CHAPITRE 1-ÉLÉMENTS DE BIBLIOGRAPHIE
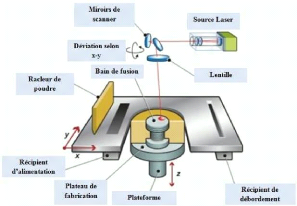
Figure 1-23 : Schéma du procédé
de Fusion Sélective Par Laser (SLM), d'après
Popular
3D Printers
Dans le procédé SLM, la pièce est
générée dans le cylindre de construction, au-dessus d'une
plaque de base ou d'un substrat. À côté du cylindre de
construction, il y a un récipient d'alimentation (également
appelé déposeur de poudre). À l'aide de ce dernier, une
fine couche de poudre (appelée épaisseur de couche) est
déposée uniformément au-dessus de la plaque de substrat
métallique, en abaissant le cylindre de construction et en relevant le
récipient d'alimentation. Après dépôt d'une couche,
une section transversale du composant à construire est balayé
avec le laser tel que le laser à fibre Nd :YAG et Ytterbium, qui produit
des centaines de watts de puissance. Ces sections transversales sont
calculées à partir d'un logiciel de préparation du
modelé CAO dont il a été question plus haut. En balayant
la surface de la couche de poudre, la chaleur s'ajoute au matériau en
absorbant la puissance. Elle fait fondre la couche de poudre, et le bain de
fusion se solidifie rapidement. Le matériau consolidé commence
à construire le produit. Après balayage d'une couche, la
plate-forme de construction est abaissée d'une quantité
correspondante à l'épaisseur de la couche et une nouvelle couche
est déposée sur la couche précédente à
l'aide du déposeur de couche. Le processus se répète
couche après couche jusqu'à ce que la pièce soit
complète, comme le montre la Figure 1-23. L'ensemble du processus
d'impression se déroule à l'intérieure d'une chambre qui
contient une atmosphère de gaz inerte, l'azote ou l'argon,
étroitement contrôlée. Dans certains cas, le lit de la
chambre est préchauffé.
La température à l'intérieur de la
chambre est uniformément répartie. Les structures de supports
sont également construites dans le cas du produit, ce qui implique
beaucoup de
29
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 1-ÉLÉMENTS DE BIBLIOGRAPHIE
complexité. Les structures de support couramment
utilisées sont illustrées à la Figure. Une fois le
processus SLM terminé, le substrat est retiré de la chambre de
fabrication, puis les supports et les pièces sont retirés. Les
supports doivent être conçus avec soin car ils peuvent être
difficiles à retirer, étant donné qu'ils sont
constitués du même matériau métallique dense que la
pièce [48], [49].

Figure 1-24 : Structure de soutien couramment
utilisées [49f.
Les différents matériaux pouvant être
traités sont l'acier allié, l'acier à outils, le bronze,
l'acier inoxydable, le titane-aluminium, le cobalt-chrome. Tous doivent exister
sous forme de poudre fine et présenter certaines caractéristiques
d'écoulement pour pouvoir être traités. Un certain nombre
de paramètres de processus affectant le processus SLM.
1.4.2 Paramètres Du Procédé SLM
Dans la technologie de fabrication additive, de nombreux
paramètres influence l'exactitude du procédé SLM (Figure
I-25). En analysant correctement ces paramètres, on peut comprendre les
mécanismes qui se produisent de manière appropriée pour
concevoir le procédé. Le procédé SLM est
très complexe car un grand nombre de paramètres peuvent
influencer la qualité de la pièce finale. Dans le cas
présent, les principaux paramètres du procédé SLM
sont la puissance du laser, le diamètre du faisceau laser/la taille du
point, la vitesse de balayage, le schéma de balayage, l'espacement des
hachures, les propriétés de la poudre, l'épaisseur de la
couche et la température à l'intérieur de la chambre
[32] [55], [58], [59].
30
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

