CHAPITRE 2-MÉTHODE EXPÉRIMENTALE ET
MODÈLE NUMÉRIQUE
le métal a été refondu. Ces
paramètres de bain de fusion ont été mesurés
à l'aide du logiciel Image J.
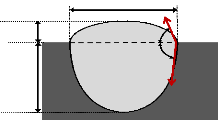
eapp
Happ
è
á
HZR
RZ
Substrate
Figure 2-2 : Caractéristiques morphologiques
intrinsèques d'une trace de fusion
mesurables [72f.
Remelted zone
2. 2. 2 Mesures In Situ De La Température
Du Bain De Fusion
Afin d'obtenir des informations sur le bain de fusion, sa
dynamique et sa stabilité, des mesures in situ des champs de
température du bain de fusion spatiale et temporelle ont
été réalisées. Comme le montre la Figure 2.1, le
système développé par B. Fosse [72] de Mines Paris
Tech est équipé d'une caméra infrarouge SWIR haute vitesse
alignée coaxialement pour surveiller en temps réel le bain de
fusion en visualisant l'évolution de la température de surface et
les phénomènes d'interaction se produisant lors de la fusion du
matériau. La caméra atteint une fréquence d'images
maximale de 5000 images/s avec une taille de fenêtre de 160 pixels
horizontaux par 112 pixels verticaux. La taille des pixels est de 10,2 um et la
fenêtre équivaut à 1,632x1,142 mm. Une fois ces cadres
obtenus, ils sont analysés en seuillant (limitant) leur surface avec une
isotherme correspondant à la température de fusion (1928K) du
matériau Ti-6Al-4V étudié. Lorsque le seuil du bain de
fusion est effectué, les informations suivantes sont extraites :
température, température de pointe, inertie du bain de fusion
pour obtenir le profil de température le long de l'axe d'inertie, aire
du bain de fusion à l'isotherme de température de fusion,
gradients de température et largeur et longueur du bain de fusion.
Ces mesures qui fournissent des signatures de processus utiles
pour la qualité et le contrôle de processus nécessitent un
étalonnage de la température. La mesure étalonnée
de la température en un seul endroit du bain de fusion a
été réalisée grâce à l'application
d'une routine et d'un système d'étalonnage mis au point par B.
Fosse [72]. Ce dernier permet aux informations acquises et extraites du bain de
fusion d'être en température réelle.
39
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
CHAPITRE 2-MÉTHODE EXPÉRIMENTALE ET
MODÈLE NUMÉRIQUE
2. 3 Configuration Numérique
2. 3. 1 Modèle Phénoménologique
Dans le cadre de cette étude, le module Melting de la
fabrication additive ESI a été utilisé et
développé afin de simuler avec précision le processus SLM.
Le module de fusion est un modèle mésoscopique multi-physique
utilisé pour étudier l'influence des caractéristiques du
processus telles que la puissance du laser, la vitesse de balayage, le
diamètre du laser, la distribution de la température et la
compacité du lit de poudre sur le bain de fusion et pour
améliorer la compréhension du processus LBM. Le modèle
comprend l'écoulement de fluide, le transfert de chaleur, la transition
de phase pendant la fusion, la solidification et l'évaporation du
métal avec la chaleur latente associée, le transport de masse et
les forces de tension superficielle dépendant de la température
conduisant aux forces de Marangoni.
Comme mentionné, l'approche numérique est
basée sur des méthodes de dynamique des fluides computationnelle
(CFD) pour résoudre toutes les équations physiques fondamentales
(équations de Navier-Stockes) [73], [74], [75], [76] qui
régissent les phénomènes mentionnés ci-dessus. Ces
équations physiques clés sont présentées ci-dessous
:
> Conservation de masse
Cette équation est considérée afin
d'assurer la continuité du matériau. Elle est donnée
par :
ap
+ V
· p??? = 0 (2)
at
Où ñ est la densité du mélange de
fluides, t est le temps et v est le vecteur de vitesse moyenne en masse.
> Conservation du moment
La conservation de la quantité de mouvement est
modélisée par l'équation ci-dessous qui est étendue
à l'aide de termes source pour tenir compte des forces corporelles
gravitationnelles, de la pression de recul et de la tension superficielle.
C(1 - fL)2 ?
V
fL3 + CK
+ [o
·k??? + ??o
·
???? (V?? - n(n
· VT))]
·n+pR
·n+pg (3)
+ V
· pw= Vp+ V
· T
at
api;
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
40
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

