales (Boëda 1997): « la pièce
bifaciale outil » avec un seul couple d'Unités
Techno-Fonctionnelles et « la pièce bifaciale support
d'outil(s) » avec plusieurs couples d'Unités
Techno-Fonctionnelles. Cette question a largement été
soulevée pour les pièces bifaciales acheuléennes et la
question de la diversité fonctionnelle du « biface » . Dans le
cas des core-axes du MSA d'Afrique centrale, où les supports
semblent également parfois standardisés, conduisant à
cette grande catégorie typologique des core-axes, la question
de la matrice façonnée support d'outil ou outils unique peut donc
être abordée via l'analyse techno-fonctionnelle.
· La structure et le volume
Nous pouvons considérer la structure « comme
un ensemble d'éléments et/ou de caractères techniques qui
coexistent dans une synergie d'effet » (Boëda 1997).
Ainsi c'est par l'identification des différentes UTFs et leur
agencement que nous pouvons mettre en évidence la structure de
l'outil. E. Boëda évoque le volume le
plus souvent sous l'appellation de « structure volumétrique
». Il en a caractérisé plusieurs mais celle qui nous
intéresse ici est la structure concrète qu'il définit
comme : « Une structure concrète est une structure
constituée d'éléments intégrés les uns dans
les autres dans une synergie de forme, de fonction et de fonctionnement. »
(Boëda 1997).
2. CRITERES DE SELECTION
Première sélection
Notre principal critère pour sélectionner le
matériel d'étude reposait sur le caractère bifacial du
façonnage et de la morphologie des bords parallèles. Ainsi, 45
pièces ont été sélectionnées en Salle de
Préhistoire de l'IPH comme énoncé plus haut.
Deuxième sélection
Une fois toutes les pièces sélectionnées
et montées dans notre salle d'étude, une deuxième
sélection a été opérée. Celle-ci consistait
à ne garder que des pièces lisibles. A quoi nous servirait, dans
le cadre d'une étude qualitative, une pièce bifaciale dont on ne
peut lire aucun stigmate ? Nous avons aussi écarté quatre
pièces très mal conservées dont l'état ne nous
permet plus d'obtenir quelconque information. Les pièces à
extrémités distales ou proximales cassées
27
ont été gardées car elles regorgent
souvent d'informations importantes comme l'utilisation ou les accidents de
taille mais surtout certaines concernant la séquence productionnelle,
dont la reconstitution est un de nos objectifs. Au sein de ce corpus de 45
pièces, nous avons ensuite séparé des groupes sur des
critères morpho-structurels pour l'ensemble du matériel. Nous en
avons obtenu six et quatre pièces dont ces critères ne
s'apparentent à aucun groupe ont été mis à part.
Lecture des pièces
Afin de procéder à la lecture de notre
matériel nous avons observé les matières premières,
établi des schémas diacritiques pour chacune des pièces
par groupe pour déterminer la production, puis les Unités
Techno-Fonctionnelles.
Les matières premières.
Avant de procéder à une étude des industries
lithiques, il est primordial de savoir de quelles

Figure 17 Les différentes matières
identifiées dans l'assemblage. Photos M-J Angue.
natures sont les matières premières
étudiées, comment elles ont été acquises mais aussi
où ont-elles été acquises. Heureusement pour nous
certaines de ces informations étaient déjà
mentionnés par De Bayles des Hermens (Bayle des Hermens 1968). Dans ses
notes, il est dit que les matières premières principales de ces
sites que sont le grès et le quartzite sont des
28
matières locales. « Les roches
employées pour la fabrication des outils préhistoriques des
chantiers du N'Zako ont été prélevées sur place
dans les affleurements qui surgissent à flanc de vallée.
Grès et quartzites diversement coloriés ; quelques
éléments en quartz et cristal de roche semblent provenir de
galets de rivière. »
Ce qui nous restait à faire était d'observer des
caractéristiques visuelles tels que : la couleur ; les inclusions et les
grains. Nous avons distingué les pièces cassées,
brisées ou fracturées lorsqu'elles l'étaient. Et enfin la
description structurelle et les caractéristiques pour les aptitudes
à la taille.
3. COMPRENDRE LA PRODUCTION DES CORE-AXES
Nous avons analysé la production de notre
matériel pièce par pièce en observant le façonnage
et les intensités de réductions mais aussi les supports
employés. Nous avons aussi observé les retouches, leur
confection, la délinéation des bords et la forme des
extrémités distales. Pour arriver à cela nous avons eu
recours au schéma diacritique. Celui-ci est élaboré par M.
Dauvois (Dauvois, 1976). Sa fonction de dessin de lecture a été
enrichie au fil des recherches afin de permettre une meilleure lecture (Turq,
2000). Ainsi le schéma diacritique est la forme graphique qui a
guidé nos observations, nous permettant d'entrer dans le détail
en lisant pièce par pièce notre matériel. Et surtout en
écrivant sur papier toutes les informations relatives à la
production que nous avons noté pour chaque pièce. Nous avons
analysé la production de notre matériel pièce par
pièce en observant le façonnage et les intensités de
réductions mais aussi les supports employés. Nous avons aussi
observé les retouches, leur confection, la délinéation des
bords et la forme des extrémités distales. Pour arriver à
cela nous avons eu recours au schéma diacritique. Celui-ci a
été initialement élaboré par M. Dauvois (Dauvois
1976). Sa fonction de dessin de lecture a été enrichie au fil des
recherches afin de permettre une meilleure représentation de la lecture
(Turq 2000). Ainsi le schéma diacritique est la méthode choisie
pour guider nos observations et notre lecture et la forme graphique que nous
avons privilégiée pour exposer nos observations, nous permettant
ainsi d'entrer dans le détail. Une fiche technique sur papier comportant
le schéma et toutes les informations relatives à la production a
été réalisée.
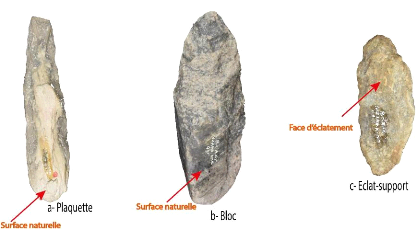
- Les supports : nous avons déterminé
si les objets ont été taillés sur éclat, sur galet,
sur
plaquette ou sur un bloc Nous avons également
localisé les surfaces originelles et les
surfaces naturelles des supports, et les faces
d'éclatement pour les éclats supports
(Figure 18).
- Le façonnage : les observations faites
grâce au schéma diacritique nous ont véritablement permis
de comprendre et voir les générations d'enlèvements via
les
29
modes de réduction de la matière lors de la
séquence de façonnage. Nous avons ainsi pu déterminer le
séquençage employé pour le façonnage.
Était-ce un façonnage bord/bord, c'est-à-dire une face
puis une autre ? Ou face/face c'est-à-dire une face à la suite de
l'autre ? ou, dans certains cas, mixtes ?
- La retouche : celle-ci concerne toute la
périphérie de la pièce mais comme le souligne A. Lourdeau
elle n'a pas pour objectif de modifier la structure volumétrique d'une
pièce. C'est plutôt la dernière étape de
l'aménagement d'une pièce, lui accordant un caractère
fonctionnel et donc pouvant à ce moment être définit comme
outils (Boëda 1997; Lourdeau 2011). Il nous est apparu important de la
localiser (partie distale, proximale ou latérale) mais aussi de la
décrire et d'observer son étendue, qu'elle soit couvrante,
marginale ou envahissante. En analysant la retouche, nous avons
également distingué des ébréchures qui peuvent
être liées à la mise en fonction ou à la mauvaise
préservation.
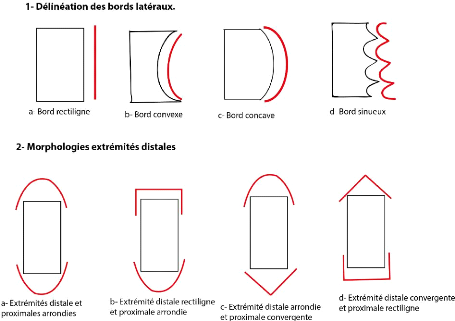
- Les bords : les bords latéraux de nos
pièces sont tous parallèles et nous avons analysé leurs
ruptures de délinéation afin de déterminer s'ils
étaient concaves, convexes, sinueux ou rectilignes. (Figure 18/1).
- Les extrémités distales : celles-ci
peuvent être convergentes, arrondies ou rectilignes. Les deux
extrémités ont souvent des morphologies différentes, on
peut ainsi trouver des pièces à extrémité proximale
à bords convergents et en partie proximale à bord arrondie ou
l'inverse. Il y a plusieurs possibilités quant à la
diversité des combinaisons (Figure 18 /2).

30
e
Figure 19 Les types de supports. Photos M-J Angue
31
4. LA DESCRIPTION DES UNITES
TECHNO-FONCTIONNELLES
L'approche techno-fonctionnelle s'est développée
grâce aux travaux de M. Lepot (Lepot 1993) et d'E. Boëda (Boëda
1997) qui la définit comme « Une Unité
Techno-Fonctionnelle se définit comme un ensemble
d'éléments et/ou caractères techniques qui coexistent dans
une synergie d'effets.»(Boëda, 1997. P.34). Depuis sa
création, elle a été employée et appliquée
à divers types de collections (Lourdeau 2011).
Nous avons tenté de décrire et localiser les
potentielles parties actives retrouvées sur les pièces que nous
avons étudiées. Sachant que le point commun de toutes les roches
qui existent est leur caractère incisant naturel (Boëda, 2013),
nous avons donc cherché ce caractère incisant mais cette fois-ci
non pas naturel mais celui obtenu par le fait de l'Homme. Il est délicat
d'aborder les fonctions et fonctionnements d'outils préhistoriques
sachant que nous sommes face aux pièces dont la mémoire technique
se trouve totalement perdue après enfouissement de celle-ci (Lourdeau
2011). L'étude techno-fonctionnelle ne recherche donc pas la fonction ou
le fonctionnement des outils préhistoriques mais nous aide à
discuter des objectifs morpho-structurels d'un outil, comme le souligne R.
Rocca « Cette démarche vise, à travers l'analyse des
conséquences morpho-techniques des gestes mis en oeuvre, à
atteindre les intentions fonctionnelles des outils. » (Rocca, 2016.
P. 214).
L'outil peut se structurer en trois Unités
Techno-Fonctionnelles (UTF) à savoir : Unité Techno-Fonctionnelle
transformative (UTFt) ; Unité Techno-Fonctionnelle préhensive
(UTFp) et l'Unité Techno-Fonctionnelle réceptive (UTFr). M. Lepot
lui parlait de « Contact transformatif » pour l'UTFt,
« Contact préhensif » pour l'UTFp et «
Contact réceptif » pour l'UTFr (Lepot 1993).
Notre « objectif final est donc de mettre en
évidence des groupes d'outils associant une ou plusieurs parties actives
avec une partie préhensive » (Rocca, 2016. P. 215) car une
pièce peut avoir plusieurs et différentes Unités
Techno-fonctionnelles actives, et donc supporter plusieurs outils aux
caractéristiques différentes. Pour se faire nous avons donc
regardé les angles et la délinéation des bords
latéraux (pour les UTFt) puis la morphologie des surfaces (pour les
UTFp) qui permettent l'aménagement d'une ou de plusieurs parties actives
et d'une partie préhensive. « Un angle, un plan de section, une
surface, un fil, etc. Constituent autant de caractères techniques
participants à la définition d'une UTF. » (Boëda,
1997. P. 34).
32
Figure 20 Illustration de la difficulté à
distinguer l'UTFr et l'UTFp.(Lourdeau, 2011)
5. LISTE DES CRITERES OBSERVES
Critères morphologiques
Toutes les pièces de notre assemblage ont
été divisées en six groupes comme énoncé
plus haut. Ces groupes ont été constitués sur les
critères morpho-structurels de nos pièces bifaciales à
bords parallèles, à savoir l'agencement du volume de la
pièce selon les différents axes transversal, longitudinal et
selon le plan d'équilibre bifacial. Les principaux critères
morphologiques que nous avons regardés pour constituer nos groupes sont
: la morphologie générale de la pièce, les sections, les
symétries ou asymétries. Les pièces partageant des
caractères morpho-structurels similaires ont été
classées ensemble conduisant à six groupes distincts. Cinq
pièces n'ont pas coïncidé avec les groupes établis.
Ces pièces ont fait l'objet d'une étude isolée
élément par élément.
Les dimensions
Nous avons pris les dimensions générales de nos
pièces. Il s'agissait des longueurs, largeurs maximales et
épaisseurs maximales afin comparer au sein de chaque groupe la
variabilité qu'il peut y avoir en termes de longueur, de largeur ou
d'épaisseur. L'unité de mesure est le
33
centimètre. Ces pièces ont aussi
été pesées individuellement avant la constitution des
groupes. Ainsi nous avons, à l'aide de ces mesures, calculé des
indices d'élongation :
- Indice de finesse : cet indice s'obtient en faisant le
calcule longueur/épaisseur pour chaque pièce, puis par le calcul
de la moyenne du groupe. Cet indice nous indique la pièce la plus fine
et allongée.
- Indice d'allongement : cet indice s'obtient en
faisant le calcul longueur/largeur
également pièce par pièce, puis par le
calcul de la moyenne du groupe. Ici, nous caractérisons la pièce
la plus allongée.
Ces indices nous permettront par la suite de comparer chaque
groupe à l'ensemble des pièces bifaciales, soit les
différents types de pièces bifaciales des sites NZK (n=36) et NZA
(n=68) dont les données ont déjà été
publiées (Mesfin et al. 2020). Nous pourrons ensuite également
comparer entre les différents groupes ces caractères
morphométriques.
Critères Techno-fonctionnelles
Nous avons appliqué l'approche techno-fonctionnelle au
sein de chaque groupe afin d'en déceler des organisations des UTFt et
UTFp différentes. En effet, autant un groupe peut être
diversifié en termes d'outils, autant une pièce peut avoir
plusieurs outils. «The rim is retouched in order to create any
desirable cutting edge (sharp and shaped as a point, thick and denticulate,
etc.). Different cutting edges can coexist on the same piece. »
(Nicoud, 2013. P.45), c'est donc le tailleur qui aménage
ces différentes parties actives au sein d'une pièce.A ce moment
l'outil devient « support d'outils ». Comme l'explique E ;
Boëda « Dans le cas de la pièce bifaciale outil, la
morphologie de la pièce est étroitement liée à sa
fonctionnalité. Les éléments qui la structurent sont
intégrés dans une synergie de formes, de fonction et
fonctionnement appelée hypertélique. » (Boëda,
1997. P. 64).
Notre étude s'est spécifiquement
intéressée aux nombres de parties actives et la localisation et
l'agencement des différentes UTFs entre elles. Il s'agit donc d'exposer
la variabilité et les invariants morpho-structurels de notre
assemblages.
34
| 

