|
THÈSE
Présentée devant
l'Université Abou Bakr BELKAID de Tlemcen
POUR OBTENIR LE GRADE DE
DOCTEUR
Ingénieur d'Etat diplômé de
l'Université de Tlemcen
Faculté des Sciences
Unité de Recherche « Matériaux et
Energies Renouvelables »
Spécialité : Physique
Energétique et Matériaux
En cotutelle internationale avec :
l'Université Paul Verlaine de Metz
Ecole Doctorale :
Energie Mécanique et Matériaux
Laboratoire Matériaux
Optiques, Photoniques et Systèmes
Formation : Sciences des
Matériaux
Par
Laarej Merad
ETUDE PAR SPECTROSCOPIE RAMAN ET MODELISATION D'UNE
RESINE COMPOSITE RTM
Soutenue publiquement le 31 Janvier 2010 devant le Jury
composé de :
Pr. Abla Chaker Rapporteur (Univ. Constantine)
Pr. Pierre Mialhe Rapporteur (Univ. Perpignan Via Domitia)
Pr. Nasr Eddine Chabane-Sari Président (Univ. Tlemcen)
Pr. Boumédiène Benyoucef Directeur de Thèse
(Univ. Tlemcen)
Pr. Patrice Bourson Co-Directeur de Thèse (Cotutelle Univ.
Metz)
Pr. Michel Aillerie Examinateur (Univ. Metz)
Pr. Jean Pierre Charles Examinateur (Univ. Metz)

Remerciements
Cette Thèse a pu être réalisée
grâce au soutien financier et ce dans le cadre du Programme Boursier de
formation résidentielle à l'étranger (Programme National
Enseignants) du Ministère de l'Enseignement Supérieur et de la
Recherche Scientifique Algérien, en collaboration avec
l'Université de Mascara, au titre de l'année universitaire
2006-2008.
Merci à mon Directeur de Thèse B. BENYOUCEF,
Professeur à l'Université de Tlemcen et chercheur à
l'Unité de Recherche « Matériaux et Energies
Renouvelables » (URMER), qui m'a fait confiance pour mener à
bien ce travail. Il est clair que la bonne ambiance et l'efficacité de
son équipe reposent en grande partie sur ses qualités
humaines.
Merci à mon Directeur de co-tutelle de Thèse P.
BOURSON, Professeur à l'Université de Metz et chercheur au
Laboratoire Matériaux Optiques, Photonique et Systèmes LMOPS,
pour avoir dirigé ces travaux pendant mon séjour à Metz,
mais également pour ces remarques pertinentes et constructives, ses
conseils avisés et son soutien.
Merci à M. FONTANA, Professeur à
l'Université de Metz, Directeur et chercheur au Laboratoire
Matériaux Optiques, Photoniques et Systèmes LMOPS, de m'avoir
accueilli au sein du Laboratoire de recherche MOPS.
Je tiens à exprimer mes plus sincères
remerciements au Monsieur N.E. CHABANE SARI, Professeur l'Université de
Tlemcen et chercheur à l'Unité de Recherche «
Matériaux et Energies Renouvelables » (URMER) d'avoir bien
voulu présider le jury.
J'exprime toute ma gratitude à Mme A. CHAKER et Mr. P.
MIALHE, respectivement Professeur à l'Université de Constantine,
chercheur au Laboratoire de Physique Energétique et Professeur à
l'Université de Perpignan Via Domitia, pour avoir accepté
d'être rapporteurs de cette Thèse.
Tous mes remerciements vont également à
Messieurs M. AILLERIE et J.P. CHARLES, Professeurs à l'Université
de Metz et chercheurs au Laboratoire Matériaux Optiques, Photoniques et
Systèmes LMOPS pour avoir accepté d'examiner ce travail.
Au cours de ces années de recherches, nombreuses ont
été les personnes qui ont contribué à ce travail et
je voudrais leurs exprimer ici toute ma sympathie.
Je tiens à remercier sincèrement tous les
membres du Laboratoire Matériaux Optiques, Photoniques et
Systèmes (LMOPS) et l'Unité de Recherche «
Matériaux et Energies Renouvelables » (URMER) pour leurs
encouragements, sans oublier mes collègues des autres Laboratoires de
recherche. Merci à tous...
Laarej MERAD
SOMMAIRE
Introduction Générale 1
|
|
|
CHAPITRE I : MATERIAUX COMPOSITES
|
I.1. Introduction 8
I.2. Renfort 9
I.2.1. Fibres de verre 9
I.2.2. Fibres de bore 10
I.2.3. Fibres de carbone 10
I.2.4. Fibres aramide (kevlar) 11
I.2.5. Fibres de polyéthylène haute
ténacité 11
I.2.6. Fibres naturelles 11
I.3. Matrice 12
I.3.1. Matrices organiques 13
I.3.1.1. Resines thermoplastiques 13
I.3.1.2. Resines thermodurcissable 13
I.3.2. Matrices métalliques 14
I.3.3. Matrices céramiques 15
I.4. Architecture de renforcement 15
I.5. Procédé de fabrication 16
I.5.1. Moulage au contact 17
I.5.2. Moulage sous vide 18
I.5.3. Moulage par injection de pré-imprégné
18
I.5.4. Moulage par pultrusion 18
I.5.5. Moulage par enroulement filamentaire (Bobinage)
18
I.5.6. Moulage par injection de mousse 19
I.5.7. Injection thermodurcissable (BMC) 19
I.5.8. Compression thermodurcissable (SMC) 19
I.5. Secteurs d'application des composites 19
I.6.1. Construction aéronautique 21
I.6.1. Construction automobile 21
I.6.3. Construction du bâtiment 21
I.6.4. Loisirs et sports 22
I.6.5. D'autres domaines d'utilisation des composites 23
I.6.6. Voies d'un développement durable 24
I.6.7. L'innovation au coeur du développement 24
I.7. Conclusion 25
|
|
|
CHAPITRE II : REACTIONS CHIMIQUES ET MODE
OPERATOIRE
|
|
II.1. Introduction 27
II.2. Réseaux époxydes 27
II.2.1. Principaux types de résines époxydes
28
II.2.1.1. Résines époxydes novolaques
28
II.2.1.2. Résines époxydes à base d'amines
aromatiques 28
II.3. Constituants des adhésifs époxydes
28
II.3.1. Agents ignifuges 30
II.3.2. Réticulation 30
II.3.3. Polyépoxydes 32
II.4. Transitions moléculaires dans les résines
époxydes 34
II.4.1. Influence de la nature chimique et de la
stoechiométrie des composants 34
II.4.1.1. Effets de géométrie des constituants
34
II.4.1.2. Effets des liaisons secondaires 35
II.4.1.3. Effet de la réticulation 35
II.5. Partie expérimentale 35
II.5.1. Réactifs 35
II.5.2. Composition et indications 36
II.5.2.1. Désignation du danger 36
II.5.3. Réactions 36
II.6. Constitution d'une résine époxy 37
II.6.1. Mécanisme réactionnel 37
II.6.2. Réaction avec le durcisseur 38
II.7. Mécanisme de polymérisation 41
II.8. Conclusion 44
|
|
|
CHAPITRE III : TECHNIQUES
EXPÉRIMENTALES
|
III.1. Introduction 46
III.2. Analyse par Differential Scanning Calorimetry
(DSC) et Thermogravimétrie (TG) 47
III.3. Spectroscopie Infra-Rouge à
Transformée de Fourrier IRTF 48
III.3.1. Application du proche infrarouge aux polymères
49
III.3.1.1. Polymérisation de résines
thermoplastique 50
III.3.1.2. Polymérisation de résines
thermodurcissables 50
III.4. Bref historique de la spectroscopie Raman 51
III.4.1. Mise en oeuvre 52
III.4.1.1. Domaines d'application, description sommaire et
schéma de principe 52
III.4.1.2. Principe de la spectrométrie Raman 52
III.4.2. Structure d'un spectromètre Raman 54
III.4.3. Informations accessibles par spectrométrie Raman
54
Références Bibliographiques 111
III.4.4. Avantages de la spectroscopie Raman 54
III.5. Propriétés Mécanique
56
III.5.1. Dureté Vickers 56
III.6. Conclusion 58
|
|
|
|
CHAPITRE IV : RESULTATS ET DISCUSSION
|
|
|
|
IV.1. Introduction 60
IV.2. Réactifs 60
IV.3. Méthodes thermiques 61
IV.3.1. La DSC : (Differential Scanning Calorimetry) 61
IV.3.1.1. Matériel et mode opératoire 61
IV.3.1.2. Détermination de la vitesse de chauffe optimale
61
IV.3.1.3. Mesures en DSC de la RTM6 63
IV.3.1.4. Analyse cinétique 67
IV.3.1.5. Influence des nanocharges TiO2 sur les
propriétés de la RTM6 71
IV.3.2. Analyse Thermogravimétrique et
Thermogravimétrie Différentielle 76
IV.3.2.1. Etude cinétique 77
IV.3.2.2. Détermination de l'énergie d'activation
77
IV.4. Méthodes spectroscopiques 84
IV.4.1. Analyse par Infra-Rouge à Transformée de
Fourier (IRTF) 84
IV.4.1.1. Spectre à température ambiante
85
IV.4.1.2. Spectres de la RTM6 polymérisée 87
IV.4.2. Analyse par spectroscopie Raman 94
IV.4.2.1. Matériel et mode opératoire 94
IV.4.2.2. Spectres Raman de la RTM6 95
IV.4.2.3. Protocole de détermination du calcul de la
réticulation 99
IV.4.2.4. Influence du désordre structural 101
IV.5. Propriétés mécaniques 104
IV.6. Conclusion 106
Conclusion Générale 108
|
|
|
REFERENCES BIBLIOGRAPHIQUES
|
|
ANNEXE A : CARACTERISTIQUES DE LA RTM6
|
|
Caractéristiques de la RTM6 116
Glossaire 125
|
ANNEXE C : PRINCIPALES BANDES EN IRTF
|
|
Principales bandes en IRTF 129
INTRODUCTION
GENERALE
Introduction Introduction
Générale
Page 1
Introduction Générale
Les matériaux composites disposent d'atouts importants
par rapport aux matériaux traditionnels. Ils apportent de nombreux
avantages fonctionnels : légèreté, résistance
mécanique et chimique, maintenance réduite, liberté de
formes. Ils permettent d'augmenter la durée de vie de certains
équipements grâce à leurs propriétés
mécaniques et chimiques. Ils contribuent au renforcement de la
sécurité grâce à une meilleure tenue aux chocs et au
feu. Ils offrent une meilleure isolation thermique ou phonique et pour certains
d'entre eux, une bonne isolation électrique. Ils enrichissent aussi les
possibilités de conception en permettant d'alléger des structures
et de réaliser des formes complexes, aptes à remplir plusieurs
fonctions. Dans chacun des marchés d'application (automobile,
bâtiment, électricité, équipements industriels,...),
ces performances remarquables sont à l'origine de solutions
technologiques innovantes.
Les applications des matériaux composites dans
l'industrie
développés à l'origine pour accroître
la performance et la fiabilité des fusées à propulsion
solide, les matériaux composites thermostructuraux ont aussi
trouvé des domaines d'applications dans l'industrie, dès lors que
la performance technique est primordiale, mais aussi lorsque les
qualités intrinsèques de ces matériaux apportent
efficacité et efficience.
Pour l'industrie nucléaire des composites
Carbone-Carbone spécifiques ont été
développés pour résister aux conditions extrêmes de
fonctionnement rencontrées dans les réacteurs
expérimentaux de fusion nucléaire. Ces composites 3D
possèdent des caractéristiques spécifiques dans chacune
des directions de la pièce dont notamment une très forte
conductivité
Introduction Introduction Générale
Page 2
thermique dans une direction privilégiée et une
importante résistance mécanique aux sollicitations induites par
des flux thermiques cycliques de plusieurs MW.
Le développement des freins en Carbone-Carbone a
été rendu possible grâce à la conception, dans le
début des années 80, de nouveaux renforts indélaminables,
appelés Novoltex et de procédés industriels plus
économiques adaptés aux grandes séries. Les succès
obtenus ont permis la généralisation de cette technologie du
freinage Carbone-Carbone dans le monde.
L'objectif d'un matériau composite est de combiner deux
ou plusieurs matériaux tout en créant une synergie entre ces
différents matériaux afin qu'il en résulte un composite
plus performant que chacune des composantes prise individuellement
[MURA 06J. [RATN 03J.
Le choix du procédé de transformation est
guidé à la fois par la nature du matériau (thermoplastique
ou thermodurcissable), la forme de la pièce à réaliser,
les performances visées, et les impératifs de production en
termes de quantité et de cadence.
La réalisation de pièces en composites
destinées aux marchés de grande diffusion (automobile,
électricité, bâtiment) nécessite la mise en oeuvre
de procédés de transformation fortement automatisés,
à productivité élevée.
L'utilisation de matériaux
pré-imprégnés sous forme de feuilles ou de granulés
permet d'obtenir des produits par compression ou injection avec des temps de
cycle réduits. Le mélange des constituants
élémentaires (résine, renfort, catalyseur, charges) peut
être réalisé préalablement à la mise en forme
définitive du produit par estampage, compression ou moulage.
Les procédés de transformation des composites
à hautes performances restent encore manuels ou peu automatisés.
Ils sont compatibles avec la production en petites séries de
pièces à haute valeur ajoutée (aéronautique, sports
et loisirs, médical).
Le moulage au contact et la projection simultanée sont,
quant à eux, des procédés manuels adaptés à
la production en petites séries de pièces, aussi bien en
composites de grande diffusion qu'en composites à hautes performances.
Il en va de même pour les procédés de fabrication, comme
l'enroulement filamentaire et la centrifugation. Ces procédés
permettent de réaliser des corps creux de révolution de grandes
dimensions, telles les cuves destinées à l'industrie chimique ou
les tuyauteries de centrales électriques.
Les produits de grande longueur (poutres, profilés et
plaques) sont fabriqués par des procédés
d'imprégnation en continu, la pultrusion permet de réaliser des
profilés longs, principalement utilisés dans le secteur du
bâtiment.
L'analyse par Differential Scanning Calorimetry (DSC), en
industrie pour déterminer les caractéristiques d'une
résine époxyde est devenue une méthode laborieuse et
lente, par contre la
Introduction Introduction Générale
Page 3
Introduction Introduction Générale
spectroscopie Raman, est une méthode d'acquisition
directe des bandes et capable de contrôler ainsi que le suivi en temps
réel in-situ des réactions de réticulations. Dans
ce travail nous avons développé une méthode
adéquate pour l'analyse plus fine des résines époxydes. En
analysant les spectres lors de la cuisson d'une résine et en utilisant
des méthodes diverses nous pouvons faire correspondre les
différents types de changements des spectres avec les résultats
de la DSC.
L'injection RTM (Resin Transfer Moulding) est un
système de moulage à pression où la résine,
mélangée au catalyseur est injectée dans un moule
fermé contenant un renfort compacté ou préformé.
Lorsque la résine est polymérisée, le moule peut
être ouvert et le composite retiré. Ce procédé
d'injection RTM (Resin Transfer Moulding) sur des renforts complexes est
utilisé par des constructeurs et des fabricants de pièces ou de
sous-ensembles pour réaliser des éléments composites en
séries moyennes, ceci pour des coques de bateau, des parties d'avions
... Il fonctionne à basse pression et requiert des investissements
limités Il a une bonne productivité et émet un faible
niveau de composés organiques volatils. La mise au point des outils,
comme celle des procédures de fabrication, est délicate compte
tenu de la complexité du procédé d'injection
réactive. L'aptitude à l'imprégnation des renforts par la
résine est appelée perméabilité.
Dans ce cadre les méthodes spectroscopiques offrent de
nombreuses possibilités très innovantes et riches de
renseignements sur ces structures composites. Elles se décomposent
globalement en deux grandes catégories, la spectrométrie des
rayonnements qui elle-même regroupe la spectrométrie d'absorption,
la spectrométrie d'émission, la spectrométrie de diffusion
Raman et la spectrométrie de résonance magnétique
nucléaire et la spectrométrie de masse [PENN 98J, [CHER
97J
La spectroscopie d'absorption utilisant la loi de
Beer-Lambert, indique la proportionnalité entre l'intensité
lumineuse absorbée et la quantité de matière absorbante
[BARR 95J.
En spectroscopie infrarouge (IR), l'absorption résulte
des phénomènes de vibration et rotation des molécules
[KAZI 04J. Les spectres d'absorption infrarouge permettent donc de
déterminer la nature des liaisons chimiques composant une
molécule en accédant à la constante de rappel [comme un
ressort remonte un poids] de la liaison et donc de confirmer des
hypothèses structurales.
Dans la spectroscopie d'émission, les atomes ou les
molécules portés dans un état excité peuvent se
désexciter en émettant un rayonnement appelé rayonnement
d'émission. Lorsque l'excitation résulte de l'absorption
sélective, par les atomes ou les molécules à analyser,
d'un rayonnement électromagnétique, il s'agit d'émission
de fluorescence [ou de phosphorescence selon l'état d'excitation
électronique mis en jeu].
Page 4
La spectrométrie de Résonnance Magnétique
Nucléaire est basée sur le fait qu'un atome possède un
moment magnétique comme une charge qui tourne et agit comme un petit
aimant, gouverné par la mécanique quantique, qui s'aligne dans un
champ magnétique comme une boussole dans le champ terrestre.
La spectrométrie de masse est une technique de
détection et d'identification extrêmement sensible qui permet de
déterminer les structures moléculaires et donc la composition de
l'échantillon. Il ne s'agit pas d'une spectroscopie stricto sensu,
car elle ne fait pas appel à des niveaux d'énergie
discrets.
La spectroscopie de mobilité ionique IMS (Ion Mobility
Spectrometry) est une technique d'analyse chimique en phase gazeuse qui
consiste à soumettre un gaz à un champ électrique. Les
molécules ionisées acquièrent une vitesse
caractéristique dépendant de la masse et de la charge.
Dans la spectroscopie Raman, les interactions entre la
matière et les radiations électromagnétiques conduisent
également à des phénomènes de diffusion pouvant
être élastique ou inélastique. Ceux-ci peuvent avoir lieu
sur l'interface entre deux milieux ou à la traversée d'un milieu.
Ce processus est le plus souvent « élastique »,
c'est-à-dire qu'il a lieu sans changement de fréquence des
rayonnements composant le faisceau. La diffusion élastique du
rayonnement solaire par l'atmosphère est, par exemple responsable de la
couleur bleue du ciel qui apparaît lorsque le regard n'est pas
dirigé vers le soleil (effet Tyndall). L'intensité
diffusée est, en effet, d'autant plus forte que la longueur d'onde du
rayonnement est courte ce qui, dans le spectre solaire correspond au bleu.
En spectrométrie, la principale utilisation de la
diffusion concerne la spectrométrie Raman. Il s'agit de la diffusion
inélastique d'un rayonnement incident par les molécules qui
composent l'échantillon. La spectrométrie Raman est une technique
très utilisée pour l'analyse structurale en complément de
la spectrométrie infrarouge et de la spectrométrie de masse.
Un certain nombre d'instruments et de capteurs (notamment de
température et de pression) sont déjà
intégrés aux équipements de production. Cependant, aucun
d'entre eux ne permet de savoir ce qui se passe réellement dans la
matière. La mesure par spectroscopie RAMAN est une technique plus
adaptée pour acquérir le type de caractérisation
morphologique voulue. En effet, il s'agit d'une technique directe, rapide, non
destructrice permettant d'étudier, in-situ ou a posteriori, la
morphologie, l'orientation des molécules, l'état des liaisons
dans les composites et les matières plastiques en surface et en
profondeur. Ceci pourra nous permettre le contrôle de la présence
d'un solvant, d'une ligne de soudure, d'un défaut d'aspect, de la
cristallisation du polymère, de la réticulation ou de la
présence d'une contrainte par simple
Introduction Introduction Générale
Page 5
paramétrage informatique. Aujourd'hui il n'existe pas
d'équivalents permettant le contrôle et la caractérisation
structurale des polymères.
Ce travail est fait en collaboration avec trois organismes,
à savoir :
Le Laboratoire Matériaux Optiques, Photoniques et
Systèmes (LMOPS) qui a développé un savoir faire dans les
domaines :
· De l'analyse de matériaux par microscopie et micro
spectroscopie RAMAN,
· De la conception et de la mise au point de dispositifs
et systèmes appropriés de contrôles optiques de
matériaux,
· La réalisation et le développement de
capteurs optiques spécifiques.
Le pôle de Plasturgie de l'Est (PPE), centre
international de compétences sur les fibres longues est un des leaders
dans la mise en oeuvre des composites en moule fermé.
· Technologie RTM (Resin Transfer Moulding).
l'Unité de Recherche « Matériaux et
Energies Renouvelables » (URMER), qui a développé un
savoir faire dans les domaines en particulier :
· L'Etude des propriétés physiques des
matériaux,
· La recherche de nouveaux matériaux - Aspects
fondamentaux,
· La caractérisation des matériaux,
· L'économie des coûts de réalisation
et d'exploitation de matériaux et des systèmes.
Le travail présenté dans ce manuscrit consiste
en une contribution à l'étude de ces structures RTM par
microscopie Raman, afin de mesurer certains paramètres tels que la
réticulation, l'identification de composés chimiques, les
contaminations, l'homogénéité d'additifs... mais aussi sur
l'utilisation de ces mesures dans le cadre d'une modélisation
numérique de ces structures.
Cette Thèse de Doctorat s'inscrit dans un programme de
remplacement des mesures actuelles intrusives, destructives et indirectes par
une mesure in-situ via un capteur Raman implanté dans
l'outillage et à la construction du système en milieu industriel.
Dans un but d'optimisation par exemple les procédés de
fabrication des pales d'éolienne et ou ponts de bateaux permettent de
garantir et valider des critères de qualité des pièces
techniques à forte valeur ajoutée et enfin d'optimiser les
caractéristiques physico-chimiques liées à la mis en
oeuvre dans l'outillage.
Les résultats de ces travaux de recherche sont
réunis dans cette Thèse de Doctorat qui se divise en plusieurs
chapitres.
Introduction Introduction Générale
Le premier chapitre sera réservé aux
généralités sur les différents types de
matériaux composites, les différents types de fibres et leurs
propriétés mécaniques et électriques ainsi que leur
utilisation dans l'industrie, les différents types de résines
thermoplastiques (TP) et thermodurcissables (TD). Le procédé de
fabrication des pièces par moulage à été
étudié ainsi que le champ d'application des matériaux
composites (secteur aéronautique et automobile).
Le chapitre 2 est dévolu à la technologie RTM
(Resin Transfer Moulding), associant le moulage ainsi que les réactions
qui interagissent pendant le processus de polymérisation.
Le chapitre 3 est consacré à l'utilisation des
appareils pour la caractérisation de la résine époxyde
utilisant respectivement la Differential Scanning Calorimetry (DSC) et l'ATG,
la spectroscopie par Infrarouge à Transformée de Fourrier et la
spectroscopie Raman pour mesurer certains paramètres tels que la
réticulation, la contamination, l'identification des composés
chimiques.
Le quatrième chapitre regroupe les travaux
réalisés dans le domaine de la caractérisation thermique
et spectroscopique. Parmi les sujets traités, on retiendra
principalement l'étude cinétique de la RTM6 et le contrôle
in-situ par Raman au cours du procédé de réticulation.
Nous achèverons notre manuscrit par une conclusion
générale sur les méthodes d'analyse thermique comme la DSC
et l'ATG et spectroscopiques telles que IRTF et Raman, ainsi que sur les
perspectives prometteuses d'utilisation des résines époxydes.
Page 6
MATERIAUX
COMPOSITES
Chapitre I Matériaux
composites
Page 8
Chapitre 1
Matériaux Composites
I.1.Introduction
Un composite est un matériau qui diffère des
matériaux macroscopiquement homogènes habituels comme les
métaux et les polymères. Il comprend des fibres continues ou
coupées d'un matériau résistant (renfort) qui sont
noyées dans une matrice dont la résistance mécanique est
beaucoup plus faible.
Il existe plusieurs types d'arrangements de fibres. Le rôle
de la matrice est double :
· Elle conserve la disposition des fibres,
· Elle transmet les sollicitations auxquelles est soumise
la pièce.
Un composite est très hétérogène
et fortement anisotrope. Contrairement aux matières premières
classiques dont on connaît à l'avance les caractéristiques
mécaniques, celles des composites ne sont réellement connues
qu'après fabrication, car on réalise, en même temps, le
matériau et le produit. Actuellement, les composés à
matrice organique représentent plus de 99% des matériaux
composites ; toutefois, il existe également des composites à
matrice inorganique (métallique ou céramique) dont la diffusion
reste encore marginale.
Dans ce chapitre, après rappel de la définition
d'un matériau composite, nous décrirons succinctement les
différents types d'un matériau composite, leurs
propriétés physiques et mécaniques ainsi que leur
procédé de fabrication tel que le moulage. Enfin nous apporterons
un aperçu sur l'application de ces matériaux dans l'industrie.
Parmi les composites, on distingue :
Ø Composites de Grande Diffusion
GD
Les plus courants, proviennent essentiellement du couple
fibre de verre E/polystère, ou verre E/Technopolymère, avec un
taux de renforcement voisin de 30 % (en masse). Ils représentent
actuellement les plus gros volumes d'emploi avec un bon compromis
performance/coût voisin du coût du matériau de base.
Chapitre I Matériaux composites
Page 9
Ø Composites de Haute Performance
HP
Encore, peu développés, ils sont issus surtout
des associations de fibres longues de verre R, carbone ou aramide (kevlar) avec
des résines époxydes, et des taux élevés de
renfort, supérieure à 50%. Leurs propriétés, en
particulier la résistance mécanique est supérieure
à celle des matériaux conventionnels.
Un matériau composite est alors un matériau
formé de plusieurs constituants de natures différentes,
généralement à deux :
· Renfort,
· Matrice.
I.2. Renfort
Le renfort, souvent sous forme de fibres, sert au transfert
des charges mécaniques. Les fibres ont une forme remarquable dans la
matrice qui possède des propriétés qui s'approchent de
plus en plus de celles prévues par la théorie. Ces
propriétés sont impressionnantes à cause de leur forme et
des moyens de fabrication. La structure moléculaire d'une fibre est
généralement alignée dans le sens de l'axe de fibre ce qui
produit une structure forte dans cette direction. Les fibres sont donc fortes
mais finies, ce qui leur confère une grande souplesse. On les
commercialise essentiellement sous forme de fibres courtes (les feutres ou les
mats) ou fibres longues (coupées au moment de la fabrication du
matériau). Les fibres peuvent se présenter sous forme
linéique, surfacique et multidirectionnelle [STEV 04J.
Parmi les fibres les plus utilisées dans l'industrie
on a :
I.2.1. Fibres de verre
Il existe une large gamme de fibres de verre
fabriquées en continu. Ces fibres sont à base de silice
(SiO2) combinée avec d'autres éléments. La
plupart des composites à faible nombre de fibres de verre sont
renforcés par des verres de type E développé initialement
pour des applications électriques. La fibre de verre type R est
également utilisée comme renfort grâce à ses
propriétés mécaniques et à sa tenue à la
chaleur très élevée. Les fibres de verre sont produites
par l'étirage du verre fondu à travers une filière. Elles
sont fabriquées avec une gamme de diamètres habituellement
compris entre 5 et 25mm et une grande vitesse de l'ordre 250m/s.
Les fibres de verre sont fragiles et leur rupture brutale est
sans déformation plastique. Elles souffrent également d'un module
de Young faible et d'une densité plus élevée que celle
d'autres fibres. En conséquence ces fibres ont été
supplantées par d'autres fibres à plus haute performance pour les
applications demandant un module spécifique élevé mais
elles continuent à dominer de loin les composites à Grande
Diffusion.
Chapitre I Matériaux composites
I.2.2. Fibres de bore
Elles peuvent être noyées sans difficulté
dans des matrices métalliques et également organiques. Pourtant
leur fabrication ne se fait pas facilement.
Le bore est dur, fragile, rigide et ne peut pas être
étiré. Par conséquent la fabrication des fibres de bore se
fait par dépôt en phase vapeur du bore sur un filament de
tungstène. Les fibres de bore possèdent des
propriétés élevées en traction mais il faut
également noter leurs bonnes propriétés en compression.
I.2.3. Fibres de carbone
Le carbone est le sixième du tableau des
éléments périodiques. Des fibres de carbone de très
hautes performances ont été produites dans les années
soixante, quelques années après la fabrication des
premières fibres de bore. Les fibres de carbone ont été
rapidement acceptées comme renforcement et adoptées au lieu des
fibres de bore pour la plupart des applications, surtout pour les composites
à matrice organique. Les fibres de carbone peuvent avoir presque les
mêmes propriétés spécifiques que celles des fibres
de bore, mais sont moins chères et plus fines.
La production actuelle de fibres de carbone destinées
aux renforts de composites s'établit à 3.000 tonnes/an. Elles
sont principalement utilisées pour les composites « Hautes
Performances » en aéronautique, en construction industrielle
et dans les sports et loisirs. La production de fibres de carbone repose sur la
maîtrise de la production des fibres acryliques, précurseurs
traditionnels des fibres de carbone, de formule générique.
(CH2-CHCN)n-(CH2-CXY)n'
(acrylonitrile + comonomère) par la voie classique du solvant, dite
ex-Pan (Figure I.1). On opère par carbonisation de la fibre de
polyacrylonitrile (PAN) sous atmosphère neutre d'azote dans des fours
à pyrolyse de façon à ne conserver que la chaîne
carbonée. La technologie développée par Sumitomo
(Dialead), dite ex-Bray, fondée sur la distillation du pétrole,
donne des fibres de qualité variable ; elle a connu un
développement rapide. En dehors des secteurs de l'aéronautique,
des sports et loisirs, les fibres de carbone ont largement été
utilisées dans les composites « Grande Diffusion
».
Oxydation
200 à 400°C
Carbonisation 1.000 à 1.500°C
Graphitisation
1.800 à 2.000°C
Fibre PAN


Page 10
Fibre HR Fibre HM
(Haute Résistance) (Haut Module)
Figure I.1 : Voie classique de la
production des fibres de carbone
Chapitre I Matériaux composites
Page 11
I.2.4. Fibres aramide (kevlar)
La fibre aramide est obtenue a partir des polyamides
aromatiques (ou polyaramide) par synthèse chimique à basse
température ; ses propriétés diffèrent de celles
des polyamides aliphatiques classiques (type PA 6-6, dit « Nylon
») ; on la nomme souvent « Kevlar », qui est la
marque de son créateur Dupont de Nemours. Les composites
renforcés de fibres d'aramide offrent une bonne stabilité en
température (Jusqu'à 200°C en fonction de la matrice) mais
souffrent :
Ø d'une adhérence moyenne entre matrice et
fibres,
Ø d'un prix encore trop élevé : le prix de
base est encore de l'ordre de 40 $/kg et de 160 $/kg pour la nouvelle fibre
Zylon (PBO).
La production mondiale de fibres d'aramide atteint 40.000
tonnes/an, dont seulement 4.000 tonnes sont utilisées dans les
composites.
Malgré leur résistance mécanique en
traction, elles résistent mal en compression et dans le sens normal
à l'axe de la fibre. De ce fait, elles sont noyées dans une
matrice où sont mélangées d'autres fibres pour
améliorer la tenue au choc d'une structure composite.
I.2.5. Fibres de polyéthylène haute
ténacité
Présentent les avantages suivants :
· Légèreté (d = 0,95 à comparer
à celle de l'aramide d = 1,44) ;
· Haute capacité de conversion de l'énergie
cinétique (par exemple celle d'un projectile) en énergie
thermique.
Les composites à fibres de polyéthylène
restent encore marginaux, malgré leur utilisation dans le domaine de la
balistique et du blindage (gilets bare-balles de Arès, plaques de
blindage, casques ONU). Leur champ d'application est limité par leurs
principales faiblesses :
· Mauvaise résistance à la
température (fluage dès 90°C ; l'aramide ne se
dégrade qu'à 400°C) ; Le fluage c'est une déformation
lente du matériau quand on lui applique une charge permanente.
· Mauvaise adhérence entre les fibres et la
matrice.
La production mondiale de fibres de
polyéthylène haute ténacité représente 2.000
à 3.000 tonnes/an, dont moins de 200 tonnes sont utilisées dans
les composites, Les principales marques sont : Dyneema de DSM (Pays Bas),
Spectra aux Etats Unis.
I.2.6. Fibres naturelles
Pourront constituer une alternative intéressante aux
fibres de verre en raison de leur plus grande facilité de recyclage
lorsque leurs propriétés physiques seront mieux
appréhendées. Les industriels (Sommer) et certains CRITT (tels
Appollor) développent des composites avec des fibres naturelles (lin,
chanvre, mais également sisal) qui apparaissent plus écologiques
que les fibres de verre, en particulier plus facilement recyclables car elles
peuvent être brûlées.
Chapitre I Matériaux composites
Page 12
En outre :
· Leurs propriétés mécaniques
pourraient atteindre celles des fibres de verre (module de Young) ;
· La fibre se travaille très facilement avec les
technologies du textile (tissage).
Les fibres naturelles présentent plusieurs verrous
techniques majeurs pour une utilisation massive dans les matériaux
composites :
· Elles ne sont pas fabriquées par un processus
industriel et la reproductibilité de leurs caractéristiques
physiques ne peut donc pas être parfaitement maîtrisée,
· La quantité et la qualité dépendent
de l'environnement et de l'humidité (de 8 ou 10% du taux
d'humidité),
· Leurs caractéristiques mécaniques
(résistance à la traction) moyennes ont engendré plusieurs
échecs dans les projets d'intégration des composites à
fibres naturelles dans l'automobile.
En réalité il existe une longue liste de fibres
qui peuvent être utilisées comme renforcement mais les quatre
premières dont nous avons parlé sont les plus importantes.
Les propriétés mécaniques des
principales fibres de renfort sont résumées dans le tableau
suivant 1.1 :
Diamètre Module
Masse Résistance
Type de mono
d'allongement
spécifique
renfort filament Traction Compression Elasticité
Rupture
(kg/m3)
(m) (Gpa) (Gpa) (Gpa) (%)
|
Verre E
|
10 à 20
|
2.6
|
2.5
|
1 à 1.2
|
72
|
4.5
|
Verre R
|
|
2.5
|
3.5
|
|
85
|
5.2
|
Carbone HR
|
6 à 7
|
1.8
|
3 à 4
|
1.1-1.8
|
230-250
|
1.3
|
Carbone HM
|
|
1.9
|
2.7
|
|
400-500
|
0.5
|
Aramide
|
12
|
1.45
|
2.8 à 3
|
0.3-0.5
|
120-130
|
2.5
|
Polyéthylène
haut module
|
|
0.96
|
3
|
|
100
|
|
|
Tableau I.1 : Caractéristiques
moyennes des fibres de renfort [ESCO 05]
I.3. Matrice
La matrice est un liant qui maintient en place la dispersion
des fibres, les protège physiquement et chimiquement et assure, en plus,
la liaison mécanique entre les éléments de renfort.
Elle se présente sous plusieurs formes :
· Organique,
·
Chapitre I Matériaux composites
Page 13
Chapitre I Matériaux composites
Métallique,
· Minérale.
Suivant les caractéristiques de la matrice et des
renforts, on distingue généralement deux grandes familles :
Les composites de grande diffusion, peu onéreux, qui
occupent une large part du marché et les composites à hautes
performances. Ces derniers, généralement renforcés de
fibres, continues de carbone ou Diaramide, sont réservés à
des secteurs de forte valeur ajoutée : aéronautique,
médical, sports et loisirs.
Les Polymères se divisent en deux grandes familles :
1. Les thermodurcissables, sont mis en forme par chauffage
lors d'une transformation irréversible. Les principales résines
thermodurcissables sont les polyesters insaturés, très largement
utilisés, les résines époxydes et les résines
phénoliques. Les composites à matrices thermodurcissables
représentent environ 70% des composites transformés en Europe.
2. Les thermoplastiques, durcissent au cours du
refroidissement. Le processus de transformation chimique lors de leur
fabrication est réversible. Les principales résines
thermoplastiques utilisées dans les composites sont le
polypropylène, les polyamides et le
polyéther-éther-cétone.
I.3.1. Matrices organiques
Les deux types de résines qui sont, actuellement,
utilisées présentent des propriétés
foncièrement différentes [TRIP 07] :
I.3.1.1. Résines thermoplastiques
L'Emploi des Polymères ThermoPlastiques (TP),
renforcés avec des fibres courtes (et prochainement, avec des fibres
longues) se développe fortement. Les polymères thermoplastiques
ont une structure linéaire ; ils sont mis en forme par chauffage (les
chaînes se plient), et durcissent au cours du refroidissement (les
chaînes se bloquent). La transformation est réversible
[VIJA O5].
I.3.1.2. Résines thermodurcissables
Les résines ThermoDurcissables (TD) sont, en
général, associées à des fibres longues. Les
polymères thermodurcissables ont la forme d'un réseau
tridimensionnel ; au cours de la polymérisation, ce réseau se
ponte (double liaison de polymérisation) et durcit de façon
définitive lors du chauffage selon la forme souhaitée. La
transformation est irréversible [PENN 98].
Les résines thermodurcissables principalement
utilisées actuellement sont :
Ø Résines polyesters
Les polyesters insaturés sont les résines les
plus utilisées dans les applications GD. Elles se présentent sous
la forme d'une solution polyacide plus polyalcool qui se rigidifie sous
l'action d'un catalyseur et de l'action de la chaleur. Elles présentent
le grand défaut d'émettre des vapeurs de styrène au cours
de la polymérisation et d'être difficiles à stocker
[NARA 99].
Page 14
Ø Résine époxyde
C'est la plus utilisée dans l'aéronautique ;
elle présente un bon accrochage sur les fibres et de bonnes
propriétés mécaniques. Elle possède de bonnes
propriétés jusqu'à une température de 170°C
mais elle est plus coûteuse que la résine polyesters [KARK
96J.
Ø Résine phénolique
Les résines phénoliques sont obtenues par la
polycondensation du phénol et du formol ; elles présentent une
très bonne tenue au feu, sans fumée (d'où leur utilisation
dans le ferroviaire). Elles sont fragiles, sensibles à
l'humidité, difficiles à mettre en oeuvre [POTT 02J.
[WANG 98J
Ø Résine thermostable
Polymère présentant des caractéristiques
mécaniques stables sous des pressions et des températures
élevées appliquées de façon continue. Cette
propriété est mesurée en déterminant la
température que peut supporter la résine durant 2000 Heures sans
perdre la moitié de ses caractéristiques mécaniques.
Ø Résine vinylesters
Les vinylesters sont des dérivés de polyesters
et d'acide acrylique ; ils ont une bonne tenue à la fatigue et un bon
comportement à la corrosion mais sont combustibles [ESCO
05J. Les propriétés mécaniques des principaux
types de matrices organiques sont résumées dans le tableau
suivant :
|
Masse
spécifique
(kg/m3)
|
Module
Elasticité
(Gpa)
|
Résistance
Traction
(Mpa)
|
Module
d'allongement
Rupture (%)
|
Tenue à la
Température en
Continu
(°C)
|
|
Polyester
|
1.2
|
2.9-3.1
|
50-60
|
2-3
|
120
|
|
Epoxyde
|
1.1-1.4
|
3
|
50-120
|
3-8
|
150-200
|
|
Vinylester
|
1.1
|
3.4-3.5
|
70-85
|
2-5
|
100-140
|
|
Polyamide
|
1.4-1.5
|
4-20
|
30-40
|
<1
|
250-300
|
|
Phénolique
|
1.3
|
3.8-7
|
50
|
1-1.5
|
120-150
|
Tableau I.2 : Caractéristiques
moyennes des matrices thermodurcissables (TD) non renforcées
I.3.2. Matrices métalliques
L'utilisation des matrices métalliques est encore
actuellement en grande partie à un stade préindustriel. Plusieurs
matériaux composites tels que ; l'Aluminium et ses alliages, Nickel,
Titane, présentent une bonne conductibilité électrique et
thermique, une bonne tenue à des températures
élevées et de plus ils possèdent de bonnes
caractéristiques mécaniques transverses. Leur fabrication conduit
à des coûts très élevés.
Chapitre I Matériaux
composites
I.3.3. Matrices céramiques
Les matériaux utilisés sont les carbures de
silicium et de carbone. Ils sont utilisés pour la
fabrication des pièces qui subissent des contraintes
d'origine thermique et leur coût est très élevé
[PROU 94].
I.4. Architecture de renforcement
Afin d'améliorer les caractéristiques
mécaniques des structures en composites, il est nécessaire
de jouer sur la texture des renforts (leur architecture) pour
créer une charpente résistante adaptée aux
contraintes mécaniques. En fonction des
propriétés recherchées, on rencontre plusieurs
architectures
de renforcements (Figure I.2).
Ø Unidirectionnelle
Les fibres sont orientées dans une même direction ;
elles sont parallèles et peuvent se présenter
sous deux formes :
V' Sans liaison particulière (roving);
V' Reliées par un fil (nappes).
Ø Multidirectionnelle
aléatoire
Il est possible de fabriquer des composites avec des fibres
disposées dans trois directions. Par
construction tous les composites sont fortement anisotropes,
puisque la rigidité et la résistance des
fibres sont de l'ordre de 50 à 100 fois supérieures
à celles des résines [VIJA 05].
Elles peuvent se présenter sous les formes :
· Fibres coupées et broyées, sans arrangement
particulier,
· Feutre de fibres agglomérées par un liant :
le mat peut être à fibres courtes. (Longueur inférieure
à 50 mm), sans orientation particulière ou à fibres
continues.
Ø Orientée
Le tissu comporte des fils de chaîne ou de trame
(fibres bidirectionnelles) ; suivant le mode de croisement de la trame et de la
chaîne, le tissu sera une toile, un sergé ou un satin.

Bi-directionelle Multidirectionnelle
Figure I. 2 : Principales orientations des
fibres
Page 15
Unidirectionnelle
On réalise également, pour des applications
particulières (aérospatiale, défense), des armatures de
renforcements bi-ou tridimensionnelles. On réalise aussi des plaques ou
coques dont la raideur et la résistance varient avec la direction de la
sollicitation [VIJA 05].
Chapitre I Matériaux composites
Certaines composites Hautes Performances (HP) utilisent des
structures de fibres à orientation maîtrisée pour des
performances mécaniques élevées [MIJO
95].
I.5. Procédés de fabrication par
moulage
A cause de leur souplesse, les fibres peuvent être
rangées ou bobinées dans des directions diverses afin de mieux
supporter les contraintes directionnelles que la structure subira au cours du
travail. Il existe différentes techniques mais la plus utilisée
est le moulage (Figure I.3).

Moule ouvert Moule fermé
Moulage
Sous vide
Injection thermodurcissable/polymère
1. Fibres courtes - problème d'orientation des
Contact Projection
|
fibres difficile à gérer.
3. Fibres longues thermodurcissable.
|
- compression
|
Figure I.3 : Principaux
procédés de moulage
Nous retiendrons le formage par moulage des composites
à renfort fibreux et à matrice résineuse. Les
différentes étapes de fabrication sont illustrées dans la
figure (I.4).
Page 16
Chapitre I Matériaux composites

Formage par moulage
Renfort

Imprégnation (mélange)
Mise en place du mélange sur l'outillage

Compactage
Polymérisation
Démoulage
Finition
Page 17
Figure I.4 : Différentes
étapes de mise en forme par moulage fermé
On dispose le mélange renfort dans un moule
après qu'il soit imprégné de résine, puis, on
procède au compactage de l'ensemble pour chasser l'air restant.
Le mélange renfort résine ne devient un
véritable matériau composite qu'après la phase de
durcissement (réticulation) de la matrice, pendant laquelle cette
dernière passe de l'état liquide à l'état solide
par apport d'énergie. Le comportement thermique des thermoplastiques est
comparable à celui des métaux ; par contre les
thermodurcissables, à la température de leur injection dans le
moule, atteignent une phase pâteuse puis subissent une transformation
chimique interne irréversible qui durcit définitivement la
matrice [NARA 99J.
Les procédés de fabrication les plus importants
sont les suivants :
I.5.1. Moulage au contact
Technologie de réalisation de pièces prototypes
après simulation. Le principe consiste à imprégner
manuellement les renforts disposés dans un moule. C'est peu
onéreux et des pièces de formes quelconques peuvent être
réalisées mais à une cadence très faible. En effet,
cette technique, par
Chapitre I Matériaux composites
Page 18
Chapitre I Matériaux composites
Chapitre I Matériaux composites
suite d'une dilatation peut faire éclater la structure,
d'où une altération mécanique qui entraîne souvent
une dégradation chimique (humidité, agression
atmosphérique) [DEGA 06].
I.5.2. Moulage sous vide
Ce procédé est encore appelé moulage en
dépression ou moulage au sac. Comme dans le cas du moulage au contact on
utilise un moule ouvert sur le quel on dispose les couches de renfort
imprégné, ainsi éventuellement que les axes de remplissage
lorsqu'il s'agit de matériaux sandwichs. Le moulage sous vide consiste
à utiliser simultanément le vide et la pression
atmosphérique.
I.5.3. Moulage par injection de pre-impregné
Cette technique consiste à mouler des pièces
à partir de résine thermodurcissable renforcée par des
fibres de verre, utilisées surtout pour les pièces de
carrosserie.
I.5.4. Moulage par pultrusion
Utilisation pour les composites Hautes Performances
industrielles. Le principe est :
· Tirage,
· Mise en forme,
· Polymérisation de fibres continues
imprégnées. Les avantages sont :
· Production en continu,
· Possibilité de réaliser des sections
très complexes,
· Taux de renfort élevé. Les limites sont
:
· Lenteur du procédé,
· Uniquement des profilés droits à section
constante.
I.5.5. Moulage par enroulement filamentaire (Bobinage)
Cette technique n'est applicable qu'à la fabrication
des pièces possédant un axe de symétrie et une
évolution progressive des sections droites. L'application la plus
répandue est la fabrication de réservoir de révolution tel
que les enveloppes de propulseur et les citernes de stockage de liquide. Le
principe de mise en oeuvre consiste à enrouler le renfort
préalablement imprégné de résine sur un mandrin
ayant la forme intérieure de la pièce à fabriquer.
Après bobinage, l'ensemble (mandrin et composite) est placé dans
une étuve pour effectuer la réticulation de la résine.
Quelle que soit la forme de la pièce, il est donc nécessaire
d'éliminer le mandrin, sauf architecture particulière où
celui-ci est une partie intégrante de l'objet fabriqué. Les
avantages sont la disposition optimale des renforts, les très bonnes
propriétés mécaniques et la possibilité de
réaliser des pièces de grandes dimensions avec des surfaces
internes lisses.
Page 19
I.5.6. Moulage par injection de mousse
Cette technique permet d'obtenir des pièces de mousse
de polyol renforcées par des fibres de verre, relativement de grandes
dimensions, qui ont un bon état de surface et des résistances
mécaniques et thermiques satisfaisantes.
I.5.7. Injection thermodurcissable (BMC)
(Bulk Molding Compound ou préimprégné en
vrac). Procédé discontinu haute pression (100 bars). Alimentation
et dosage du Compound, Injection-pression, maintien et réticulation,
puis éjection.
Les avantages sont :
· + Réalisation de grande série,
· + Faible coût matière,
· + Peu de finition,
· + Temps de cycle.
Les limites sont :
· - Taux d'injection
· - Longueur des renforts,
· - Propriétés mécaniques du
composite obtenues.
I.5.8. Compression thermodurcissable (SMC)
(Sheet Molding Compound ou préimprégnés
en feuilles). Le principe consiste à déposer des feuilles de
préimprégnés dans un contre moule chauffé, de
comprimer le matériau avec un moule chauffé, avant
réticulation puis éjection de la pièce.
Les avantages :
· Coût matière,
· Propriétés mécaniques et
thermiques. Les limites sont :
· l'aspect,
· Dimensionnement des presses et la finition.
I.6. Secteurs d'application des composites
Les composites sont largement utilisés dans
l'industrie, parce qu'ils présentent de bonnes caractéristiques
telles la rigidité, légèreté et résistance
à des contraintes d'origine mécanique ainsi qu'à celles
d'origine thermique.
I.6.1. Construction aéronautique
Le choix des matériaux, tel que l'industrie
aéronautique, aérospatiale, automobile, ferroviaire, sports et
loisirs, bâtiment, génie civil est toujours un problème
complexe où le comportement coût/performance règne en
maître.
Page 20
Les composites de haute performance ont été
longtemps confinés dans l'aéronautique civile à des
pièces de structure secondaire (habillage intérieur, volets),
plus rarement primaire et jamais à la voilure, car il se posait deux
difficultés :
· Coûts élevés par rapport à
l'aluminium,
· Risques de délaminage interdisant le vol sur les
structures aérodynamiques chargées.
Les premières pièces composites ont
été introduites sur les satellites à la fin des
années 1970. Les matériaux utilisés sont essentiellement
des fibres de carbone à haut module d'Young avec résine
d'époxyde. Les premiers matériaux composites ont
été introduits sur les missiles balistiques dans le milieu des
années 1960 par l'utilisation de structures bobinées fibres de
verre/résine époxyde, les structures bobinées fibres
d'aramide/époxyde ayant été introduites dans la fin des
années 1970. Les fibres de carbone pour la réalisation de
structures bobinées ont été introduites dans le milieu des
années 1970 [ZINC 01J [NELS 98J.
L'utilisation des matériaux composites dans les
constructions aéronautiques entraîne un gain de poids substantiel.
Leur emploi permet, à performances égales, des gains de masse
variant de 10% à 20%. Le poids de l'avion moyen-courrier Boeing 767 a
été réduit, par l'emploi des composites, de 921
kilogrammes par rapport à la solution conventionnelle. Les
matériaux composites sont essentiellement utilisés pour la
conception et réalisation des propulseurs à poudre des lanceurs
de satellites et de leur tuyère d'éjection des gaz de propulsion,
obtenue par bobinage de fibres de verre, de kevlar ou de carbone [CHER
98J, afin de résister à la pression interne
résultant de la combustion du propergol solide et aux efforts de
lancement qui, dans certain cas, se traduisent par des chocs et des
vibrations.
Sur les avions commerciaux, les premiers appareils produits
industriellement en grande série utilisaient essentiellement des
alliages d'aluminium, de l'acier et du titane, aujourd'hui ; les avions
commerciaux les plus récents utilisent en masse encore 54% d'alliage
d'aluminium, mais 20% de matériaux composites ont été
introduits dans la structure, 13% d'acier, 6% de titane et 7% de
matériaux divers.
Certains obstacles à l'utilisation massive des
composites sont progressivement levés, en particulier par des acteurs
étrangers, par exemple :
· Dans le cadre du programme Advanced Composite
Technology mené par la NASA et Boeing a été mis au point
un nouveau procédé permettant de développer des ailes en
composites 20% moins chères qu'avec des matériaux
conventionnels,
· Développement de composites à
mémoire de forme mené par British Aerospace et Daimler Benz,
· Décision d'Airbus d'équiper les
fuselages de ses futurs A380 en technologie composite dite «
Glare ».
Chapitre I Matériaux composites
I.6.2. Construction automobile
L'utilisation des composites dans le secteur automobile
remonte à des origines relativement anciennes (fin des années
1980), mais ne s'est généralisé que très
récemment, chez les grands constructeurs étrangers (Volvo,
Mercedes) pour développer des coffres et hayons.
La société LOHEAC de transports routiers
[PUGL 03J, a pu réduire substantiellement sa consommation de
carburant grâce à l'économie du poids obtenue en
remplaçant les cabines conventionnelles de ses tracteurs par de nouveaux
éléments moulés en une seule pièce renforcés
de fibre à haute résistance [LIAN 05J.
Les composites sont choisis pour la conception de ressorts
à lames [NARA 99J. Ce sont des pièces de
suspension routières très sollicitées, utilisées
par les véhicules de gros tonnage et dont la lame secondaire, assurant
80% de la fonction suspension en évitant des ruptures brutales.
[LAIN 07J. I.6.3. Secteur du bâtiment
Horsmis le béton, les composites ont relativement peu
pénétré le secteur du BTP, notamment
du fait :
§ d'un prix élevé comparé aux
matériaux traditionnels (6 €/kg contre 3 €/kg pour l'acier et
1€/kg pour le bois),
§ d'une relative méconnaissance des architectes et
bureaux d'études vis-à-vis des composites, § d'un manque
d'information sur le cycle de vie (recyclabilité, durabilité).
Les qualités des composites
(légèreté, résistance au feu, résistance
mécanique et chimique), permettent de prévoir un
développement prometteur. Les fournisseurs de solutions composites
(Acome, Uniject, Gimm Menuiseries, Owens Corning, etc.) ont
développé de nombreux produits présentés au salon
JEC d'avril 2000 :
· Fenêtres,
· Portes,
· Substituts d'ardoise,
· Renforts de poutres, ...etc.
Page 21
Page 22
Chapitre I Matériaux composites
LES
|
PROPRIETES
Aéronautique
|
DES
Automobile
|
MATERIAUX
Ferroviaire
|
Bâtiment
|
COMPOSITES
Construction industrielle
|
Industrie nautique
|
PAR SECTEUR
Médical
|
Electricité
|
Sports
et
loisirs
|
Durée de vie
|
Rigidité
|
|
|
|
X
|
|
X
|
X
|
X
|
X
|
Résistance mécanique
|
|
|
|
X
|
X
|
X
|
X
|
|
X
|
Tenue à la fatigue
|
X
|
|
|
|
|
X
|
|
|
|
Résistance à la corrosion
|
X
|
X
|
|
X
|
|
X
|
X
|
X
|
|
Etancheité
|
|
|
|
X
|
X
|
|
|
|
|
Sécurité
|
Tenue aux chocs
|
|
X
|
|
|
|
X
|
X
|
|
X
|
Tenue au feu
|
X
|
|
X
|
X
|
X
|
|
|
X
|
|
Isolation thermique
|
|
|
|
X
|
X
|
|
|
X
|
|
Isolation électrique
|
|
|
|
|
|
|
|
X
|
|
Amortissement
vibrations
|
|
|
|
|
X
|
|
|
|
X
|
Conception
|
Intégration de fonction
|
X
|
X
|
|
|
|
|
|
X
|
|
Formes complexes
|
X
|
X
|
X
|
X
|
|
|
|
|
X
|
Transparence
ondes
électromagnétiques
|
|
|
|
|
|
|
|
X
|
|
Allégement de structures
|
X
|
X
|
|
|
|
|
X
|
|
X
|
|
Tableau I.3 : Propriétés
des matériaux composites par secteur
I.6.4. Loisirs et sports
De part leur légèreté, leur bonne tenue
à la fatigue statique et dynamique et leur stabilité
dimensionnelle, les matériaux composites sont des matériaux
idéaux pour la fabrication et la conception de très nombreux
articles de sports et de loisirs tel que les raquettes de tennis, les cannes a
pêche et de
hockey, .
Les constructeurs de matériels de sport et loisirs ont
depuis longtemps adopté les composites, développés
notamment par Shappe Technique et Ems Chimie (Suisse) ; ces nouveaux
matériaux leur ont permis de faire preuve d'une grande
créativité, tout en présentant des
propriétés mécaniques intéressantes qui ont, dans
une large mesure, été à l'origine du développement
récent des sports de glisse modernes. (skis moulés et non
stratifiés).
Chapitre I Matériaux
composites
Le Pôle de Plasturgie de l'Est (PPE) à Saint
Avold ou du SIAAP (Syndicat Interdépartemental pour l'Assainissement de
l'Agglomération Parisienne) développe des matériaux
composites pour leurs équipements de traitement des eaux.
I.6.5. Autres domaines d'utilisation des composites
Les matériels ferroviaires présentent de
nombreuses possibilités d'utilisation des matériaux Composites
comme le montrent la figure I.5.
Ø Les développements récents de
l'entreprise allemande d'équipements de trains pendulaires, Comtas
(Allemagne), secteur d'excellence où les acteurs européens font
maintenant front commun,
Ø Le projet de Bombardier-ANF de réaliser des
wagons en structure composite.
L'adaptation de composites, dans l'industrie maritime, permet
de diminuer le poids des structures de bateaux rapides (patrouilleurs, bateaux
d'intervention ou de service) tout en ayant une résistance suffisante
afin d'avoir pour résultat soit une augmentation de la vitesse pour une
puissance donnée, soit une meilleure rentabilité pour la
même vitesse ou soit l'utilisation d'une motrice moins puissante et moins
onéreuse [HUAN 02J.
L'équipement industriel (boîtes de stockage,
isolation) et l'équipement électronique, représentent
déjà 26% du marché des composites à matrice
organique. Le potentiel plurifonctionnel des composites (alliant par exemple
étanchéité et propriétés électriques)
y est important. En électronique, les boîtiers céramiques
pour microprocesseurs d'Egide, récemment introduits au Nouveau
Marché, sont utilisés dans le monde entier [WALL
06J.

Page 23
Pales d'aérogénérateurs
Aéronautique
Figure I.5 : Domaines d'application des
matériaux composites
Les composites jouent un rôle croissant dans le secteur
dentaire (implants) et biomédical (matériaux
prothésiques), en dépit de fortes contraintes de
biocompatibilité, ainsi que dans la réalisation d'instruments de
musique (pianos, clavecins, violons et mêmes accordéons).
Chapitre I Matériaux
composites
Page 24
I.6.6. Voies d'un développement durable
Les composites devraient se développer dans les
prochaines années. Cependant, pour y parvenir, l'industrie des
matériaux composites devra intégrer les contraintes d'un
développement durable.
Ainsi, à partir de 2004, 85 % du poids des
véhicules hors d'usage devront être recyclés. Actuellement,
il n'existe pas de solution technique pleinement opérationnelle et
économiquement viable pour recycler les composites utilisés dans
le secteur de l'automobile. Ces composites sont, pour l'essentiel,
thermodurcissables [CHEN 06].
Cet enjeu majeur pour la filière dépend d'une
mobilisation de l'ensemble des acteurs et de leurs efforts de recherche de
développement. Quelques initiatives industrielles se développent
en Europe, notamment Mecelec Composites et Recyclage en France,
opérateur de la seule usine de recyclage de composites, et Ercom en
Allemagne.
Techniquement, la valorisation des matériaux
thermodurcissables peut passer par le broyage et l'utilisation des granulats
obtenus sous forme de charges à très faible valeur ajoutée
pour résines, bitumes et ciments. L'incinération dans les
cimenteries constitue une seconde voie possible. Mais les impératifs de
recyclage devraient favoriser l'utilisation de composites thermoplastiques, que
l'on peut plus facilement retraiter.
Dans l'industrie nautique, le personnel est soumis aux
émanations de Composés Organiques Volatils (COV, en particulier
le styrène). En Europe, les industries scandinaves et allemandes
appliquent des normes plus strictes qu'en France et militent pour une
harmonisation des réglementations nationales. Le renforcement des normes
actuellement en vigueur en France constituerait, pour les transformateurs en
moule ouvert, une contrainte supplémentaire affectant leurs
coûts.
Afin que les bureaux d'études utilisent davantage les
matériaux composites, il faudra dans l'avenir mieux les
caractériser. Cela permettra aux concepteurs de développer une
analyse fonctionnelle qui intègre tous leurs apports. En effet, ces
matériaux souffrent d'un défaut de modélisation et de
normalisation face à des matériaux traditionnels comme l'acier,
qui font l'objet de normes nationales ou européennes. Pour
caractériser efficacement ces matériaux, des logiciels de
conception et de modélisation doivent faire l'objet d'un
développement plus large qu'aujourd'hui.
I.6.7. L'innovation au coeur du développement
Pour les entreprises du secteur industriel, l'innovation est
un moyen privilégié de répondre aux contraintes
croisées de leurs fournisseurs et de leurs clients.
Certaines innovent en mettant sur le marché de
nouveaux produits :
· Résines,
· Semi-produits nouveaux plus sûrs et plus
rapides.
Chapitre I Matériaux composites
D'autres développent de nouveaux procédés
en mettant au point de méthodes ou outillages plus rapides et plus
performants. Les entreprises doivent enfin innover en mettant en oeuvre des
outils de conception efficace.
I.7.Conclusion
Ce chapitre a fait l'objet de
généralités sur les matériaux composites, leurs
propriétés physiques et mécaniques, le mode de fabrication
des pièces en matériaux composites tel que le moulage, leur
utilisation dans le secteur industriel tel que l'automobile, le sport et
l'aéronautique...etc.
Par ailleurs, nous avons décrit les différents
types de matériaux et résines les plus utilisées dans
l'industrie.
Nous nous intéressons dans les chapitres suivants
à l'analyse de la résine nommée la RTM6 par l'analyse
thermique DSC (Differentiel Scanning Calorimetry) et ATG l'analyse
thermogravimétrie ainsi que l'analyse spectroscopique par Infra-Rouge
(IRTF) et Raman pour obtenir une signature du produit pour une analyse au
vieillissement de la résine.
Page 25
REACTIONS CHIMIQUES
ET MODE OPERATOIRE
Chapitre II Réactions chimiques et mode
opératoire
Page 27
Chapitre II Réactions chimiques et mode
opératoire
Chapitre 2
Réactions chimiques et mode
opératoire
II.1. Introduction
Les processus directs sont fréquemment aussi
appelés processus de moulage liquide. Ils appartiennent à une
catégorie de techniques de production qui diffèrent
fondamentalement des technologies de fabrication basées sur prepreg ; la
seule différence avec le prepreg c'est que la résine et le
renfort sont combinés et traités dans la même
opération de moulage. Le bâti de transfert de résine (RTM),
l'infusion de film de résine (RFI) et le RTM assisté par vide
(VaRTM), également appelé infusion liquide de résine
(LRI), sont probablement les processus les plus significatifs à
mentionner, dont beaucoup de variantes ont été
développées.
Dans ce chapitre nous étudierons les principaux types
de résines ainsi que leurs structures, les effets de transitions
moléculaires pendant le phénomène de réticulation
de la résine, la structure chimique et les formules
développées des différents réactifs lors de la
polymérisation ainsi que le stockage, le danger des résines et
enfin le mécanisme réactionnel.
II.2. Réseaux époxydes
Les résines époxydes sont largement
utilisées dans les adhésifs et les revêtements grâce
à leur dureté, leur bonne adhérence et leur
résistance. Elles sont remarquables pour leur haut degré de
réactivité vis a vis de nombreux réactifs. Elles se
combinent aux molécules à hydrolithe labile tels que les
amines [STEV 04] et [KARK 96], les anhydrides
d'acide [VIJA 05] et [NARA 99] et les acides
carboxyliques [CHER 98]. Leur réticulation en
présence de durcisseurs conduit à des matériaux
thermodurcissables doués de propriétés
particulières élargissant leur domaine d'application
[ESCH 06] et [MONN 98].
Les propriétés physiques, mécaniques et
électriques du réticulât dépendent des conditions du
processus de réticulation de la résine. Par conséquent,
l'étude cinétique de la réticulation est non seulement
importante pour mieux comprendre la structure propre, mais elle donne aussi les
éléments qui permettent d'optimiser les conditions de travail
lors de la transformation.
Page 28
II.2.1. Principaux types de résines
époxydes
Il existe plusieurs types de résines époxydes :
II.2.1.1. Résines époxydes
novolaques
Elles sont obtenues par action du formaldéhyde sur le
phénol en solution acide pour obtenir
les époxydes formol phénol novolaques ou
(époxydes formol crésol novolaques). Ces résines ont
une
bonne stabilité à haute température, mais
elles sont fragiles [ZINC 01J.
II.1.1.2. Résines époxydes à base
d'amines aromatiques
Il s'agit principalement du TGMDA
(TetraGlycidylMethylDiAniline). Ces résines ont
d'excellentes propriétés thermiques.
· Résines époxydes à base de
para-aminophénol
C'est une résine trifonctionnelle appelée le
TriGlycidyléther du Para-AminoPhénol (TGPAP), très
utilisée pour la fabrication des pré-imprégnés et
les adhésifs.
· Résines époxydes
souples
Les résines époxydes souples sont
caractérisées par un squelette ne comportant pas de noyau
aromatique (ou un seul). Elles peuvent se mélanger avec d'autres
résines époxy pour améliorer leur résistance au
choc. Par ajout de Brome ces résines ont un meilleur comportement
à la chaleur. [DENQ 99J.
II.3. Constituants des adhésifs
époxydes
Les adhésifs époxydes sont constitués de
: Un ou plusieurs pré-polymère(s) époxyde(s) :
composés moléculaires caractérisés par la
présence d'au moins deux groupes époxydes, ou cycles oxirannes,
en bout de chaîne. Un groupe époxyde est un
hétérocycle composé de deux atomes de carbone liés
à un atome d'oxygène (Figure II.1).

Figure II.1 : Structure chimique du groupe
époxyde
Selon le nombre de fonctions époxydes dans le
pré-polymère (2, 3 ou 4), celui-ci est bi, tri ou
tétra-fonctionnel. Il existe de nombreux pré-polymères
époxydes, le plus connu d'entre eux étant la Tactix 134, DGEBA ou
DiGlycidylEther du Bisphénol A connu pour être
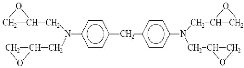
radio-résistante. Dans l'industrie aéronautique, le plus
couramment utilisé est la TGMDA ou 4,4'
TétraGlycidylMéthyléneDiAniline (TGDDM en anglais, pour
4,4' TetraGlycidylDiaminoDiphenylMethane). C'est un pré-polymère
tétra-fonctionnel de formule chimique (Figure II.2).
Chapitre II Réactions chimiques et mode
opératoire
Page 29
Figure II.2 : Structure chimique de la
TGMDA
Les durcisseurs ou agents de réticulation par leur
action sur les groupements époxydes, permettent la formation du
réseau tridimensionnel réticulé. Ils peuvent être de
nature chimique très variable (amine, anhydride...) [MONN
99J. Les principaux durcisseurs employés sont la DDS, ou 4,4'
DiaminoDiphénylSulfone et la DDA, ou DicyanDiAmide. Les formules
chimiques de ces deux composés sont représentées par la
Figure II.3.

(a) DDS

(b) DDA
Figure II.3 : Formules chimiques : (a)
DDS, (b) DDA
Le tableau suivant regroupe quelques caractéristiques de
la TGMDA, de la DDS et la DDA.
|
Masse
|
|
molaire Aspect à température ambiante
Solubilité
|
|
(g/mole)
|
|
TGMDA
|
|
liquide visqueux jaune
|
très bonne dans CH2Cl2 et
|
|
422
|
|
CH3CN, presque insoluble
dans H2O et
alcools
|
|
|
solide blanc cristallisé
|
soluble dans l'acétone,
|
|
DDS
|
248
|
Tf = 162°C
|
CH2Cl2 et les alcools,
presque
insoluble dans
l'eau
|
|
|
solide blanc cristallisé, existe sous
|
peu soluble dans l'eau et les
|
|
DDA
|
84
|
deux formes tautomères
|
alcools
|
|
|
Tf = 207°C
|
|
Tableau II.1 : Caractéristiques de
TGMDA, DDA et DDS
Chapitre II Réactions chimiques et mode
opératoire
Page 30
Selon les propriétés physiques, chimiques et/ou
mécaniques souhaitées, d'autres composants sont introduits tels
que, des charges minérales, des catalyseurs, des plastifiants, des
antioxydants, des agents ignifuges...
· Charges minérales
Elles peuvent intervenir à des taux très
importants, de l'ordre de 65% de la masse de la résine. Elles permettent
d'augmenter la viscosité de la résine non
réticulée, et améliorer la tenue thermique et les
propriétés mécaniques du réseau
réticulé. Il s'agit généralement de particules de
silice mais on trouve aussi des charges à base d'aluminium (Al pur,
Al2O3, Al(OH)3), de Magnésium...
· Catalyseurs
Ils servent à augmenter la vitesse de
réticulation. Leur nature dépend des constituants de la
résine. Les catalyseurs généralement utilisés avec
la TGMDA sont des composés de type BF3 quand le durcisseur
est la DDS et des méthylurées (Monuron et Diuron, respectivement
4-chlorophényle-1,1-diméthylurée et
3,4-dichlorophényle-1,1-diméthyurée) quand le durcisseur
est la DDA [WRIG 89J.
· Plastifiants ou diluants
Employés modérément, de l'ordre de
quelques pourcent, ils permettent de réduire la viscosité sans
trop diminuer les caractéristiques mécaniques (Figure II.4).
HO O

O
Epoxyde
R-NH2 + O OR-NH R-N
HO O
Cet hydrogène va encore réagir sur une
deuxième molécule d'époxyde
|
HO
|
|
Figure II.4 : Mécanisme
réactionnel pendant le processus de polymérisation
· Antioxydants
Comme leur nom l'indique, ils diminuent la vitesse de
dégradation par oxydation. On distingue les stabilisants primaires, qui
empêchent les scissions de chaînes par mécanismes
radicalaires, les stabilisants secondaires, qui décomposent les
hydropéroxydes. Citons à titre d'exemple le noir de carbone,
certaines amines, des phosphites et des phénols encombrés comme
le BHT.
II.3.1. Agents ignifuges
Ils ralentissent les phénomènes de combustion.
Il peut s'agir de charges minérales, qui vont agir comme des puits de
chaleur, ou de composés plus spécifiques comme l'alumine
tri-hydratée, Al(OH)3, qui permet de libérer de l'eau
par une réaction fortement endothermique.
II.3.2. Réticulation
La synthèse d'un polymère époxyde est une
réaction de réticulation entre le pré-polymère
époxyde et le durcisseur, donnant naissance ainsi à une structure
tridimensionnelle. La réticulation peut être
Chapitre II Réactions chimiques et mode
opératoire
Page 31
accélérée par ajout de catalyseurs. Gillham
et al, ont largement étudié les phénomènes de
réticulation et établi des diagrammes d'état Temps -
Température - Transformation (TTT) [GAN 89J et [PANG 90J.
Ces diagrammes (Figure II.5) permettent de suivre l'évolution
du système en fonction du temps et de la température de
réticulation.
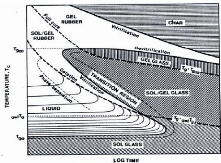
Figure II.5 : Diagramme :
Temps-Température-Transformation (TTT)
Le durcissement se fait : soit par homopolymérisation
(action d'amorceurs) ; soit par
copolymérisation (avec des agents réticulants de
différents types).
Réaction avec les anhydrides d'acides :
Il y a trois types de réactions principales :
Réaction 1
L'anhydride attaque un des groupes OH (Hydroxyle) de la
résine époxyde qui initient la réaction
(Figure II.6).

Figure II.6 : Structure chimique de la
réaction 1
Réaction 2
Le groupe OH formé sur l'anneau phtalique va réagir
avec un groupe époxydique d'une autre
molécule.
Réaction 3
Le groupe époxydique d'une molécule peut attaquer
le groupe OH d'une autre molécule sous
l'effet catalytique du durcisseur (Figure II.7) :

Figure II.7 : Structure chimique de la
réaction 3
Chapitre II Réactions chimiques et mode
opératoire
Page 32
Chapitre II Réactions chimiques et mode
opératoire
II.3.3. Polyépoxydes

Figure II.8 : Représentation
schématique de la résine époxyde La cuisson des
polyépoxydes passe par deux étapes importantes :
· La gélification correspondant
à la formation d'un réseau tridimensionnel infini et par passage
de l'état liquide à l'état caoutchoutique, et apparition
d'une première molécule tridimensionnelle occupant tout le volume
réactionnel (percolation).
· La vitrification qui se produit
lorsque la température de transition vitreuse du système devient
égale à la température de cuisson. Le système passe
de l'état liquide ou caoutchoutique à l'état vitreux, ce
qui s'accompagne d'une importante chute de la mobilité
moléculaire et, par conséquent, d'un arrêt des
réactions chimiques.
De plus, on constate que pour les températures de
réticulation élevées, il y a compétition entre la
polymérisation et la dégradation thermique. Les mécanismes
réactionnels gouvernant le processus de réticulation sont
complexes et dépendent des conditions de température, des
proportions des différents intervenants chimiques et de la
présence ou non d'un catalyseur.
Les différentes réactions chimiques
envisageables sont :
· Attaque nucléophile de l'amine primaire
(R-NH2) sur le cycle époxyde.
· Attaque nucléophile par l'oxygène du
groupement hydroxyle (-OH) sur le cycle époxyde.
· Attaque nucléophile de l'amine secondaire (RR'-NH)
sur le cycle époxyde.
· Attaque nucléophile de l'oxygène d'un cycle
époxyde sur un autre cycle époxyde.
Différentes études résumées par
Wright concluent que la réaction principale est l'attaque
nucléophile d'un groupement amine primaire sur le cycle oxiranne
(époxyde) tant que la température de transition vitreuse du
réseau formé reste inférieure à celle de la
vitrification [WRIG 89J. Passé ce stade, la
mobilité moléculaire est faible et la réaction
hydroxyle/époxyde devient majoritaire. Les réactions
époxyde/époxyde et amine secondaire/époxyde sont quasiment
inexistantes. Néanmoins, la contribution de chaque type de
réaction à la structure du réseau final dépend
fortement des compositions relatives de chacun des constituants. Morgan et al.
observent que la Tg la plus élevée d'un mélange
TGMDA/DDS est obtenue pour un taux de durcisseur qui implique
théoriquement la moitié des cycles oxirannes [MORG
79J. Ils en concluent que les réactions secondaires jouent un
rôle
Page 33
important lors de la réticulation ce qui permettrait
d'expliquer qu'un réseau qui devrait être aussi mal
réticulé possède des propriétés
mécaniques remarquables. Morgan et Mones observent qu'il est impossible
d'obtenir une réticulation complète d'une résine TGMDA/DDS
à 180°C sans ajout d'au moins 5% de catalyseur de type
BF3 [MORG 87J. Enfin, selon Morgan, on obtient,
après réticulation d'une résine TGMDA/DDS en
présence de catalyseur de type BF3, une structure fortement
hétérogène avec des nodules. Comme le note Galy, il existe
une controverse dans la littérature sur la morphologie nodulaire des
résines époxydes [GALY 85J. Certains auteurs
certifient l'existence de nodules au sein de la matrice alors que d'autre les
attribuent à un artefact de la méthode d'observation optique.
Pour Wright, même s'ils existaient, il n'y a néanmoins aucune
preuve que ces nodules soient des régions de degré de
réticulation différent de celui de la matrice [WRIG
89J.
Le monomère époxyde est
polymérisé avec un agent de réticulation qui peut
être un anhydride d'acide, un phénol, ou le plus souvent une
amine. La DETA, ayant fait l'objet de nombreux travaux précédents
(comme ceux de POSSART), est utilisée dans l'industrie comme durcisseur
(colles Araldite). Quant à l'IPDA, elle est la seule amine jouant le
rôle de catalyseur par action sur les métaux ou leurs oxydes. La
DAE, choisie comme molécule sonde par François DEBONTRIDDER pour
sa simplicité, est une diamine aliphatique de masse molaire faible.
Enfin les Propane Diamine, butane diamine et Penta Diamine
ont été utilisées, avec la DAE (ou EthaneDiamine), pour
étudier l'influence de la longueur de la chaine carbonée
fixée sur les fonctions amine, et les propriétés
physico-chimiques et mécaniques des interfaces formées.
Nom usuel
|
DiEthyléneTriAmine
|
Abbreviation
|
DETA
|
Nom chimique
|
DiEthyléneTriAmine
|
Formule chimique
|
NH2-CH2-CH2-NH-CH2-CH2-NH2
|
Etat à 25°C
|
Liquide transparent
|
Masse molaire
|
103,17g/mol
|
Fonctionnalité
|
5
|
Densité
|
0,955g/cm3
|
Température de fusion
|
- 35°C
|
Température d'évaporation
|
199°C à 209°C
|
Viscosité
|
0.071Pa.s à 25°C
|
|
Caractéristiques chimiques de la DETA
Chapitre II Réactions chimiques et mode
opératoire
Page 35
II.4.1.2. Effets des liaisons secondaires
La création au sein du réseau de liaisons
secondaires (liaisons hydrogène ou de type Van Der Waals) provoquent un
arrangement des chaînes dans une conformation donnée, ce qui
aboutit à une baisse de la mobilité moléculaire, donc
à une augmentation de la température de transition vitreuse.
II.4.1.3. Effet de la réticulation
L'augmentation du degré de réticulation
provoque une augmentation de la Tg par une baisse de la
mobilité moléculaire au sein du réseau [HALA
89] ; [HARI 97] ; [WOLF 99].
Une Tg élevée sera obtenue dans un
réseau fortement réticulé, contenant de petites
chaînes
rigides.
II.5. Partie expérimentale
II.5.1. Réactifs
Le Diglycidyl Ether du Bisphénol A, de nom
systématique est Bis (4-(2,3 epoxypropoxy) phényl) propane), en
abréviation (DGEBA) est utilisé sous sa présentation
commerciale (Dow Chemical Company ; DER 332) la masse équivalente par
équivalent époxy est de 174,25 g/mol. Ce
prépolymère est synthétisé par réaction de
polycondensation, en milieu alcalin entre l'épichlorhydrine
(Chloro-époxy-2,3 propane) et le bisphénol A
(Isopropylidéne 4,4' diphénol). La valeur de l'indice n est
fonction du rapport Epichlorhydrine sur Bisphénol A ; n = 0,03
correspond à la polymolécularité la plus faible possible
commercialement accessible ; dans ce cas, sa température de fusion est
de 47°C, sa densité est de 1.17g/cm3, sa masse molaire
est de 348 g/mol et sa viscosité est de 4 à 6 Pa.s à
25°C.
La DGEBA (Figure II.10 et Tableau II.2) est parfois
cristallisée lorsque n=0 ; dans ce cas elle est placée
dans une étuve à 80°C jusqu'a l'obtention d'un liquide
transparent, puis elle est refroidie lentement jusqu'à
température ambiante.
· Si 0<n<1 ; la résine époxyde est
liquide,
· Si 1<n<1,5 ; la résine époxyde est
très visqueuse,
· Si n>1,5 ; la résine époxyde est
solide.

Figure II.10 : DiGlycidyl Ether du
Bisphénol A (DGEBA)
Chapitre II Réactions chimiques et mode
opératoire
Page 36
Nom
|
Formule chimique
|
M
|
F
|
Diglycidyl
Ether du
Bisphénol
A
DGEBA n=0.33
|
CH2-CH-CH2-[(BA)-CH2-CH-CH2]-(BA)-CH2-CH-CH2
O O348
Avec : (BA)=
|
|
2
|
|
Tableau II.2 : Composition chimique de la
Diglycidyl Ether du Bisphénol A II.5.2. Composition et
indications
Attention ce sont des composants dangereux.
· Bisphénol-A-Epichlorhydrine ; résine
époxyde de poids moléculaire moyen 700. Xi, N ; R 36/38-43-51/53,
CAS 25068-38-6, NLP: 500-033-5, de teneur 50-100%.
· Bisphénol-F-Epichlorhydrine poids
moléculaire moyen 700. Xi, N ; R 36/38-43-51/53, CAS : 9003-36-5 de
teneur 10-25%.
· 1,6-Hexandioldiglycidylether, CAS : 16096-31-4 de teneur
10-25%.
Xi ; R 36/38-43-52/53.
II.5.2.1. Désignation du danger
Xi : Excitant
N : Dangereux pour l'environnement Indications de danger
particulières à l'homme et
d'environnement.
· R 36/38 : Provoque les yeux et la
peau.
· R 43 : Sensibilité possible au contact de la
peau.
· R 51/53 : Toxiques et polluants des eaux.
En fait il s'agit de résines bicomposantes pour lesquelles
la réaction de polymérisation nécessite un apport
énergétique important.
· La préparation de la résine (pas de
mélange donc pas de risques associés),
· Les moyens de mise en oeuvre.
II.5.3. Réactions
Les résines sont préparées par action de
l'Epichlorhydrine avec un composé hydroxylé (bisphénol A,
F ou mélange des deux), additionné d'un durcisseur. Le durcisseur
est un produit capable de réagir, soit avec l'Epichlorhydrine, soit avec
le Bisphénol [LEVC 95J.
Dans le premier cas, les durcisseurs utilisés sont des
polyamines (4,4' DiaminoDiphénylMéthane), des acides (acide
HexaHydroPhtalique), des anhydrides, des novolaques (résines
phénoliques thermoplastiques), des polyamides ou des Polyaminoamides.
Dans le second cas, le durcisseur est soit un acide organique,
soit un Polyisocyanate.
Chapitre II Réactions chimiques et mode
opératoire
Si les réactifs existent séparément, ils
seront mélangés avant emploi alors qu'ils durcissent à
température ambiante. Il existe des mélanges déjà
effectués avant emploi tels que les résines époxydiques
associées à des résines aminées, phénoliques
ou acryliques thermodurcissables qui durcissent par cuisson au four.
II.6. Constitution d'une résine
époxy

Résine 100PP (Part Pondéral) Durcisseur 10 à
50 PP
O
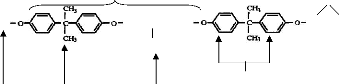
Bisphénol A l'Epichlorhydrine
O
Souplesse
O
H2C-CH-CH2-
CH2-CH-CH2 -CH-CH2
[ ]
OH
n
Résistance à l'hydrolyse
Résistance à la corrosion et
propriétés thermiques
Rigidité Propriétés adhésives
Site de réticulation
Les groupes époxydiques à chaque
extrémité de la chaîne et les groupes hydroxyles OH au
milieu de la molécule sont responsables de la très grande
réactivité des résines époxydes avec les
durcisseurs du type anhydride.
II.6.1. Mécanisme réactionnel

H + Na+OH- Na+
H Na+ + 2H2O
Page 37
Sel de sodium de Bisphénol A Eau
Chapitre II Réactions chimiques et mode
opératoire
Nous obtenons :

Nous obtenons :

+
O O O
H2C-CH-CH2-
CH2-CH-CH2+Na+
CH2-CH-CH2
O
H2C-CH-CH2
-CH2-CH-CH2- CH2-CH-CH2
O-Na+
O
Le sel de sodium attaque l'époxyde, donnant un
dimère. Ce dimère est un sel de Sodium.
Une molécule d'eau arrive et l'oxygène
négatif capte un proton. Ainsi on obtient le groupement alcool, et on
récupère NaOH.
O
H H

O O- O
H2C-CH-CH3 -CH2-CH-CH-
CH2-CH-CH2
O
O
Page 38
H2C-CH-CH3 -CH2-CH-CH-
CH2-CH-CH2 + Na++
OH
OH-.
II.6.2. Réaction avec le durcisseur
Les électrons de la diamine attaquent l'atome de
Carbone le plus proche de l'Oxygène de l'époxyde, donnant une
charge négative à l'Oxygène et positive à
l'Azote.

Chapitre II Réactions chimiques et mode
opératoire
Une paire d'électrons de l'oxygène arrache un
hydrogène fixé sur l'azote du groupement ammonium, et on obtient
un alcool et une amine.
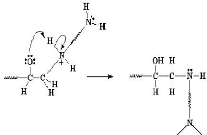
H H
Un autre groupe terminal époxyde s'ajoute sur le
même groupe amine.

Page 39
Chapitre II Réactions chimiques et mode
opératoire
Page 40
Ensuite deux groupes époxydes s'ajoutent à
l'amine à l'autre bout de la diamine reliant finalement tous les
oligomères dièpoxy en un grand réseau
moléculaire.

Les caractéristiques principales des résines
époxydes sont les suivantes [COLO 00] :
· Une faible absorption d'eau et un faible retrait qui
assurent une exceptionnelle stabilité dimensionnelle.
· Les performances mécaniques qui restent
très bonnes jusqu'à 100°C.
· Des bonnes propriétés diélectriques
: le facteur de perte tanä = 2,5.10-2 ; la constante
diélectrique s'=4,2 ; la résistivité Q=5.1015
Ù.cm ; la rigidité diélectrique Uc18-20 kV/mm.
· Une forte adhésion sur un grand nombre de
matériaux (groupes hydroxyles).
· Une très bonne résistance thermique
apportée par les noyaux aromatiques.
· Une résistance exceptionnelle aux divers agents
chimiques dépendant de l'agent durcisseur choisi.
Ces résines époxydes sont essentiellement
utilisées pour la réticulation des composites HP et
présentent les avantages suivants :
· Tenue mécanique, thermique (130 à
180°C) et à la fatigue.
· Faible retrait (1%).
· Stabilité dimensionnelle.
· Autoextinguibilité.
· Bon comportement chimique.
· Excellente adhérence sur fibres et
métaux.
· Mise en oeuvre sans solvant. Mais également les
inconvénients :
·
Chapitre II Réactions chimiques et mode
opératoire
Prix élevé.
· Temps de polymérisation plus élevé
que pour polyester.
· Sensibilité à l'humidité.
· Vieillissement sous température.
· Sensibilité au choc.
II.7. Mécanisme de polymérisation
La présentation sous forme différente (deux
composants) de la résine époxy est due au fait que le
mécanisme de polymérisation de ces résines est de type
polyaddition.
C'est le mélange des deux composants où
l'élévation de la température qui va faire démarrer
la réaction de polymérisation [RATN 03], [MONT
07].
Dans le cas de la polyaddition le durcisseur va faire partie
intégrante de la macromolécule finale. Les durcisseurs les plus
courants peuvent être comme nous l'avons vu de 4 types :
· Amorceurs de l'homopolymérisation.
· Comonomères diamines.
· Comonomères diphénols.
· Comonomères anhydrides de diacides.
Les plus utilisés sont les diamines et les anhydrides de
diacides. Notons que la fonctionnalité d'un prépolymère
époxy dépend du type de réactions mis en jeu [MIJO
98]. Le choix d'un durcisseur est un compromis entre plusieurs
caractéristiques :
· Viscosité du mélange réactif.
· Durée de vie en pot du mélange.
· Réactivité du système lors de la
mise en oeuvre.
· Propriétés finales : Tg,
module... reprise d'eau...
Les systèmes époxydes au cours de la
polymérisation permettent d'obtenir un préimprégné
légèrement poisseux (pégueux) et stockable et pas de
produits secondaires qui pourraient engendrer la formation de vides
préjudiciables à de bonnes caractéristiques
mécaniques et thermiques du composite final [LACI
00].
Page 41
Chapitre II Réactions chimiques et mode
opératoire
Page 42
Polyamines
aliphatiques
Polyamines
cyclophatiques
Amines
aromatiques
Polyaminoamides
|
Polyamines
utilisées comme durcisseurs de résine
époxy
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tableau II.3 : Polyamines
utilisées comme durcisseurs de résine époxy
Anhydride Phatalique (PA)
|
Anhydride MéthylTétraHydroPhtAlique (MTHPA)
|
Anhydride MéthylHéxaHydroPhtAlique (MHHPA)
|
Anhydride DoDécenylSuccinique (DDS)
|
Anhydride HéxaHydroPhtAlique (HHPA)
|
Anhydride Maléîque (MA)
|
|
Tableau II.4 : Anhydrides
d'acides
Autres liants associables : brai de houille,
résines vinyliques, résines acryliques, bitumes. Solvants
: cétones, esters, éthers de glycol, alcool butylique,
toluène, hydrocarbures aromatiques.
Chapitre II Réactions chimiques et mode
opératoire
Page 43
1,6-Hexandioldiglycidylether est aussi qualifié de
1,6-Bis (2,3-epoxypropoxy).
1,6-Hexandioldiglycidylether est une substance liquide
jaunâtre sans couleur avec une odeur propre. Elle est utilisée
comme solvant réactif dans les époxydes pour la réduction
de la viscosité. Elle peut déjà être ajoutée
à la composante de résine du PE à des concentrations
d'environ de 5% à 15% (sauf exception 30% à 40 %) pour augmenter
le temps de gel. Son caractère réactif doit permettre de
l'incorporer dans la structure du réseau sans qu'il perturbe fortement
celle-ci. Cette incorporation évitera toute perte par diffusion.
Diluants réactifs : éthers
glycidiques.

Etherglycidylique Aliphatiques
Cycloaliphatiques Aromatiques
Etherglycidylique d'allyle (AGE)
Etherglycidylique du butanediol (BDDGE)
Etherglycidylique de butyle (BGE)
Etherglycidylique de crésyle (CGE)
Etherglycidylique de phényle (PGE)
Etherglycidylique d'acides gras
Tableau II.5 : Diluants
réactifs
Autres réactifs (durcisseurs) :
Ethylène diamine, isophorone diamine, polyamine aromatique,
aliphatique et cyclique.
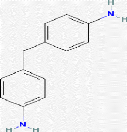
Figure II.7 : Structure
développée du durcisseur Polyamine
(4,4'
DiaminoDiphénylMéthane) C13H14N2
Dans le cas de la réticulation, la ductilité
disparaît progressivement par diminution de l'extensibilité
ë, laquelle est directement liée à la masse molaire moyenne
entre noeuds
MC15 : .
Chapitre II Réactions chimiques et mode
opératoire
Page 44
Le tableau 3 présente les valeurs d'aromaticité
pour les résines époxy réticulées avec les
différents durcisseurs amines ainsi que, à titre indicatif,
celles des autres types de résines.
Unité
Constitutive de
Répétition
DGEBA
|
Masse molaire
(g/mol)
1820
|
Taux
d'aromatique
pour 100g
Durcisseur
DDS
50,1
|
Taux
d'aliphatique
pour 100g
49,9
|
Rapport
aromatique/
aliphatique
1
|
TGAP
|
1798
|
42,3
|
57,7
|
0,73
|
TGDDM
|
2608
|
46,6
|
53,4
|
0,87
|
Tactix 742
|
2530
|
54,1
|
45,9
|
1,18
|
DGEBA
|
1716
|
Durcisseur ETHA
43,9
|
56,1
|
0,78
|
TGAP
|
1642
|
31,9
|
68,1
|
0,47
|
TGDDM
|
2400
|
37,5
|
62,5
|
0,6
|
Tactix 742
|
1374
|
47,6
|
52,4
|
0,91
|
DGEBA
|
1756
|
Durcisseur DDM
51,3
|
48,7
|
1,05
|
TGAP
|
1702
|
44,6
|
55,4
|
0,81
|
TGDDM
|
2480
|
49
|
51
|
0,96
|
Tactix 742
|
2434
|
56,2
|
43,8
|
1,28
|
Polyester
Insaturé
|
671
|
Autres résines
45,3
|
54,7
|
0,83
|
Vinyl ester
|
1027
|
51,8
|
48,2
|
1,07
|
Phénolique
|
105
|
70,5
|
29,5
|
2,39
|
Polyamide
|
408
|
54,9
|
45,1
|
1,22
|
|
II.8. Conclusion
Dans ce chapitre, nous avons mis en evidence les pricipaux
types de résine époxydes, le mécanisme réactionnel
entre la résine époxyde et le durcisseur et les changements
provoqués pendant le processus de polymérisation avec
présence de catalyseurs, charges minérales, le danger des
résine époxyde.
TECHNIQUES
EXPERIMENTALES
Chapitre III Techniques
expérimentales
Page 46
Chapitre 3
Techniques expérimentales
III.1. Introduction
Les techniques d'analyse thermique et de calorimétrie
sont des méthodes d'essais largement utilisées dans les
laboratoires d'analyse physico-chimique, ayant pour finalité le
contrôle qualité. Moins connues que les techniques
chromatographiques ou spectroscopiques, les techniques d'analyse thermique et
de calorimétrie se sont beaucoup développées durant ces
vingt dernières années grâce à l'apparition
d'instruments mieux adaptés aux besoins des laboratories. Elles sont
plus rapides et plus faciles à utiliser du fait du développement
de l'électronique et de l'informatique [LEPA 05J.
En permettant la caractérisation du comportement
thermique des matériaux, la détermination des principaux
paramètres thermodynamiques lors de la transformation ou de la
réaction, ces techniques ont à présent leur place à
part entière dans les laboratoires universitaires, les laboratoires
publics et privés, les laboratoires industriels de recherche et de
contrôle.
Les résines époxydes linéaires (liquides
ou solides) sont transformées en un réticulat tridimensionnel par
un processus réactionnel utilisant un agent de réticulation.
Les étapes réactionnelles de la
réticulation déterminent la morphologie et les
propriétés physiques, mécaniques et électriques du
réticulat.
La vitesse réactionnelle et le taux de conversion dans
les conditions de travail choisies sont des facteurs déterminants dans
la transformation de la résine époxyde. Par conséquent la
caractérisation cinétique de la résine transformée
est non seulement importante pour une meilleure compréhension des
relations structures-propriétés, mais elle est aussi fondamentale
pour l'optimisation des conditions de travail et la qualité du
produit.
L'insolubilité des résines thermodurcissables
rend difficile l'étude du mécanisme réactionnel de
réticulation. Toutefois des méthodes telles que la mesure de
l'indice de réaction, de la résistivité électrique
ou de la viscosité permettent de suivre l'avancement de la
réaction de réticulation liée aux changements des
propriétés physiques des systèmes
étudiés.
Chapitre III Techniques expérimentales
Page 47
Cependant une mesure exacte et continue de la vitesse de
réticulation n'a pas pu être obtenue par ces méthodes.
Les techniques calorimétriques semblent être des
méthodes plus efficaces pour l'étude qualitative et quantitative
du processus de réticulation.
A cet effet la DSC est couramment utilisée pour
l'étude cinétique de la réaction de réticulation.
Horie et Col ; ont étudié la réaction de
réticulation d'une résine polyester fumarate avec le
styrène en DSC isotherme. Ils ont observé une
autoaccélération élevée de la vitesse de
réticulation avec un taux de conversion final dépendant fortement
de la température. Kamal et Col ont étudié par DSC le
mécanisme de réticulation de systèmes époxy et
polyester. Ils ont décrit la cinétique de réticulation de
ces systèmes thermodurcissables par un modèle empirique. Des
études similaires ont également été
effectuées sur la réaction de réticulation des
résines époxydes.
Dans ce chapitre, nous allons mettre en exergue les
différentes techniques utilisées pour caractériser la
résine époxyde.
III.2. Analyse par Differential Scanning Calorimetry
(DSC) et Thermogravimétrie (TG)
L'analyse thermique et la calorimétrie sont
généralement classées en quatre grandes familles, à
savoir :
· L'analyse thermique différentielle (ATD),
· La calorimétrie, en particulier la
calorimétrie différentielle programmée (DSC),
· La thermogravimétrie (ATG),
· La dilatomètrie, en particulier l'analyse
thermomécanique (TMA).
La température étant le paramètre
essentiel d'étude, chacune des méthodes nous permet d'analyser le
comportement du matériau au chauffage ou au refroidissement.
L'analyse thermique différentielle indique à
quelle température se transforme ou réagit le matériau :
température de fusion, de cristallisation, de changement de phase, de
décomposition, d'oxydation, de réduction.
Elle est aujourd'hui plus particulièrement
employée pour la caractérisation des matériaux à
haute et très haute température jusqu'à 2400°C. Le
capteur est constitué de thermocouples dont la nature varie selon la
gamme de températures de l'appareil.
La calorimétrie mesure la chaleur (endothermique ou
exothermique) associée à la réaction.
La calorimétrie différentielle
programmée, en plus de la chaleur mesurée, détermine la
température de transformation comme l'ATD.
Cette méthode est aujourd'hui la plus répandue
dans le monde. Bien que limitée en gamme de températures (maximum
800°C), elle est utilisée dans l'industrie des polymères, de
la chimie organique et pharmaceutique, des produits pétroliers et
à présent de plus en plus dans
Chapitre III Techniques expérimentales
l'industrie alimentaire. Le capteur est constitué de
thermocouples traditionnels. C'est l'outil idéal pour la mesure des
paramètres thermodynamiques : enthalpie, chaleur spécifique,
paramètres cinétiques [CHER 97J.
La thermogravimétrie mesure la variation de masse du
matériau en fonction de la température. L'échantillon
disposé dans un four est suspendu à une balance servante de
capteur. L'analyse thermomécanique constitue une version moderne de la
dilatomètrie, en soumettant le matériau à
différentes contraintes (traction, pénétration,
compression...) [ZHOU 03J.
III.3. Spectroscopie Infra-Rouge à
Transformée de Fourier IRTF
L'intervalle d'étude par Infra-rouge de (4000-400
cm-1) est suggéré pour déterminer le
degré de cuisson. Ces bandes apparaissent au milieu de l'Infra-Rouge et
sont dues aux modes de vibrations fondamentales des différents groupes
organiques. En particulier le cycle oxiranne est présent à la
bande de 915 cm-1, et l'intensité du pic correspondant
diminue en fonction du temps de réaction de polymérisation.
La spectroscopie proche infrarouge est largement
utilisée pour l'analyse qualitative et quantitative de composés
contenant des groupements C-H, N-H, O-H, S-H, dont les vibrations sont
fortement anharmoniques. Bien que les applications aient été
principalement orientées vers l'agro-alimentaire, cette technique
s'applique aussi avec succès pour l'analyse des polymères,
biopolymères et composites. C'est l'une des rares techniques
non-destructives qui est utilisée au laboratoire pour contrôler le
process en ligne, même dans les lieux à risques.
Le tableau (III.1) ci-dessous comporte les longueurs d'onde,
les nombres d'onde et les fréquences pour le visible et les diverses
régions de l'infrarouge, les limites de ces régions pouvant
légèrement fluctuer suivant les auteurs.

Figure III.1 : Spectre
électromagnétique
Page 48
Chapitre III Techniques expérimentales
Page 49
L'absorption de radiations électromagnétiques par
une molécule induit...
· Une transition d'état de spin nucléaire
s'il s'agit d'une onde radio, ce qui est la base de la spectroscopie RMN.
· Une transition vibrationnelle s'il s'agit de radiation
infrarouge, base de la spectroscopie infrarouge.
· Une transition électronique s'il s'agit de
visible ou d'ultraviolet, base de la spectroscopie d'absorption UV-visible.
III.3.1. Application du proche infrarouge aux
polymères
Les domaines d'application du PIR sont très
variés, surtout en chimie macromoléculaire, pour
déterminer les caractéristiques des polymères et
composites, telles que :
· Composition de copolymère ou de mélange.
· Estimation du poids moléculaire.
· Conformation de chaîne ou configuration.
· Taux de cristallinité.
· Anisotropie.
· Influence de traitements thermiques ou
mécaniques.
· Suivi de polymérisation.
· Nombre d'hydroxyle, masse molaire.
· Contrôle de procédés en ligne.
· Contrôle de l'épaisseur de films ou
d'inductions.
· Viscosité.
· Mesure d'additif ou de charge.
· Identification d'emballages et recyclage.
· Études de fibres.
· Contrôle de routine d'ester de cellulose.
· Étude de produits en milieu aqueux ou dosage
d'eau
Les diverses techniques disponibles : transmission,
réflexion et transréflexion, permettent
généralement de faire l'analyse des
polymères, des mélanges réactionnels ou des composites
avec peu ou pas de préparation. Un avantage important du PIR est la
possibilité d'utiliser des fibres optiques de grande longueur et
relativement bon marché. De plus des cellules ont été
construites pour résister à la pression (1 000 bars) et à
des températures pouvant atteindre 400°C qui sont parfois
nécessaires pour la synthèse ou la mise en forme de certains
plastiques.
La faible absorption des harmoniques et des bandes de
combinaison permet de travailler en transmission sur des plaques de
polymères de plusieurs millimètres (ou plusieurs cm en utilisant
les deuxièmes ou troisièmes harmoniques) d'épaisseur.
Chapitre III Techniques expérimentales
Page 50
III.3.1.1. Polymérisation de résines
thermoplastiques
La polymérisation des monomères en
polymères peut-être contrôlée en temps réel
dans le réacteur par la PIR, même si les températures ou
les pressions sont élevées en utilisant des fenêtres en
Quartz ou Saphir. Par exemple la polymérisation haute pression de
l'éthylène peut-être ainsi suivie. La cinétique est
alors contrôlée en suivant les changements d'intensité des
bandes harmoniques et de combinaisons de l'éthylène et du
polypropylène à 8970, 8740 et 8260 cm-'.
Le PIR avait déjà permis de mesurer les
rapports CH3/CH2 et de détecter l'existence des
groupes CH mais il est difficile de préciser leurs positions dans le
squelette.
III.3.1.2. Polymérisation de résines
thermodurcissables
Pendant la réticulation d'une résine
thermodurcissable le mélange de petites molécules se transforme
pour donner un réseau insoluble et infusible. Les
propriétés optiques, électriques, viscoélastiques,
etc. varient pendant la réticulation où les liaisons de Van der
Walls et les faibles interactions sont remplacées par des liaisons
chimiques. L'analyse viscoélastique permet de suivre les diverses
étapes de la réaction même pour des mélanges de
polymères complexes ; elle est nécessaire pour la mise en forme
des matériaux mais elle ne fournit qu'une information globale sur le
système. L'analyse diélectrique malgré les excellents
travaux fondamentaux sur la diffusion des résines époxydes
purifiées, ou très récemment, sur certains aspects
physico-chimiques de la polymérisation, donnent essentiellement des
informations phénoménologiques. Il sera possible de suivre
globalement l'avancement de la réaction en temps réel par cette
technique mais il sera très difficile de contrôler la
réaction (process). Par contre l'analyse par spectroscopie infrarouge
est l'un des rares moyens de suivre l'avancement de la réaction en
suivant l'apparition ou la disparition de groupements fonctionnels et ceci en
temps réel pendant toute la réaction, pendant le passage du
mélange initial liquide à l'état solide final. Ceci est
indispensable car les lots de résine peuvent être
différents d'un fabricant à l'autre, les impuretés
contenues dans chaque lot pouvant modifier la cinétique de
réaction par des effets catalytiques.
La réticulation de résines époxydes avec
divers durcisseurs a fait l'objet de plusieurs investigations en PIR. Si
l'infrarouge moyen permet assez facilement de suivre qualitativement la
disparition du cycle époxy vers 920 cm-' les mesures
quantitatives par contre ne donnent toujours pas des résultats fiables
et il est assez difficile d'étudier les bandes OH et NH qui forment un
massif complexe vers 3000 - 3500 cm-'.
La PIR permet, pour un système époxyde/amine de
suivre les changements de concentration en époxyde à 4530 et 6060
cm-' (la bande de combinaison du CH de l'oxiranne vers 8600
cm-' est souvent faible car le CH est noyé dans le massif
hydroxyle) ainsi que la concentration en hydroxyle, éther et amines
(primaire, secondaire et tertiaire).
Chapitre III Techniques expérimentales
Page 51
Chapitre III Techniques expérimentales
Aujourd'hui, les époxydes (EP) résines sont
utilisés de manière intensive dans diverses applications
techniques telles que les revêtements, les composites matrices,
l'empotage composés, ou adhésifs structuraux. Ainsi, la Resin
Transfer Moulding (RTM) devient une des voies les plus prometteuses pour la
fabrication de structures composites utilisables dans l'aéronautique et
l'industrie automobile, malgré le peu d'informations disponibles sur la
chimie et les caractéristiques de durcissement des résines
thermodurcissables. Les conditions de polymérisation impliquent divers
paramètres pouvant influencer les propriétés
rhéologiques telles que la composition et la quantité de
durcisseur et diluants, la température de chauffage, le temps de
retenue,...En outre, l'insertion d'additifs pouvant influencer le processus de
polymérisation, en choisira la spectroscopie Raman pour contrôler
in-situ ou post-mortem localement la composition des
matériaux.
Notre but est de remplacer la DSC par la spectroscopie Raman
qui a l'avantage aussi d'être une méthode non destructive.
III.4. Bref historique de la spectroscopie Raman
En 1928, en Inde, Sir C.V. Raman (Figure III.2) a
été le premier à s'intéresser au
phénomène d'émission lumineuse
inélastique.

Figure III.2 : Sir C.V Raman
Le rayonnement émis par des molécules
bombardées contient des photons de même fréquence que ceux
du rayonnement incident, mais aussi des photons de fréquences
différentes. (approximativement 1 photon sur 1 million (0.0001%)
émis avec une longueur d'onde légèrement différente
de la longueur d'onde incidente. Le changement de fréquence est ainsi
appelé effet Raman.
Après la Seconde Guerre Mondiale, la spectroscopie
infrarouge est devenue la méthode la plus répandue, car plus
facile à utiliser, vu le développement de capteurs infrarouges
très sensibles et des avancées de l'électronique.
Malgré le développement des lasers dans les
années 60, la spectroscopie Raman resta largement confinée dans
les laboratoires, le système nécessitant d'être constamment
surveillé et calibré, les échelles de longueur d'onde
utilisées dépendant largement des conditions ambiantes, la
fiabilité des analyses exigeant des données bibliographiques peu
répandues à l'époque. De plus, la spectroscopie Raman
souffrait fortement du phénomène de fluorescence. La fluorescence
est une
Page 52
forte émission lumineuse venant de l'échantillon
qui interfère avec - et souvent noie complètement - le faible
effet Raman.
Cependant, le risque qu'un échantillon inconnu soit
fluorescent est fortement dépendant de la longueur d'onde du laser
utilisé pour l'excitation. Des publications récentes ont
montré que plus de 40% des échantillons naturels souffrent de
fluorescence, même avec des procédés modernes utilisant de
la lumière rouge (environ 800 nm) pour l'excitation. Ce n'est qu'en
rapprochant la longueur d'onde de l'infrarouge (longueurs d'onde d'environ 1
micron) pour éliminer la fluorescence.
En 1986, un interféromètre commercial
Infrarouge/Transformée de Fourier et une source d'excitation proche de
l'infrarouge ont été combinés pour obtenir un spectre
Raman. Ceci présente beaucoup d'avantages.
L'excitation laser proche de l'infrarouge réduit
considérablement le nombre d'échantillons susceptibles de donner
lieu à la fluorescence et permet d'utiliser des lasers plus puissants
sans photo décomposition [SOKO 93J.
La base de données d'interférométrie
obtenues par transformée de Fourier et spectroscopie Raman est
maintenant comparable à celles obtenues par infrarouge. Ceci facilite
l'identification des raies [PELL 07J.
Ainsi, il est possible d'analyser rapidement une large gamme
d'échantillons et d'obtenir un grand nombre de spectres avec une haute
résolution et ce en une seule mesure.
III.4.1. Mise en oeuvre
III.4.1.1. Domaines d'application, description sommaire et
schéma de principe
III.4.1.2. Principe de la spectrométrie Raman
En spectrométrie Raman, l'analyse se fait par
excitation du matériau. Porté à un niveau
énergétique virtuel par une puissante source lumineuse
monochromatique de type laser, il réémet ensuite une radiation
qui est collectée puis analysée par un détecteur
adéquat. Cette radiation comporte deux types de signaux. Le premier
très majoritaire correspond à la diffusion Rayleigh : la
radiation incidente étant diffusée élastiquement sans
changement d'énergie. Le second correspond à des photons en
nombre très limité pouvant interagir avec la matière.
Celle-ci absorbe (ou cède) de l'énergie aux photons incidents
produisant ainsi les radiations Stokes (ou anti-Stokes) (Figure III.3). La
variation d'énergie observée sur le photon nous renseigne alors
sur les niveaux énergétiques de rotation et de vibration de la
molécule concernée.
Chapitre III Techniques expérimentales
Détecteur
celle des raies Stokes notamment) car conformément
à la loi de répartition de Boltzmann la probabilité de
présence des états excités est très faible.
III.4.2. Structure d'un spectromètre Raman
CCD
Traitement des données
Page 54
Figure III.4 : Schéma de principe
d'un spectromètre Raman
Les radiations d'une source laser puissante sont conduites dans
une fibre optique jusqu'à l'échantillon à analyser et
provoquent son excitation. La lumière produite est recueillie par un
capteur, puis acheminée par une fibre optique jusqu'au
séparateur. Couplé à un détecteur celui-ci fournit
alors des données sur l'échantillon qui n'ont plus qu'à
être traitées informatiquement. III.4.3. Informations
accessibles par spectrométrie Raman
Les informations apportées par la spectroscopie Raman
sont relativement étendues :
· Identification de phases ou de composés
chimiques.
· Caractérisation des matériaux.
· Détermination de la structure
moléculaire.
· Etude des systèmes amorphes et cristallins.
La spectroscopie Raman fournit en effet des informations de
natures différentes. Elle permet de caractériser aussi bien
l'ordre structural à courte, qu'à moyenne ou grande distance,
ainsi que le type de liaison d'un composé et sa structure
cristalline.
Ses performances sont particulièrement remarquables.
Il s'agit de la méthode spectroscopique dotée de la meilleure
résolution (un micron) pour l'identification et la
caractérisation de composés ou de phases. Sa capacité
à identifier les systèmes amorphes est également
inégalée.
III.4.4. Avantages de la spectroscopie Raman
· Cette méthode est non-destructive et non
intrusive, l'échantillon analysé n'étant ni
dégradé ni modifié.
·
Chapitre III Techniques expérimentales
Page 55
Chapitre III Techniques expérimentales
Elle est facile à mettre en oeuvre. Le temps de
préparation est nul ou quasi nul. La nature des échantillons
solide, liquide, ou gazeux n'intervient pas. Elle ne requiert qu'une faible
quantité d'échantillon (1 mg).
· Elle peut être utilisée dans un grand
nombre de cas (matériaux hétérogènes,
échantillons dont la structure peut être orientée ou
non).
· Elle peut être couplée avec d'autres
méthodes analytiques, et offre la possibilité de mesures
in-situ.
· Elle est applicable aux solides atomiques.
· Elle est utilisable sur des échantillons de
très petite taille (jusqu'à 10-18 m3).
· Elle permet de travailler en milieu « hostile
», notamment à haute température, en présence de
phénomènes radioactifs ou sous atmosphère
contrôlée.
· Elle est sensible aux petites structures
(identification des systèmes amorphes, analyses des films très
fins pour lesquels les méthodes de diffraction sont parfois difficiles
à réaliser).
Dans la plupart des cas, la spectroscopie Raman permet
d'obtenir à peu près le même type de résultats que
la spectroscopie infrarouge, bien que le principe de la méthode soit
différent. Moins utilisée en raison de son coût, elle
présente toutefois un certain nombre d'avantages :
· L'effet Raman est indépendant de la longueur
d'onde excitatrice utilisée, ce qui permet de supprimer certains
phénomènes indésirables (fluorescence,
décomposition des substances colorées...) en choisissant une
longueur d'onde adéquate.
· Aucune polarisation permanente des molécules
n'est nécessaire (méthode efficace sur les molécules
diatomiques mononucléaires).
· La présence d'eau n'est pas gênante car
l'eau diffuse très peu en Raman (l'eau peut ainsi être
utilisée comme solvant).
· L'utilisation de cellules en verre est possible car le
verre est transparent dans les domaines spectraux concernés et son
spectre Raman est très faible.
· Les échantillons peuvent être
utilisés sous n'importe quelle forme, sans être dilués ni
altérés.
Ces avantages sont toutefois contrebalancés par la
gêne provoquée par quelques phénomènes tels que :
· L'émission du corps noir (par échauffement
de l'échantillon).
· La fluorescence (elle est beaucoup plus intense que
l'effet Raman lorsqu'elle se produit mais elle peut être
évitée en changeant de longueur d'onde).
· Les réactions photochimiques
(décomposition des substances colorées...).
· Les réactions multiphotoniques.
· La décomposition des échantillons par
échauffement.
De plus les progrès technologiques tendent à
réduire le surcoût de la spectroscopie Raman, et accroissent ses
performances. Ainsi, le spectromètre Raman à Transformée
de Fourier présente des avantages supplémentaires :
· Le problème de fluorescence ne se pose plus
grâce à l'utilisation d'une raie excitatrice peu énergique
(radiation à 1064 nm du laser Nd:YAG dans le proche infrarouge).
· Les substances colorées ne risquent pas de se
décomposer pour la même raison.
· L'analyse est plus rapide car tous les
éléments spectraux sont mesurés simultanément.
· La sensibilité est meilleure car une plus
grande quantité de photons est détectée dans le même
temps.
· Les fréquences sont déterminées
avec précision grâce à un laser qui positionne correctement
le miroir mobile de l'interféromètre.
III.5. Propriété Mécanique
III.5.1. Dureté Vickers
Elle est caractérisée par l'empreinte faite par
un identeur sous une charge donnée durant 15 secondes. L'identeur est
formé d'une pyramide en diamant à base carrée dont les
faces opposées font un angle de 136°. La charge appliquée
est comprise entre 1 et 120 Kgf. Le côté de l'empreinte est de
l'ordre de 0,5mm, la mesure s'effectuant à l'aide d'un microscope.
La figure III.5 montre une empreinte Vickers typique. Vickers
est également connu sous le nom de pyramide en diamant.
· Page 56
Figure III.5 : Empreinte Vickers
La géométrie du pénétrateur
Vickers est la même pour le test Vickers conventionnel « macro
».
La figure III.6 montre la schématique du
pénétrateur Vickers. La profondeur de pénétration
est de 1/7 ème de la diagonale.

Chapitre III Techniques expérimentales
·
· Figure III.6 : Schématique du
pénétrateur Vickers
On sait depuis longtemps que la présence de
nanocharges dans un polymère augmente les propriétés
mécaniques des polymères.
La micro-dureté Vickers (HV) est l'une des
caractéristiques mécaniques des matériaux durant les
traitements thermomécaniques. En général la dureté
d'un matériau caractérise sa résistance à la
déformation, sa mesure étant basée sur la
détermination des dimensions d'empreintes produites dans le
matériau par enfoncement d'un pénétrateur, sous l'action
d'une charge. Le rapport de la force appliquée F à la surface en
cours S de l'empreinte donne la dureté.
H =F S ·
Nous avons utilisé un micro-duromètre de type
BUEHLER MACROVICKERS 5114, équipé d'un microscope qui permet de
positionner l'empreinte sur la phase désirée et par la suite
mesurer le diamètre moyen des diagonales de l'empreinte D1 et
D2 à l'aide du microscope, qui y est intégré.
Un logiciel intégré aussi au micro-duromètre nous donne
HV.
Les écarts de mesures avec les traitements thermiques
peuvent être déterminées à l'aide de la formule
suivante :
S
·
·
Page 57
Ou :
xi : La valeur de la dureté de chaque
essai.
x : La moyenne des essais de la dureté.
n : Le nombre d'essais.
L'indice de confiance I95% = +-
2S
Pour réaliser ces tests, il faut au préalable
faire un polissage des échantillons pendant
15mn à température ambiante, en présence
d'eau comme lubrifiant ; ensuite on les polit de
nouveau pour obtenir une surface plane. Pour avoir de bonnes
valeurs, les tests sont effectues 5
fois sous une force de 5KN.
Chapitre III Techniques expérimentales
Page 58
III.6. Conclusion
Dans ce chapitre, nous nous sommes intéressés
aux méthodes de caractérisation des résines
époxydes telles que la DSC et l'ATG dont le but de les utiliser pour
déterminer les propriétés thermiques des
polymères.
D'autre part, nous avons décrit en détail le
mode de fonctionnement des méthodes spectroscopiques telles que
l'Infrarouge à Transformée de Fourier et Raman, tout en
présentant leurs avantages et domaine d'utilisation.
Il est à noté que l'utilisation du Raman
présente de nombreux avantages tels que la non-destruction de
l'échantillon et ne nécéssite pas de préparation
d'échantillon et surtout permet de faire des mesures
in-situ.
L'utilisation des méthodes de caractérisation
et spectroscopiques fera l'objet d'étude détaillée au
chapitre suivant.
RESU LTATS
ET DISCUSSION
Chapitre IV Résultats et
discussion
Chapitre 4
Résultats et discussion
IV.1.Introduction
Dans ce chapitre, nous avons procédé à
l'analyse de la résine RTM6 (Annexe A) par des méthodes :
§ Thermiques telles que :
· la DSC, la résine utilisée avec et sans
les nanocharges TiO2 : pour l'étude de la variation de
l'enthalpie de la réaction Ä(H)=f(t) et du ratio de conversion
.
· la thermogravimétrie ATG, pour l'étude
de la variation de masse de l'échantillon en fonction du temps.
§ Spectroscopiques :
· l'Infra-Rouge : obtention des spectres permet de
déduire les différentes fonctions ou groupements chimiques en
fonction du nombre d'onde.
· Raman (méthode non-destructrice et non
intrusive) : pour l'étude du taux de réticulation en fonction du
temps et de la température, et finalement de justifier le remplacement
de la DSC par cette méthode.
§ Mécaniques : à titre d'exemple, on se
limitera à l'étude de la dureté.
IV.2. Réactifs
Les formulations utilisées dans cette étude
comprennent :
La résine époxyde Diglycidyl Ether du
Bisphénol A ((4-(2, 3 epoxypropoxy) phenyl) propane) (DGEBA),
utilisée sous sa présentation commerciale (Dow Chemical Company ;
DER 332). Le durcisseur est 4,4'-DiaminoDiphenylSulfone (DDS). Les structures
chimiques et la réaction de réticulation de la DGEBA par la DDS
est donnée par la figure suivante :
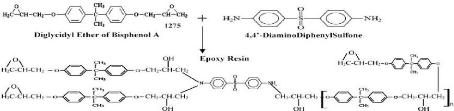
Figure IV.1 : Mécanisme
réactionnel [FARQ 04]
Page 60
Chapitre IV Résultats et discussion
Page 61
Pour ce qui concerne la fabrication du matériau, la
résine époxy est déjà préparée (RTM6)
par Hexel Composite, la RTM6 est prémixée amine-époxy
développée pour le processus Resin Transfer Moulding.
IV.3. Méthodes thermiques
IV.3.1. La DSC : (Differential Scanning Calorimetry)
IV.3.1.1. Matériel et mode opératoire
La DSC est la technique très souvent utilisée,
par le Pôle de Plasturgie de l'Est PPE à Saint Avold pour la
caractérisation et l'analyse cinétique pendant le chauffage de la
résine époxyde RTM6, elle mesure l'enthalpie à
différentes températures de chauffage. D'autre part, elle permet
une étude qualitative et quantitative du processus de
réticulation.
Les propriétés physiques, mécaniques et
électriques du réticulat dépendent des conditions du
processus de réticulation de la résine. De plus, l'étude
cinétique de réticulation est non seulement importante pour mieux
comprendre la relation structure-propriété, mais aussi pour mieux
optimiser les conditions de travail lors de la transformation, et ce
malgré l'insolubilité des résines thermodurcissables.
D'autres méthodes telles que la mesure de l'indice de réfraction,
de la résistivité électrique ou de la viscosité
permettent de suivre l'avancement de la réaction de réticulation
liée aux changements des propriétés physiques des
systèmes étudiés, sans toutefois donner une mesure exacte
et continue de la vitesse de réticulation.
Ces mesures calorimétriques sont
réalisées à l'aide d'un appareil DSC 30 (Mettler Toledo
TC11) constitué d'un ordinateur et de divers logiciels d'analyse, d'une
microbalance et d'une imprimante. L'appareil est à refroidissement sous
Azote.
IV.3.1.2. Détermination de la vitesse de chauffe
optimale
Pour déterminer la vitesse de chauffe optimisée
en mode dynamique, nous avons pris six échantillons de masse
différentes allant de 5 à 10mg et on procède à un
chauffage à différentes vitesses de chauffe
1°C.min-1, 2°C.min-1,
5°C.min-1, 10°C.min-1,
20°C.min-1 et 30°C.min-1. L'enregistrement est
réalisé entre 30°C et 350°C et un exemple est
montré dans les (Figures IV.2 et IV.3), ceci nous permettant de pouvoir
déterminer l'énergie totale de réaction et enfin la
vitesse de chauffe optimale.
Chapitre IV Résultats et
discussion
01°C.min-1 02°C.min-1
05°C.min-1 10°C.min-1

Puissance (mw)
Température (°C)
Figure IV.2 : DSC de la RTM6 à
1°C.min-1, 2°C.min-1,
5°C.min-1, 10°C.min-1
20°C.min-1 30°C.min-1

Puissance (mw)
Température (°C)
Page 62
Figure IV.3 : DSC de la RTM6 à
20°C.min-1 et 30°C.min-1
|
Vitesse de chauffage (°C.min-1)
Enthalpie (J.g-1)
|
|
1
|
439,29
|
|
2
|
435,32
|
|
5
|
437,00
|
|
10
|
439,57
|
|
20
|
432,89
|
|
30
|
434,05
|
Tableau IV.1 : Enthalpie totale de la RTM6
obtenue par DSC à différentes vitesses de chauffe
Le tableau (IV.1), représente l'enthalpie totale de
réaction obtenue par DSC à différentes vitesses de
chauffe. L'aire sous la courbe nous donne l'enthalpie de réaction
d'où une bonne réticulation.

Chapitre IV Résultats et discussion
Vitesse de chauffe optimisée 10°C.min-1
Vitesse de chauffe (°C.min-1)
Pic de température (°C)
Page 63
Figure IV.4 : Variation du pic de
température en fonction de la vitesse de chauffe
On remarque d'après la figure (IV.4) que plus on
augmente la vitesse de chauffe plus le pic de température maximum
augmente ceci jusqu'à une stabilité, parce que l'étude
cinétique de réticulation est non seulement importante pour mieux
comprendre la relation structure-propriété, mais aussi elle donne
les éléments qui permettent d'optimiser les conditions de travail
lors de la transformation. La vitesse de chauffe optimale est de
10°C.min-1 ceci parce qu'elle représente le bon
compromis entre les vitesses de chauffe relativement basses (1, 2, et
5°C/min) et la saturation. De plus pour des vitesses de chauffe faibles,
la durée d'induction de la réaction est plus grande. Le
relâchement des chaines polymères se fait dans un domaine de temps
plus large permettant ainsi le rapprochement des sites réactionnels et
par la même leur réactivité.
Pour des vitesses de chauffe élevées (20 et
30°C/min), l'enthalpie réactionnelle décroit très
faiblement. En effet le système durcit plus rapidement laissant intacts
des sites réactionnels dont l'accès est rendu difficile par la
prise en masse.
IV.3.1.3. Mesures en DSC de la RTM6
Pour ces mesures, les échantillons sont introduits dans
un four préchauffé à des températures
différentes 100°C, 135°C et 150°C et ceci pendant des
temps de chauffe variant de 1 Heure à 6 Heures.
Ils sont ensuite analysés en DSC à la vitesse de
chauffe optimale défie précédement à savoir
10°C.min-1 et une valeur moyenne est donc obtenue pour chaque
grandeur mesurée. Pour toutes les mesures effectuées, les
échantillons sont scellés dans des capsules hermétiques,
la référence étant une capsule vide.
Chapitre IV Résultats et discussion
a) DSC à 100°C
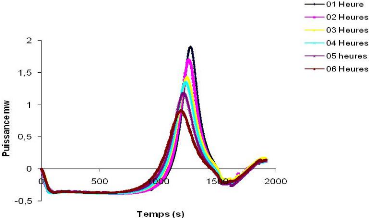
Figure IV.5 : DSC de la RTM6 à
10°C/min pour 100°C à différents temps [01-06]
heures
Temps (H) 1
|
2
|
3
|
4
|
5
|
6
|
|
Htotal (J.g-1) 432,07
|
427,45
|
408,48
|
396,54
|
379,65
|
349,56
|
Tableau IV.2 : L'énergie totale de
réaction de la RTM6 à différents temps pour 100°C
b) DSC à 135°C
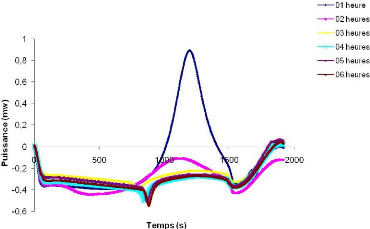
Figure IV.6 : DSC de la RTM6 à
10°C/min pour 135°C à différents Temps [01-06]
heures
Page 64
Temps (H) 1
|
2
|
3
|
4
|
5
|
6
|
|
Htotal (J.g-1) 383,31
|
170,34
|
79,15
|
69,86
|
69,71
|
63,50
|
Tableau IV.3 : L'énergie totale de
réaction de la RTM6 à différents temps pour
135°C
Chapitre IV Résultats et
discussion
Figure IV.7 : DSC de la RTM6 à
10°C/min pour 150°C à différents temps [01-06]
heures
Page 65
c) DSC à 150°C
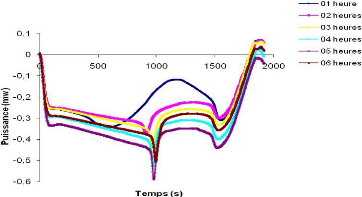
|
Temps (H) 1
|
2
|
3
|
4
|
5
|
6
|
|
Htotal (J.g-1) 118,58
|
54,17
|
53,91
|
41,75
|
38,14
|
37,09
|
Tableau IV.4 : L'énergie totale de
réaction de la RTM6 à différents temps pour
150°C
D'après, les figures (IV.5, IV.6 et IV.7), la chaleur
de réaction déduite des courbes DSC est estimée en
intégrant l'aire du pic exothermique. (Premier pic) Pour ce qui concerne
la chaleur de réaction qui correspond à l'enthalpie de
réaction, un intervalle de temps de 1 à 2 min est
nécessaire pour atteindre le régime permanent de l'appareil. Le
scan est arrêté lorsque la machine DSC commence à donner un
signal stable, la chaleur de réaction est alors estimée en
traçant une ligne horizontale, en extrapolant la ligne de base reliant
le début et la fin de la cuisson puis on intègre l'aire du pic
exothermique (Figure 8).

Aire du pic
Puissance (mw)
Temps (s)
Figure IV.8 : Méthode
d'intégration
Chapitre IV Résultats et discussion
On remarque que l'enthalpie de la réaction diminue en
fonction du temps de chauffage Figure (IV.9).

Enthalpie de réaction (J.g-1)

Temps du chauffage (H)
Page 66
Figure IV.9 : Variation de l'enthalpie de
réaction en fonction du temps de chauffage
Quant au second pic, il correspond à l'enthalpie
résiduelle due aux groupements n'ayant pas réagi (Figure
IV.10).
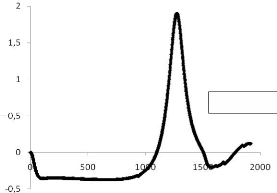
Second pic
Puissance (mw)
Temps (s)
Figure IV.10 : Second pic de
réaction
La cuisson du système époxy-amine est un
mécanisme réactionnel complexe avec un phénomène
auto catalytique pendant tout le processus. Les schémas de
réaction du groupe amine primaire et secondaire avec le groupe
époxyde sont relativement bien établis lors de la cuisson dans
des conditions normales. Pour des conditions extrêmes, à de hautes
températures, s'ajoute à la réaction le
phénomène d'estérification. D'autre part, ces
réactions sont catalysées par des impuretés
présentes dans la résine ou bien par des amines tertiaires et des
hydroxyles produites lors de l'autocatalyse.
Chapitre IV Résultats et
discussion
Page 67
Le taux de réticulation en fonction du temps est
calculé de la façon suivante :
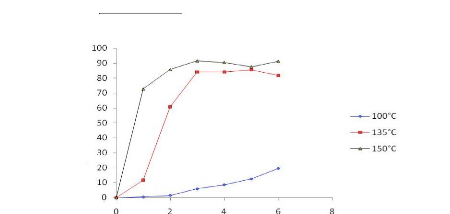
Taux de Réticulation (%)
%reticulation = 100.
(1)
D H
total
DH total - DHresidual
Temps (H)
Figure IV.11 : Variation du taux de
réticulation de la RTM6 à différents temps et
températures
D'après la figure (IV. 11) on remarque que pour le
même échantillon plus on augmente la température et le
temps plus le taux de réticulation de la résine époxy
augmente ; cela signifie que ces paramètres température et temps
sont primordiaux pour le processus de réticulation de la résine
époxyde. Dans notre cas, le meilleur taux de réticulation est
obtenu à 150°C pour une durée de chauffage de 6 heures.
IV.3.1.4. Analyse cinétique
Plusieurs modèles sont utilisés pour la
description de la cinétique de réaction du système
époxy amine. La vitesse de réaction est donnée en
général par les équations suivantes :
r =
dt
(3)
da =kf(a)=Aexp(-E
RT)f(a)
Où r : Vitesse de réaction,
á : Taux de conversion,
t : Temps,
k : Constante d'Arrhenius k = A exp
(-E/RT)
A : Facteur pré-exponentiel,
E : l'Energie d'activation,
R : Constante des gaz,
T : Température absolue.
Chapitre IV Résultats et discussion
Les modèles les plus fréquemment utilisés
sont les modèles cinétiques d'ordre n et la combinaison
des modèles autocatalytique est d'ordre n sont décrit
par les équations suivantes :
da
r= = k ( 1 - )n
a
d
(Modèle d'ordre n) (3)
t
Page 68
|
da
r = =
dt
|
( m )( )n
k k
1 + 2 1 -
a a
|
(Modèle autocatalytique) (4)
|
Où k, k1 et k2
sont des constantes,
m et n : Ordre de réaction.
Le taux de conversion et la vitesse de réaction sont
déterminés directement à partir des thermogrammes de DSC
par les relations suivantes :
da 1 dDH t dt D H dt
Tot
|
(6)
|
Où MHt : l'enthalpie isotherme au
temps t
MHTot : l'enthalpie totale de réticulation
obtenue par le test subséquent en dynamique.
Les figures (IV.12), (IV.13) et (IV.14) montrent la variation
de la vitesse de réaction obtenues à partir des courbes DSC et
des équations précédentes.
Nous remarquons pour les différentes formulations que
la vitesse réactionnelle (dá/dt) augmente en
général avec la température. Pour toutes les formulations
étudiées, nous constatons que le temps au maximum du pic
(tp) diminue avec l'augmentation de la température,
alors que la conversion augmente en fonction de la température et du
temps.
Chapitre IV Résultats et discussion

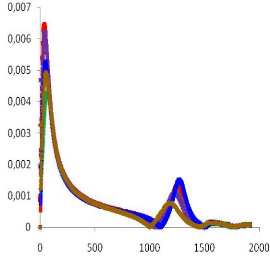
d /dt (1/°C)
Temps (s)
Figure IV.12 : Vitesse de réaction
en fonction du temps pour la RTM6 à 100°C

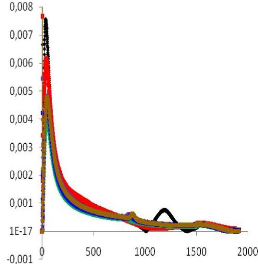
d /dt (1/°C)
Temps (s)
Page 69
Figure IV.13 : Vitesse de réaction
en fonction du temps pour la RTM6 à 135°C
Chapitre IV Résultats et
discussion

d /dt (1/°C)
Temps (s)
Page 70
Figure IV.14 : Vitesse de réaction
en fonction du temps pour la RTM6 à 150°C
Les courbes de la vitesse de réaction en fonction du
temps sont ajustées à l'aide de l'équation
cinétique (4). Cette équation est modifiée pour tenir
compte de l'effet de la diffusion, qui apparaît lorsque la résine
passe de l'état caoutchoutique à l'état vitreux.
Dans cette équation modifiée ámax,
le maximum de conversion obtenue à chaque température
remplace le nombre 1 dans le membre de droite de l'équation. D'autre
part ámax est calculée à partir des enthalpies
de réaction et des enthalpies résiduelles obtenues par DSC. Les
variations observées en DSC sont ajustées à l'aide de
l'équation de Karkanas et Partridge.
da
dt
|
k 1 ( 1 - )
1 +
n k m
2 ( 1 ) 2
n
a a - a
|
(7)
|
Le tableau (IV.5), résume les paramètres
obtenues par ajustement des données expérimentales à
l'aide des équations (4) et (7). Les valeurs des facteurs
pré-exponentiels et l'énergie d'activation sont calculées
à partir de la température de chauffage qui dépend des
constantes k1 et k2 en utilisant
l'équation d'Arrhenius.
La constante k1, correspond aux
réactions entre la fonction époxy et les groupements amines,
catalysées par des impuretés. Quant à
k2, elle correspond aux réactions entre la fonction
époxy et les groupements amines, catalysées par les groupements
hydroxyles initialement présents et formés durant la
réaction de cuisson.
Les valeurs de E1 et E2
pour des cuissons des échantillons conventionnellement sont
obtenue par Karkanas et Partridge.
L'évaluation des paramètres cinétiques
est faite par une méthode analytique de régression des moindres
carrés non-linéaire.
Chapitre IV Résultats et discussion
Page 71
Température
de
chauffage
(°C)
|
Equation (4)
100°C 135°C 150°C
Equation (7)
100°C 135°C 150°C
|
k1 (10-5
s-1)
|
k2 (10-3
s-1)
|
m
|
n
|
n1
|
n2
|
|
da = k
(
|
m )( )n
k a 1 - a
+ 2 (4)
|
|
1
dt
|
|
2,21
|
0,53
|
0,95
|
0,59
|
-
|
-
|
|
3,52
|
0,92
|
1,09
|
0,66
|
-
|
-
|
|
4,30
|
1,35
|
1,11
|
0,79
|
-
|
-
|
|
da n
n k m
= k1 (1 - ) 1
a + a - a
2 ( 1 ) 2 (7)
dt
|
|
2,15
|
0,51
|
0,95
|
-
|
0,52
|
0,66
|
|
3,43
|
0,89
|
1,07
|
-
|
0,58
|
0,73
|
|
4,11
|
1,28
|
1,05
|
-
|
0,71
|
0,86
|
Tableau IV.5 : Estimation des
paramètres cinétiques à partir des modèles
cinétiques déterminés par DSC Equation (4) :
A1 = 22420 s-1 E1 =
71,l kJ.mol-1 A2 = 10256 s-1
E2 = 55,65 kJ.mol-1
Equation (7) : A1 = 25820
s-1 E1 = 73,6 kJ.mol-1
A2 = 25460 s-1 E2 = 61,84
kJ.mol-1
Dans cette partie, nous avons étudié la
résine RTM6 pure par la DSC, méthode qui nous a permis de
déduire le taux de réticulation de la résine pure et de
procéder à l'analyse cinétique.
L'étude calorimétrique détaillée
de la RTM6 à pour but d'étudier la cinétique de cuisson du
système époxy-amine. Plusieurs modèles cinétiques
sont utilisés dont le but de décrire le processus de cuisson par
DSC. Le taux de réaction des groupes époxydes avec les amines
sont déterminés et fités par le modèle
cinétique autocatalytique. L'amélioration de ce modèle
permet et pour des limitations du phénomène de diffusion entre
les valeurs expérimentales et la prédiction du taux de
réaction.
En comparant entre les données expérimentaux et
le modèle prédit pour le mode dynamique à
différentes vitesses de chauffes allant de 1 à
30°C.min-1 (Figures 2 et 3) et en accord aux premiers stages de
réactions mais la divergence apparaît vers la fin de la cuisson.
Le modèle initial est modifié en utilisant deux ordres de
réactions différents n pour les deux schémas de
réactions précédemment mentionnés
IV.3.1.5. Influence des Nanocharges TiO2 sur les
propriétés de la RTM6
Pour améliorer les propriétés thermiques
et mécaniques de la résine époxyde RTM6 pure, on a
ajouté des particules de TiO2 pour former un matériau
Nanocomposite utilisé industriellement et de grande diffusion. Le choix
des nanoparticules de TiO2 parce que ce sont des particules
inertes.
Chapitre IV Résultats et discussion
Caractéristiques physiques et Chimiques du
TiO2 (PC 500) Millenium Inorganic Chemicals
|
Indications générales
|
Poudre
|
|
Etat physique
|
Blanc
|
|
Couleur odeur
|
Inodore
|
|
Point de fusion
|
> 1800°C
|
|
Point d'ébullition
|
Non déterminé
|
|
Point éclair
|
Non applicable
|
|
Inflammabilité (Solide, gazeux)
|
Le produit n'est pas inflammable
|
|
Danger d'explosion
|
Le produit n'est pas explosif
|
|
Densité
|
20°C Anatase 3,9 g/cm3
Rutile 4,2 g/cm3
|
|
Densité en vrac à 20°C
|
500 - 900 Kg/m3
|
|
Solubilité dans/miscibilité avec
l'eau
|
Insoluble
|
|
pH (100g/l) à 20°C
|
7
|
|
Surface spécifique
|
250 m2/g
|
|
Diamètre des charges
|
5-10 nm
|
Une fois les nanocharges de TiO2 injectées dans
la résine, on fait passer le tout dans un malaxeur, les mélanges
obtenus sont avec des taux de TiO2 de l'ordre de 1%, 2%, 5% et 10%
de la masse de la résine pure.
Analyse par Microscopie Electronique à Balayage
(MEB)
Dans un premier temps nous avons utilisé La Microscopie
Electronique à Balayage (MEB) pour apprécier la dispersion des
Nanocharges de TiO2 dans la résine.
On étudie la dispersion des Nanocharges de TiO2
dans le mélange et ce aux taux cités précédemment
(1%, 2%, 5% et 10%).
i. MEB pour la résine avec 1%
TiO2

Page 72
Figure IV.15 a : MEB de la RTM6 au coeur
de l'échantillon à 1% de TiO2
Chapitre IV Résultats et discussion

Page 73
Figure IV.16 b : MEB de
l'échantillon RTM6 à la surface de l'échantillon à
1% de TiO2
Ces figures (Figure IV.15 a) et (Figure IV.16 b) obtenues par
Microscopie Electronique à Balayage (MEB) correspondent à la
prise d'images en deux endroits différents, le coeur (a) et la surface
(b) de l'échantillon. D'autre part, on remarque que les Nanocharges de
TiO2 rejoignent la surface de la résine (Figure IV.16), ce
qui justifie leur injection pendant le processus de réticulation de la
résine, et non avant, car la résine, stockée dans un
congélateur à - 18°C est très dure donc difficile
à manipuler ; d'où la nécessité de la laisser
revenir à la température ambiante au bout de 15 min
Pour un faible taux de TiO2, de l'ordre de 1%, les
Nanocharges ajoutées se regroupent à la surface de la
résine
On conclue qu'à faible taux de TiO2 on a une
bonne dispersion à la surface de l'échantillon. ii. MEB
pour la résine avec 2% TiO2

Figure IV.17 : MEB de l'échantillon
RTM6 à la surface de l'échantillon 2% de TiO2
Chapitre IV Résultats et discussion
iii. MEB pour la résine avec 5% et 10% de
TiO2

Figure IV.18 : MEB de
l'échantillon RTM6 à la surface de l'échantillon 5% et 10%
de TiO2
Quand le taux de TiO2 passe à 2% (Figure
IV.17 a), on observe l'apparition de stries minuscules sur le substrat,
provoquée par l'augmentation de ce taux qui en plus du transfert des
Nanocharges de TiO2, est du à un effet de cisaillement
vraisemblablement due à une absorption plus grande d'énergie.
Plus de stries apparaissent quand ou augmente davantage le
taux de TiO2 (5% et 10%) (Figure IV.18) ; ce qui a pour
conséquence d'empêcher la réticulation complète de
la résine, le matériau devenant plus fragile, ceci étant
dû à la formation d'agrégats très gros qui forment
des sites d'amorçage à rupture, à la manière d'une
bulle d'air [COLI 02J.
D'après le spectre MEB on trouve aussi des traces de
chlore due à l'Epichlorhydrine et du Soufre due au durcisseur DDS.
a) DSC de l'échantillon RTM6 contenant des
Nanocharges de TiO2
Les échantillons à différents taux de
TiO2, chauffés à 135°C pour une durée de 6
heures et une vitesse de chauffe de 10°C.min-1 sont
analysés par DSC (Figure IV.19), l'enregistrement ayant
été réalisé entre 30°C et 350°C. Les
conditions d'étude sont identiques à celles de la résine
pure, car elles correspondent à un taux de réticulation
adéquat.
Page 74
Chapitre IV Résultats et discussion

Puissance (mw)
1% TiO2 2% TiO2 5% TiO2 10% TiO2
Température (°C)
Figure IV.19 : DSC de la RTM6 à
135°C à 10°C.min-1 à différents taux
de TiO2
|
Taux de TiO2 (%) 0
|
1
|
2
|
5
|
10
|
|
Htotal (J.g-1)
79,15
|
86,41
|
133,28
|
135,01
|
104,41
|
Tableau IV.6 : L'énergie totale de
réaction de la RTM6 à différents taux de
TiO2
D'après la figure (IV.19) et le tableau (IV.6) on
constate qu'aux faibles taux de TiO2 la réticulation augmente
et pour des taux de TiO2 plus important la réticulation
diminue, empêchant la réticulation de la Résine et
entraînant une augmentation de la dureté (et donc des
propriétés mécaniques).

d /dt (1/°C)
Temps (s)
1% TiO2 2% TiO2 5% TiO2 10% TiO2
Page 75
Figure IV.20 : Vitesse de réaction de
la RTM6 à différents taux de TiO2
Les courbes obtenues Figure (IV.20) de la vitesse de
réaction de la RTM6 à différents taux de TiO2
semblent avoir toute la même allure, le décalage observé
correspondant à un ralentissement du phénomène de
réticulation dû aux taux élevés de
TiO2.
Chapitre IV Résultats et discussion
Page 76
IV.3.2. Analyse Thermogravimétrique et
Thermogravimétrie Différentielle
Cette méthode permet d'évaluer la stabilité
thermique et de déterminer les paramètres cinétiques lors
de la décomposition thermique tels que l'énergie d'activation.
Les analyses de thermogravimétrie sont
réalisées à l'aide d'un appareil SETARAM 92-12
constitué d'un ordinateur et de divers logiciels d'analyse avec une
vitesse de chauffe de 10°C.min-1 pour une période de
conversion de 14s. Les échantillons étant chauffés
à 135°C durant 6 Heures.
TiO2 pur
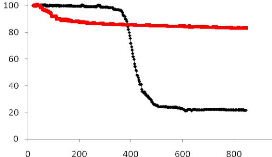
Perte de masse %
Température (°C)
Figure IV.21 : ATG pour RTM6 et
TiO2 pur à 10°C.min-1
Les courbes de thermogravimétrie données par la
figure (IV.21) montrent l'analyse thermique de la résine époxyde
et du TiO2 pur à la vitesse constante de chauffe à
10°C.min-1, ainsi que la décomposition thermique. La
stabilité thermique sur les courbes de l'ATG de la résine
époxyde est observée jusqu'a 300°C, le TiO2
étant thermiquement stable car il est pur à 99,5%. La fin de la
décomposition thermique avoisine les 650°C.

Deriv. Perte de masse (%/min)
Température (°C)
Figure IV.22 : Courbes de DTG de
l'échantillon à 10°C.min-1
Chapitre IV Résultats et discussion
La figure (IV.21) montre les courbes de l'analyse
thermogravimétrie de la résine époxyde à
différents taux de TiO2 correspondant à la vitesse de
chauffe de 10°C.min-1.
1% 2% 5% 10%
Plus on augmente le taux de TiO2 pour une vitesse
de chauffe constante, le taux de dégradation est meilleur pour la RTM6
pure aide à l'amélioration de la stabilité thermique du
Nanocomposite. Pour le taux de 10% les particules de TiO2 sont
complètement dispersées dans la résine époxyde.
Cela facilite l'attachement des Nanocharges avec la résine
époxyde et le taux de réticulation augmente en augmentant le taux
de TiO2 jusqu'a une valeur limite.

Perte de masse O/
30
Température (°C)
Figure IV.23 : ATG pour la résine
RTM6 à 10°C.min-1à différents taux de
TiO2
5°C.min-1 10°C.min-1
20°C.min-1 30°C.min-1

Perte de masse O/
30
Température (°C)
Page 79
Figure IV.24 : ATG pour la RTM6 à
1% TiO2 à 5, 10, 20 et 30°C.min-1
Chapitre IV Résultats et discussion
La figure VI.24, correspond à l'ATG de la résine
époxyde à 1% de TiO2 à différents
vitesses de chauffe 5, 10, 20 et 30°C/min ; on remarque une
décomposition initiale à partir de 150°C relative à
la décomposition de la matrice de la résine époxyde
pure [MONN 98], [BOUK 88]. En se basant sur le nombre de pics
de la courbe DTG, la perte de masse de l'échantillon s'éffectue
en deux étapes, la première étant très complexe,
entre 500 et 800°C, la première perte de masse (63,44%),
correspondant aux groupements époxyde, la seconde (26,422%)
correspondant aux autres groupements, la perte de masse restante étant
attribuée aux impuretés et à l'eau. On remarque que
lorsque la vitesse de chauffe augmente une stabilité des pertes de
masse. Parce que on dégrade plus vite à due de l'effet de la
vitesse de chauffe.
Pour la détermination des paramètres
cinétiques tels que l'énergie d'activation, on soumet les
différents échantillons à l'analyse
thermogravimétrique, et ce à plusieurs vitesses de chauffe (5,
10, 20 et 30°C.min-1), à taux de TiO2
constant, comme le montrent les figures (IV.24), (IV.25), (IV.26) et
(IV.27).

Perte de masse %
30
5°C.min-1 10°C.min-1
20°C.min-1 30°C.min-1
Température (°C)
Figure IV.25 : ATG pour la RTM6 à
2% de TiO2 à 5, 10, 20 et 30°C.min-1
Page 80
Chapitre IV Résultats et discussion
5°C.min-1 10°C.min-1
20°C.min-1 30°C.min-1

Perte de masse %
30
Température (°C)
5°C.min-1 10°C.min-1
20°C.min-1 30°C.min-1
Figure IV.26 : ATG pour la RTM6 à 5%
de TiO2 à 5, 10, 20 et 30°C.min-1

Perte de masse %
30
Température (°C)
Figure IV.27 : ATG pour la RTM6 à 10%
de TiO2 à 5, 10, 20 et 30°C.min-1
Page 81
% TiO2
Figure IV.28 : Variation de dm en fonction
du taux de TiO2
Chapitre IV Résultats et discussion
Page 84
Les énergies d'activation, établies pour deux
valeurs de la conversion cc (50% et 98%), sont déduites par le calcul
à partir de la pente des droites représentées par les
figures (IV.30) et (IV.31). Les tableaux (IV.7) et (IV.8) reflètent une
légère diminution des énergies d'activation obtenues lors
de la première étape par la méthode Kissinger par rapport
à la méthode Flynn-Wall-Ozawa, est l'inverse en ce qui concerne
la seconde étape.
En conclusion, nous observons une cohérence entre les
deux méthodes et on constate une augmentation de l'énergie
d'activation avec le taux de TiO2.
IV.4. Méthodes spectroscopiques
Les méthodes spectroscopiques en particulier
l'Infra-Rouge à Transformée de Fourrier (IRTF) sont une technique
éfficace pour le suivi des changements chimiques et le contrôle de
la réaction au cours du processus de réticulation de la
résine mais c'est une méthode destructrice de
l'échantillonparce que l'échantillon est mélangé
avec la poudre KBr, par contre la spectroscopie Raman est une méthode
éfficace pour le contrôle in-situ de la réaction
de réticulation ainsi notre objectif est de remplacé la DSC par
le Raman.
IV.4.1. Analyse par Infra-Rouge à
Transformée de Fourier (IRTF)
La spectroscopie Infra-Rouge (4000-400 cm-1) est
efficace pour suivre le contrôle de la réaction de
polymérisation, le degré de cuisson et les changements chimiques
apparus à différents temps de chauffage.
Les bandes observées dans l'Infra-Rouge sont dues aux
modes de vibrations fondamentales des différents groupes organiques, en
particulier les groupes époxydes présents à 1257
cm-1, leur intensité diminuant en fonction du temps de
chauffage. Ce qui prouve que le phénomène de réticulation
a eu lieu et que les groupements époxydes sont consommés durant
le processus de chauffage.
Par contre, le chevauchement des bandes résulte de la
présence d'autres groupes organiques (C-H, O-H, N-H) autres que
l'époxy présents dans la résine.
Les spectres des échantillons ont été
enregistrés (Figures IV.27, IV.28 et IV.29) sur un spectromètre
FTS 165 BIO-RAD à l'aide d'une pastille KBr avec une accumulation de 40
enregistrements accumulés entre 4000 et 400 cm-1.
Chapitre IV Résultats et discussion
IV.4.1.1. Spectre à température ambiante a)
RTM6 non polymérisée

Absorbance
Absorbance
2,6
2,4
2,2
0,8
0,6
0,4
0,2
1,8
1,6
1,4
1,2
2
1
Page 85
3500 3000 2500 2000 1500 1000 500 0
Nombre d'onde (cm-1)
Figure IV.32 : Spectre Infra-Rouge de la
RTM6 non polymérisée à température ambiante
D'après la figure (IV.32), on remarque que :
Pour les cycles aromatiques, les bandes entre 3100 et 3000
cm-1 correspondent aux vibrations d'élongation des CH
aromatiques, les bandes entre 1614 et 1480 cm-1 aux vibrations
symétriques et antisymétriques des cycles et les bandes entre
3400 et 3200 cm-1 aux vibrations d'élongation des OH.
Pour les fonctions amines, les bandes entre 3463 et 3382
cm-1 correspondent aux vibrations d'élongation
antisymétriques NH.
La bande à 1614 cm-1 déformation NH et
bande à 1232 cm-1 vibration d'élongation CN.
Pour les fonctions époxydes, les bandes 1270-1240
cm-1 correspondent aux vibrations symétriques C-O-C, la bande
à 1131 cm-1 aux vibrations des CH2 des cycles
époxydes et la bande à 908 cm-1 aux vibrations des
cycles époxydes.
Chapitre IV Résultats et discussion
Page 87
|
1247
1297
1347
1363 et 1386
1458
1508,
1582, 1608
1650-2000
2873, 2930, 2969
3000
3038, 3058
|
6 C-H benzénique.
y à l'époxyde + y asym C-O-C pour le cas
éther aromatique.
6 CH2t + CH2w (torsion hors du plan et
vibration du balancement hors du plan).
6 CH2t (torsion hors du plan du groupe
époxyde).
6 sym CH3 double dans le cas du groupe
gem-diméthyle.
6 CH2 (cisaillement) + 6 asymCH3 + y C=C
substitué 1-4 benzène.
y C=C de 1-4 substitué benzène.
Le trait et la combinaison des bandes. Bandes
caractéristiques du modèle de
substitution.
y C-H aliphatique.
y C-H du groupe époxy.
y C-H du groupe aromatique.
|
Tableau IV.9 : Principales bandes du spectre IRTF de
la DGEBA
IV.4.1.2. Spectres de la RTM6
polymérisée
RTM6 à 100°C à différents temps
de chauffage en quatre parties
01 heure
02 heures
03 heures
04 heures
05 heures
06 heures
Figure IV.34 : Spectres Infra-rouge de la
RTM6 de 01 à 06 heures à 100°C
Chapitre IV Résultats et discussion

Absorbance
5 heures 4 heures 3 heures 2 heures 1 heure
Nombre d'onde (cm-1)
Secteur 1 (1000-400cm-1) spectres Infra-rouge de
la RTM6 à 100°C

Absorbance
Nombre d'onde (cm-1)
Secteur 2 (2000-1000 cm-1) spectres Infra-rouge de
la RTM6 à 100°C

5 heures 4 heures 3 heures 2 heures 1 heure
Absorbance
Nombre d'onde (cm-1)
5 heures 4 heures 3 heures 2 heures 1 heure
Page 88
Secteur 3 (3250-2000 cm-1) spectres Infra-rouge de
la RTM6 à 100°C
Chapitre IV Résultats et discussion
5 heures 4 heures 3 heures 2 heures 1 heure

Absorbance
Nombre d'onde (cm-1)
Page 89
Secteur 4 (3250-4000 cm-1) spectres Infra-rouge de
la RTM6 à 100°C Figure IV.34 : Spectres
Infra-rouge de la RTM6 à 100°C
06 heures 01 heure
3500 3000 2500 2000 1500 1000 500 0
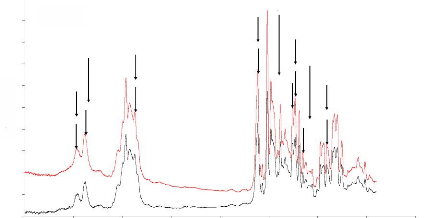
AbsorbanceAbsorbance
0,8
0,6
0 ,4
0,2
1 ,8
1,6
1 ,4
1,2
0
1
Fonction Alcool OH (élongation)
Fonction Amine OH (élongation)
antisymétrique
3463
3382
Fonction Alkane CH (élongation)
symétrique
2870
Fonction Amine
déformation NH
1614
Fonction époxy
vibrations symétriques C-O-C
1257
Fonction Amine vibration d'élongation
CN
Fonction époxy
vibration des CH2 du cycle oxirane
1232
1153
Fonction époxy
vibration des CH2 du cycle oxirane
906
Nombre d'onde (cm-1)
W be m
d l é
Figure IV.35 : Spectre Infra-Rouge de la
RTM6 de 01 Heure et 06 Heures à 100°C
D'après, la figure (IV.35), plusieurs pics sont
identifiés dans le spectre Infra-Rouge à Transformée de
Fourier de la résine époxyde chauffée à 100°C
pendant différents temps de chauffage ; le plus important des pics
correspondant au cycle époxyde à 830 cm-1 et la bande
de 1270-1240 cm-1.
Chapitre IV Résultats et
discussion
Page 90
Pour les fonctions époxyde, on observe une absorption
intense à 1257 cm-1 correspondant aux vibrations
symétriques C-O-C et deux autres pics à 1153 cm-1 et
906 cm-1 correspondant aux vibrations des groupements CH2
de l'époxyde.
Pour les amines, l'absorption à 3451 et 3382
cm-1 est due à la vibration des groupes amine primaire
(-NH2) sur la structure du durcisseur [LAHL 05].
Pour les autres groupements, le pic intense de 2963
cm-1 est dû aux groupes CH de la fonction Alkane, avec une
limite d'absorption à 1567cm-1.
Les groupes éther de la DGEBA sont
caractérisés par trois pics d'absorption à 1257, 1233 et
830 cm-1, Le premier correspondant aux groupes C-O-C reliés
aux cycles aromatiques, et le second résultant de l'étirage
aliphatique du carbone-oxygène (-O-CH2) [GEOR
96].
Après traitement, l'intensité d'absorption du
groupe époxy diminue alors que celle de l'amine primaire augmente.
L'intensité importante est attribuée aux cycles
époxydes qui décroissent en fonction du temps de chauffage de la
RTM6, les bandes apparentes pendant l'analyse par spectroscopie Infra-Rouge
à Transformée de Fourrier est due aux vibrations fondamentales
des différents groupes organiques, en particulier les cycles
époxydes présents dans la bande 1270-1240 cm-1,
l'intensité tend à diminuer en fonction du temps de chauffage due
à la réticulation de la résine et la consommation des
groupements époxydes.
a) RTM6 à 135°C et à 150°C,
à différents temps de chauffage

Absorbance
Abb
3,3
2,7
2,4
2,1
0,9
0,6
0,3
1,8
1,5
1,2
3
3500
3000
2500
Nombre d'onde (cm-1)
aveubs [1c]
2000
1500
1000
500
01 heure
02 heures
03 heures
04 heures
05 heures
06 heures
0
Figure IV.36 : Spectres Infra-Rouge de la
RTM6 de 01 Heure à 06 Heures à 135°C
Chapitre IV Résultats et
discussion
|
2,2
2
1,8
|
|
01 heure
02 heures
03 heures
04 heures
05 heures
06 heures
|
|
Absorbance
Absorbance
|
1,6 1,4 1,2 1 0,8 0,6 0,4
|
|
|
|
|
|
|
3500 3000 2500 2000 1500 1000 500 0
Nombre d'onde (cm-1)
Wavenumbers [1m]
Figure IV.37 : Spectres Infra-Rouge de la
RTM6 de 01 Heure à 06 Heures à 150°C
On remarque que les spectres infrarouge de la résine RTM6
aux températures 135°C Figure (IV.36) et 150°C Figure (IV.37),
sont semblables (même allure).
5 heures
4 heures
3 heures

915 cm-1
Absorbance
Nombre d'onde (cm-1)
Page 91
Figure IV.38 : Spectres Infra-Rouge de la
RTM6 de 01 Heure à 06 Heures à 150°C
Chapitre IV Résultats et discussion

Absorbance
3174 cm-1
3298 cm-1
3369 cm-1
Nombre d'onde (cm-1)
5 heures
4 heures
3 heures
Figure IV.39 : Spectres Infra-Rouge de la
RTM6 de 01 Heure à 06 Heures à 150°C
Plusieurs crêtes sont identifiées dans les
spectres IRTF assignés à la résine époxyde ou au
durcisseur, la plus importante étant celle du cycle d'époxyde
à 915 cm-1. Quant à l'absorption à 3369, 3298,
et 3174 cm-1, elle est due à un étirement du groupe
amine primaire (-NH2) sur la structure du durcisseur, avec une
limite d'absorption à 1614 cm-1.
La forte crête à 2967 cm-1 correspond
à la vibration des groupes -CH2- de l'époxyde, les
groupements éther de la molécule DGEBA étant
caractérisés par trois bandes d'absorption à 1247, 1036 et
950 cm-1. La bande forte 1250 cm-1 est due au
carbone-oxygène aromatique, alors que la bande à 1036
cm-1 résulte de l'étirage aliphatique du
carbone-oxygène (-O-CH2-).

Aire du pic à 1257 cm-1

Temps (H)
Page 92
Figure IV.40 : Variation de la
quantité d'époxy en fonction du temps pour 100, 135 et
150°C
Chapitre IV Résultats et
discussion
Page 93
La figure (IV.40) représente la variation de l'aire de
l'époxy correspondant à la quantité d'époxy en
fonction du temps, pour différentes durées de chauffage (de 01
heure à 06 heures) à des températures 100, 135 et
150°C.
On normalise les spectres en prenant comme
référence le pic à 1617 cm-1 correspondant aux
cycles aromatiques qui ne réagissent pas du tout au cours du processus
de réticulation. Ensuite on mesure l'aire du pic à 1257
cm-1 correspondant à la quantité d'époxy, ayant
réagi à différents durées de chauffage (de 01 heure
à 06 heures) et des températures 100, 135 et 150°C.
On remarque que la quantité d'époxy, diminue
dans le temps pour une même température, ce qui prouve que le
processus de réticulation de la résine a lieu.
b) RTM6 avec Nanocharges de
TiO2
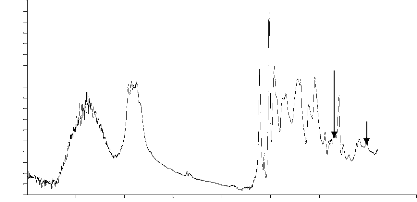
1,9
1,8
1,7
1,6
1,5
1,4
1,3
1,2
Absorbance
Asoace
1,1
3500
3000
2500
2000 1500 1000 500
0
2,1
2
850 cm-1
470 cm-1
1
0,9
0,8
0,7
0,6
0,5
0,4
Nombre d'onde (cm-1)
abe c
Figure IV.41 : Spectre Infra-rouge de la
RTM6 à 1% TiO2 à 6 Heures et 135°C
Le spectre Infra-rouge de la RTM6 avec 1% de TiO2 a
la même allure que les autres spectres de la RTM6, avec des bandes
à 470 cm-1 et à 850 cm-1
caractéristiques des liaisons Ti-O.
Les pics d'absorption à 3036, 1613, 1515 et 789
cm-1 correspondent aux groupes phenyl et époxy de la
DGEBA.
Les larges bandes d'absorption à 3200-3500
cm-1 correspondent aux groupements N-H, Ti-OH. Les liaisons Ti-O-Ti
et Ti-O-S apparaissant à 613 cm-1 et 940 cm-1.
L'infra-Rouge à Transformée de Fourier permet de
contrôler le processus de réticulation de la RTM6, tout en suivant
les changements des bandes d'absorption de la fonction époxyde à
différentes durées de chauffage et à des
températures données. Cette méthode met en relief aussi
les différents groupements chimiques apparus au cours du processus de
réticulation tels que les
Chapitre IV Résultats et discussion
amines, les groupements O-H et C-O-C ; de plus elle est
destructrice ce qui nous amène à la remplacer par la
spectroscopie Raman.
IV.4.2. Analyse par spectroscopie Raman
L'étude des structures RTM par microscopie Raman,
permet de mesurer certains paramètres tel que la réticulation,
l'identification de composés chimiques, les contaminations,
l'homogénéité d'additifs. Les réactions de
polymérisation sont basées sur un processus complexe d'où
la difficulté d'établir des modèles mathématiques
basés sur des données expérimentales. [HONG 93J.
La spectroscopie Raman est très sensible en particulier
aux vibrations des atomes de carbones doubles liaisons qui sont
consommés durant le processus de polymérisation, durant
l'évolution de la réaction de polymérisation.
IV.4.2.1. Matériel et mode
opératoire
a) Matériel
L'acquisition des spectres Raman, s'éffectue à
l'aide d'un spectromètre de type Jobin Yvon LabRam, à dispersion
variable, équipé d'un objectif de 100X. Le spot à la
surface de l'échantillon est focalisé sur un diamètre
environ 1 mm, ce qui améliore le pouvoir de résolution, la
largeur de la fente utilisée étant de 50nm. La source laser
utilisée est à 785nm.
b) Méthodes
Les spectres sont enregistrés par mesure in-situ
toutes les 30s, en suivant le pic à1275 cm-1
correspondant aux vibrations des cycles époxydes qui décroit en
fonction du temps de réticulation. Ensuite ils sont normalisés
par rapport au pic de 1160 cm-1 qui correspond aux cycles
phényliques qui ne participent pas au processus de
réticulation.
Le taux de réticulation est calculé selon
l'équation suivante :
|
%
|
réticulati on
|
=
|
I 01275 - I
|
t
|
1275
|
×100
|
(15)
|
|
I 01275
|
|
|
Page 94
Où : I0 1275 : Intensité normalisée
du pic à 1275 cm-1 à température ambiante,
It1275 : Intensité normalisée
à différents temps (respectivement entre 01 et 06 Heures avec un
pas de 01 Heure).
Chapitre IV Résultats et
discussion

IV.4.2.2. Spectres Raman de la RTM6
a) RTM6 à température ambiante
Le spectre Raman de la RTM6 à température ambiante
(Figure IV.42).
ity au
Intensité
755
1610
1275
800
1190
1331
25000
20000
15000
10000
5000
0
-5000
-10000
Page 95
500 1000 1500 2000 2500 3000
Nombre Wavenumber d'onde (cm-1) (cm-1)
Figure IV.42 : Spectre Raman de la RTM6
à température ambiante
Les principales bandes du spectre Raman à
température ambiante sont regroupées dans le tableau suivant :
Pics Nature de vibration
755 800 1190 1275 1331 1610 2873 2931 2971 3004 3069
CH2 squelette (structure).
Mono substitués Benzène.
6 vibration de cisaillement C-H aromatique dans le plan.
y élongation du groupe époxyde.
6s Vibration de cisaillement du cycle aromatique,
CH3.
ys élongation symétrique CH2
pour l'éther.
yas élongation antisymétrique C-H dans le
CH2 pour l'éther.
yas élongation antisymétrique C-H dans le
CH2.
ys CH2 élongation symétrique
de l'époxy.
ys élongation symétrique C-H de
l'époxy.
yas élongation antisymétrique C-H de
l'époxy.
Tableau IV.10 : Principales bandes du
spectre Raman de la RTM6 à température ambiante
Chapitre IV Résultats et discussion
b) RTM6 à 100°C à différents
temps de chauffage
On procède à des mesures in-situ
à différentes température 100°C, 135°C et
150°C de la RTM6 à différents temps de chauffe de 1 heure
à 6 heures avec un pas de 1 heure, tout en suivant le pic à 1275
cm-1 durant tous le processus de réticulation.

400
300
01 heure
02 heures
03 heures
04 heures
05 heures
Bande époxyde à 1275 cm-1
Intensité
ity (a.u.)
200
100
1150 1200 1250 1300 1350 1400
Nombre d'onde (cm-1)
Wavenumber cm-1
Figure IV.43 : Spectres Raman de la RTM6
à 100°C de 01heure à 06 heures
En calculant le taux de réticulation par Raman et en le
comparant avec celui obtenu par la DSC à la même
température et aux différents temps de chauffage.

Taux de réticulation (%)
Temps (H)

Page 96
Figure IV.44 : Taux de réticulation
par la DSC et le Raman à 100°C
Chapitre IV Résultats et discussion

c) RTM6 à 135°C à différents
temps de chauffage
1000
Bande époxyde à 1275 cm-1
600
400
200
nsity (a.u
Intensité
800
01 heure
02 heures
03 heures
04 heures
05 heures
1200 1300 1400 1500
Nombre Wavenumber d'onde (cm-1) (cm-1)
Figure IV.45 : Spectres Raman de la RTM6
à 135°C de 01heure à 06 heures

Taux de réticulation (%)

Temps (H)
Page 97
Figure IV.46 : Taux de réticulation
par la DSC et le Raman à 135°C
Chapitre IV Résultats et discussion
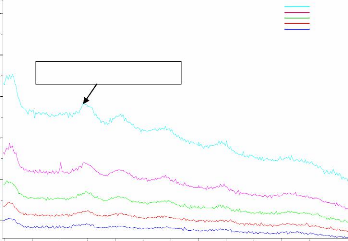
01 heure
02 heures
03 heures
04 heures
05 heures
Bande époxyde à 1275 cm-1
d) RTM6 à 150°C à différents
temps de chauffage
1200
1000
800
ity (a.u.)
Intensité
600
400
200
1200 1250 1300 1350 1400 1450 1500
Nombre d'onde (cm-1)
Warenumber (cm-1)
Figure IV.47 : Spectres Raman de la RTM6
à 150°C de 01heure à 06 heures

Taux de réticulation (%)
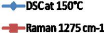
Temps (H)
Page 98
Figure IV.48 : Taux de réticulation
par la DSC et le Raman à 150°C
Nous avons choisi ces bandes car elles sont intenses et bien
définies et leur disparition est liée à la
réticulation des monomères. Toutefois la détermination des
caractéristiques est assez simple quand un ou deux monomères sont
concernés mais cela devient plus complexe dès que les
Chapitre IV Résultats et discussion
Page 99
réactifs contiennent plusieurs monomères car il
est probable que les groupes essentiels des différents monomères
réagissent simultanément.
Sur les figures IV.43, IV.45 et IV.47 représentant les
résultats obtenus à 100°C, 135°C et 150°C, on
remarque qu'il y a une diminution de l'intensité de ces pics
correspondant à la consommation du groupe époxyde à 1275
cm-1 qui peut être observée au cours de la
réaction de réticulation. A 135°C près de 70% de
groupes époxydes sont convertis en des fonctions alcool, alors que lors
d'un durcissement à 150°C, ce taux s'élève à
80%. Toutefois, on peut s'attendre à ce que la réaction de
polyestérification se poursuive à l'état vitreux, mais
avec un taux nettement plus faible [POWE 98J et [PUGL
03J.
En nous appuyant sur les figures (IV.44) et (IV.46)
représentant la variation du taux de réticulation dans le temps
à 100°C et 135°C, nous notons que le taux de
réticulation est à peu près le même. Tandis que dans
la figure (IV.48), le taux de réticulation en DSC est très peu
différent de celui obtenu en Raman, la différence peut être
attribuée à l'influence de la faiblesse de l'épaisseur de
l'échantillon quand la température est élevée.
La DSC n'est pas une méthode idéale pour
l'analyse industrielle des résines polymères, car elle ne peut
être efficacement incorporées dans un système de
contrôle des processus commerciaux. La spectroscopie Raman, quant
à elle présente l'énorme avantage de pouvoir suivre de
façon in-situ le suivi de la réaction de
réticulation, et de façon rapide en utilisant une
méthodologie simple pouvant être utilisée ensuite dans un
capteur. De plus, cette technique nous renseigne sur l'état in-situ
des liaisons chimiques de façon plus complète et efficace
que la DSC. IV.4.2.3. Protocole de détermination du calcul de la
réticulation
Ce protocole passe par une normalisation des pics, qui se fait
en prenant comme référence le pic à 1160 cm-1
qui corresponde aux cycles phényliques qui n'interviennent pas pendant
toute la réaction de réticulation. Pour mesure ma
réticulation, nous nous intéressons aux pics 800 cm-1,
1275 cm-1 et 1300 cm-1 qui caractérisent
respectivement les groupements CH, époxyde et CH2.
(16)
ratio p 1160
I
Ip
=
a) Spectres à 100°C
|
Ratio à (1160/800) Ratio à (1160/1275)
Ratio à (1160/1300)
|
|
1Heure 0,300
|
1,00
|
0,65
|
|
2Heures 0,301
|
1,01
|
0,66
|
|
3Heures 0,305
|
1,06
|
0,67
|
|
4Heures 0,307
|
1,08
|
0,69
|
|
5Heures 0,314
|
1,10
|
0,71
|
|
6Heures 0,318
|
1,23
|
0,76
|
Figure IV.11 : Calcul du ratio à
(1160/800), (1160/1275) et (1160/1300) à différent temps de
chauffage
b) Chapitre IV Résultats et discussion
Spectres à 135°C
Ratio à (1160/800) Ratio à (1160/1275)
Ratio à (1160/1300)
|
1Heure 0,42
|
2,00
|
0,67
|
2Heures 0,56
|
2,09
|
0,70
|
3Heures 0,66
|
2,18
|
0,73
|
4Heures 0,69
|
2,27
|
0,75
|
5Heures 0,72
|
2,42
|
0,79
|
6Heures 0,74
|
2,58
|
0,82
|
|
Figure IV.12 : Calcul du ratio à
(1160/800), (1160/1275) et (1160/1300) à différent temps de
chauffage
c) Spectres à 150°C

2Heures
3Heures
4Heures
5Heures
6Heures
1Heure
Ratio à (1160/800) Ratio à (1160/1275)
Ratio à (1160/1300)
0,69
0,78
0,89
1,01
1,10
0,6
5,00
5,41
5,86
6,91
7,75
8,31
0,69
0,74
0,79
0,82
0,87
0,91
Figure IV.13 :
|
Calcul du ratio à (1160/800), (1160/1275) et
(1160/1300) à différent temps de chauffage
|

Ratio à 1275 cm-1
Temps (H°)
Page 100
Figure IV.49 : Variation du ratio
à (1160/1275) en fonction du temps à différentes
températures
Avec le ratio du pic à 1275 cm-1 on remarque
que l'augmentation du ratio par rapport au temps, à différentes
températures est plus important que pour les autres pics et donc
entraînera une meilleure précision dans la détermination de
la réticulation Figure (IV.49).
De plus, ce ratio avec ce pic présente une
proportionnalité entre le ratio du pic à 1275 cm-1 et
le taux de réticulation de la résine par rapport au temps et
à la température, ceci nous permet de mesurer facile et avec une
grande précision (r2 = 0,997) le taux de réticulation
en fonction du temps et de la température.
Chapitre IV Résultats et
discussion
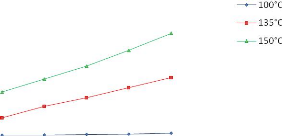
Temps (H°)
Figure IV.50 : Variation du ratio
à (1160/800) en fonction du temps à différentes
températures

Ratio à 1300 cm-1

Temps (H°)
Page 101
Figure IV.51 : Variation du ratio
à (1160/1300) en fonction du temps
à différentes
températures
On remarque d'après les deux figures (IV.50) et (IV.51)
que les ratios des pics à 800 cm-1 et 1300 cm-1
augmentent avec le temps et la température, ceci est dû à
la diminution des liaisons CH et CH2 des fonctions époxydes
au cours de la réaction, ce qui prouve que le passage de l'état
pâteux à l'état solide a effectivement lieu.
IV.4.2.4. Influence du désordre structural
Pour analyser le désordre structural on a
calculé le ratio du pic à 1275 cm-1, en fonction de la
référence du pic à 1160 cm-1. (On a fait un
rapport d'aire de raie).
En effet, le pic à 1160 cm-1 n'est pas
influencé par la réaction de réticulation et qui
correspond aux cycles phényliques, et servira donc de
référence au calcul des ratios. Nous allons à
Chapitre IV Résultats et discussion
présent regarder le ratio des intensités
intégrées des pics qui est pour nous la signature du
désordre dans le matériau mais aussi de la variation de
l'énergie d'enthalpie du système.
|
100°C 135°C 150°C
|
|
1Heure 0,236
|
0,278
|
0,431
|
|
2Heures 0,331
|
0,437
|
0,675
|
|
3Heures 0,373
|
0,399
|
0,848
|
|
4Heures 0,425
|
0,594
|
1,440
|
|
5Heures 0,474
|
0,787
|
1,570
|
|
6Heures 0,844
|
0,926
|
1,700
|
Figure IV.14 : Calcul du ratio
à (1160/1275) et à différents temps de chauffage et
températures

Ratio à 1275 cm-1

Temps (H°)
Figure IV.52 : Variation du ratio
à (1160/1275) en fonction du temps à différentes
températures
On constate donc que le désordre structural
augmente en fonction du temps et de la température ; la résine se
polymérisant de plus en plus vite, le ratio du pic à 1275
cm-1 augmente aussi d'où une bonne
corrélation entre la théorie et l'expérience.
La courbe (Figure IV.53), représente le ratio du
pic à 1275 cm-1 qui est le rapport d'aire du pic
à 1275 cm-1sur l'aire totale du spectre.
ratio 1275 =
1275
Aire Totale du spectre
A
(17)
Page 102
100°C 135°C 150°C
|
|
1Heure 0,00282
|
0,00176
|
0,0013
|
|
2Heures 0,00258
|
0,0012
|
0,001
|
|
3Heures 0,00251
|
0,00115
|
0,0009
|
|
4Heures 0,00247
|
0,000928
|
0,000825
|
|
5Heures 0,00232
|
0,000797
|
0,000720
|
|
6Heures 0,0015
|
0,000667
|
0,000570
|
Figure IV.15 : Calcul du ratio
à (A1275/Aire totale du spectre) en fonction du temps
à différentes températures
Chapitre IV Résultats et discussion
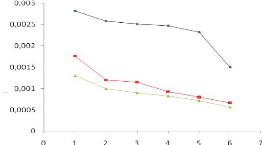
Ratio à 1275 cm-1
Temps (H°)
Figure IV.53 : Variation du ratio à
(A1275/Aire totale du spectre) en fonction du temps
à
différentes températures
Nous remarquons que ce ratio diminue en fonction du temps et
de la température. D'après la figure (IV.53), nous remarquons que
ce ratio à 1 Heure et à 100°C est plus important que celui
à 01 Heure et à 150°C. Ceci démontre que la
quantité d'époxy ayant réagi est plus importante et que la
réaction dépend donc bien évidement de la
température de chauffage, en plus du temps.
|
100°C 135°C 150°C
|
|
1Heure 0,0106
|
0,0100
|
0,00701
|
|
2Heures 0,0078
|
0,0072
|
0,00626
|
|
3Heures 0,0069
|
0,0061
|
0,0055
|
|
4Heures 0,0062
|
0,0055
|
0,00422
|
|
5Heures 0,0057
|
0,0052
|
0,00224
|
|
6Heures 0,0048
|
0,0031
|
0,00126
|
Tableau IV.16 : Calcul du ratio à
(A800/Aire totale du spectre) par rapport au temps
à
différentes températures

Ratio à 800 cm-1

Temps (H°)

Page 103
Figure IV.54 : Variation du ratio à
(A800/Aire totale du spectre) par rapport
au temps à
différentes températures
Chapitre IV Résultats et discussion
|
100°C 135°C 150°C
|
|
1Heure 0,00241
|
0,00185
|
0,000539
|
|
2Heures 0,00226
|
0,00160
|
0,000504
|
|
3Heures 0,00216
|
0,00146
|
0,000403
|
|
4Heures 0,00207
|
0,00135
|
0,000334
|
|
5Heures 0,00190
|
0,00122
|
0,000222
|
|
6Heures 0,00172
|
0,00114
|
0,000151
|
Tableau IV.17 : Calcul du ratio à
(A1300/Aire totale du spectre) par rapport au temps
à
différentes températures


Ratio à 1300 cm-1
Temps (H)
Page 104
Figure IV.58 : Variation du ratio à
(A1300/Aire totale du spectre) par rapport au temps à
différentes
températures
D'après les figures (IV.57) et (IV.58), qui
présentent la variation des ratios des pics à 800 cm-1
et 1300 cm-1 en fonction du temps, pics qui représentent la
variation des groupements CH et CH2, on remarque que les deux ratios
diminuent en fonction du temps et la température, par exemple pour le
ratio à 800 cm-1 à 01 Heure est plus important que
celui à 135°C et 150°C, la même chose pour la ratio
à 1300 cm-1. Ce qui veut dire que les deux facteurs temps et
température ont une influence importante sur le processus de
réticulation de la résine époxyde d'ou la variation des
groupements CH et CH2 avec ces deux facteurs durant le processus de
réticulation.
IV.5. Propriétés mécaniques
Une des propriétés que nous visons avec ces
systèmes est l'amélioration des propriètés
mécaniques comme par exemple la dureté. Pour ce faire, nous avons
entrepris des tests de micro-dureté, les échantillons ont
été réalisés suivant le protocole
défini-ci-dessous en faisant varier le taux du TiO2 de 1
à 10%.
Chapitre IV Résultats et discussion
Page 105
La dureté est très faible et varie entre 13 et
29 HV, comparativement à celle de l'acier qui varie selon les nuances
entre 150 et 700HV [NACE 06].
On remarque que plus on augmente le pourcentage du
TiO2 plus la dureté augmente (Figure IV.59) ce qui traduit
une augmentation de la réticulation avec la teneur en nanoparticules de
TiO2. De plus celle-ci si on augment le temps on change la
viscosité du système qui se traduit par une diminution de la
dureté. En effet, moins le matériau est chargé, plus il
est visqueux, sa dureté évoluant avec le temps d'application de
la charge. (Phénomène de fluage).

Dureté/Duretémax
Figure IV.59 : Influence du taux de
TiO2 sur la dureté de la résine

Temps (s)
Figure IV.60 : Comparaison de l'influence
du temps sur la dureté de la RTM6+10% TiO2
Sur la figure (IV.60), on a représenté la
dureté de l'acier XC100 et de la RTM6/TiO2. La dureté
de l'acier est d'environ 215HV. Pour pouvoir comparer les deux
matériaux, on a tracé la
Chapitre IV Résultats et discussion
dureté normalisée à 100
(dureté/duretémax). On a remarqué qu'au bout de
600s la dureté de la RTM6/TiO2 a diminué de 30% alors
que celle de l'acier a seuleument diminué de 5% et qu'elle s'est
stabilisée alors que pour la RTM6/TiO2 la stabilisation n'est
pas encore atteinte.
Un grand taux de particules n'améliore pas
forcément les propriètés mécaniques du
matériau, car les particules empêchent la réticulation
compléte de la résine époxy, ce qui rend le
matériau moins résistant.
IV.6. Conclusion
On constate dans cette étude une amélioration
des propriétés thermiques et mécaniques de la
résine époxy par simple ajout des Nanocharges de TiO2.
Dans ces échantillons, la dispersion des nanocharges est bonne au coeur
de l'échantillon et reste mauvaise à la surface.
Cet effet des nanocharges de TiO2 sur la RTM6 est
optimale jusqu'a un point critique au délà duquel la dispersion
se fait moins bien mais pour lequel la dureté augmente.
Dans ces systèmes, nous avons déterminé
l'energie d'activation pour chaque taux de TiO2 par deux
méthodes différentes une différentielle et l'autre
intégrale qui ont donné des résultats très
cohérants.
Mais le point crucial de ce travail est d'avoir
démontré que la spectroscopie Raman présente une
alternative très efficace pour le remplacement de la DSC. De plus cette
technique non destructive rapide et simple permettrait un contrôle
in-situ de la réticulation des résines lors de leur mise
en oeuvre ou de leur application et utilisation dans des dispositifs.
Page 106
CONCLUSION
GENERALE
Page 108
Conclusion générale
Conclusion Générale
A
u cours de cette étude nous nous sommes
intéressés à l'étude thermique et spectroscopique
de la résine époxyde RTM6 par Raman et l'amélioration des
propriétés thermique et mécanique de la RTM6 par ajout des
Nanocharges de
TiO2.
Dans une première étape nous avons
effectué un rappel sur les matériaux composites en
présentant leurs propriétés physiques et chimiques en
s'intéressant aux résines époxydes ainsi que leurs
domaines d'applications.
La combinaison d'ordre n et la cinétique de
réaction autocatalytique est appliquée par ajustage des
données dû à l'analyse par DSC de la résine
époxyde. Un ensemble unique de paramètres cinétiques
à été obtenu pour le cas dynamique en suggérant un
mécanisme de réaction constant dans toute la gamme de vitesses de
chauffe utilisée. Dans le cas d'un balayage isotherme les
paramètres cinétiques nécessaires réalisant un bon
ajustement sont différents de ceux trouvés en dynamique. En
particulier, les ordres de réaction permettent de varier avec la
température de cuisson.
L'étude par DSC, à mis en évidence son
intérêt pour un des objectifs de la Thèse, à savoir
de faire le lien entre les connaissances en chimie des thermodurcissables.
Ainsi lorsque le mécanisme de réaction est déjà
connu, d'identifier avec précision les paramètres du
modèle cinétique qui en découle. Les méthodes
calorimétriques semblent ouvrir les perspectives les plus
intéressantes pour l'étude de la chimie de la réticulation
des matrices thermodurcissables et son application à la maitrise du
procédé. Néanmoins leur utilisation apparaît comme
indissociable d'une étude préliminaire du mécanisme
réactionnel à l'aide des méthodes chimiques.
Ensuite notre objectif était l'étude de
l'influence de certains paramètres du processus des Nanocharges sur les
propriétés mécaniques de la résine RTM6.
Page 109
Conclusion générale
En effet, on a essayé de trouver le meilleur protocole
possible pour disperser les nanocharges mais il faut savoir que cette
dispersion n'est pas parfaite et il est encore possible d'améliorer le
protocole pour améliorer la dispersion des Nanocharges dans la
résine époxyde.
Nous avons réalisé des tests mécaniques
sur des Nanocomposites avec différents pourcentages de TiO2
et on a remarqué que ceux-ci influaient avec certains pourcentages sur
les propriétés mécaniques du Nanocomposite.
La stabilité thermique de la résine
époxyde contenant du TiO2 est évaluée selon la
méthode thermogravimétrique et l'énergie d'activation
obtenue à partir des données de l'analyse
thermogravimétrique. Les résultats montrent que l'énergie
d'activation est plus importante quand on augmente le pourcentage de
TiO2. La dégradation de l'énergie d'activation et la
perte de masse sont liées aux Nanocharges de TiO2. Les
paramètres cinétiques obtenus par des méthodes
approximatives et intégrales sont en bonne corrélation.
En Infra-Rouge les spectres obtenus pour les différents
échantillons à différent temps de polymérisation et
températures confirme les résultats de la DSC.
La comparaison établie entre les méthodes
classiques telles que la DSC utilisée pour l'étude des
caractéristiques des résines époxydes et la technique par
spectroscopie Raman montre qu'il est plus rapide et plus efficace d'utiliser
cette technique spectroscopique plus utilisable sur le produit fini pour
obtenir des informations comparables à celles obtenues par DSC. Ceci
ouvre de nombreuses possibilité d'utilisation pour une surveillance
in-situ et l'accès facile au contrôle de la
réaction chimique.
Ces travaux développés au sein du Laboratoire
des Matériaux Optiques, Photonique et Systèmes (LMOPS) de
l'Université de Metz et le Pôle de Plasturgie de l'Est (PPE),
ainsi qu'à l'Unité de Recherche « Matériaux et
Energies Renouvelables » (URMER) de l'Université de Tlemcen,
nous ont permis d'approfondir et d'enrichir nos connaissances en particulier
dans le domaine de la physique des polymères, la caractérisation
thermique telles que la DSC, l'ATG, la spectroscopie Infra-Rouge à
Transformée de Fourrier (IRTF) et le Raman.
En perspective, l'étude doit être plus
poussée pour continuer à optimiser les propriètés
mécanique de ces résines en ajoutant par exemple de nouvelles
nanocharges telles que l'Al2O3. Mais aussi par la
conception et la réalisation d'un capteur Raman permettant de mesurer
les différents paramètres de la résine en temps
réel.
REFERENCES
BIBLIOGRAPHIQUES
[MURA 06] Murali M., Ratna D., Samui A.B., Chakraborty
B.C., « Synthesis, Characterization, and Evaluation of
Carboxyl-Terminated Poly(ethylene glycol) Adipate-Modified Epoxy networks :
Effect of Molecular Weight », Journal of Applied Polymer
Science, vol. 103, (2007), pp. 1723-1730.
[RATN 03] Ratna D., Manoj N.R., Varley R., Singh Raman
R.K., Simon G.P., « Clay-reinforced Epoxy Nanocomposites
», Polymer International, vol.52, (2003), pp. 1403-1407.
[PENN 98] Penn L.S., Wang H., «
Epoxy Resin », Handbook of Composite, Edited by S.T.
Peters, Published in 1998 by Chapman & Hall, London, ISBN 0412 540207.
[CHER 97] Cherdoud-Chihani A., Mouzali M., Abadie
M.J.M., « Etude par DSC de la Réticulation de
Systèmes DGEBA/Polyacides », European Polymer Journal,
vol. 33, N°6, (1997), pp. 969-975.
[BARR 95] Barral L., Cano J., López A.J., Lopez
J., Nógueira P., Ramirez C., « Thermal Degradation of
a Diglycidyl Ether of Bisphenol A/1,3-Bisaminomethylecyclohexane
(DGEBA/1,3-BAC) Epoxy Resin System », Thermochimica acta, vol.
269/270, (1995), pp. 253-259.
[KAZI 04] Kazilas M.C., Partridge I.K.,
« Temperature Modulated Dielectric Analysis (TMDA) :
A New Experimental Technique for the Separation of
Temperature and Reaction Effects in Dielectric Cure Monitoring Signals »,
Measurement Science and Technology, vol.15, (2004), pp. L1-L4.
[STEV 04] Steven S., Guy V.A, Bruno V.M., «
Reaction Kinetics Modeling and Thermal Properties of Epoxy-Amines as
Measured by Modulated-Temperature DSC. I. Linear Step-Growth Polymerization of
DGEBA + Aniline », Journal of Applied Polymer Science, vol.
91, (2004), pp. 2798-2813.
[ESCO 05] Escola M.A., Moina C.A., Nino Gomez A.C.,
Ybarra G.O., « The Determination of the Degree of Cure in
Epoxy Paints by Infrared Spectroscopy », Polymer Testing, vol.
24, (2005), pp. 572-575.
[TRIP 07] Tripathi G., Srivastava D., «
Effect of Carboxyl-Terminated Poly (Butadiene-co-Acrylonitrile) (CTBN)
Concentration on Thermal and Mechanical Properties of Binary Blends of
Diglycidyl Ether of Bisphenol-A (DGEBA) Epoxy Resin », Materials
Science & Engineering A, vol. 443, (2007), pp. 262-269.
[VIJA 05] Vijay I.R., Palmese G.R., «
Influence of TetraHydrofuran on Epoxy-Amine Polymerization »,
Macromolecules, vol. 38, (2005), pp. 6923-6930.
[PENN 98] Penn L.S., Wang H., «
Epoxy Resin », Handbook of Composite, Edited by S.T.
Peters, Published in 1998 by Chapman & Hall, London, ISBN 0412 540207.
[NARA 99] Narayanan S., Schadler L.S.,
« Mechanisms of Kink-band Formation in Graphite/Epoxy
Composites : a Micromechanical Experimental Study », Composite
Materials and Technology, vol. 59, (1999), pp. 2201-2213.
[KARK 96] Karkanas P.I., Partridge I.K., Attwood D.,
« Modeling the Cure of a Commercial Epoxy Resin for
Applications in Resin Transfer Moulding », Polymer
International, vol. 41, (1996), pp. 183-191.
[WALL 06] Wallace M., Attwood D., Day R.J., Heatley
F., « Investigation of the Microwave Curing of the PR500
Epoxy resin System », Journal Mater Sciences, vol. 41, (2006),
pp. 5862-5869.
[POTT 02] Potter K., « Beyond the Pin Jointed Net :
Maximising the Deformability of Aligned Continuous Fibre Reinforcements »,
Composites Part A Applied Science and Manufacturing, vol. 33,
(2002), pp. 677-683.
[WANG 98] Wang J., Page J.R., Patod R.,
« Experimental Investigation of the Draping Properties of
Reinforcement Fabrics », Composites Science and Technology,
vol. 58, (1998), pp. 229-231.
[PROU 94] Proulx P.P., Cormier G., Capohianco J.A.,
Champagnon B., Bettinellis M., « Spectroscopie Raman et Raman
à Basses Fréquences dans des Verres de Métaphosphate de
Plomb, de Zinc et de Baryum Dopés avec l'Ion Eu3+
», Journal of Physics Condens. Matter 6, (1994), pp.
215-283.
[MIJO 95] Mijoviæ J., Andieliæ S., Kenny
J. M., « In situ Real-time Monitoring of Epoxy/Amine Kinetics
by Remote Near Infrared Spectroscopy », Polymers for Advanced
Technologies, vol. 7, (1995), pp. 1-16.
[DEGA 06] Degamber B., Fernando G.F., «
Fibre Optic Dilato-spectroscopic Sensor : Simultaneous Thermal, and
Physical Analysis of Materials », Smart Materials Structures,
vol. 15, (2006), pp. 1054-1062.
[ZINC 01] Zinck P., Salmon L., Gérard J.F.,
« Durabilité d'Interfaces Polyépoxyde / Fibre
de Verre E au Sein de Microcomposites et de Matériaux Composites
Unidirectionnels en Milieu humide », Micromechanical Modeling
Polymer, vol 42, (2001), pp. 5401-5413.
[NELS 98] Nelson M.P., Aust J.F., Dobrowolski J.A.,
Verly P.G. Mysrick M.L., « Multivariate Optical Computation
for Predictive Spectroscopy », Analytical Chemistry, vol. 70,
N°1, (1998), pp. 73-82.
[CHER 98] Cherdoud-Chihani A., Mouzali M., Abadie
M.J.M., « Study of Crosslinking AMS/DGEBA System by FTIR
», Journal of Applied Polymer Science, vol. 69, (1998), pp.
1167-1178.
[PUGL 03] Puglia D., Valentini L., Kenny J.M.,
« Analysis of the Cure Reaction of Carbon Nanotubes/Epoxy
Resin Composites Through Thermal Analysis and Raman Spectroscopy »,
Journal of Applied Polymer Science, vol. 88, (2003), pp.
452-458.
[LIAN 05] Liang G., Zuo R., Lu T., Wang J.,
« Modification of Venyl Ester Resin by a New Thermoset Liquid
crystalline Diacrylate », Journal of Materials Science, vol.
40, (2005), pp. 2089-2091.
[LAIN 07] Laine M.R., Kim S.G., Rush J., Mollan M.,
Sun H.J., Lodaya M., « Ring-opening Polymerization of Epoxy
end-terminated Poly (Ethylene Oxide) as a Route to Highly Crosslinked Materials
with Exceptional Swelling Behavior (II) », Polymer
International, vol. 56, (2007), pp.1006-1015.
[HUAN 02] Yang H., James Lee L., «
Effect of Resin Chemistry on Redox Polymerization of Unsaturated Polyester
Resins », Journal of Applied Polymer Science, vol. 84, (2002),
pp. 211-227.
[CHEN 06] Cheng G., Chang-Li L., Yi-Fei L., Bai Y.,
« Preparation and Characterization of High Refractive Index
Thin Film of TiO2/Epoxy Resin Nanocomposites », Journal
of Applied Polymer Science, vol. 102, 2006, pp.1631-1636.
[MONN 98] Monney L., Belali R., Vebrel J., Dubois C.,
Chambaudet A., « Photochemical Degradation Study of an Epoxy
Material by IR-ATR Spectroscopy », Polymer Degradation and
Stability, Vol. 62, 1998, pp. 353-359.
[DENQ 99] Denq B.L., Hu Y.S., Chen L.W., Chiu W.Y., Wu
T.R., « The Curing Reaction and Physical Properties of
DGEBA/DETA Epoxy Resin Blended with Propyl Ester Phosphazene »,
Journal of Applied Polymer Science, Vol. 74, (1999), pp.
229-237.
[MONN 99] Monneya L., Duboisa C., Perreux D.,
Burtheret A., Chambaudet A., « Mechanical Behaviour of an
Epoxy-glass Composite Under Photo-oxidation », Polymer Degradation
and Stability, vol. 63, (1999), pp. 219-224.
[WRIG 89] Wright W.W., « TGDDM Based
Epoxy Resin Systems for Aerospace Applications ». A review part I,
Comp. Polym, (1989), Vol. 2, pp.275-324.
[GAN 89] Gan S., Gillham J.K. Prime R.B.,
«A Methodology for Characterizing Reactive Coatings:
Time-Temperaturetrans Formation (TTT). Analysis of the Competition Between
Cure, Evaporation and Thermal Degradation for an Epoxy-phenolic System»,
J. Appl. Polym. Sci., (1989), Vol. 37, pp. 803-816.
[PANG 90] Pang K.P., Gillham J.K.,
«Competition Between Cure and Thermal Degradation in a High
Tg epoxy System : Effect of Time and Temperature of Isothermal Cure on the
Glass Transition Temperature», J. Appl. Polym. Sci., (1990),
Vol. 39, pp.909-933.
[MORG 79] Morgan R.J., O'Neal J.E., Miller D.B.,
«The Structure, Modes of Deformation and Failure, and
Mechanical Properties of DDS cured TGDDM Epoxy», J. Mat. Sci.,
(1979), Vol. 14, pp. 109-124.
[MORG 87] Morgan R.J., Mones E.T.,
«The Cure Reactions, Network Structure, and Mechanical
Response of DDS cured TGDDM Epoxies», J. Appl. Polym. Sci.,
(1987), Vol. 33, pp. 999-1020.
[GALY 85] Galy J.,«Mécanisme
de Réaction entre un Prépolymère Epoxyde et un Durcisseur
Cyanoguanidine : Caractérisation des Réseaux Obtenus»,
Thèse de Doctorat de l'Inst. Nat. des Sci. Appl. de Lyon.,
Lyon, (1985).
[KAEL 73] Kaelble D.H., «Physical
and Chemical properties of Cured Resins», EpoxyResins Chemistry and
Technology, Ed C.A. May et Y. Tanaka, (1973), pp.327-371.
[BERS 99] Bershtein V.A.,
Peschanskaya N.N., Halary J.L., Monnerie L.,
«The sub-Tg relaxations in pure and antiplasticized model
epoxy networks as studied by high resolution creep rate spectroscopy»,
Polymer, (1999), Vol. 40, pp.6687-6698.
[HALA 89] Halary J.L., Cukierman S., Monnerie L.,
«Relations entre structure chimique et
propriétés mécaniques dans lesréseaux
époxydes», Bull. Soc. Chem. Belg.,(1989), Vol
98 (9-10), pp. 623-634.
[URBA 91] Urbaczewski-Espuche E., Galy J., Gerard
J.F., Pascault J.P., Sautereau H., « Influence of chains
flexibility and crosslink density on mechanical properties of epoxy/amine
networks, Polym. Eng. and Sci., (1991), Vol. 31 (22),
pp.1572-1580.
[GERA 92] Gerard J.F., J.Andrews S., Macosko C.
W., «Dynamic Mechanical Measurement : Comparison Between
Bending and Torsion Methods on a Graphite Reinforced and a Rubber-modified
Epoxy», Polym. Comp., (1992), Vol. 11 (2), pp.90-97.
[MIJO 81] Mijovic J., Tsay L.,
«Correlation Between Dynamic Mechanical Properties and
Nodular Morphology of Cured Epoxy Resins», Polymer, (1981),
Vol. 22, pp.902-906.
[OCHI 88] Ochi M., Kageyama H., Shimbo M.,
«Mechanical and Dielectric Relaxations of Poly (hydroxy ethers) : 1.
Lowtemperature Relaxations», Polymer, (1988), Vol. 29,
pp.320-324.
[HARI 97] Harismendy I., Miner R., Valea A.,
Llano-Ponte R., Mujika F., Mondragon I., «Strain Rate and
Temperature Effects on the Mechanical Behaviour of Epoxy Mixtures With
Different Crosslink Densities», Polymer, (1997), Vol.
38 (22), pp.5573-5577.
[WOLF 99] Wolfrum J., Ehrenstein G.W.,
«Interdependence Between the Curing, Structure and the Mechanical
Properties of Phenolic Resins, J. Appl. Polym. Sci., (1999), Vol.
74, pp. 3173-3185.
[LEVC 95] Levchik S.V., Camino G., Luda M.P., Costa
L., « Thermal Decomposition of 4, 4'-diaminodiphenylsulphone
», Thermochimica Acta, vol 260, (1995), pp. 217-228.
[COLO 00] Colomban Ph., Mathez J., Tschiember J.,
Pérès P., « Raman Measurement of the Carbon
Fibres Stress Within Industrial Epoxy Matrices Under Controlled Tensile Strain
», JNC Epoxy.
[RATN 03] Ratna D., Manoj N.R., Varley R., Singh Raman
R.K., Simon G.P., « Clay-reinforced Epoxy Nanocomposites
», Polymer International, vol.52, (2003), pp. 1403-1407.
[MONT 07] Montanini R., D'Acquisto L., «
Simultaneous Measurement of Temperature and Strain in Glass Fiber/Epoxy
Composites by Embedded Fiber Optic Sensors : I. Cure Monitoring »,
Smart Materials and Structures, vol. 16, (2007), pp. 1718-1726.
[MIJO 98] Mijoviæ J., Corso W.V., Nicolais L.,
Ambrosio G., « In-situ Real-Time Study of Crosslinking
Kinetics in Thermal and Microwave Fields », Polymers for Advanced
Technologies, vol. 9, (1998), pp. 231-243.
[LACI 00] Lack I., Krupa I., Stach M., Kuèma
A., Jurèiová J., Chodák I., « Thermal
lag
and its Practical Consequence in the Dynamic Mechanical
Analysis of Polymers », Polymer Testing, vol. 19, (2000), pp.
755-771.
[LEPA 05] Le Parlouër P., Legendre B.,
« Matériaux de références pour les
Techniques d'Analyses Thermiques et de calorimétrie et Méthodes
de Mesures Calorimétriques », Revue Française de
Métrologie, vol 10 N°10, (2005), pp. 19-26.
[CHER 97] Cherdoud-Chihani A., Mouzali M., Abadie
M.J.M., « Etude de la Réticulation DGEBA-Poly
(Styrène-Alt-Anhydride Maléique) par DSC Isotherme »,
European Polymer Journal, vol. 33, N°9, (1997), pp.
1415-1422.
[ZHOU 03] Zhou S., Hawley M.C., « A
Study of Microwave Reaction Rate Enhancement Effect in Adhesive Bonding of
Polymers and Composites », Composite Structures, vol. 61,
(2003), pp. 303-309.
[SOKO 93] Sokolov A.P., Kisliuk A., Quitmann D.,
« Evaluation of Density of Vibrational States of Glasses From
Low-Frequency Raman Spectra », The American Physical Society,
vol. 48, N°10, (1993), pp. 7692-7695.
[PELL 07] Pellegrino M., Mario A., Giuseppe R., Gennaro
S., « A Study by Raman, near-infrared and Dynamic-Mechanical
Spectroscopies on the Curing Behaviour, Molecular Structure and Viscoelastic
properties of Epoxy/Anhydride Network », Polymer, vol. 48,
Issue 13, (2007), pp. 3703-3716.
[FARQ 04] Farquharson S., Smith W., Rose J., Shaw M.,
« Correlation Between Molecular (Raman) and Macroscopic
(Rheology) Data for Process Monitoring of Thermoset Composites »,
Process Analytical Chemistry, pp. 45-53.
[COLI 02] Colin X., Marais C., Verdu J.,
« Kinetic Modelling and Simulation of Gravimetric
Curves: Application to the Oxidation of Bismaleimide and
Epoxy Resins », Polymer Degradation and Stability, vol.78,
(2002), pp. 545-553.
[BOUK 88] Boukenter A., Duval E., Rosenberg H.M.,
« Raman Scattering in Amorphous and Crystalline Materials : a
Study of Epoxy Resin and DGEBA », Journal Physics C : Solid State
Physics, vol. 21, (1988), pp. 541-547.
[CERV 06] Cervantes-Uc J.M., Cauich-Rodriguez J.V.,
Vazquez-Torres H., Licea-Claverýe A., «
TGA/FTIR Study on Thermal Degradation of Polymethacrylates Containing
Carboxylic Groups », Polymer Degradation and Stability, vol.
91, (2006), pp. 3312-3321.
[LAHL 05] Lahlali D., Naffakh M., Dumon M.,
« Cure Kinetics and Modeling of an Epoxy Resin Cross-Linked
in the Presence of Two Different Diamine Hardeners », Polymer
Engineering and Science, (2005), pp. 1582-1589.
[GEOR 96] George G.A., Cash
G.A., Rintoul L., « Cure Monitoring of
Aerospace Epoxy Resins and Prepregs by Fourier Transform Infrared Emission
Spectroscopy », Polymer International, vol. 41, (1996), pp.
169-182.
[HONG 93] Hong K.C., Vess T.M., Lyon R.E., Myrick
M.L., « Remote Cure Monitoring of Polymeric Resins by Laser
Raman Spectroscopy », 38th, International Society for the
Advancement of Material and Process Engineering (SAMPE) Symposium and
Exhibition Anaheim, CA, May 10-13, 1993.
[POWE 98] Powell G.R., Crosby P.A., Waters D. N.,
France C.M., Spooncer R.C., Fernando G.F., « In-situ Cure
Monitoring Using Optical Fibre Sensors a Comparative Study »,
Smart Mater. Structure, vol. 7, 1998, pp. 557-568.
[NACE 06] Naceri A., Vautrin A., «
Caractérisation du Comportement Mécanique d'un Composite
(Tissu de Verre/Résine Epoxyde) à Différentes
Périodes de Vieillissement Hygrothermiques », Afrique
SCIENCE, vol. 02, N°2, (2006), pp. 131-141.
PUBLICATIONS INTERNATIONALES
[MERA 06] Merad L., Benyoucef B., «
Modeling and Optimization the Manufacturing Process of the Blades
Aerogenerators by Composite Materials », Algerian Journal of Advanced
Materials AJAM, Tlemcen, Vol 3, Mai 2006, pp. 297-299.
Journal homepage:
http://www.univ-tlemcen.dz/cisgm4.html
[MERA 06] Merad L., Benyoucef B., Charles J.P.,
« Etude Technico-économique d'un Système
Hybride (Aérogénérateur et Moteur Diesel) pour la
Production d'Electricité », Afrique SCIENCE Revue
Internationale des Sciences et Technologie, Vol. 2, N°2, 2006, pp.
187-197.
Journal homepage:
http://afriquescience.net
[MERA 07] Merad L., Benyoucef B., Bourson P., Charles
J.P., « Etude Technico-économique d'un Système
Hybride (Aérogénérateur et Moteur Diesel) pour la
Production d'Electricité », Revue Internationale
d'Héliotechnique, Energie - Environnement, vol. N°36B, 2007, pp.
43-47.
Journal homepage:
www.compless.org
[MERA 08] Merad L., Benyoucef B., Charles J.P.,
« Alimentation des foyers par énergie Electrique
d'Origine Eolienne et Solaire sur le Site de Tlemcen », Bulletin de
Physique, Union des Professeurs de Physique et de Chimie, UdPPC, Le Bup
N°901, Vol.102, Février 2008, pp.237-250.
[MERA 08] Merad L., Cochez M., Margueron S., Jauchem
F., Ferriol M., Benyoucef B., Bourson P., « In-Situ
Monitoring of the Curing of Epoxy Resins by DSC, FTIR and Raman Spectroscopy
», International Journal of Applied Engineering Research, Research
India Publication (RIP), Vol. 3, N°5, 2008, pp. 627-634.
Journal homepage:
http://www.ripublication.com/Volume/ijaerv3n5.htm
[MERA 08] Merad L., Cochez M., Jochem F., Ferriol M.,
Bourson P., Benyoucef B., « Study of Reticulation RTM6 System
by DSC and FTIR Spectroscopy », International Review of Physics, Vol
2, N°2, April 2008, pp.74-79.
Journalhomepage:
http://www.praiseworthyprize.com/IREPHYlatest/IREPHYvol2n2.html
[MERA 08] Merad L., Cochez M., Jochem F., Guedra Y.,
Ferriol M., Benyoucef B., « Kinetic Study of Thermal
Degradation of RTM6 Containing TiO2 by Thermogravimetry »,
International Review of Mechanical Engineering, Vol 2, N°2, November
2008, pp.74-79.
Journal homepage:
http://www.praiseworthyprize.com/IREMEvol2n6.html
[MERA 09] Merad L., Cochez M., Margueron S., Jauchem
F., Ferriol M., Benyoucef B., Bourson P., « In-Situ
Monitoring of the Curing of Epoxy Resins by Raman Spectroscopy »,
Elsevier, Polymer Testing, Volume 28, Number 1, (2009), pp. 42-45.
Journal homepage:
www.elsevier.com/locate/polytest
ANNEXE A
CARACTERISTIQUES DE LA RTM6
Annexe A Caractéristiques de la résine
Page 118
1. Caractéristiques de la Résine
RTM6
1.2. Description
La RTM 6 est une résine monocomponent déjà
dégazée, spécifiquement développée pour
accomplir les conditions aéronautiques et son avancement dans l'espace
industriel pour le processus de (Resin Transfer Moulding) de moulage.
1.3. Nature
C'est un système époxyde pré-mélange
pour les températures de service de -60°C jusqu'à 180°C
(-75°F jusqu'à 350°F). A la température ambiante, c'est
une pâte translucide brune, sa viscosité diminuant rapidement
quand la température augmente.
1.4. Avantages
· Système monocomponent,
· Déjà dégazée,
· Température de transition de verre
élevée,
· Facile à traiter (Basse Pression d'Injection),
· Le temps d'injection inférieur ou égal
à 150 minutes à la température recommandée,
· Absorption de faible humidité,
· cycle de traitement simple.
1.5. Disponibilité
La résine RTM6 est disponible avec un éventail
d'Injectex, de HexForce et de multiaxials
(carbone, verre, Aramid, hybride).
1.6. Stockage
Durée de conservation
|
23°C
|
15 jours au minimum
|
Garantie de la durée de
|
|
|
conservation
|
-18°C
|
pendant 9 mois
|
|
2. Propriétés typiques de la résine
2.1. Temps de Gel
Température °C
|
Temps en (min)
|
120
|
>=240
|
140
|
95
|
180
|
30
|
210
|
12
|
240
|
5
|
|
Annexe A Caractéristiques de la
résine
2.2. Profil de viscosité

Temps (min) Temps (min)
Viscosité Température
Viscosité complexe
Viscosité isothermique de la résine RTM6
Page 118
Viscosité pour injection dans un cycle standard
2.3. Température de transition du
verre
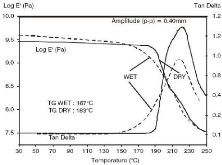
Comparaison séche/mouillé (14 jours dans l'eau
à 70°C) 3. Evolution de la viscosité contre le
temps de stockage à 80°C
Viscosité Initial à 120°C
Viscosité après 2h à 120°C (mPa.s)
(mPa.s)
|
T0
|
33
|
59
|
T0 + 2h30 80°C
|
32
|
59
|
T0 + 5h00 80°C
|
33
|
63
|
T0 + 7h30 80°C
|
35
|
75
|
T0 + 10h00 80°C
|
38
|
89
|
|
T0 : Heure d'atteinte 80°C
Annexe A Caractéristiques de la
résine
3.1. Ramassage de l'eau (résine
ordonnée)

Temps (min)
Page 118
14 jours dans l'eau/70°C
4. Propriétés de la résine
ordonnée
|
Tension
|
Fléxion
|
Force
|
75
|
132
|
Module
|
2890
|
3300
|
Contrainte
|
3.4
|
|
Contraintes standard
|
ASTM D638
|
ASTM D790
|
|
Densité fraiche de résine : 1.11 g/cm3
à 25°C La densité de résine traitée : 1.14
g/cm3 à 25°C 4.2. Dureté de rupture
: 168 J/m2
4.3. Composition du stratifié
· Injectex G0926 : armature du satin 5H de
370g/m2, HR6K,
· Tissu en poudre époxyde,
· Fraction de volume de fibre : 57%,
· Pression d'injection de 1 bar sous vide dans le moule,
· Cycle de traitement 75 minutes à 160°C,
· Post traitement du cycle 120 minutes à 180°C
(1°C/min), 4.4. Propriétés Dry/RT
|
Chaine de
contrainte
|
Chaine de I.L.S
|
Chaine de
compression
|
Dans le
cisaillement
plat
|
|
Force
|
860
|
67
|
700
|
100
|
|
Module
|
63
|
60
|
|
4.3
|
|
Contrainte
|
Pr EN 2597 B
|
Pr EN 2563
|
Pr EN 2856 TA
|
AiTM 1.0002
|
Annexe A Caractéristiques de la résine
4.5. Dans le cisaillement plat
|
Chaine de Chaine I.L.S Chaine de IPS
tension compression
|
|
Force
|
830
|
44
|
536
|
78
|
|
Module
|
63
|
|
63
|
35
|
|
Dans le
cisaillement plat
|
Pr EN 2597 B
|
Pr EN 2563
|
Pr EN 2856 TA
|
AiTM 1.0002
|
4.6. Spécification du processus
d'injection
§ Le préchauffement de la résine à
80°C,
§ Le préchauffement du moule à
120°C,
§ Injection sous vide de la résine (80°C)/1
à 3 bars.
4.7. Traitement standard et cycle de
Post-traitement
Traitement dans le moule : 75 min à 160°C
Post-traitement Libre : 120 min à 180°C
Page 118
ANNEXE B
GLOSSAIRE
Annexe B Glossaire
Page 125
ANNEXE B
VOCABULAIRE NECESAIRE A LA COMPREHENSION :
GLOSSAIRE
|
Mot
Absorption
|
Signification générale
Processus par lequel l'intensité d'un rayonnement
décroit quand il traverse un milieu matériel auquel il
transfère tout ou partie de son énergie.
|
|
Adiabatique
|
Se dit des transformations qui s'effectuent sans
échange de chaleur avec l'extérieur.
|
|
Composite
|
Matériaux formé par l'assemblage de plusieurs
matériaux et qui présente des propriétés que ces
derniers ne possèdent pas isolément être constitué
d'une ossature (renfort) de fibre qui supporte les efforts mécaniques et
d'une matrice d'enrobage.
|
|
Contrainte
|
Force exercée sur une structure, en permanence ou de
manière transitoire. S'exprime par unité de surface.
|
|
Diffusion
|
Phénomène se produisant lorsque des ondes
rencontrent un obstacle ou un milieu différent, et qui se traduit par
des déviations dans leur propagation, par exemple la modification du
trajet d'une onde lumineuse lors du passage d'un milieu à un autre
d'opacité différente.
|
|
Diffusion
(ou interaction)
élastique
|
Interaction entre particules qui se traduit par le transfert
de l'impulsion d'une particule à une autre sans en changer la nature
(l'équivalent classique est le choc de deux boules de billard). La
particule incidente rebondit sur la particule-cible avec une énergie
cinétique inférieure à son énergie initiale. Le
transfert d'impulsion appliqué à la cible fait reculer celle-ci.
Si son énergie de recul est suffisante, la particule-cible ainsi
émise peut être détectée (on parle, par exemple,
d'électron de recul lorsque la diffusion a lieu sur une cible
d'électrons). Dans le cas de la diffusion d'ondes
électromagnétiques, la diffusion est dite élastique
lorsque le photon diffusé a la même fréquence que le photon
incident (ex : diffusion Rayleigh).
|
|
Diffusion
(ou interaction)
inélastique
|
Interaction entre particules dans laquelle l'énergie
cédée à la cible par la particule incidente change la
nature de la cible. Dans le cas d'un noyau cible, ce changement de nature se
traduit par le passage dans un état excité du
noyau, par l'éjection d'un ou plusieurs de ses
constituants, voire par
fragmentation. Dans le cas de la diffusion d'ondes
électromagnétiques, la diffusion est dite inélastique
lorsque le photon diffusé voit sa fréquence
|
Annexe B Glossaire
Page 126
|
diminuer (ex : diffusion Compton).
|
|
Exothermique
|
Qui s'accompagne d'un dégagement de chaleur.
|
|
Fluage
|
Déformation lente du matériau quand on lui applique
une charge permanente.
|
|
Fluorescence
|
Réémission, en général très
rapide, d'un photon d'énergie inférieure par atome ou une
molécule (un fluorophore) ayant absorbé un photon
d'énergie donnée.
|
|
Modélisation
|
Représentation simplifiée (modèle) d'un
système ou d'un processus afin de le simuler, rassemblement dans un
logiciel de calcul.
|
|
Polymère
|
Macromolécule de poids moléculaire
élevé répétant un même motif appelé
monomère, lié au suivant par une liaison covalente.
|
|
Polymère
conjugué
|
Chaîne polymère caractérisée par
une alternance de liaisons carbone-carbone saturées insaturées,
conduisant à la présence d'électrons
délocalisés (électron pi).
|
|
Polymérisation
|
Ajout progressif de molécule de monomères les
unes aux autres, formant un polymère, macromolécule
répétant un même motif structural.
|
|
Rayonnement
infrarouge (IR)
|
Partie du spectre électromagnétique couvrant les
rayonnements dont les
longueurs d'onde sont comprises entre 760-780 nm. Les
physiciens
subdivisent les infrarouges en IR proches (760 nm - 4 m), IR
moyens
(4 - 14 m), IR lointains (14 m - 100 m) et IR
sub-millimétriques (100 m -
1 mm).
|
|
Rayonnement
ultraviolet (UV)
|
Partie du spectre électromagnétique couvrant les
rayonnements dont les longueurs d'onde, de 400 à 10 nm, se situent entre
celles du rayonnement visible et celles du rayonnement X. Les ultraviolets sont
divisés en UV proches (400 - 250 nm), UV lointains (250 - 180 nm), UV
dit « du vide » (180 - 100 nm) et UV extrêmement (100 - 10 nm).
Une grande partie du rayonnement UV est absorbée par l'atmosphère
terrestre.
|
|
Rayonnement
visible
|
Partie du spectre électromagnétique visible par
l'oeil humain, en l'occurrence les rayonnements dont les longueurs d'onde sont
comprises entre 380 - 400 nanomètres (violet) et 760 - 780 nm (rouge),
bordée d'une part par l'ultraviolet et d'autre part par l'infrarouge.
|
|
Rayonnement
électromagnétique
|
Rayonnement qui se propage dans le vide à la vitesse de
la lumière sous forme de champs électrique et magnétique
oscillants et qui transporte de l'énergie (photons).
|
|
Spectromètre
|
Dispositif qui enregistre les spectres
électromagnétiques élément par
élément à
|
Annexe B Glossaire
|
l'aide de détecteurs et mesure l'intensité des
rayonnements en fonction de leur longueur d'onde.
|
|
Spectroscopie
|
Etude des corps à partir des rayonnements qu'ils
émettent ou des
transformations que leur font subir d'autres corps placés
sur leur trajet.
|
|
Transformée de
Fourier
|
Résultat d'une opération mathématique
complexe qui consiste à « peser » le poids relatif de
chaque fréquence dans un signal temporel afin d'en donner une
représentation spectrale.
|
|
viscosité
|
Capacité d'un fluide à s'écouler.
|
Page 127
ANNEXE C
Principales Bandes en IRTF
Page 129
Annexe C Principales bandes en IRTF
Informations qualitatives : Les longueurs
d'ondes que l'échantillon absorbe, sont caractéristiques des
groupes chimiques présents dans le matériau analysé. Des
tables permettent d'attribuer les absorptions aux différents groupes
chimiques présents. Le tableau ci dessous présente les bandes de
vibrations caractéristiques des principales fonctions rencontrées
dans les composés organiques.
|
Composés
Alcane
|
Vibrations
caractéristiques
CHx
stretching
|
Fréquences de vibrations
(cm-1)
2950-2850
|
|
CHx déformation
|
1500-1400
|
|
Insaturé
|
CHx stretching
|
3050-3000
|
|
C=C stretching
|
1600-1500
|
|
Aromatique substitué (CH)
|
1900-1700
|
|
Aromatique bending
|
800-750
|
|
Alcool
|
OH stretching
|
3400 (large)
|
|
C-O stretching
OH déformation
|
1050-1250
(1aire<2aire<3aire<Phénol)
|
|
Cétone
|
C=O stretching
|
1690-1680
|
|
Aldéhydes
|
H-C=O
|
2800-2650
|
|
C=O stretching
|
1710-1700
|
|
Acides
|
OH (avec liaison hydrogène)
|
3200-2500 (large)
|
|
C=O stretching
|
1725-1700
|
|
C-O
|
1440-1390, 1320-1210
|
|
OH déformation
|
950-900
|
|
Sel de l'acide
|
COO- stretching
antisymétrique
|
1615-1650
|
|
COO- stretching symétrique
|
1400-1300
|
|
Ester
|
C=O
|
1775-1720
|
|
Aromatique
|
1250-1100
|
|
Amine
|
NH stretching
|
3400-3300 (1aire>2aire)
|
|
NH déformation
|
1650-1550 (1aire>2aire)
|
|
C-N stretching
|
1350-1250 (1aire<2aire)
|
|
Amide
|
NH stretching
|
3350-3070 (1aire>2aire)
|
|
C=O
|
1680-1630
|
|
NH déformation
|
1650-1515 (1aire>2aire)
|
Annexe C Principales bandes en IRTF
|
CN stretching
|
1180-1140 (1aire<2aire)
|
|
Nitrile
|
C=N
|
2250
|
|
Isocyanate
|
N=C=O
|
2275
|
|
Sulfone
|
S=O
|
1100-1000
|
|
C-S stretching
|
740-690
|
|
SO2
|
1380-1300
|
|
Halogénure
|
C-F
|
1400-1000
|
|
C-Cl
|
1175-650
|
|
C-Br
|
590-510
|
|
C-I
|
525-485
|
Principales bandes des composants en IRTF
Page 130
NOM : MERAD Date de soutenance : 31 Janvier
2010
Prénom : Laarej N°d'ordre :
Titre : Etude par Spectroscopie Raman et
Modélisation d'une Résine Composite RTM
Nature : Doctorat
Spécialité : Physique Energétique
et Matériaux
Ecole Doctorale : Energie Mécanique
Matériaux EMMA
Mention : Science des Matériaux
Résumé
Le travail présenté dans ce manuscrit consiste
en une contribution à l'étude de ces structures RTM par
microscopie Raman, afin de mesurer certains paramètres tel que la
réticulation, l'identification de composés chimiques, les
contaminations, l'homogénéité d'additifs... mais aussi sur
l'utilisation de ces mesures dans le cadre d'une modélisation
numérique de ces structures.
Cette Thèse de Doctorat s'inscrit dans un programme
pour le remplacement des mesures actuelles intrusives, destructives et
indirectes par une mesure in situ via un capteur Raman implanté
dans l'outillage et à la construction du système en milieu
industriel. Avec comme but d'optimisation par exemple les
procédés de fabrication des pales d'éolienne, ponts de
bateaux de garantir et valider des critères de qualité des
pièces techniques à forte valeur ajoutée et enfin
d'optimiser les caractéristiques physico-chimiques liées à
la mis en oeuvre dans l'outillage.
Mots clés : RTM6, Réticulation,
DSC, IRTF, Raman, in-situ
Abstract
The work presented in this manuscript is a contribution to the
study of these structures RTM Raman microscopy, to measure parameters such as
curing, the identification of chemical compounds, contamination, uniformity as
addenda but ... also on the use of these measures in the framework of a
numerical modelling of these structures.
This Thesis is a program for replacing the current intrusive,
destructive and indirect measurement in-situ Raman via a sensor
implanted in the equipment and system construction in an industrial
environment. With the aim of optimization processes such as manufacturing wind
turbine blades, bridges boat guarantee and quality criteria of technical parts
with high added value and to optimize the physical and chemical related to the
mission implemented in tooling.
Keywords : RTM6, Reticulation, DSC, FTIR,
Raman, in-situ.
| 

