|
ÊÜÜÜÜíÈÚÔáÇ
ÊÜÜíØÇÑÞãíÏáÇ
ÊÜÜÜíÑÆÇÓÜÜÜÜÌáÇ
ÊÜÜÜíÑìåãÌáÇ
RÉPUBLIQUE ALGÉRIENNE DÉMOCRATIQUE ET
POPULAIRE
íÜÜÜÜãáÚáÇ
ËÜÜÜÜÍÈáÇ æ
íÜÜÜáÇÚáÇ
ãÜÜÜÜíáÚÊáÇ
ÉÑÇÒæ
MINISTÈRE DE L'ENSEIGNEMENT SUPÉRIEUR ET DE LA
RECHERCHE SCIENTIFIQUE
ØÇìÜÜÛáÇÈ
ÌíáË ÑÇãÚ
ÊÜÜÜÜÚãÇÌ
UNIVERSITÉ AMAR TELIDJI LAGHOUAT


ÇíÜÜÜÌìáìäßÊáÇ
ÊÜÜÜíáß
FACULTÉ DE TECHNOLOGIE
DEPARTEMENT D'ELECTROTECHNIQUE
MÉMOIRE DE FIN D'ÉTUDES
Présentée en vue de l'obtention du
diplôme de
Master Académique En
Électrotechnique
Spécialité : Machines
électriques
THÈME
|
Analyse Vibratoire des Machines sur un Banc
d'Essai
- Cas d'un Disque Tournant -
|
|
Présenté par :
Said KOUIDRI Kouider GHRIS
|
Proposé par : M. SAROUTE
Dirigé par : M. SAROUTE & M. HAMIDAT
Suivi pratique par : K. HACHANI
|
Soutenue le : 05/06/ 2022
Devant le Jury
composé de :
Président Prof. M. BIRAME
Université de AMAR TELIDJI
Examinateur Prof. S. BESSEDDIK
Université de AMAR TELIDJI
Encadreur Prof. M. SAROUTE Université
de AMAR TELIDJI
Co-Encadreur M. HAMIDAT Université de
AMAR TELIDJI
Année universitaire 2021 / 2022
I
REMERCIEMENTS
Nous remercions Allah de nous avoir donné la force et
le courage pour réaliser ce modeste travail.
Nous tenons à remercier en premier lieu, mon directeur
de thèse, Monsieur Mohammed SAROUT pour la confiance dont il nous a
gratifié, pour ses conseils, sa disponibilité ainsi que son
soutien, quand tout allait bien, mais surtout quand ça allait moins
bien, qui au-delà d'être un excellent mentor, auprès de qui
nous avons fait nos premiers pas en vibration. Merci de nous offrir la
possibilité d'orienter nos recherches avec une grande liberté.
C'est pour cela que nous avons eu la motivation de faire une recherche dans les
vibrations.
Nous tenons à remercier Monsieur M. HAMIDAT le
Co-encadreur.
Nous remercions également les membres du jury pour
avoir accepté d'y siéger et d'examiner ce mémoire.
Nous remercions Monsieur Khaled HACHANI l'ingénieur
pour son dévouement, ses conseils et son soutien moral et les
informations utiles et le suivi pratique tout le long de l'élaboration
de ce travail.
Nous remercions l'équipe de service mécanique
(cellule de vibration) à DML pour leur accueil et leur
disponibilité pendant la durée de notre stage.
Toutes ces personnes ont contribué, par leur
disponibilité et leur bonne humeur, à rendre notre stage
enrichissant et motivant.
Enfin, nous tenons à exprimer notre reconnaissance
à Monsieur Mohamed KHADROUNE et le bureau de formation au DML et
l'équipe d'administration commun PFE (Université -
Société DML SONATRACH).
II
DEDICACES
A tous les étudiants de sciences et les
ingénieurs musulmans dans le monde islamique ...
Nous dédions ce travail à tous les centres de
traduction en arabe ...
III
ÕÜÎáã
ÉäÇíÕÇÇ
äí áíáÞÇÇ
ÈáØÊí æå
ÉäíÊáÏÇ
æÕÆÇÕáÎ
ÇðÑß Ùä
ÉáÊÎáÏÇ
ÉíÚÇäÕÇÇ
ÊáÇÇáãÌÇ í
áÇÇãÚÊÓ Ç
Ñß ËßáÇ æì
íÇãÇÊÒÇÇ
ÇÑß áãÍÇ ÉÏÚ
ÖÑß Ç ÉÌÇáÍÇ
äÅ ÇÐáÐæ
.ÉíßíäÇßíí æ
ÉíÆÇÈÑß åß
ÉáÊãÎ ÚÇæä
äí áÇØÚáÖÑß
ÚÊí ä äßíã
æäßÇæ ìÑß
ÎáÇ ÊÇßÑß
áãÍÇÈ
ÉäÑÇÞí
ÉáíÞËÇÇ
ÉäÇíÕÇÇ
ÊÇÇÇÑß Ìá ì
á ÉÇÇÅÖÇÈ
áÇØÚáÇ åÐì
ÈääÊÇ .ÉÇáÂÇ
åÐì ÉäÇíÕæ
áÇØÚáÇ
ÇÔÊßÇæ
ãßÍÊÇÇ
ÉÓÇÑÏÇ
ÉíËÈÍ
ÚíÑÇÔí
.ÊÇÒÇãÊìáÇÇ
áíáÊÍ
ãÇÏÎÊÓÇÈ
ÉíÆÇÞæÇÇ
ÉäÇíÕÇÇ
ãæåí ËÍÈÇÇ
ÇÐì í ÓÑÏäÓ
ÉáßáÏÇæ æ
ÉÑÇæÏÜÇÇ
ÊáÇáÂÇ í
ÑæÜìÏÜÊÇÇ
æ áÇØÜÚáÇ äÚ
Ôß ÜáÇ
ÊÇÒÇãÊìáÇÇ
áíáÊÍ
ãÏÎÜÊÜÓí
ÉíÆÇíãÜíÜ
ßÑÜìÇæÜÙ íÜ
ì
ÊÇÒÇãÜÊÜìÇáÇ
.ÇåÊÇÇáÍáÖÜ
ÇÜÓð
ÇÜíÞí
ßÑÜæÜí
íÑÎáÇ
ÇÐìÉäÒÇæíæ
ÉíÒÇãÊìáÇÇ
ÊÇÑÇÔÅÖÇ
áÊÒÛÊÓÇ
ÞíÑß Ø äÚ
ÑÇæÏÇÇ Ñß
ÕäÚÇÇ í ááÎ
ÕíÎÔÊÇ
ËÍÈÇÇ ÇÐì
ÓíÑß ßÇ Êã
ÉíÇÇÚ ÇäÊÈË
ÉíáãÚÇÇ
ÇääÆÇÊä áÊÒÎ
äíæ
ÉíÒÇãÊìÇ
ÉÈÇäÊÓÇ
ËæÏÍ ì á
ÑÇæÏÇÇ Ñß
ÕäÚáÇ
íßííÇäíÏÇÇ
ÇæáÓÇÇ í
äÒÇæÊÇÇ ãÏÚ
ìÏ .ÉäÒÇæáÏÇ
ÉíäÞÇ ÇÖíæ
ÇÇØÎáÇ
ÕíÎÔÇ í
ÊÇÒÇãÊìáÇÇ
áíáÊÍ
ÉíÜÍÇÜÊã
ÊÇãÜáß
.íÑíÇÚí
ÉäÒÇæí
ÊÒÇÇãÊì ÇáÇ
áíáÊÍ
äÒÇæÊÇÇ ãÏÚ
áÇØÚáÇÇÔÊßÇæ
ÕíÎÔÇ
ÉíÆÇÞæ
ÉäÇíÕ
íÇãÇáÇ ÇÑß
ãÍ
IV
Abstract
The asynchronous motor is the most used in the various
industrial fields. For its excellent robustness quality, it requires a little
maintenance comparaed to other motors, but can present failures of various
natures that could be electrical or mechanical. thus, the need imposes several
research projects to study the control, the detection of the defects and the
maintenance of this machine. To avoid these breakdowns as well as heavy and
expensive maintenance actions, we will study in this research the concept of
preventive maintenance by using the vibration analysis.
Vibrations are physical phenomena where vibration analysis is
used to highlight the defects of the operation or degradation of a rotating
machine and give a better measure of its condition.
This work has been dedicated to the diagnosis of a defect of
the rotor by the exploitation of vibratory signals and balancing of this
latter. The imbalance in the dynamic behavior of the rotor has generated a
vibratory response, and through our practical results we have proven the
effectiveness of vibration analysis in the diagnosis of defects and also the
balancing technique.
Keywords
Asynchronous motor, Preventive maintenance, Diagnosis and
fault detection, Unbalance, Vibration analysis, Balancing, Standards.
V
RÉSUMÉ
Le moteur asynchrone est le plus utilisé dans les
différents domaines industriels, car bien considéré par
ses qualités de robustesse, il nécessite peu de maintenance
comparable à d'autres moteurs, mais peut présenter des pannes de
diverses natures, électriques ou mécaniques. Pour cela, la
nécessité impose plusieurs projets de recherche pour
l'étude de la commande, la détection des défauts et la
maintenance de cette machine. Pour éviter ces pannes ainsi que des
actions de maintenance lourdes et coûteuses, nous étudierons dans
cette recherche le concept de maintenance préventive en utilisant
l'analyse vibratoire.
Les vibrations sont des phénomènes
physiques,l'analyse vibratoire est utilise pour mettre en évidence les
défauts de fonctionnement ou de dégradation d'une machine
tournante et donnent une meilleure mesure de son état.
Ce travail a été dédié au
diagnostic d'un défaut du rotor par l'exploitation de signaux
vibratoires et l'équilibrage de ce dernier . Le
déséquilibre dans le comportement dynamique du rotor a
généré une réponse vibratoire, et grâce
à nos résultats pratiques nous avons prouvé
l'efficacité de l'analyse vibratoire dans le diagnostic des
défauts et aussi la technique d'équilibrage.
Mots-clés
Moteur asynchrone, Maintenance préventive, Diagnostic
et détection de défaut, Balourd, Analyse vibratoire,
Équilibrage, Normes.
VI
LISTE DES FIGURES
CHAPITRE I : Principaux Défauts de la
Machine Asynchrone, Causes et Conséquences
Fig.I.1. Les composants d'un moteur asynchrone 5
Fig.I.2. Le stator 6
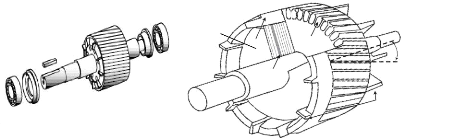
Fig.I.3. Structure d'un rotor bobiné 8
Fig.I.4. Structure d'un rotor à cage d'écureuil
8
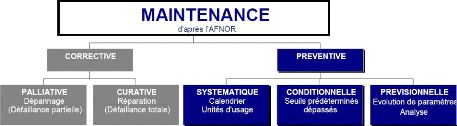
Fig.I.5. Types de maintenance 10
Fig.I.6. Seuil de maintenance 11
Fig.I.7. Répartition des défauts rencontrés
dans les entrainements asynchrones 14
Fig.I.8. Répartition des défauts
rencontrés dans les applications entrainées par les moteurs
asynchrones de la gamme Leroy Somer selon l'enquête menée
auprès d'une filiale de
maintenance. 14
Fig.I.9. Exemple de roulement. (a) Défauts
localisés. (b) Défauts distribués. 16
Fig.I.10. Différents types de défauts statorique
17
Fig.I.11. Rupture d'un anneau. 18
Fig.I.12. Positions du rotor et du stator dans une machine
parfaite. 18
Fig.I.13. Types d'excentricités statiques (a), dynamique
(b) et mixte (c) 19
Fig.I.14. Alignement parfait. 19
Fig.I.15. Désalignement angulaire (pas de décalage)
20
Fig.I.16. Désalignement parallèle. 20
Fig.I.17. Désalignement combiné. 21
Fig.I.18. Flexion d'arbre due à un défaut
d'alignement ou de concentricité des paliers. 21
Fig.I.19. Modes élastiques d'un rotor flexible. 21
Fig.I.20. Déséquilibre du rotor. 22
Fig.I.21. Le déséquilibre, la
vélocité de vibration et la force centrifuge en fonction de la
vitesse de rotation 23
Fig.I.22. Sources de déséquilibre 24
Fig.I.23. Déséquilibrage statique. 25
Fig.I.24. Déséquilibre de couple 25
Fig.I.25. Équilibre statique, déséquilibre
du couple 26
Fig.I.26. Déséquilibre dynamique 26
CHAPITRE II : l'Analyse Vibratoire, Captures et
Identification des Défauts
Fig.II.1. Composants de l'architecture de système de
détection de défaut. 29
VII
Fig.II.2. Caractéristiques d'un signal
vibratoire. 30
Fig.II.3. Signal sinusoïdal de
déplacement 32
Fig.II.4. Signal sinusoïdal de vitesse
33
Fig.II.5. Signal sinusoïdal
d'accélération 33
Fig.II.6. Capteurs de vibrations et les types
de mesures. 34
Fig.II.7. Capteur de déplacement pour
les paliers lisses. 35
Fig.II.8. Schéma de fonctionnement
d'un capteur de déplacement 35
Fig.II.9. Capteur de vitesse à bobine
mobile 37
Fig.II.10. Capteur de vitesse
photoélectrique 38
Fig.II.11. Schéma d'un
accéléromètre. 39
Fig.II.12. Schéma d'un
accéléromètre à préamplificateur
intégré. 41
Fig.II.13. Positionnement des
accéléromètres sur un palier. 42
Fig.II.14. Plans de mesure 42
Fig.II.15. Les positions de placement d'un
accéléromètre 42
Fig.II.16. Gamme dynamique et gamme de
fréquences des capteurs. 43
Fig.II.17. Influence de la grandeur
utilisée. 44
Fig.II.18. Harmoniques pour 1500 tr/min.
44
Fig.II.19. Illustration
temporal-fréquentiel d'un signal oscillant 46
CHAPITRE III : Contrôle et Equilibrage
d'un Défaut de Balourd sur un Banc d'Essai
Fig.III.1. Analyse d'ordre (résonance)
de démarrage d'un rotor classe 2, 3, 4 ou 5 54
Fig.III.2. Interface d'objets de la base de
données 58
Fig.III.3. Interface des signaux et analyses.
59
Fig.III.4. Analyseur de spectre FFT 59
Fig.III.5. Kit simulateur. 60
Fig.III.6. Plaque Signalétique du
moteur de lancement. 60
Fig.III.7. Carte d'acquisition. 61
Fig.III.8. Capteur de vitesse
(photoélectrique). 61
Fig.III.9. Un
accéléromètre (piézoélectrique) 61
Fig.III.10. Création d'un balourd.
62
Fig.III.11. La masse de boulon. 62
Fig.III.12. Trends de démarrage
Amplitude / Phase. 63
Fig.III.13. Signal FFT d'un capteur
accéléromètre position vertical. 63
Fig.III.14. Signal indique un
déphasage entre le capteur vertical et le capteur horizontal 64
Fig.III.15. Signal indique un balourd initial
avec un phase ö0 = 0,20° 64
VIII
Fig.III.16. Poids de la masse d'essai. 66
Fig.III.17. Signal FFT d'un capteur
accéléromètre position vertical 67
Fig.III.18. Signal indique un balourd
résultant avec un phase ö1 = - 8,77 ° 67
Fig.III.19. Diagramme vectoriel de V0 , V1 et
Ve pour l'unité : 1mm x = 0.05 mm y 69
Fig.III.20. Diagramme vectoriel de V0 , V1 et
Ve pour l'unité : 1mm x = 1 mm y 69
Fig.III.21. Diagramme vectoriel de V0 , V1 ,
Ve , Ve' et Vc pour l'unité : 1 mm x=0,05 mm y
70
Fig.III.22. Diagramme vectoriel de V0 , V1 ,
Ve , Ve' et Vc pour l'unité : 1 mm x=1 mm y 70
Fig.III.23. Détermination de la
position de la masse de correction 71
Fig.III.24. Par méthode
numérique ( Un logiciel ) 71
Fig.III.25. Poids et positionnement de la
masse de correction. 72
Fig.III.26. Signale FFT après
l'équilibrage d'amplitude d'accélération. 72
Fig.III.27. Montage de la masse de correction
à un rayon différent du rayon de montage de la
masse d'essai 73
IX
LISTE DES TABLEAUX
CHAPITRE I : Principaux Défauts de la
Machine Asynchrone, Causes et Conséquences
Tab.I.1. Terminologie & définitions 12
CHAPITRE II : l'Analyse Vibratoire, Captures et
Identification des Défauts
Tab.II.1. Niveaux vibratoires admissibles sur les machines
tournantes 48
Tab.II.2. Les fréquences des vibrations et leurs causes
probables 49
Tab.II.3. Identification des vibrations 50
CHAPITRE III : Contrôle et Equilibrage d'un
Défaut de Balourd sur un Banc d'Essai
Tab.III.1. Comparaison les résultats de la masse de
correction entre un logiciel et le un
programme sur MATLAB. 74
X
LISTE DES SYMBOLES ET ABREVIATIONS
A0 amplitude de vibration causée par le balourd
(amplitude initiale)
AA amplitude d'accélération de la vibration
absolue
AV amplitude de vitesse de la vibration absolue
Ac amplitude crête
Acc amplitude double (crête à crête)
Aeff, RMS amplitude efficace
a accélération
as enroulement d'un phase
statorique
f.? angle de contact de la bille avec les bagues
C centre de masse
C.G Centre de Gravité
CPM Cycle Par Minute
CCV Coût du Cycle de Vie
Db diamètre d'une bille
Dc diamètre de la cage
d déplacement
eadm balourd spécifique
e déplacement du centre de la masse
F force due au déséquilibre
f fréquence d'alimentation
FFT Fast Fourier Transform (transformée de Fourier
rapide)
f,- fréquence de rotation de l'arbre
fba.ex fréquence de défaut de bague
externe
fba.in fréquence de défaut de bague
interne
fbi fréquence de défaut de billes
f a fréquence de défaut de cage
ö0 angle de phase du signal vibratoire par rapport
à l'impulsion du capteur
tachymétrique
g glissement
H champ magnétique
Is courant statorique
M masse du rotor
XI
m masse du balourd
mess masse d'essai
mr masse équivalente de balourd résiduel
(la masse résiduelle)
mc masse de correction
N vitesse nominale
Ns vitesse de synchronisme
???? nombre de billes
vitesse angulaire
p nombre de paires de pôles
Rc rayon du lieu de la masse de correction
Ress rayon du lieu de la masse de d'essai
RPM Rotation Par Minute
r distance entre le centre du rotor et centre de gravité
du la masse "m" de
balourd
rf résistance de
défaut
ô durée d'une période
U déséquilibre du rotor
Uadm balourd résiduel admissible
V0 vecteur représentant le balourd initial
V1 vecteur représentant le balourd
résultant
Ve vecteur représente la contribution
de la masse d'essai seule sur la nouvelle
condition de déséquilibre du rotor.
Vc vecteur représente la position et
la valeur du balourd nécessaires pour
annuler le balourd initial
v vitesse
X vitesse de rotation en tr/min ou RPM
XII
Table des matières
REMERCIEMENTS I
DEDICACES II
RÉSUMÉ (Ar-En-Fr) V
LISTE DES FIGURES VI
LISTE DES TABLEAUX IX
LISTE DES SYMBOLES ET ABREVIATIONS X
INTRODUCTION GÉNÉRALE 1
CHAPITRE I : Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
I.1. Introduction 4
I.2. Principe de fonctionnement 4
I.3. Construction de la machine asynchrone 5
I.3.1. Stator 5
I.3.2. Rotor 6
I.3.2.1. Rotor bobiné 7
I.3.2.2. Rotor cage d'écureuil 8
I.3.3. Les organes mécaniques 8
I.3.3.1. Les roulements 9
I.4. Maintenance 9
I.4.1. Maintenance curative 10
I.4.2. Maintenance systématique 10
I.4.3. Maintenance prévisionnelle 10
I.4.4. Maintenance préventive 10
I.4.5. Maintenance conditionnelle 10
I.4.6. L'importance de la maintenance 11
I.5. Terminologie dédiée au diagnostic 12
I.6. Généralités sur les défauts des
machines électrique 13
I.6.1. Défaut des roulements 15
I.6.1.1. Fréquences caractéristiques des
défauts du roulement 16
I.6.2. Défauts au stator 16
I.6.3. Défauts au rotor 17
I.6.4. Défaut d'excentricité 18
XIII
I.6.5. Alignement d'arbres 19
I.6.5.1. Alignement parfait 19
I.6.5.2. Désalignement angulaire ou frontal (le
délignage ou défaut de lignage) 20
I.6.5.3. Désalignement décalé ou
parallèle 20
I.6.5.4. Désalignement combiné ou oblique 20
I.6.6. Flexion du rotor 21
I.6.7. Défaut de déséquilibre (balourd)
21
I.6.7.1. Les paramètres de déséquilibre
22
I.6.7.2. Déséquilibre et vitesse 23
I.6.7.3. Sources du déséquilibre 23
I.6.7.4. Déséquilibrage statique 24
I.6.7.5. Déséquilibre de couple 25
I.6.7.6. Déséquilibre dynamique 26
I.7. Conclusion 26
CHAPITRE II : l'Analyse Vibratoire, Captures et
Identification des Défauts
II.1. Introduction 28
II.2. Analyse vibratoire 28
II.2.1. Définition d'une vibration 29
II.2.2. Vibration Caractéristiques 29
II.2.3. Intérêt du mesurage des vibrations 31
II.2.4. Techniques de mesurage 31
II.2.4.1. Le déplacement 31
II.2.4.2. La vitesse 32
II.2.4.3. L'accélération 33
II.2.4.4. Relations entre les grandeurs 34
II.3. Captures de vibrations 34
II.3.1. Capteur de déplacement 34
II.3.1.1. Principe de fonctionnement 35
II.3.1.2. Avantages 36
II.3.1.3. Inconvénients 36
II.3.2. Capteur de vitesse (Vélocité) 36
II.3.2.1. Capteur à bobine mobile (Classique) 36
II.3.2.1.1. Principe de fonctionnement d'un capteur de vitesse
à bobine mobile 36
II.3.2.1.2. Avantages 37
XIV
II.3.2.1.3. Inconvénients 37
II.3.2.2. Capteur photoélectrique (Moderne) 38
II.3.3. Accéléromètre 38
II.3.3.1. Principe de fonctionnement 39
II.3.3.2. Avantages 40
II.3.3.3. Inconvénients 40
II.3.3.4. Accéléromètre à
préamplificateur intégré 40
II.3.3.5. Montage de l'accéléromètre 41
II.3.4. Choix du capteur de vibrations 42
II.3.5. Influence de la grandeur utilisée 43
II.4. Harmoniques (Ordres) 44
II.5. Spectre FFT (Fast Fourier Transform) 45
II.6. Tendances et lignes de base en matière de
vibrations 46
II.7. Normes et limites de vibration 47
II.8. Identification les défauts et leurs vibrations
48
II.9. Conclusion 51
CHAPITRE III : Contrôle et Equilibrage
d'un Défaut de Balourd sur un Banc d'Essai
III.1. Introduction 53
III.2. Importance de l'équilibrage 53
III.3. Technique de la réparation 53
III.4. L'équilibrage (La correction) 55
III.4.1. Types d'équilibrage 56
III.5. Logiciel VIB360 STUDIO 57
III.5.1. Représentation « objets » 57
III.5.2. La base de données 57
III.5.3. Les analyse 58
III.6. Simulation un défaut du balourd sur kit simulateur
59
III.6.1. Procédure d'équilibrage 62
III.6.1.1. Lancement 1 : Analyse d'ordre et analyse spectral
(FFT) de balourd initial 62
III.6.1.2. Lancement 2 : Avec une masse d'essai 65
III.6.1.2.1. Choix d'une masse d'essai 65
III.6.1.3. Lancement 3 : Avec une masse de correction 68
III.6.1.3.1 Par méthode graphique ( Diagramme vectoriel )
68
III.6.1.3.2 Par méthode numérique ( Un logiciel )
71
XV
III.6.2. Résultat final (Vibration résiduelle)
72
III.6.3. Rayon de correction 73
III.6.4. Interprétation 74
III.6.5. Comparaison entre les programmes de calcule 74
III.7. Conclusion 75
CONCLUSION GÉNÉRALE 76
ANNEXES 78
Annexe En : Illustrated Vibration Diagnostic Chart 79
Annexe Fr : Tableau illustré de diagnostic des
vibrations 84
Annexe En : Balance quality grades for various groups of
representative rigid rotors (From
ISO 1940/1) 104
Annexe En : B.Maximum permissible residual unbalance, eper
(Imperial values adapted
from ISO 1940/1) 105
Annexe Fr : Degrés de qualité
d'équilibrage pour différents groupes de rotors rigides
representatives ( ISO 1940/1-1986 (F) ) 106
Annexe Fr : Valeur du balourd spécifique
résiduel maximal admissible correspondant à
divers degrés de qualité d'équilibrage (
ISO 1940/1-1986 (F) ) 107
Programme en Matlab de l'équilibrage plan 1 pour les
rotor rigide et les rotors quasi-
flexible 108
BIBLIOGRAPHIE 110
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 1
Introduction Générale
INTRODUCTION GÉNÉRALE
Dans le monde industriel et universitaire, le moteur
asynchrone gagne en popularité. Il a progressivement supplanté la
machine à courant continu et concurrencé son homologue synchrone
dans une gamme de puissance allant de quelques watts à quelques
mégawatts grâce à sa facilité de mise en oeuvre, sa
petite taille, son bon rendement, son faible coût et son excellente
fiabilité. Elle ne nécessite pas d'entretien fréquent, ce
qui lui permet de fonctionner dans des environnements difficiles et à
des niveaux de puissance élevés, tout en conservant une grande
efficacité.
La dépendance totale vis-à-vis des machines
asynchrones a conduit à l'apparition de certains problèmes tels
que les vibrations. Le sujet de ce travail désigné pour
résoudre ou bien éliminer ces problèmes. La méthode
présentée est basée sur les analyses vibratoires extraites
de ces machines.
Ce travail a donc été aidé par les agents
mécaniciens de la société DML (direction maintenance
Laghouat), Les travaux ont été menés au sein du
Laboratoire de l'unité de vibration dans DML qui a une convention avec
l'université de Laghouat.
Afin de répondre aux objectifs énoncés
précédemment, le manuscrit est divisé en chapitres
suivants :
Au premier chapitre, on commence par une discussion autour les
machines asynchrones, cette étape est primordiale car elle permet non
seulement une meilleure connaissance de la machine mais aussi prépare
efficacement le terrain à l'application des stratégies de
maintenance. Puis en situer la problématique des défauts des
machines électriques, donc cette partie est consacrée aux
principaux défauts et leurs causes et conséquences sur les
machines asynchrones.
Au deuxième chapitre, on présentera l'analyse
vibratoire concernons les différents nature des défauts lesquels
se situe notre travail. Afin d'observer ces phénomènes
apparaissent sur la machine, Nous allons montrer les capteurs leur contextes,
types, caractéristiques et principes de fonctionnements.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 2
Introduction Générale
Le troisième chapitre, fera l'objet du principe
d'équilibrage avec les différentes techniques de
réparation d'un cas du balourd et son application sur les moteurs
asynchrones. Afin de valider la théorie de l'équilibrage
étudié, nous allons effectuer un test par simulation sur le kit
simulateur.
Enfin, nous donnerons une conclusion générale
qui met en évidence les résultats de notre recherche et les
implications de nos résultats.
CHAPITRE I
Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
I.1. Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 4
Introduction
Selon le vocabulaire électrotechnique international,
`'Une machine asynchrone est une machine à courant alternatif dont la
vitesse en charge et la fréquence du réseau, auquel elle est
reliée, ne sont pas dans un rapport constant`' Ce vocable est le seul
utilisé en français, alors que les pays anglo-saxons
désignent par machine à induction (induction machine) `'une
machine asynchrone dont le circuit magnétique est associé
à deux ou plus de deux circuits électriques se
déplaçant l'un par rapport à l'autre et dans laquelle
l'énergie est transférée de la partie fixe à la
partie mobile, ou inversement par induction électromagnétique`'.
[1]
Le moteur à induction se caractérise par sa
simplicité, sa fiabilité et son faible coût,
associés à une capacité de surcharge raisonnable, des
exigences de service minimales et un bon rendement. Un moteur à
induction utilise directement le courant alternatif fourni au stator. Le rotor
reçoit la puissance par effet d'induction. [2]
Cependant, en raison de la durée de vie de ces
machines électriques, des défauts de fabrication, d'alignement,
mal fonctionnement ou d'autres problèmes d'origine électrique, de
nombreux types de défauts sont inévitables dans les machines
électriques et peuvent se produire dans leurs différents
composants.
I.2. Principe de fonctionnement
Les moteurs fonctionnent selon un principe commun qui est
celui de l'induction. Il y a une relation entre le stator, qui
génère le champ magnétique et le rotor, qui transmet la
force motrice, avec un isolement galvanique entre les deux
éléments. L'alimentation du bobinage du stator
génère une induction magnétique à laquelle est
associé un champ magnétique à partir duquel est
créée la force motrice. Pour produire un mouvement de rotation,
le rotor doit être soumis à deux flux alternatifs qui ne sont pas
synchronisés dans le temps et qui sont appliqués en deux endroits
distincts, décalés selon la direction du mouvement
souhaité. [3]
Le rotor. Celui-ci est constitué de conducteurs (des
bobinages ou carrément des barres métalliques) disposés le
long du rotor et court-circuités. Lorsque le champ tournant balaye ces
conducteurs, il induit des courants qui entrent en interaction avec le champ et
permettent à un couple moteur de se créer. Le rotor se met alors
à tourner et se stabilise à une vitesse toujours
légèrement inférieure à la vitesse de synchronisme.
Il est impossible pour le rotor de tourner à la vitesse de synchronisme
puisqu'il serait alors baigné dans un champ fixe, et donc parcouru par
un courant nul. En l'absence de courant, le couple serait nul, et la machine
décélèrerait. La légère différence de
vitesse justifie le terme de « glissement » du rotor par rapport au
champ tournant. [4]
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
I.3. Construction de la machine asynchrone
La machine asynchrone (figure.I.1) comporte un stator muni
d'un enroulement triphasé et d'un rotor portant un enroulement
triphasé ou une cage. C'est un transformateur à champ tournant
dont le primaire est le stator et dont le secondaire, mis en court-circuit et
libre de tourner.
Deux composantes principales constituent le moteur asynchrone,
souvent appelé moteur d'induction. Elles sont faites de tôles
d'acier au silicium et comportent des encoches dans lesquelles on place les
enroulements. L'une des composants, appelée le stator, est fixe ; on y
trouve les enroulements reliés à la source. L'autre composante
nommée le rotor, est montée sur un axe et libre de tourner. Selon
que les enroulements du rotor sont accessibles de l'extérieur ou sont
fermés sur eux-mêmes en permanence, on reconnait deux types de
rotor : le rotor bobiné et le rotor à cage d'écureuil.
[5]

Ventilateur
Stator
Rotor à cage
Flasque palier
Roulement
Roulement
Boite de
raccordement Flasque
palier
Capot de ventilation
L'arbre du rotor
Enroulement statorique
Fig.I.1. Les composants d'un moteur asynchrone
[3].
I.3.1. Stator
Est une partie fixe, composé par trois enroulements
(bobines) régulièrement reparties et possédant deux
pôles`2p'. Ils peuvent être couplés en
étoile ou en triangle selon la règle suivante :
- Si la tension supportée par chaque enroulement est
égale á la tension simple du réseau, le Stator doit
être couplé en étoile.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 5
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 6
- Si la tension supportée par chaque enroulement est
égale á la tension composée du réseau, le stator
doit être couplé en triangle.
Les enroulements sont logés dans des encoches d'une
armature cylindrique constituée d'un matériau
ferromagnétique feuilleté afin de limiter les pertes par courant
de Foucault. Le stator est fixé au corps du moteur et se compose d'un
empilage de tôles très fines et de trois enroulements. En
réseau triphasé, chaque enroulement est bobiné autour d'un
noyau statorique et forme un électroaimant (une paire de pôles)
lorsqu'il est relié à une phase du réseau. Le moteur
asynchrone triphasé alternatif est le seul à fonctionner
grâce à l'alternance des phases du réseau
électrique.
L'explication physique est la suivante : La circulation d'un
courant dans une bobine crée un champ magnétique
H. Ce champ est dans l'axe de la bobine, sa direction et son
intensité sont fonction du courant Is. Si le
courant est alternatif, le champ magnétique varie en sens et en
direction à la même fréquence que le courant. Si deux
bobines sont placées à proximité l'une de l'autre, le
champ magnétique résultant est la somme vectorielle des deux
autres.
Dans le cas du moteur triphasé, les trois bobines sont
positionnées dans le stator à 120° les unes des autres, ce
qui crée trois champs magnétiques. Compte-tenu de la nature du
courant sur le réseau triphasé, les trois champs sont
déphasés. Ainsi alimenté, le stator génère
un champ magnétique, dit champ statorique tournant à une vitesse
qui est dite de synchronisme (Ns). La fréquence de
rotation de ce champ est liée à la fréquence du
réseau et au nombre de paires de pôles de l'enroulement.
Ns = 60f / p en nombre de tours par minute
(RPM). [3]
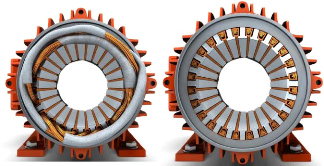
Fig.I.2. Le stator [6].
I.3.2. Rotor
Est un partie en mouvement, et en court-circuit, Il y a deux
types : bobine ou à cage d'écureuil. Il est composé d'un
empilage de fines tôles métalliques isolées entre elles
(afin d'éviter la circulation des courants de Foucault), d'enroulements
et de conducteurs qui sont en
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 7
court-circuit. Sa particularité est de réagir au
champ magnétique généré par le stator, (le champ
statorique). Selon la loi de Lenz, le courant induit dans le rotor s'oppose,
par son champ magnétique aux effets du champ inducteur. Les variations
de flux entre les enroulements statoriques et rotoriques se traduisent par
l'apparition d'une force : le couple. Le rotor entre ainsi en rotation à
une vitesse nominale (N) qui se rapproche de la vitesse de
synchronisme (Ns) qui est la vitesse maximale de rotation
liée à la fréquence de l'alimentation.
La différence de vitesse entre Ns et N est
nommée vitesse de glissement, d'où l'emploi de l'appellation
« moteur asynchrone » qui traduit
cette différence de vitesse. Le glissement g est
exprimé en % de la vitesse de synchronisme et se calcule selon la
formule suivante :
Quand le moteur est en phase de démarrage, la vitesse
du rotor est nulle et la différence de vitesse de rotation du champ
magnétique et celle du rotor est maximale, ce qui génère
l'induction de forts courants rotoriques par l'absence de force contre
électromotrice (c'est l'origine du fort courant d'appel). Quand le rotor
accélère, la différence de vitesse se réduit et les
courants rotoriques diminuent. La vitesse du rotor se stabilise à sa
vitesse N. [3]
I.3.2.1. Rotor bobiné
Il n'est relié à aucune alimentation
électrique, il est muni d'un enroulement triphasé, composé
des bobines. L'enroulement généralement couplée en
étoile et connecté à trois bagues conductrices
isolées les unes des autres sur lesquelles frottent des balais en
graphite.
L'extrémité libre de chaque enroulement est
reliée à une bague tournant avec l'arbre. Ces bagues permettent,
par l'intermédiaire de trois balais, d'insérer une
résistance extérieure en série avec chacun des trois
enroulements lors du démarrage du moteur. En fonctionnement normal, les
trois balais sont court-circuités. [7]
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
L'arbre du rotor

Enroulement de rotor
Encoches
oblique de
rotor
Brosses / Bagues
Fig.I.3. Structure d'un rotor bobiné
[3] [8].
I.3.2.2. Rotor cage d'écureuil
Dans le type le plus utilisé, connu sous le nom de
rotor à cage d'écureuil, des barres de cuivre ou d'aluminium sont
placées dans des fentes découpées dans le fer
laminé, les extrémités des barres étant
soudées ou brasées dans un lourd anneau conducteur (figure I.4).
Les conducteurs sont placés dans des fentes du noyau du rotor en fer
laminé. Si les fentes sont inclinées, on obtient un meilleur
démarrage et un fonctionnement plus silencieux. Ce type de rotor n'a pas
de connexion externe, ce qui signifie que les bagues collectrices et les balais
ne sont pas nécessaires. Le moteur à cage d'écureuil est
bon marché, fiable et efficace.[9]
Bague
d'extrémité
Tôles
Encoche Angle
d'inclinaison
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 8
Fig.I.4. Structure d'un rotor à cage
d'écureuil [3] [8]. I.3.3. Les organes
mécaniques
La carcasse sert de support, elle joue le rôle
d'enveloppe et assure la protection contre l'environnement extérieur.
L'arbre est un organe de transmission. Il comprend une partie
centrale qui sert de support au corps du rotor et un bout d'arbre sur lequel
est fixé un demi-accouplement. Il est généralement
constitué en acier moulé ou forgé. Son dimensionnement est
fonction des efforts de flexion (force centrifuge qui s'exerce sur lui,
attraction magnétique radial, etc....), des efforts radiaux et
tangentiels dus aux forces centrifuges, des efforts de torsion (couple
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 9
électromagnétique transmis en régime
permanent, transitoire). Il est supporté par un ou plusieurs paliers.
Ces paliers soutiennent le rotor et assurent la libre rotation. Le second
palier est libre pour assurer les dilatations thermiques de l'arbre. Une
isolation électrique de l'un des paliers assure l'élimination des
courants dans l'arbre dû aux dissymétries des réluctances
du circuit magnétique. Ils sont généralement à
roulements pour les machines de petite et moyenne puissance.[10]
I.3.3.1. Les roulements
Éléments roulants ou antifriction Les roulements
à éléments roulants sont l'un des types les plus courants
utilisés dans les machines. Les roulements sont basés sur un
mouvement de roulement, par opposition au mouvement de glissement des paliers
lisses. L'utilisation d'éléments roulants entre les surfaces
tournantes et stationnaires réduit le frottement à une fraction
de celui résultant de l'utilisation de paliers lisses. L'utilisation de
roulements est déterminée par de nombreux facteurs, notamment la
charge, la vitesse, la sensibilité au désalignement, les
limitations d'espace et le désir de positionnement précis de
l'arbre. Ils supportent des charges radiales et axiales et sont
généralement utilisés dans des applications à
vitesse modérée à élever.
Contrairement aux paliers lisses à film fluide, les
roulements à éléments roulants ont la capacité
supplémentaire de supporter la charge totale de l'ensemble du rotor
à n'importe quelle vitesse. Alors que les paliers à film fluide
doivent avoir un engrenage tournant pour supporter le poids du rotor à
basse vitesse, les roulements à éléments roulants peuvent
maintenir l'axe central de l'arbre sur toute la plage de vitesse de la
machine.[11]
I.4. Maintenance
Dans le milieu industriel le maintien de la continuité
de service nécessite un effort de la part des exploitants de production.
Le maillon faible est principalement la machine électrique, car sa panne
paralyse immédiatement la production et entraîne une perte
financière très importante. Une maintenance dite «
prédictive » doit donc être assurée afin de
prévenir à temps les défauts susceptibles de se produire
dans les moteurs.
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Fig.I.5. Types de maintenance [12]
.
I.4.1. Maintenance curative
Après un arrêt par défauts ou bien malle
fonctionnement :
- Nécessite une équipe d'entretien
surdimensionnée
- Ne permet pas de maîtriser la disponibilité des
équipements
I.4.2. Maintenance systématique Selon un
échéancier préétabli :
- Engendre le remplacement prématuré de
composants
- Ne permet pas de prendre en compte l'évolution
réelle de leur état I.4.3. Maintenance
prévisionnelle
Maintenance préventive subordonnée à
l'analyse de l'évolution surveillée de paramètres
significatifs de la dégradation du bien, permettant de retarder et
planifier les interventions.
I.4.4. Maintenance préventive
Maintenance exécutée à intervalles
prédétermines ou selon des critères prescrits et
destinée à réduire la probabilité de
défaillance ou la dégradation du fonctionnement d'un bien.
I.4.5. Maintenance conditionnelle
Maintenance préventive qui comprend une combinaison de
surveillance en fonctionnement et/ou d'essais, d'analyse et les actions qui en
découlent.
La maintenance conditionnelle est basée sur l'analyse de
l'évolution dans le temps de paramètres significatifs.
Note : Les définitions des types de
maintenance selon les normes EN NF 13306 , AFNOR X60-010) .
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 10

Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 11
Fig.I.6. Seuil de maintenance [13]
I.4.6. L'importance de la maintenance
Les enjeux économiques liés à la
maintenance des systèmes industriels, dont ceux entrainés par des
moteurs asynchrones, sont très importants pour les entreprises. Cette
remarque est d'autant plus vraie aujourd'hui en raison de l'automatisation, de
la complexification et de l'interdépendance des machines et des lignes
de production. Cependant, ce poste de dépense a longtemps
été considéré comme inéluctable et faisant
partie des frais généraux de fonctionnement.
La maintenance industrielle constitue pourtant un gisement de
compétitivité élevé pour beaucoup d'entreprises.
Les coûts directement ou indirectement associés à la
maintenance représentent en effet un pourcentage élevé
dans l'analyse du coût du cycle de vie (CCV) des systèmes
industriels et peuvent être diminués en optimisant la
stratégie de maintenance adoptée. [14]
Les coûts de maintenance, tels qu'ils sont
définis par les procédures comptables normales des usines,
représentent normalement une part importante des coûts
d'exploitation totaux dans la plupart des usines. Aux États-Unis, les
coûts d'entretien traditionnels (c'est-à-dire la main-d'oeuvre et
les matériaux) ont augmenté à un rythme
effréné au cours des dix dernières années. En 1981,
les usines nationales ont dépensé plus de 600 milliards de
dollars pour entretenir leurs systèmes critiques. En 1991, les
coûts avaient augmenté à plus de 800 milliards de dollars,
et on prévoyait qu'ils atteindraient 1,2 billion de dollars en l'an
2000. Ces évaluations indiquent qu'en moyenne, un tiers, soit 250
milliards de dollars, de tous les dollars consacrés à la
maintenance sont gaspillés en raison de méthodes de gestion de la
maintenance inefficaces. L'industrie américaine ne peut absorber ce
niveau incroyable d'inefficacité et espérer être
compétitive sur le marché mondial.
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 12
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
En raison de la nature exorbitante des coûts de
maintenance, ils représentent le plus grand potentiel
d'amélioration à court terme. Les retards, les rejets de
produits, les temps d'arrêt prévus pour la maintenance et les
coûts de maintenance traditionnels (tels que la main-d'oeuvre, les heures
supplémentaires et les pièces de rechange) sont
généralement les principaux facteurs contribuant aux coûts
de maintenance anormaux dans une usine.
Jusqu'à récemment, les cadres moyens et
supérieurs n'ont pas tenu compte de l'impact des opérations de
maintenance sur la qualité des produits, les coûts de production
et, surtout, les bénéfices nets. L'opinion générale
était que "la maintenance est un mal nécessaire" ou que "rien ne
peut être fait pour améliorer les coûts de maintenance". Ces
affirmations étaient peut-être vraies il y a 10 ou 20 ans.
Cependant, le développement de microprocesseurs ou d'instruments
informatiques pouvant être utilisés pour surveiller l'état
de fonctionnement des équipements, des machines et des systèmes
de l'usine a fourni les moyens de gérer les opérations de
maintenance. Ils ont permis de réduire ou d'éliminer les
réparations inutiles, de prévenir les pannes catastrophiques des
machines et de réduire l'impact négatif des opérations de
maintenance sur la rentabilité des usines de fabrication et de
production.[11]
I.5. Terminologie dédiée au
diagnostic
Le tableau ci-dessous défier les étapes de la
terminologie dédiée au diagnostic. Tab.I.1.
Terminologie & définitions [15].
|
Terminologie
|
Définitions
|
|
Défaut
|
Déviation non permise d'au moins d'une
propriété ou d'un paramètre caractéristique du
système par rapport aux conditions normales de fonctionnement.
|
|
Panne ou
défaillance
|
Interruption permanente de la capacité du
système à remplir une fonction requise dans des conditions
d'opérations spécifiées.
|
|
Dysfonctionnement
|
Exécution d'une fonction du système au cours de
laquelle le service rendu n'est pas délivré ou est
délivré de manière incomplète.
|
|
Symptôme
|
Changement d'une quantité observable par rapport à
un
comportement normal.
|
|
Perturbation
|
Signal d'entrée non contrôlé dont la
présence est non souhaitable mais considérée comme
normale.
|
|
Suivi
|
Fonction maintenant en permanence un historique des
traitements effectués par le système de commande/supervision et
une trace des événements que perçoit le système.
|
|
Détection de
défauts
|
Détermination de la présence de défauts
et de l'instant d'occurrence de ces défauts.
|
|
Localisation de
défauts
|
Détermination du type, de la localisation et de la date
d'un défaut détecté. Elle consiste à remonter d'un
ensemble de symptômes à un
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 13
|
ensemble de composants défaillants.
|
|
Identification de
défauts
|
Détermination de la taille et du comportement temporel
d'un défaut. C'est une fonction qui suit la localisation.
|
|
Diagnostic
|
Détermination du type, de la taille, de la localisation et
de l'instant d'occurrence d'un défaut. C'est une fonction qui suit la
détection et inclut les fonctions de localisation et
d'identification.
|
|
Surveillance
|
Ensemble de fonctions s'exécutant en temps réel
ayant pour but de reconstituer l'état réel du
procédé au sein des modèles utilisés par le
système de conduite du procédé. Elle consiste à
l'enregistrement de
l'information ainsi qu'à la reconnaissance et
l'indication des
comportements anormaux.
|
|
Supervision
|
Représente la surveillance d'un système physique
et la prise de décisions appropriées en vue de maintenir son
opération face à des défaillances.
|
I.6. Généralités sur les
défauts des machines électrique
Il existe deux types de défauts principaux : internes
et externes. Nous pouvons ainsi remarquer que les défauts internes de la
machine sont causés par les constituants de la machine (circuit
magnétique rotorique et statorique, bobinage statorique, entrefer
mécanique, cage rotorique, ...) alors que les défauts externes
sont provoqués, soit par les tensions d'alimentation et la charge
mécanique, soit par l'environnement de l'utilisation de la machine.
[16]
Nous citerons à titre indicatif des origines de type :
- Mécaniques: mauvaise fabrication, vibrations de la
machine, force électromagnétiques
déséquilibrées, force centrifuge,
fluctuations de la charge.
- Electriques: dégradations d'isolement, décharges
partielles, étincelles.
- Thermiques: pertes dans le cuivre, manque de refroidissement
général ou localisé.
- Environnementales: humidité, température,
poussière.
Afin d'orienter notre étude vers la détection
d'une ou plusieurs catégories de défaillances, il est
nécessaire de connaitre les défauts se produisant le plus
régulièrement dans les systèmes d'entrainement asynchrones
et également ceux dont les conséquences sont les plus graves.
Dans la littérature, plusieurs études ont été
menées à grande échelle sur des moteurs asynchrones aux
caractéristiques fortement différentes afin de connaitre la
répartition des défaillances survenant dans ces systèmes
[17], [18], [19] . Les résultats obtenus à l'issue de ces
différentes études sont représentés sur la figure
I.7 en classant les défauts selon 4 catégories : roulements,
stator, rotor et autres.
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 14
Fig.I.7. Répartition des défauts
rencontrés dans les entrainements asynchrones [14]
selon les
études [17], [18] et [19].
Ces études statistiques nous informent que la
majorité des défaillances rencontrées concernent les
roulements à billes. Les défaillances au stator (majoritairement
liées à l'isolation des bobinages) constituent également
un pourcentage important des dégradations observées. Enfin, les
défauts au rotor (arbre, accouplement, etc.) semblent se produire moins
fréquemment.
Une étude a été menée
auprès d'une filiale de service de Leroy Somer spécialisée
dans la maintenance des systèmes d'entrainement. Cette étude
n'est pas quantitative comme celles présentées dans [17], [18] et
[19] mais se base sur l'expérience acquise au cours des phases de
maintenance réalisées. Les chiffres fournis par la suite ne sont
donc probablement pas strictement fidèles à la
réalité mais fournissent une vision globale de la
répartition des défaillances observées dans les
systèmes entrainés par les moteurs asynchrones ciblés par
notre étude. Les résultats obtenus sont illustrés par la
figure I.8.

Fig.I.8. Répartition des défauts
rencontrés dans les applications entrainées par les
moteurs
asynchrones de la gamme Leroy Somer selon l'enquête menée
auprès d'une
filiale de maintenance. [14]
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 15
I.6.1. Défaut des roulements
Les roulements sont des composants typiques des moteurs qui
sont utilisés pour permettre la rotation de l'arbre. La majorité
des pannes de moteur sont dues à un mauvais fonctionnement des
roulements. Les roulements sont constitués de billes, d'une cage et de
bagues intérieure et extérieure. Plusieurs éléments
roulants (billes) sont placés entre ces deux bagues. La cage est
utilisée pour maintenir les billes à égale distance les
unes des autres. Les contraintes développées dans le moteur
provoquent une fatigue des bagues des roulements, qui entraîne des
défauts localisés (défauts uniques tels que
l'écaillage, les piqûres, les bosses ou les trous) et des
défauts répartis (rugosité de surface
généralisée) dans les roulements du moteur.
Les défauts localisés sont induits
principalement par l'usure opérationnelle (fatigue de contact) des
roulements. Si les roulements sont correctement installés, exempts de
contamination et bien lubrifiés pendant le fonctionnement, la
défaillance des roulements ne se produira qu'après la
durée de vie prédéterminée (millions de cycles) des
roulements.
Ce type de défaillance commence initialement dans un
sous-sol à un niveau microscopique en un seul point, puis, en raison des
cycles de contrainte continus, elles peuvent finir par provoquer une rupture du
matériau. Ces défauts ponctuels sont caractérisés
comme des écaillages ou des piqûres, ou des défauts
localisés. La défaillance des roulements peut également se
produire en raison de leur température élevée.
La température des roulements ne doit pas augmenter
au-delà de certains degrés dans des conditions nominales.
Degrés spécifiques dans les conditions
nominales. Par exemple, dans les industries pétrolières et
chimiques, la norme IEEE 841 spécifie que l'augmentation de la
température des roulements, sous une charge nominale, ne doit pas
dépasser 45°. L'augmentation de la température du bobinage,
une mauvaise lubrification, la répartition de la température dans
le moteur et la vitesse de fonctionnement du moteur sont les principaux
facteurs d'augmentation de la température des roulements.[20]
Par conséquent, les mesures de la température
des roulements peuvent fournir des données utiles pour estimer
l'état de santé des roulements ainsi que celui du moteur.
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
|
(a)
Défaut localisé
sur extérieur
du
roulement
|
|
(b)
Défauts
distribués sur la
bague
intérieure
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 16
Fig.I.9. Exemple de roulement. (a) Défauts
localisés. (b) Défauts distribués. [20]
I.6.1.1. Fréquences caractéristiques des défauts
du roulement
Nous pouvons distinguer quatre types de défauts de
roulement, en fonction de leur localisation :
· Défaut de bague externe,
· Défaut de bague interne,
· Défaut de billes,
· Défaut de cage.
Chaque type de défaut cité ci-dessus est
caractérisé par une fréquence fondamentale calculée
à partir des dimensions du roulement et de la fréquence de
rotation de l'arbre (????). Les expressions de ces fréquences pour les
défauts de bague externe, de bague interne, de billes et de cage sont
données respectivement, où ???? et ???? sont les diamètres
d'une bille et de la cage, ?? est l'angle de contact de la bille avec les
bagues et ???? est le nombre de billes.[21]
y' Défaut de bague externe
?? ?? ??
?? ?? ??
?? ??
??
y' Défaut de bague interne
?? ??
??
y' Défaut de billes
|
y' Défaut de cage
|
??
?? ??
??
?? ??
|
??
?? ??
?? ??
??
|
I.6.2. Défauts au stator
Les défauts qui sont les plus récurrents,
localisés au niveau du stator, peuvent être définis comme
suit : défaut d'isolant, court-circuit entre spires, court-circuit entre
phases, court-
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
circuit entre phase et bâti, déséquilibre
d'alimentation, défaut de circuit magnétique. Ces défauts
sont habituellement liés à une dégradation de
l'isolement.
Le court-circuit entre spires de la même phase est l'un
des défauts les plus fréquents, qui peut être
modélisé par une résistance connectant deux points de la
bobine, sa valeur dépend de la gravité du défaut. La
figure I.10 montre le bobinage du stator de la machine avec défaut entre
spires. Le défaut est survenu sur l'enroulement de la phase
as avec une résistance de
défaut rf. Lorsque le défaut
évolue vers un court-circuit franc, la résistance diminue vers
zéro. A un stade avancé, un défaut de court-circuit entre
spires peut s'aggraver et évoluer vers un court-circuit phase-phase ou
phase-terre. L'augmentation de la température engendrée
entraîne par la suite la destruction progressive des isolants et par
effet cumulatif, la destruction complète de la machine. En
général, un défaut de court-circuit engendre des
vibrations et des oscillations de couple synonymes de présence de
nouvelles composantes dans le couple électromagnétique. En effet,
la résistance de court-circuit forme un nouveau bobinage qui induit un
champ magnétique additionnel dans la machine.[22]

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 17
Fig.I.10. Différents types de défauts
statorique [22] [23] I.6.3. Défauts au
rotor
Dans une machine asynchrone avec un rotor à cage
d'écureuil, les défauts se résument à la rupture de
barres ou à la rupture d'anneaux de court-circuit. Ils sont souvent
causés par les mauvaises conditions d'opérations essentiellement
par des hautes températures ou les fortes charges surtout aux
démarrages. En effet, une rupture partielle ou totale d'une de ces
composantes peut être considérée comme un défaut. En
conséquence, l'évolution du défaut réduit la valeur
moyenne du couple électromagnétique, provoque des oscillations de
la vitesse de rotation et engendre des vibrations mécaniques.
L'augmentation de ces phénomènes accélère la
dégradation de la cage rotorique. Les barres cassées peuvent
alors s'ouvrir à l'extérieur en raison des forces centrifuges et
endommager de façon catastrophique les enroulements statoriques.[22]
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Une portion d'anneau Deux portion d'anneaux

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 18
Fig.I.11. Rupture d'un anneau. [24]
I.6.4. Défaut d'excentricité
Dans une machine idéale, le centre du rotor est
aligné sur celui du stator et l'axe de rotation du rotor est le
même que l'axe du stator, comme illustré dans la figure I.12.
Toutefois, les conséquences des défauts mécaniques peuvent
se manifester au niveau de l'entrefer par un décentrement du rotor, se
traduisant par des oscillations de couple . Ce phénomène est
appelé excentricité défini comme une asymétrie dans
l'entrefer entre le stator et le rotor. Ce défaut existe en
général dans la machine, mais avec un faible niveau, dès
sa fabrication et évolue avec le temps. Certains utilisateurs et
fabricants spécifient un niveau d'excentricité maximal admissible
de 5% alors que d'autres permettent un niveau maximal de 10% de la largeur de
l'entrefer .Tout niveau d'excentricité supérieur à 60%
nécessite une intervention immédiate afin d'éviter un
frottement entre le rotor et le stator [21], ce qui peut mener à une
panne très grave de la machine.
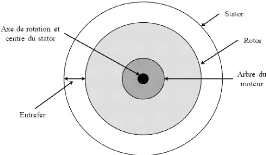
Fig.I.12. Positions du rotor et du stator dans une
machine parfaite. [21]
Trois catégories d'excentricité peuvent
être identifiées dans la littérature et sont
illustrées dans la figure I.13 :
- Excentricité statique (figure I.13 (a)) : le rotor
est déplacé du centre de l'alésage du stator mais il
tourne toujours autour de son axe. Elle est due généralement soit
à une imperfection de
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
l'alésage du stator, soit à un mauvais
positionnement du rotor ou du stator à l'étape de mise en
service.
- Excentricité dynamique (figure I.13 (b)) : le rotor
est positionné au centre de l'alésage du stator mais il ne tourne
plus autour de son axe. Ce type peut être provoqué par divers
facteurs tels que l'usure des roulements, les résonnances
mécaniques à la vitesse critique et le désalignement.
- Excentricité mixte (figure II.13 (c)) : la combinaison
des deux cas cités précédemment.
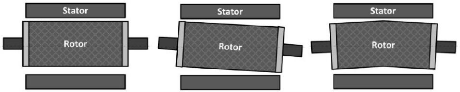
(a) (b) (c)
Fig.I.13. Types d'excentricités statiques (a),
dynamique (b) et mixte (c) [21] I.6.5. Alignement
d'arbres
L'alignement des arbres est le positionnement correct des axes
des arbres des composants d'entraînement et des composants
entraînés (c'est-à-dire les pompes, les boîtes de
vitesses, etc.) qui constituent la chaîne cinématique de la
machine. L'alignement est réalisé soit en calant, soit en
déplaçant un composant de la machine, soit les deux. Son objectif
est d'obtenir un axe de rotation commun à l'équilibre de
fonctionnement pour deux arbres couplés ou un train d'arbres
couplés. [11]
I.6.5.1. Alignement parfait
Deux arbres parfaitement alignés sont
colinéaires et fonctionnent comme un arbre solide lorsqu'ils sont
couplés. Cette condition est illustrée à la figure I.14
Cependant, il est extrêmement rare que deux arbres soient parfaitement
alignés sans qu'une procédure d'alignement ne soit
effectuée sur eux. En outre, l'état de l'alignement doit
être contrôlé régulièrement pour maintenir la
condition d'alignement parfait.
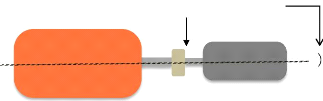
D = 0 mm et Äö = 0 °
Charge
Moteur
Fig.I.14. Alignement parfait. [S. Kouidri et
K. Ghris]
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 19
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 20
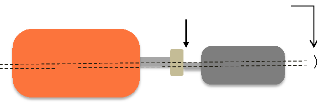
I.6.5.2. Désalignement angulaire ou frontal (le
délignage ou défaut de lignage)
Une bonne connaissance de l'alignement angulaire,
également appelé désalignement frontal, est
nécessaire pour comprendre les conditions d'alignement et effectuer les
tâches associées à l'alignement des machines et des trains,
telles que le dessin des graphiques d'alignement, le calcul des corrections de
pied, la spécification de la croissance thermique, l'obtention des
spécifications cibles et la détermination de l'alignement des
arbres d'espacement. Le désalignement angulaire fait
référence à la condition dans laquelle les arbres ne sont
pas parallèles mais se trouvent dans le même plan sans
décalage. Ce cas est illustré à la figure I.15 Notez qu'en
cas de désalignement angulaire, il est possible que les arbres
correspondants soient dans le même plan à l'intersection de la
face de l'accouplement mais qu'ils aient une relation angulaire telle qu'ils ne
sont pas colinéaires.[11]

D = 0 mm et Äö > 0 °
Moteur
Fig.I.15. Désalignement angulaire (pas de
décalage) [S. Kouidri et K. Ghris] I.6.5.3.
Désalignement décalé ou parallèle
Le désalignement décalé, également
appelé désalignement parallèle, fait
référence à la distance entre deux axes d'arbres et se
mesure généralement en millièmes de pouce. Le
décalage peut être présent dans le plan vertical ou
horizontal. La figure I.16 illustre le décalage, montrant deux arbres
appariés qui sont parallèles l'un à l'autre mais non
colinéaires. Théoriquement, le décalage est mesuré
au niveau de l'axe de l'accouplement.
D > 0 mm et Äö = 0 °
Moteur
Charge
Fig.I.16. Désalignement parallèle.
[S. Kouidri et K. Ghris] I.6.5.4. Désalignement
combiné ou oblique
Un désalignement combiné ou oblique se produit
lorsque les arbres ne sont pas parallèles (c'est-à-dire
angulaires) et ne se croisent pas au niveau de l'accouplement
(c'est-à-dire
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
décalés). La figure I.17 montre deux arbres
obliques, ce qui est le type de problème de désalignement le plus
courant. Ce type de désalignement peut se produire dans le plan
horizontal ou vertical, ou dans les deux plans (horizontal et vertical).
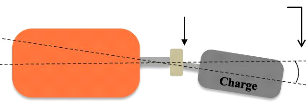
D > 0 mm et Äö > 0 °
Moteur
Fig.I.17. Désalignement combiné.
[S. Kouidri et K. Ghris]
I.6.6. Flexion du rotor
Deux paliers du même arbre d'une machine : les axes des
deux paliers d'un même corps de machine ne sont pas concentriques. Cette
anomalie peut être la conséquence d'un défaut de montage
d'un palier, mais également d'un mauvais calage des pattes de fixation
ou d'une déformation de chassis (par exemple, sous l'effet de
contraintes thermiques), qui se traduit par une flexion de l'arbre du rotor.

Fig.I.18. Flexion d'arbre due à un défaut
d'alignement ou de concentricité des paliers.
[29]
Ill y a 3 modes élastiques d'un rotor flexible
:

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 21
Fig.I.19. Modes élastiques d'un rotor flexible.
[25] I.6.7. Défaut de déséquilibre
(balourd)
Le balourd est le résultat d'un ensemble de forces
engendrées par les écarts existant entre les centres de
gravité des différents éléments constituant le
rotor et son axe de rotation. Cette force centrifuge, issue de ces
défauts de « non-concentricité » ou d'ajustage, est
proportionnelle à la masse de matière qui crée ce
déséquilibre et au carré de la vitesse. Elle
génère des efforts tournants qui vont agir sur les
différents éléments constitutifs du rotor, les ancrages de
la machine et les paliers jusqu'à entraîner leur
dégradation. Le défaut de balourd
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 22
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
est l'une des principales causes de réduction de la
durée de vie des équipements et il constitue l'un des principaux
risques pour la sécurité. C'est pour cette raison sans doute
qu'il fait l'objet de normes importantes, tant pour son évaluation que
pour sa correction. Ainsi, pour une classe d'équilibrage donnée,
comparer l'amplitude de la vibration induite à des seuils fixes dans des
normes ou à des spécifications de constructeurs, permettra de
statuer sur le caractère acceptable ou non du déséquilibre
et sur la nécessité de procéder ou non à un
équilibrage suivant une procédure bien définie.
Le balourd, déséquilibre massique, peut provenir
de défauts d'usinage, d'assemblage et de montage, mais aussi :
- D'une altération mécanique (perte d'ailette,
érosion ou encrassement...),
- D'une altération thermique ou d'une
déformation suite à des dilatations différentes des
matériaux constituant le rotor ou encore à des différences
de température localisées (balourd thermique).[29]
I.6.7.1. Les paramètres de
déséquilibre
Les paramètres ci-dessous est paramètres de
déséquilibrage :
"M" - Masse du rotor
"m" - Masse du balourd
"C" - Centre de masse
"e" - Déplacement du centre de la masse
"r" - Distance entre le centre du rotor et C.G
du la masse "m" de balourd
"F" - Force due au déséquilibre
"U" - Déséquilibre du rotor
"N" - Vitesse du rotor (RPM)
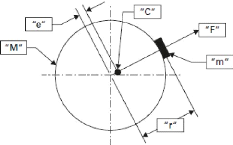
Fig.I.20. Déséquilibre du rotor.
[26]
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 23
Et nous avons :
I.6.7.2. Déséquilibre et
vitesse
De nombreuses personnes pensent que le
déséquilibre s'aggrave avec l'augmentation de la vitesse. Nous
savons que ce n'est pas le cas. Ce graphique montre que le balourd est une
constante - c'est une propriété de masse du rotor.
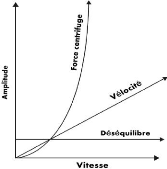
Fig.I.21. Le déséquilibre, la
vélocité de vibration et la force centrifuge en fonction
de
la vitesse de rotation [26]
Le déséquilibre est une propriété du
rotor et ne change pas avec la vitesse de rotation. La vélocité
de vibration change en rapport direct avec la vitesse de rotation.
La force centrifuge change en fonction de (RPM)2.
Si un rotor avec un balourd "nul" est utilisé à
n'importe quelle vitesse, il n'y aura pas de vibrations ni de forces sur les
paliers. Il ne s'agit bien sûr que d'une situation théorique. Si
un poids d'une masse de 1 gramme est ajouté au rotor à un rayon
de 100 mm, lorsqu'il tourne, il y aura des vibrations et des forces d'appui qui
changeront avec la vitesse, mais le déséquilibre est fixé
à 100 g.mm - à moins que nous tournions assez vite pour que le
poids s'approche de la vitesse de la lumière, auquel cas il deviendrait
plus court et plus massif - mais c'est un autre problème.
I.6.7.3. Sources du
déséquilibre
La plupart des fabricants de moteurs électriques
standardisent l'équilibrage de leurs éléments rotatifs
avec la totalité de la rainure de clavette remplie d'une demi-clavette.
C'est-à-
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 24
dire que l'arbre est totalement rempli. Les fabricants
d'accouplements pratiquent les mêmes procédures lorsqu'ils
équilibrent leurs accouplements. Lors de l'assemblage de ces deux
éléments, une clavette en L ou en T doit être
utilisée pour maintenir l'équilibre d'origine. La figure I.22
montre certaine des sources les plus courantes de déséquilibre
associées à l'installation d'un accouplement. Chacune de ces
conditions peut entraîner une défaillance prématurée
dans les roulements, des accouplements ou des joints.[27]

Rondelle supplémentaire
Rondelle manquante/ absente
Matériel clé
Manquant de matériel clé
Moyeu desserré sur l'arbre
Boulon en arrière
Boulon trop long
Fig.I.22. Sources de déséquilibre
[27] I.6.7.4. Déséquilibrage
statique
Imaginons un rotor parfaitement en équilibre. Ajoutons
en un endroit de ce rotor une masse M. Le rotor
présentera un déséquilibre. Même à
l'arrêt, le rotor reviendra à une position d'équilibre. Il
s'agit d'un déséquilibrage statique. Dès que le rotor sera
en rotation, la masse M exercera une force radiale
proportionnelle à la vitesse de rotation selon la relation
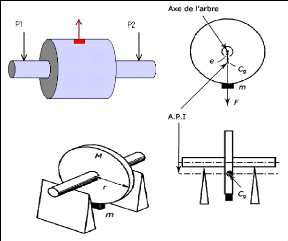
Force centrifuge
??
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 25
Chapitre I Principaux Défauts de la Machine
Asynchrone, Causes et Conséquences
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 26
Fig.I.23. Déséquilibrage statique.
[31] [28]
On mesure l'amplitude de l'accélération du
signal vibratoire au point P1 et P2. Au point
P1, l'amplitude vibratoire sera maximale lorsque la masse sera en haut du
rotor. Elle sera minimale lorsqu'elle sera en bas du rotor, et ainsi de suite,
à chaque tour du rotor. Il se passe la même chose au point P2. On
voit que les efforts exercés sont en phase. Le signal
vibratoire a donc une période de 1 tour. Pour trouver la
fréquence de ce signal, il faut répondre à la question
suivante :
Combien de fois ce signal sera-t-il au maximum en 1 seconde ?
Si on tourne à 1500 tours / minute, le signal sera
à son maximum 1500 fois par minute. La fréquence du signal sera
:
N
I.6.7.5. Déséquilibre de couple
Reprenons l'exemple précédent en
remplaçant la masse M par 2 masses identiques mais
décalées de 180° et placées à chaque
extrémité du rotor. L'analyse temporelle des amplitudes du signal
vibratoire montre que les signaux en P1 et P2 sont
déphasés, En effet, les deux paliers supportant
le rotor vont subir des efforts centrifuges de façon alternée. Le
déphasage est en théorie de 180°.
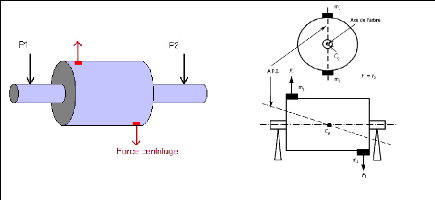
Fig.I.24. Déséquilibre de couple
[31] [28]
La différence entre l'équilibre statique et
l'équilibre de couple est illustrée à la figure I.25. On
peut voir que lorsque le rotor est immobile, les masses
d'extrémité s'équilibrent mutuellement. Cependant,
lorsqu'il tourne, un fort déséquilibre se produit.
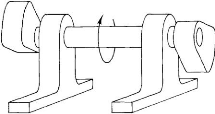
Fig.I.25. Équilibre statique,
déséquilibre du couple [28] I.6.7.6.
Déséquilibre dynamique
Il est la combinaison d'un déséquilibre statique
et d'un déséquilibre de couple et constitue le type de
déséquilibre le plus courant dans les rotors. Pour corriger le
déséquilibre dynamique, il est nécessaire d'effectuer des
mesures de vibrations pendant que la machine est en marche et d'ajouter des
masses d'équilibrage dans deux plans.

Fig.I.26. Déséquilibre dynamique
[28]
I.7. Conclusion
Dans ce premier chapitre nous avons vu quelques
généralités sur les machines asynchrones qui sont
largement utilisées dans le domaine industriel en raison de leur
fiabilité, leur robustesse, le peu de maintenance qu'elles
nécessitent et leur prix. Mais "Rien n'est parfait" comme le dit le
psychologue australien Hugh Mackay, pour cela nous avons présenté
les principaux défauts qui se produisent dans les machines asynchrones
qu'ils soient internes ou externes, ces défauts ont une cause directe ou
indirecte de vibrations.
Pour résoudre ces problèmes, il faut
réduire les vibrations, dans le Chapitre suivant nous allons discuter
l'analyse vibratoire des machines électriques.
CHAPITRE II
l'Analyse Vibratoire, Captures et
Identification des Défauts
II.1. Chapitre II l'Analyse Vibratoire, Captures et
Identification des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 28
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Introduction
Dans ce chapitre nous aborderons à l'analyse
vibratoire des machines électriques pour éliminer les causes de
vibrations ou bien de développer la robustesse de ces machines. D'autre
part, il est bien connu que la correcte maintenance réside dans un bon
diagnostic, donc nous allons discuter les différents capteurs de
vibrations qui nous aider d'obtenu bien estimation l'état de la machine
et découvre l'étendue des dommages au moteur.
II.2. Analyse vibratoire
l'Analyse vibratoire était la boule de cristal de la
maintenance dans laquelle un « initié » pourrait identifier
tous les futurs dysfonctionnements d'une machine, cela se saurait et les
unités de production se disputeraient à prix d'or les faveurs des
meilleurs « médiums ». Néanmoins, cette technique,
extrêmement puissante lorsqu'elle est utilisée avec des moyens
appropriés à chaque problème, en fonction de sa
complexité et de son enjeu économique, est un outil devenu
aujourd'hui indispensable à tout service Maintenance pour assurer la
surveillance efficace de machines dont les pannes ou les marches en
dégradé présentent un risque majeur pour la
sécurité du personnel, la production ou la qualité du
produit fini.[29]
Une machine se compose d'un ensemble de mécanismes et
d'organes combinés destinés à transformer une
énergie ou à transmettre un mouvement. Ces mécanismes,
mobiles entre eux, ne peuvent fonctionner sans jeux, contraintes, efforts
dynamiques et chocs dont les effets se manifestent principalement sous forme de
vibrations et de bruits. Tout changement dans l'importance de ces jeux, de ces
contraintes, efforts ou chocs, se traduit immanquablement par une modification
de l'intensité ou des fréquences de ces vibrations. Or, cette
modification de comportement vibratoire constitue souvent la première
manifestation physique d'une anomalie affectant la machine, cause potentielle
à terme de dégradations, voire de pannes.
Cette particularité fait de l'analyse des vibrations un
outil d'investigation indispensable à l'assise d'une maintenance
moderne. Cet outil occupe une place privilégiée parmi les
techniques de surveillance. Il permet, par la génération
d'alarmes plus ou moins précoces, de signaler la présence d'un
dysfonctionnement, de dépister l'apparition d'une dégradation et
d'en suivre la progression, d'éviter une casse ou une dérive de
la qualité du produit fabriqué, tout en permettant une action
corrective programmée à bon escient au regard des
impératifs de production.
La surveillance vibratoire des machines tournantes a sans
doute toujours existé avec des moyens empiriques tels le toucher de la
main ou l'utilisation de la pièce de monnaie dont l'équilibre sur
la tranche garantissait le bon fonctionnement de la machine ou encore avec
des
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 29
moyens un peu plus techniques tels le vibromètre
à lamelles qui permettaient, dans les cas simples, d'identifier la
fréquence de la vibration d'amplitude prépondérante.
Aujourd'hui, la nécessité de communiquer, non
plus avec des impressions ou des sensations subjectives, mais avec des
données objectives, reproductibles et fiables, a rendu indispensable de
quantifier globalement les vibrations d'une machine par une mesure d'amplitude.
Le besoin est ensuite rapidement apparu de fixer des seuils à ces
valeurs et de connaître les amplitudes et les fréquences des
composantes prépondérantes. Enfin, la possibilité de
relier les fréquences de chaque composante vibratoire aux
différentes forces dynamiques engendrées par le fonctionnement
normal ou anormal de la machine et d'en interpréter les
évolutions est devenue une réalité avec
l'intégration à faible coût, dans les appareils de mesures
de vibrations, de convertisseurs analogiques numériques et de
coprocesseurs dédiés aux calculs de transformées de
Fourier. [29]
Source de vibration
Dispositif de mesure de vibration
Carte d'acquisition
Traitement de signal
Affichage
Fig.II.1. Composants de l'architecture de système
de détection de défaut. [30] II.2.1.
Définition d'une vibration (selon la norme NFE 90-001)
Une vibration est une variation avec le temps d'une grandeur
caractéristique du mouvement ou de la position d'un système
mécanique lorsque la grandeur est alternativement plus grande et plus
petite qu'une certaine valeur moyenne ou de référence.
Les phénomènes vibratoires sont des
phénomènes périodiques ou apériodiques plus ou
moins complexes.
II.2.2. Vibration Caractéristiques
Une vibration se caractérise principalement par
sa fréquence, son amplitude et sa phase.
a)
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 30
Amplitude : Aide à détecter la
sévérité du problème ou du défaut.
b) Fréquence : Aide à indiquer la
cause du défaut.
c) Phase : Aide à déterminer la
cause du défaut.
On appelle amplitude d'une onde vibratoire la valeur de ses
écarts par rapport au point d'équilibre. On peut définir
:
? L'amplitude maximale par rapport au point
d'équilibre appelée également amplitude
crête (Ac).
? L'amplitude double, aussi appelée
amplitude crête à crête (Acc) ou «
peak to peak » en anglais.
? L'amplitude efficace
(Aeff), aussi appelée RMS
(Root Mean Square en anglais).
L'amplitude des vibrations peut être mesurée en
termes de déplacement, de vitesse et d'accélération. Le
déplacement est mesuré de crête à crête et
généralement en mils ou microns. La vitesse peut être
mesurée en crête ou en valeur efficace et
généralement en pouces (inch)/seconde ou en mm/seconde.
L'accélération est exprimée en crête et
généralement mesurée en g. La phase indique comment une
machine se déplace par rapport à une référence de
sa partie. La relation entre le mouvement d'une partie d'une machine et une
référence - par exemple la position des deux
extrémités de l'arbre lorsqu'il tourne.[31]
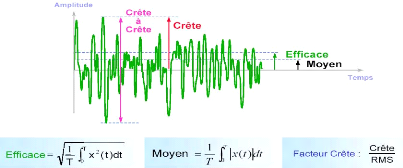
Fig.II.2. Caractéristiques d'un signal
vibratoire. [31]
1 Hz = 1 cycle par seconde, Exemple pour un moteur tournant
à 1500 tr/mn, la fréquence de rotation est égale à
1500/60=25 Hz
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 31
Sur les machines tournantes industrielles, on utilise souvent le
tour par minute pour exprimer une vitesse de rotation, parfois noté
CPM (cycle par minute) ou RPM (rotation par
minute).
II.2.3. Intérêt du mesurage des
vibrations
Le but est évidemment de préserver et prolonger la
durée de vie des machines stratégiques.
Pratiquement ces dernières peuvent être
affectées par les facteurs suivants :
? Les machines elles-mêmes ne sont pas parfaites :
- Finition insuffisante,
- Jeux de fonctionnement trop importants,
- Mauvais équilibrages qui provoquent des balourds.
? Un mauvais montage :
- Mauvais alignements fréquents,
- Des serrages mal faits, des boulons déforment les
pièces,
- Les fondations ne sont pas suffisamment résistantes.
? En marche :
- Les variations de température provoquent des
dilatations,
- Les charges conduisent à des torsions, des flexions,
- L'usure accroît les jeux.
II.2.4. Techniques de mesurage
Trois paramètres (reliés entre eux) sont
caractéristiques des vibrations : II.2.4.1. Le
déplacement
Le Déplacement quantifie l'amplitude maximale du signal
vibratoire. Historiquement, c'est la grandeur qui fut utilisée en
premier car cette mesure était la seule possible avec les moyens de
l'époque. Le Déplacement est inversement proportionnel au
carré de la fréquence : Plus la
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 32
fréquence augmente, plus le Déplacement diminue
: Son utilisation est réservée aux très basses
fréquences : F < 100 Hz
Un signal vibratoire sinusoïdal
généré par un balourd simple s'exprimera par la relation
:
d(t) = D.sin (2. F. t + (p) (II.2)
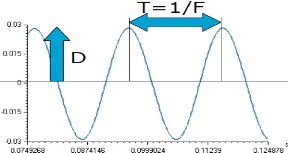
Fig.II.3. Signal sinusoïdal de déplacement
[32] L'unité utilisée pour la mesure des
déplacements est le micron (um). II.2.4.2. La
vitesse
La Vitesse d'un mobile correspond à la variation de sa
position par unité de temps. Mathématiquement, la vitesse
s'exprime comme la dérivée du déplacement par rapport au
temps :
d[d(t)]
d
La Vitesse est inversement proportionnelle à la
fréquence : Plus la fréquence augmente, plus la Vitesse diminue :
Son utilisation est réservée aux basses fréquences F <
1000 Hz.
Un signal vibratoire sinusoïdal généré
par un balourd simple s'exprimera par la relation :
(II.4)
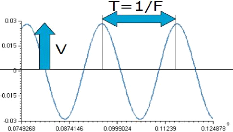
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 33
Fig.II.4. Signal sinusoïdal de vitesse [32]
L'unité utilisée est le mm/s.
II.2.4.3. L'accélération
L'Accélération d'un mobile correspond à
la variation de sa vitesse par unité de temps. Mathématiquement,
l'accélération s'exprime comme la dérivée de la
vitesse par rapport au temps.
d[ v(t)]
d
L'Accélération représentative des forces
dynamiques, ne dépend pas de la fréquence : C'est le
paramètre privilégié en analyse vibratoire sur un large
domaine de fréquences.
0 = F = 20000 Hz
Un signal vibratoire sinusoïdal
généré par un balourd simple s'exprimera par la relation
:
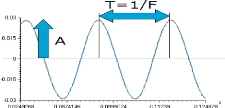
Fig.II.5. Signal sinusoïdal
d'accélération [32] L'unité utilisée est
le g , 1g = 9.80665 m/s2.
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 34
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
II.2.4.4. Relations entre les grandeurs
Il existe une relation mathématique entre les grandeurs
comme suit :
D'au :
??
II.3. Captures de vibrations
La première étape conduisant à
l'obtention d'une lecture de vibrations consiste à convertir la
vibration mécanique produite par une machine en un signal
électrique équivalent. Cette opération est
réalisée au moyen des capteurs de vibrations. On retrouve parmi
les capteurs les plus couramment utilisés le capteur de
déplacement, le capteur de vitesse et
l'accéléromètre.
II.3.1. Capteur de déplacement
Le capteur de déplacement est un instrument qui produit
un signal électrique directement proportionnel au déplacement
relatif de la vibration d'un arbre ou d'un rotor. Il est monté en
permanence à l'intérieur du palier. Il s'agit d'un capteur
"non-contact", c'est-à-dire que le capteur n'entre jamais en contact
avec la surface en vibration. Les capteurs de vibrations se divisent en deux
catégories caractérisées par le type de mesure à
effectuer, mesure de vibration absolue ou bien d'une mesure de vibration
relative. Dans le premier cas, le capteur de vibrations est monté en un
point quelconque sur la machine (figure II.6 ).[33]
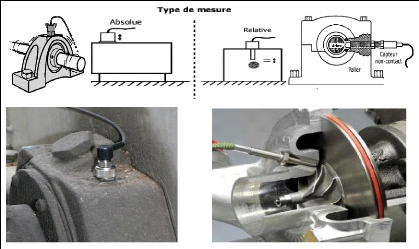
Accéléromètre
Capteur de déplacement
Fig.II.6. Capteurs de vibrations et les types de
mesures. [33][34][35][36]
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 35
La mesure effectuée tient alors compte de tous les
phénomènes vibratoires transmis par la structure de la machine au
point de montage du capteur. Dans le deuxième cas, seule la vibration
produite par le mouvement de l'arbre ou du rotor par rapport à une
position de référence est mesurée. (figure II.7)
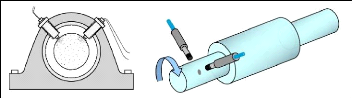
Fig.II.7. Capteur de déplacement pour les
paliers lisses. [37] [34]
Le capteur de déplacement est utilisé pour
toutes les applications où la surveillance des jeux entre les arbres et
les paliers s'avère essentielle. C'est pourquoi l'on retrouve des
capteurs de déplacement installés sur la plupart des turbines
hydroélectriques et des turbomachines.
II.3.1.1. Principe de fonctionnement
Un oscillateur (appareil qui génère un signal
oscillatoire) envoie un signal d'amplitude constante à très haute
fréquence au capteur. Le signal, appelé signal porteur, produit
un champ magnétique en passant au travers de la petite bobine
située à l'extrémité du capteur.
L'arbre situé à proximité absorbe une
partie de l'énergie du champ magnétique qui, à son tour,
produit une réduction proportionnelle de l'amplitude du signal porteur
(modulation).
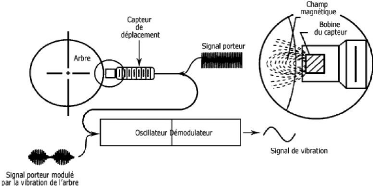
Fig.II.8. Schéma de fonctionnement d'un capteur
de déplacement. [33]
Plus l'arbre se rapproche du capteur, plus l'amplitude du
signal s'en trouve affectée. La modulation du signal porteur traduit
donc l'importance du déplacement relatif de l'arbre par
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 36
rapport au palier. Le signal est ensuite
démodulé et la vibration, déplacement de crête-
à-crête, est mesurée.
L'unité utilisée est le um (10-6 m) ou
le mils (10-3 pouce) : 1 mils = 25,4 um.
II.3.1.2. Avantages
Les principaux avantages associés à l'emploi du
capteur de déplacement sont :
· la mesure directe du mouvement de l'arbre ;
· l'absence d'usure (aucun élément mobile)
;
· la mesure faite directement en unités de
déplacement ;
· le fonctionnement jusqu'à des fréquences
extrêmement faibles.
II.3.1.3. Inconvénients
Les principaux désavantages associés à
l'emploi du capteur de déplacement sont :
· la mauvaise qualité du signal
occasionnée par la présence d'irrégularités
à la surface des arbres ;
· l'installation minutieuse requise ;
· la très faible gamme dynamique du capteur (la
gamme dynamique est le rapport de l'amplitude la plus élevée
à l'amplitude la plus faible qui puisse être mesurée) qui
est de l'ordre de 100/1 ;
· la gamme de fréquences limitée du
capteur qui n'excède pas en pratique 200 Hz. II.3.2. Capteur de
vitesse (Vélocité)
Le capteur de vitesse produit un signal électrique
directement proportionnel à la vitesse de la vibration absolue
mesurée. On l'utilise pour la surveillance générale des
vibrations sur les machines industrielles. Il existe plusieurs types de
capteurs de vitesse, par exemple capture à bobine mobile, capture
à une sonde photo-électrique et capture à une
lumière stroboscopique.
II.3.2.1. Capteur à bobine mobile
(Classique)
Pendant de nombreuses années, les seuls types de
capteurs de vitesse disponibles pour la surveillance des machines
étaient ceux utilisant une conception à bobine mobile.
II.3.2.1.1. Principe de fonctionnement d'un capteur de
vitesse à bobine mobile
Ce capteur compose essentiellement d'une bobine
supportée par des ressorts et d'un aimant permanent fixé au
boîtier du capteur (figure II.9). L'aimant fournit un puissant champ
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai
- Cas d'un Disque Tournant - 37
magnétique autour de la bobine suspendue. Lorsque le
capteur est fixé sur une machine qui vibre, l'aimant permanent suit le
mouvement de la vibration pendant que la bobine demeure stationnaire. Dans ces
conditions, le mouvement du champ magnétique qui traverse la bobine
génère une tension dont l'amplitude est proportionnelle à
la vitesse de la vibration. Le signal est ensuite transmis du capteur au
mesureur de vibrations.[33]
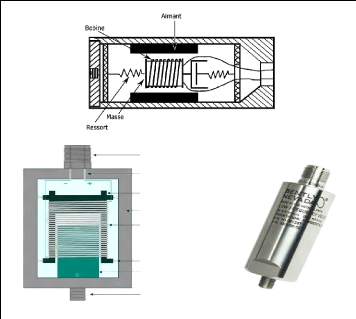
Connecteur
Broches de connecteur
Masse inertielle suspendue (cadre de la
bobine)
Boîtier du capteur Bobine
Ressorts de suspension Aimant
Boulon de
Fig.II.9. Capteur de vitesse à bobine mobile
[33][38] L'unité utilisée est le mm/s ou pouce/s.
1 po/s = 25,4 mm/s.
II.3.2.1.2. Avantages
Les principaux avantages associés à l'emploi du
capteur de vitesse sont :
· un signal électrique de sortie
généré sans avoir recours à une source
d'alimentation externe ;
· la simplicité de l'instrumentation requise pour
la mesure du signal.
II.3.2.1.3. Inconvénients
Les principaux désavantages associés à
l'emploi du capteur de vitesse sont :
Chapitre II l'Analyse Vibratoire, Captures et
Identification des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 38
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
- l'usure des éléments mobiles,
- la grande dimension du capteur,
- une faible gamme dynamique de l'ordre de 1000/1,
- la sensibilité du capteur aux champs
magnétiques,
- la sensibilité du capteur à son orientation,
- la limite élevée dans les basses
fréquences (> 10 Hz).
II.3.2.2. Capteur photoélectrique
(Moderne)
Les capteurs photoélectriques sont constitués
d'un émetteur ou source lumineuse, dont les rayons lumineux sont
détectés par un récepteur. La différence de signal
lumineux, acquise lors de l'interruption de ce rayon, est transformée en
un signal électrique, et est mesurée et utilisée par un
circuit électrique. La lumière utilisée est soit
infrarouge, soit rouge. En utilisant cette lumière, on peut créer
différents types de capteurs photoélectriques. Il existe des
modèles de capteurs à réflexion avec réflecteur ou
réflexe. Ce type est également équipé d'un
émetteur et d'un récepteur proches l'un de l'autre. La
réflexion de la lumière émise est acquise à l'aide
d'un ou plusieurs réflecteurs.
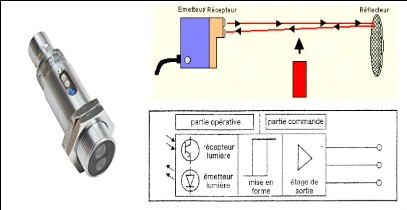
Fig.II.10. Capteur de vitesse photoélectrique
[39] [40] [41] II.3.3.
Accéléromètre
L'accéléromètre produit un signal
électrique directement proportionnel à
l'accélération de la vibration absolue mesurée.
L'accéléromètre est le type de capteur le plus
répandu aujourd'hui pour les mesures de vibrations des machines. Sa
conception permet de mesurer efficacement non seulement
l'accélération, mais aussi la vitesse et le déplacement
(absolue).
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 39
En effet, les instruments de mesure qui utilisent un
accéléromètre comportent des circuits électroniques
(intégrateurs) permettant de sélectionner le paramètre de
vibration requis.
II.3.3.1. Principe de fonctionnement
Le coeur de l'accéléromètre est
constitué de petits éléments d'un matériau
piézoélectrique. On qualifie un matériau de
piézoélectrique quand une déformation du matériau,
par compression ou par cisaillement, produit un signal électrique.
La figure suivante vous montre le schéma d'un
accéléromètre où une masse est rattachée
à chacun des éléments piézoélectriques. Le
mouvement vibratoire de la base de l'accéléromètre est
transmis à la masse qui agit à son tour sur chaque
élément piézoélectrique avec une force égale
au produit de la masse par sa propre accélération.
Ceux-ci produisent alors une charge électrique
proportionnelle à la force appliquée. Les masses étant
constantes, la charge produite par les éléments est
également proportionnelle à l'accélération des
masses.
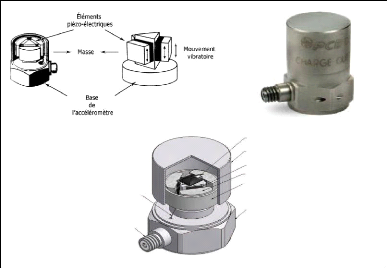
Fil conducteur
Connecteur électrique
Circuit du capteur ICP ®
Couverture
Matériau piézoélectrique Masse
séismique
Bague de précharge
Base avec trou de montage taraudé
Fig.II.11. Schéma d'un
accéléromètre. [33][35]
Le signal fourni par un accéléromètre
possède un niveau si faible qu'il doit passer par un
préamplificateur de charge dans le but d'en faciliter la mesure et
l'analyse. Le rôle du préamplificateur consiste essentiellement
à convertir la charge produite par la déformation des
éléments piézoélectriques en un signal de tension
équivalente.
L'unité utilisée est le m s-2 ou le g
:
Chapitre II l'Analyse Vibratoire, Captures et
Identification des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 40
1 g = 9,81
m/s2.
II.3.3.2. Avantages
Les principaux avantages associés à l'emploi d'un
accéléromètre sont :
· Une gamme dynamique très grande,
· Une gamme de fréquences très large,
· Un signal électrique de sortie
généré sans avoir recours à une source
d'alimentation externe,
· L'absence d'éléments mobiles,
· Un montage possible dans n'importe quelle
direction,
· Une excellente performance dans les conditions
environnementales les plus sévères,
· La faible dimension des capteurs.
II.3.3.3. Inconvénients
Les principaux désavantages associés à
l'emploi de l'accéléromètre sont :
· l'impossibilité d'effectuer des mesures
à des fréquences extrêmement faibles (< 0,1 Hz),
· le traitement du signal provenant de
l'accéléromètre qui requiert une technologie plus
sophistiquée, et donc plus dispendieuse, que celles utilisées par
les deux autres types de capteurs.
II.3.3.4. Accéléromètre à
préamplificateur intégré
Un nombre croissant d'accéléromètres sont
équipés aujourd'hui d'un préamplificateur
intégré (figure II.12). Ils nécessitent une source
d'alimentation externe à courant constant qui est beaucoup plus facile
à construire qu'un préamplificateur de charge conventionnel.
Néanmoins, l'électronique intégrée
aux accéléromètres restreint les gammes dynamiques et
thermiques de ceux-ci. Par exemple, la gamme des températures typiques
d'un accéléromètre est de - 70 à 250°C, alors
qu'elle est limitée à une plage allant de - 50 à
125°C pour un accéléromètre à
préamplificateur intégré.[33]
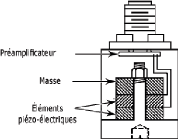
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 41
Fig.II.12. Schéma d'un
accéléromètre à préamplificateur
intégré. [33] II.3.3.5. Montage de
l'accéléromètre
Dans toutes les mesures de vibration, la qualité et la
fiabilité du signal d'entrée ont une importance cruciale. En
effet, l'instrument de mesure le plus sophistiqué ne peut pas produire
des résultats fiables à partir de données qui ne le sont
pas. Aussi, comme la nature des vibrations varie selon le type de
défauts rencontrés sur les machines, le capteur de vibrations
doit fonctionner dans une gamme très étendue et de façon
sûre.
En ce sens, le montage même de
l'accéléromètre aura un effet significatif sur le
résultat des mesures et c'est pourquoi vous devez y accorder une
attention toute particulière.
Le choix de l'emplacement de montage de
l'accéléromètre doit être fait en considérant
une position qui reflète la direction du phénomène
vibratoire visé par la mesure. De plus,
l'accéléromètre doit toujours être monté,
chaque fois que cela est possible, dans une position qui assure un chemin de
transmission court et rigide vers la source des vibrations.
Comme les forces internes d'une machine sont transmises
à l'ensemble de la structure par l'entremise des paliers, ceux-ci sont
considérés comme de bons emplacements pour le montage d'un
accéléromètre.
La figure II.13 montre le schéma d'un palier sur lequel
les accéléromètres ont été placés en
vue d'assurer un trajet direct aux vibrations provenant du roulement.
L'accéléromètre (A) mesure directement
les vibrations radiales du roulement, tandis que
l'accéléromètre (B) mesure des vibrations qui sont
modifiées par leur transmission à travers un joint
superposé aux vibrations des autres composants de la machine. De
façon similaire, l'accéléromètre (C) est
placé sur un trajet de vibration plus direct que
l'accéléromètre (D).
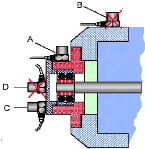
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 42
Fig.II.13. Positionnement des
accéléromètres sur un palier. [34]
Vous aurez compris que les positions B et D ne sont pas
recommandées et que le choix entre les positions A et C dépend
uniquement de l'objectif visé par la mesure.
|
Il existe 3 plans de mesure :
1) Radial
- V vertical
- H horizontal - O oblique
2) Axial A
|
|
O
|
Fig.II.14. Plans de mesure [42]
L'accéléromètre : doit être
situé au-dessus du palier d'intérêt. Évitez autant
que possible les espaces d'air dans les boîtiers. Les espaces d'air
fausseronts les mesures des vibrations.
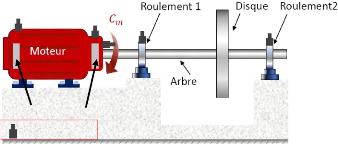
Roulements 3 et 4 interne de moteur
Accéléromètre
Fig.II.15. Les positions de placement d'un
accéléromètre [43] II.3.4. Choix du
capteur de vibrations
Si les capteurs de déplacement relatif sont tout
indiqués pour certaines applications spécifiques de surveillance
d'arbres, les capteurs sismiques, sensibles aux vibrations absolues, sont mieux
adaptés à la surveillance générale des machines.
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Bien que les capteurs de déplacement relatif aient une
gamme de fréquences pouvant aller (théoriquement) jusqu'à
10 000 Hz, ils ne peuvent détecter efficacement que les composantes
fréquentielles en basses fréquences. Leur gamme dynamique ne peut
habituellement pas couvrir les harmoniques supérieurs de la vitesse de
rotation de l'arbre ou du rotor.
Les capteurs sismiques les plus courants sont le capteur de
vitesse et l'accéléromètre piézoélectrique.
L'accéléromètre est de loin le plus utilisé en
raison de sa grande gamme dynamique, de l'étendue de sa gamme
fréquentielle, de ses dimensions réduites, de sa fiabilité
et de sa robustesse.
En effet, comme beaucoup de situations de surveillance
nécessitent un gamme de mesures en fréquences bien
supérieures à 1000 Hz et une détection d'amplitudes dans
un rapport dépassant largement 1000/1, le choix de
l'accéléromètre piézoélectrique s'impose de
lui-même.
Une comparaison visuelle de la gamme dynamique et de la gamme
de fréquences des capteurs de vibrations vous est montrée
à la figure II.16. [33]

Fig.II.16. Gamme dynamique et gamme de fréquences
des capteurs. [33] II.3.5. Influence de la grandeur
utilisée
Les capteurs associés transforment la vibration
mécanique en un signal électrique : capteur de proximité,
capteur de vitesse, accéléromètres. La mesure de
déplacement s'effectue à l'aide de capteur de proximité
(champs magnétiques) , la mesure de vitesse s'effectue à l'aide
de capteur de vitesse (courant induit dans une bobine ; Cette technique est peu
utilisée).
Les capteurs de mesure de l'accélération les
plus utilisés sont les accéléromètres
piézoélectriques. A partir de l'accélération, on
peut calculer par intégration successive la vitesse et le
déplacement.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 43
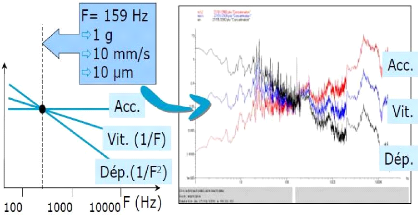
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 44
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Fig.II.17. Influence de la grandeur utilisée.
[32]
II.4. Harmoniques (Ordres)
Les signaux vibratoires sont difficiles à analyser du fait
de leur contenu riche en pics.
Cependant un signal périodique complexe peut toujours
être décomposé en une somme de signaux sinusoïdaux
appelés harmoniques ou ordres.
Le but est de faire apparaître le fondamental et les
harmoniques qui ont une fréquence multiple de ce dernier. harmoniques:
relation entre une fréquence et la fréquence de rotation.
Exemple : pour 1500 tr/min , donc H= 1500/60 = 25 Hz

Fig.II.18. Harmoniques pour 1500 tr/min.
[44]
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 45
II.5. Spectre FFT (Fast Fourier Transform)
L'invention de l'algorithme FFT (transformée de Fourier
rapide) au milieu des années 1960 a rendu possible l'analyseur de
spectre moderne en temps réel, qui transforme les signaux variant dans
le temps du domaine temporel au domaine fréquentiel et fournit ainsi une
image actualisée en permanence de la composition fréquentielle
d'un signal. Avant l'apparition des analyseurs de spectre FFT, la principale
visualisation en temps réel sur place des signaux de vibration se
faisait dans leur domaine temporel naturel, généralement à
l'aide d'un oscilloscope.
La base mathématique de l'analyse spectrale est
l'intégrale de Fourier, qui a été fournie par le
mathématicien Joseph Fourier au début des années 1800,
bien avant les machines rotatives modernes. Cependant, avant l'algorithme FFT,
qui utilise les méthodes de calcul numérique modernes, la
transformation d'un signal mesuré dans le domaine temporel en un signal
dans le domaine fréquentiel nécessitait un traitement "hors
ligne" coûteux et lent. Plus précisément, un enregistrement
du signal analogique était traité à travers plusieurs
filtres analogiques à bande étroite dont les fréquences de
la bande centrale couvraient la gamme de fréquences concernée.
Les analyseurs de spectre pré-FFT étaient des équipements
électroniques encombrants à utiliser avec succès,
nécessitant un technicien expérimenté dans la façon
d'accorder et d'ajuster les filtres de largeur de bande pour obtenir des
résultats optimaux pour un enregistrement de signal de base de temps
donné. Il est compréhensible que l'analyse spectrale
pré-FFT ait été très peu utilisée. Les
détails mathématiques des séries de Fourier, des
intégrales de Fourier et des FFT font désormais partie
intégrante de la composante mathématique des programmes
universitaires d'ingénierie et sont bien traités dans de nombreux
manuels et guides d'analyse mathématique et technique. Dans
l'intérêt de l'espace et de la brièveté, ces
détails mathématiques ne sont pas couverts ici. Au lieu de cela,
une explication plus heuristique de l'analyse spectrale est donnée ici
pour aider le praticien de la vibration des machines à comprendre la
connexion directe entre un signal de base de temps et son spectre de
fréquence.
L'idée pratique sous-jacente de la transformée
de Fourier est qu'une fonction (par exemple, un signal de base de temps) peut
être construite à partir d'une somme de fonctions
sinusoïdales avec une distribution continue de la fréquence de
zéro à une fréquence de coupure appropriée.
Pour un signal se répétant périodiquement
ou une période définie, une version plus simple et plus
restrictive de ceci (la série dite de Fourier) est applicable et
additionne les composantes
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 46
sinusoïdales uniquement à un ensemble discret de
fréquences qui sont les multiples entiers (n_1, 2, ...) d'une
fréquence de base désignée Ù1 = 2ð/t, où
t durée d'une période. Bien que les signatures de vibrations de
machines ne contiennent souvent qu'un nombre limité de composantes
harmoniques significatives, leurs fréquences ne sont souvent pas toutes
des multiples entiers d'une seule fréquence de base, et par
conséquent la transformée de Fourier, et non la série de
Fourier, est l'outil approprié pour cartographier les signaux de
vibrations de machines tournantes du domaine temporel au domaine
fréquentiel.
La figure II.19 fournit un lien visuel entre une fonction du
temps, X(t), et sa transformée de Fourier ou spectre de
fréquence. Comme l'illustre la figure, quelques harmoniques
additionnées produisent facilement une trace temporelle à partir
de laquelle il est difficile de visualiser ou d'identifier directement les
composants individuels qui y contribuent. En transformant le signal dans le
domaine des fréquences, les composantes contributives sont facilement
identifiées.[45]
?
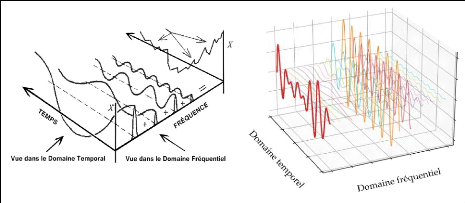
X(t)
Fig.II.19. Illustration temporal-fréquentiel d'un
signal oscillant. [45][46] II.6. Tendances et lignes de base
en matière de vibrations
Même dans les machines les plus saines, les signaux de
vibration surveillés peuvent avoir tendance à migrer en amplitude
et en angle de phase, tout en restant dans une "enveloppe" de base de niveaux
de vibration acceptables. Ces changements bénins sont des effets normaux
des changements des conditions de fonctionnement, par exemple, les transitoires
thermiques, les changements de charge, l'usure normale et les fluctuations de
l'environnement global de la machine. D'autre part, lorsque les signaux de
vibration surveillés
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 47
commencent à augmenter en amplitude au-delà des
niveaux de base établis pour une machine donnée, cette tendance
doit être suivie attentivement par les opérateurs de l'usine afin
d'évaluer en permanence la nécessité potentielle de :
? Modifier temporairement les conditions de fonctionnement de la
machine.
? Programmer un arrêt anticipé de la machine pour
des actions correctives.
? Procéder à un arrêt immédiat
dicté par une augmentation rapide des amplitudes de
vibration.
Lorsque les niveaux de vibration d'une machine commencent
à augmenter au-delà des niveaux de base établis, un
problème à l'intérieur de la machine commence à
émerger et l'augmentation des niveaux de vibration n'est souvent pas le
seul symptôme du problème sous-jacent. Une fois que l'attention
est portée sur une machine qui commence à montrer une tendance
à la hausse des niveaux de vibration, divers outils d'analyse des
signaux de vibration sont maintenant couramment utilisés pour chercher
à identifier la ou les causes profondes.[45]
II.7. Normes et limites de vibration
La norme la plus largement utilisée comme indicateur de
la sévérité des vibrations est la norme ISO 2372. Cette
norme peut être utilisée pour déterminer les niveaux de
vibration acceptables pour diverses classes de machines. Ainsi, pour utiliser
cette norme ISO, il est nécessaire de commencer par classer la machine
concernée. En lisant le tableau, nous pouvons établir une
corrélation entre la sévérité de l'état de
la machine et les vibrations. La norme utilise le paramètre de la
vitesse efficace pour indiquer la sévérité. Les
numéros 1, 2, 3 et 4, comme le montre (tableau II.1), classent la
sévérité [47] :
Classe 1 : Parties individuelles de moteurs et
de machines reliées intégralement à une machine
complète dans son état normal de fonctionnement (les moteurs
électriques de production d'une puissance maximale de 15 kW sont des
exemples typiques de machines de cette catégorie).
Classe 2 : Machines de taille moyenne
(généralement des moteurs électriques d'une puissance de
15 à 75 kW) sans fondations spéciales, moteurs ou machines
montés de manière rigide (jusqu'à 300 kW) sur des
fondations spéciales.
Classe 3 : Grands moteurs et autres grandes
machines à masses rotatives montés sur des fondations rigides et
lourdes, qui sont relativement rigides dans la direction des vibrations.
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 48
Classe 4 : Grands moteurs et autres grandes
machines avec des masses rotatives montées sur des fondations, qui sont
relativement souples dans la direction de la mesure des vibrations (par exemple
- groupes turbogénérateurs, en particulier ceux avec des
sous-structures légères).
Tab.II.1. Niveaux vibratoires admissibles sur les machines
tournantes [48]
|
Norme ISO 2372
|
|
Niveaux vibratoires admissibles (RMS mm/s)
|
Classe 1
|
Classe 2
|
Classe 3
|
Classe 4
|
|
Amplitude efficace de la Vitesse Vibratoire en RMS dans la [10 ;
1000]
|
mm/s bande Hz
|
|
Mauvais
|
Mauvais
|
Mauvais
|
Mauvais
|
|
18.0
|
18.0
|
|
Limite
|
|
11.2
|
11.2
|
|
Limite
|
|
7.1
|
7.1
|
7.1
|
|
Limite
|
Moyen
|
|
4.5
|
4.5
|
4.5
|
|
Limite
|
Moyen
|
|
2.8
|
2.8
|
2.8
|
|
Moyen
|
Bon
|
|
1.8
|
1.8
|
1.8
|
|
Moyen
|
Bon
|
|
1.12
|
1.12
|
|
Bon
|
|
0.71
|
0.71
|
|
Bon
|
II.8. Identification les défauts et leurs
vibrations
James E. Berry, P.E., de Associés techniques de
Charlotte, N.C., a développé et finement réglée un
"tableau mural illustré de diagnostic des vibrations" en anglais ,
mesurant 38 pouces de haut sur 54 pouces de large. Ce tableau est un outil
très polyvalent pour une analyse précise des vibrations dans le
cadre d'un programme structuré de maintenance conditionnelle [49]
(Annexe) Il a été reproduit en français
par GROUPE IMPEDANCE - MACHINES à Paris[50] (Annexe),
le tableau affiche des spectres de vibrations typiques qui aident à
déterminer l'état de fonctionnement des machines tournantes.
Il convient de noter que le tableau mural de diagnostic des
vibrations de Associés techniques (Annexe) comprend des
éléments clés tels que :
- Des illustrations de spectres de vibrations typiques ;
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
Chapitre II l'Analyse Vibratoire, Captures et Identification
des Défauts
- Des remarques élaborant les symptômes qui
accompagnent normalement chacun des 44 problèmes de machine couverts.
- Des dessins illustrant la façon dont la phase
réagit lorsque ces problèmes sont prédominants.
Tab.II.2. Les fréquences des vibrations et leurs causes
probables [50]
|
Fréquence en
termes de RPM (X)
|
Cause les plus
probables
|
Autres causes possibles et remarques
|
|
1 X rpm
|
Déséquilibre
|
1) Tourillons, engrenages ou poulies excentriques.
2) Mauvais alignement ou arbre tordu - si vibration axiale
élevée
3) Courroies défectueuses si le régime de la
courroie est élevé.
4) Résonance
5) Forces réciproques
6) Problèmes électriques
|
|
2 X rpm
|
Desserrage
Mécanique
|
1) Mauvais alignement si vibrations axiales
élevées
2) Forces réciproques
3) Résonance
4) Mauvaises courroies si 2 X rpm de courroie
|
|
3 X rpm
|
Désalignement
|
En général, est une combinaison de
désalignement et de jeux axiale excessifs (desserrage).
|
|
Moins de 1 X rpm
|
Tourillon d'huile
(Moins de 1/2 RPM)
|
1) Mauvaises courroies d'entraînement
2) Vibrations de fond
3) Résonance subharmonique
4) Vibration du "siège"
|
|
Synchrone
(fréquence de ligne
C.A.)
|
Problèmes électriques
|
Les problèmes électriquesLI courants comprennent
les barres de rotor cassées, le rotor excentrique, les phases
déséquilibrées dans les systèmes polyphasés,
l'entrefer inégal.
|
|
2 X Fréquence de
Synch.
|
Impulsions de
couple
|
Rarement un problème à moins que la
résonance est excitée
|
|
Plusieurs fois
rpm
(Fréquence
Harmoniquement
Reliée)
|
Mauvais engrenages Forces aérodynamiques Forces
hydrauliques Mauvais serrage mécanique ForcesLIréciproque s
|
Nombre de dents de l'engrenage par rapport au régime de
l'engrenage défectueux
Nombre de pales du ventilateur par rapport au nombre de
tours/minute
Nombre d'aubes de la roue multiplié par le nombre de
tours/minute
Peut se produire à 2, 3, 4 harmoniques et parfois plus si
desserrage important
|
|
Haute fréquence (non
|
|
1) La vibration du roulement peut être instable amplitude
et
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 49
|
liée à l'harmonique)
|
Mauvais
|
fréquence.
|
|
antifriction
|
2) La cavitation, la recirculation et la turbulence du flux
|
|
Roulements
|
provoquent des vibrations aléatoires à haute
fréquence.
|
|
|
3) Lubrification inadéquate des paliers lisses (vibration
par frottement)
|
|
|
4) Frottement
|
|
Tab.II.3. Identification des vibrations [50]
|
Cause
|
Amplitude
|
Fréquence
|
Phase
|
Remarques
|
|
Déséquilibre
|
Proportionnel au déséqui- libre. Le plus grand dans
le sens radiale.
|
1 x rpm
|
Marque de
référence
unique.
|
Cause la plus fréquente de
vibration.
|
|
Désalignement
des
accouplements
ou
des
roulements et
arbre tordu.
|
Large dans le sens axial direction axiale 50 % ou plus de
vibrations radiales
|
1 x rpm
habituel 2 et 3
x rpm parfois
|
Simple double
ou triple
|
La meilleure façon de le
découvrir est d'observer une
vibration axiale
importante. Utilisez des indicateurs à cadran ou une autre
méthode pour un diagnostic positif.
Si la machine est équipée de paliers lisses et
qu'il n'y a pas de
désalignement de l'accoup-
lement équilibrez
le rotor.
|
|
Mauvais
roulements de
type anti-friction
|
Instable -
utiliser la
mesure de la
vitesse si
possible
|
Très élevé
plusieurs fois
rpm
|
Erratique
|
Le roulement responsable est probablement celui qui est le plus
proche du point de la plus grande vibration haute fréquence
|
|
Tourillons
excentriques
|
Généralement
pas grand
|
1 x rpm
|
Marque unique
|
Si sur des engrenages, la
vibration la plus importante se situe dans l'axe des engrenages.
Si sur un moteur ou un géné-
rateur, la vibration disparaît
lorsque l'alimentation est
coupée.
Si sur une pompe ou un ventilateur, essayer
d'équilibrer.
|
|
Mauvais
engrenages ou
bruit
d'engrenages
|
Faible - utiliser
la mesure de la
vitesse si
possible
|
Nombre de
dents de
l'engrenage
très
élevé par
rapport au
nombre de
tours/minute
|
Erratique
|
|
|
Desserrage
|
|
2 x rpm
|
Deux marques
|
Généralement accompagné d'un
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 50
|
mécanique
|
|
|
de
référence.
Légèrement
erratique.
|
déséquilibre et/ou d'un désalignement.
|
|
Courroies
d'entraînement
défectueuses
|
Erratique ou
pulsation
|
1,2,3, & 4 x
rpm de
courroies
|
Un ou deux
selon la
fréquence de
la
fréquence.
Généralement
instables.
|
La lumière stroboscopique est le meilleur outil pour figer
une courroie défectueuse.
|
|
Électrique
|
Disparaît
lorsque
l'alimentation
est
coupée.
|
1 x rpm ou 1
ou 2
x
fréquence
synchrone
fréquence.
|
Marque simple
ou double
rotative.
|
Si l'amplitude de la vibration chute instantanément
lorsque l'alimentation est coupée la cause est électrique.
|
|
Aérodynamique
hydraulique
forces
hydrauliques
aérodynamiques
|
|
1 x rpm ou
nombre de
pales sur le
ventilateur ou
roue x rpm
|
|
Rare comme cause de troubles, sauf en cas de résonance.
|
|
Réciproque
forces
|
|
1 x 2 et ordres
supérieurs x
rpm
|
|
Inhérents aux machines à mouvement alternatif, ils
ne peuvent être réduits qu'en modifiant la conception ou en les
isolant. modification de la conception ou l'isolation.
|
II.9. Conclusion
Dans ce chapitre, nous avons présenté les
différentes grandeurs qui peuvent aider de contrôler et surveiller
en permanence les machines en service. Nous avons aussi discuté sur la
vibration et son influence sur l'activité des machines et comment
observé ce phénomène avec les différents
capteurs.
Après avoir collecté ces informations autours
les moteurs asynchrone et les différents défauts de vibrations et
les capteurs à travers les deux chapitres précédents,
maintenant on peut de étudier un cas réelle d'un problème
de vibration d'un machine électrique ou bien de simuler sur un banc
d'essai, ce qui fera l'objet du dernier chapitre.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 51
CHAPITRE III
Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 53
III.1. Introduction
L'équilibrage est le procédé par lequel
on tente d'améliorer la répartition de la masse d'un rotor de
façon que le rotor tourne dans ses paliers sans créer de forces
centrifuges non compensées. L'équilibrage des rotors contribue
à prolonger la durée de vie des équipements. Il peut
être réalisé sur une machine à équilibrer
(fixe, équilibrage en atelier) ou encore à l'aide d'un analyseur
de vibrations (portatif, équilibrage sur site).
Dans ce chapitre, nous allons simuler un problème de
balourd sur un banc d'essai et apprendre à résoudre ce
problème. Enfin, interprétons les résultats.
III.2. Importance de l'équilibrage
Les vibrations produites par un rotor
déséquilibré créent une surcharge sur les paliers
et sur la structure de la machine en général.
L'équilibrage du rotor s'avère nécessaire pour
éviter une ou plusieurs des situations suivantes
· Une diminution de la vie utile de la machine, de la
durée de vie des roulements et de l'intégrité de la
structure.
· Un accroissement de la fréquence des entretiens
requis par la machine.
· Une production de moins bonne qualité par les
équipements tels que les machines-outils et les rectifieuses, les
machines à papier, les laminoirs, etc.
· Une détérioration de la qualité
de vie au travail en ce qui a trait au bruit, à la
sécurité et au confort (vibrations transmises au corps par le
plancher par exemple).
L'équilibrage ne doit surtout pas se limiter aux seules
machines dont la condition de déséquilibre est telle qu'il y a
imminence de bris. [51]
III.3. Technique de la réparation
L'organisation internationale de normalisation (ISO) (1973) a
publié des documents sur la classification des rotors et la
qualité de l'équilibre des corps rigides en rotation, qui sont
également abordés par Rieger (1986).
Les rotors peuvent être classés en
systèmes rigides ou flexibles en fonction de leur comportement dynamique
aux vitesses de fonctionnement. La classification d'un rotor peut être
facilement déterminée en effectuant une analyse de la vitesse
critique du système. Si la déformation ou l'énergie
potentielle dans les roulements représente plus de 80 % de
l'énergie de déformation totale du système, le rotor peut
être classé comme rigide. Un rotor à corps rigide est un
rotor qui peut être équilibré dans deux plans arbitraires.
Le rotor semble maintenir l'équilibre dans toute sa gamme de vitesse de
fonctionnement.
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 54
D'autre part, si l'énergie de déformation de
l'arbre commence à dépasser 20 % de l'énergie de
déformation du système et que le rotor fonctionne à une ou
plusieurs vitesses critiques, il peut être considéré comme
un rotor flexible ou quasi-flexible. Dans ces circonstances, un
équilibre du corps rigide à deux plans peut ne pas être
adéquat, et des poids de compensation supplémentaires peuvent
devoir être placés le long de l'arbre pour minimiser l'amplitude
des vibrations à la vitesse.
Un rotor rigide est un rotor dont la vitesse de service est
inférieure à 50% de sa première vitesse critique.
Au-dessus de cette vitesse, le rotor est dit flexible. Un rotor rigide peut
être équilibré en effectuant des corrections dans deux
plans quelconques choisis arbitrairement. La procédure
d'équilibrage des rotors flexibles est plus compliquée, en raison
des déviations élastiques du rotor.[28] , par exemple .cas d'un
rotor classe 2, 3,4 ou 5 :

Marge de séparation
Amplitude de vibration
1ère vitesse
qe
Généralement 10 % ou
plus
2ème vitesse critique
Vitesse de
fonctionnement
Fig.III.1. Analyse d'ordre (résonance) de
démarrage d'un rotor classe 2, 3, 4 ou 5
[42]
L'ISO a classé les rotors afin de décrire le
type et la qualité de l'équilibrage nécessaire pour chaque
cas particulier. Cinq classifications de base sont présentées par
l'ISO [52] :
Classe 1 : Rotors rigides : Elle couvre 90%
de toutes les applications [26] .Ces rotors peuvent être
équilibrés dans deux plans axiaux arbitraires et resteront
équilibrés dans toute la gamme des vitesses de fonctionnement.
Classe 2 : Rotors quasi-flexibles : Ces
rotors ne sont pas parfaitement rigides mais peuvent être
équilibrés de manière adéquate dans une machine
à équilibrer à basse vitesse et conserveront un
fonctionnement régulier dans toute la gamme de vitesses.
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 55
Peuvent être équilibrés à l'aide
d'une technique d'équilibrage modifiée (le choix des plans de
correction est ici essentiel).[26]
Classe 3 : Rotors flexibles : Ces rotors ne
peuvent pas être équilibrés dans une machine à
équilibrer à basse vitesse et nécessitent une ou plusieurs
corrections du plan de compensation à haute vitesse.
Classe 4 : Rotors à fixation flexible
: Ces rotors peuvent être classés dans la classe 1, la classe 2
,ou la classe 3 : rotors mais ont des composants en eux-mêmes ou
attachés de manière flexible.
Classe 5 : Rotors flexibles à une
vitesse : Ces rotors peuvent être classés comme les rotors
flexibles de classe 3 mais sont équilibrés pour fonctionner
à une seule vitesse.
III.4. L'équilibrage (La correction)
Pour régler l'équilibreuse. Une fois
l'équilibreur réglé, le rotor est chargé et
mesuré. Lorsqu'il n'est pas dans la tolérance, nous devons
effectuer une correction. Jusqu'à présent, le processus a
été simple, la machine est conçue de cette
façon.
La correction est souvent difficile à réaliser.
Les concepteurs ne prennent pas toujours des dispositions (adéquates)
pour corriger les déséquilibres lors de la conception des rotors.
Parfois, il n'y a aucun moyen d'enlever ou d'ajouter suffisamment de
matériau, le matériau disponible ne se trouve pas dans des zones
efficaces (petit rayon, proches les unes des autres, non séparées
du centre de masse) ou le problème réside dans la
précision nécessaire à l'enlèvement de la masse -
par exemple, dans le cas d'un meulage à main levée, où la
compétence de l'opérateur est essentielle pour une
opération efficace sans endommager les pièces, la correction du
déséquilibre est un domaine où la variabilité est
immense. Les corrections peuvent ne représenter que quelques
milligrammes sur un petit rotor à grande vitesse ou plusieurs
kilogrammes sur une grande hélice de navire. L'équilibrage a
souvent lieu sur des assemblages presque finis et l'apparence après
l'équilibrage est importante. Le débit de production peut
signifier qu'il ne reste que quelques secondes pour effectuer la correction.
Dans de nombreux cas, un système d'équilibrage de production peut
impliquer une ligne de transfert multiposte.
Afin d'obtenir une correction efficace du
déséquilibre, nous devons décomposer le problème en
une série de petites décisions. Il n'existe que trois choix pour
la correction [26] :
Choix n° 1 - Ajouter de la masse -
Boulonner un bloc, ajouter une vis, ajouter une rondelle sous
une vis, mélanger du mastic époxy et l'appliquer ou souder un
bloc en place. Attention : obstruction qui empêchera le rotor
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 56
de tourner. Assurez-vous que le poids ne peut pas s'envoler et
n'affaiblissez pas le rotor en perçant et en taraudant un trou pour
appliquer un poids.
Choix n° 2 - Enlever la masse -
Percez, fraisez, rectifiez, enlevez le poids
d'équilibre (peut-être une rondelle sous un boulon). Il faut faire
attention à : couper trop profondément, affaiblir une partie du
rotor qui pourrait se déformer à la vitesse de fonctionnement,
endommager les enroulements de l'armature et laisser des copeaux sur les
tourillons qui pourraient endommager la machine ou le rotor lors de la
prochaine mesure.
Choix n° 3 - Redistribuer la masse -
Bagues asymétriques qui tournent, variation de la
longueur des boulons maintenant la poulie sur l'arbre, rotation de la poulie
sur l'arbre ou ouverture d'un alésage sous-dimensionné avec un
décalage radial pour corriger le déséquilibre (centrage de
la masse). Attention au serrage excessif des pièces réglables,
à un décalage trop important des excentriques (limite la
précision) ou à un décalage trop faible (limite la
correction maximale).
Il est essentiel de s'assurer que les pièces
réglables ne bougent pas en service, car cela peut entraîner un
déséquilibre important ou un contact avec des composants non
rotatifs, avec des résultats catastrophiques.
En examinant un rotor spécifique, nous décidons
d'abord lequel des trois choix est le plus approprié. Dans le cadre de
ce choix, nous décomposons ensuite les options et examinons les volumes
de production. Parmi les autres considérations, citons l'entretien et la
sécurité.
Si l'enlèvement de matière est utilisé,
il se peut que des copeaux doivent être aspirés. Avec n'importe
quel outil de coupe, il est nécessaire d'utiliser des protections pour
protéger l'opérateur.
III.4.1. Types d'équilibrage
Il y a plusieurs types d'équilibrage lié au les
plans de balourd :
1) Équilibrage 1 ou 2 plans des structures rigides:
-Équilibrage 1 plan (dit statique): équilibrage
des forces de translation -Équilibrage 2 plans (dit dynamique):
équilibrage des moments de rotation.
2) Équilibrage multi-plans des structures flexibles:
on ajoute 1 plan par fréquence de résonance inférieure
à la fréquence de rotation.[53]
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 57
III.5. Logiciel VIB360 STUDIO
Ce logiciel est utilisé dans laboratoire de de
l'unité de vibration dans l'entreprise de DML pour l'analyse vibratoire
des machines tournants. Les utiles de l'analyseur diagnostic vibratoire &
gestion des mesures et comme suite :
-Gestion des résultats et sauvegarde des signaux
temporels longs dans une base de données. -Automatisation et
personnalisation des analyses, aide à l'interprétation
directe.
-Traçabilité, généralisation des
possibilités de contrôle et de modification.
-Installation sur PC Windows permettant l'acquisition, l'analyse,
la gestion et l'édition. III.5.1. Représentation «
objets »
Un organigramme permet l'organisation des points de mesure
suivant la structure de l'objet étudié, cette structure est
représentée par deux fenêtres interactives
- Sous forme d'organigramme. - Sous forme de tableau.
L'organigramme peut être facilement modifié et
étendu grâce aux fonctions copié, collé,
glissé, renommé, changé de niveau même après
chargement des données.
La création d'une nouvelle étude crée
automatiquement les fichiers nécessaires pour les données, la
structure, et les rapports édités. [54]
III.5.2. La base de données
Avec une interface permet d'accéder rapidement aux
informations, de sécuriser l'administration, et d'échanger des
données standardisées (norme MIMOSA). Les signaux peuvent
être enregistrées directement depuis le R (pilotage du PC pilotage
de carte d'acquisition) ou transférés depuis tout système
d'acquisition (formats. Bin ou. Wav). Les signaux temporels et les conditions
d'essai sont archivés et attachés à chaque point de
mesure. Les paramètres sont choisis dons un menu ; des voleurs
particuliers peuvent être créés à la demande.
L'historique des mesures et des analyses est conservé pour
l'étude de l'évolution et assurer la traçabilité
des opérations. Il est toujours possible de corriger les
paramètres, de modifier les analyses et même de créer une
nouvelle série.

Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 58
Fig.III.2. Interface d'objets de la base de
données
III.5.3. Les analyse
Elles sont programmées par l'utilisateur,
individuellement ou par groupe de points de mesure. Il est toujours possible de
visualiser le signal, d'en explorer les propriétés directement et
de choisir les zones sur lesquelles on fait porter les analyses. Une large
gamme d'outils d'analyse paramétrables et sauvegardée
individuellement est intégrée au logiciel [54] :
- FFT (bandes fines et bandes l / l et 1 / 3 d'octaves, Zoom)
- Démodulation d'amplitude, phase, fréquence
- Enveloppe,
- Cepstre,
- Calcul d'orbite,
- Filtre de Gilbert, Filtre temporel Iong.
- GDE (diagnostic des engrènements)
- Fonction de transfert
- Kurtosis, Crête par bandes
- Toute fonction mathématique
Selon la sélection par cases à cocher, les
points de mesure peuvent être affectés des mêmes analyses
qui peuvent être traitées en même temps. Les graphes
d'analyse peuvent toujours être associés à un tableau
d'identitcation des pics, de visualisation des harmoniques etc. Le graphisme
est paramétrable.
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 59
Fig.III.3. Interface des signaux et
analyses.

Fig.III.4. Analyseur de spectre FFT
III.6. Simulation un défaut du balourd sur kit
simulateur
On faits des essais pour apprendre les effets d'un balourd sur
notre kit-simulateur (figure III.4). Ce kit simulateur est une machine de
classe 1 car la puissance qui demande est inférieure à 15 KW et
considérant la taille. Le kit simule quelques défauts qui se
produisent dans les machines asynchrones et toutes les machines tournantes.
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai

Boîtier de contrôle
Moteur de lancement
Courroie
Accéléromètre
Accouplements
Roulements
Disque
Capteur de vitesse
Fig.III.5. Kit simulateur des défauts au
laboratoire de l'unité de vibration DML
(SONATRACH - Laghouat
2022)

Th. Zürrer CH 8055 Zürich
Type : E P V 65 TG
|
|
|
|
190 V
|
E1
E2
|
160 V
|
A1
A2
|
|
0.13 A
|
2.0 A
|
|
|
|
220 W
|
4000 tr/min
|
Nbr S : 480262
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 60
Fig.III.6. Plaque Signalétique du moteur de
lancement.
Les différents capteurs
(accéléromètre et capteur de vitesse) sont
connectés sur l'ordinateur à partir la carte d'acquisition.

Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 61
Fig.III.7. Carte d'acquisition.
La mesure de la phase, essentielle pour localiser la "partie
lourde" dans le rotor à équilibrer, requiert l'emploi d'un
capteur tachymétrique. Le capteur tachymétrique, monté
à une distance appropriée de la surface du rotor.
Les figures suivantes montrent le montage de
l'accéléromètre et de la sonde photoélectrique de
même que celui d'une bande réfléchissante fixée sur
le rotor. Le passage de la bande réfléchissante déclenche
la sonde photo-électrique une fois par tour et une impulsion est
envoyée à l'analyseur de vibrations.

Fig.III.8. Capteur de vitesse
(photoélectrique).
La mesure de l'amplitude vibratoire, proportionnelle à la
force produite par le balourd, requiert l'emploi d'un
accéléromètre monté sur le palier du roulement.
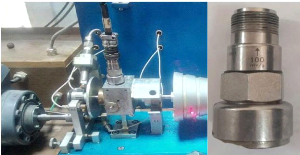
Fig.III.9. Un accéléromètre
(piézoélectrique)
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai

D = 100 mm
Point de
référence (0°)
de
l'accéléromètre
( le
même
référence
d'équilibrage )
Boulon pour
crée un
balourd
M = 1.2 kg
Ruban
adhésif
réfléchissent
comme un point
de référence pour
le capteur
de
vitesse
Fig.III.10. Création d'un balourd.
Mesure le poids de boulon pour créer le balourd, poids de
boulon est 1.7g.

Fig.III.11. La masse de boulon. III.6.1. Procédure
d'équilibrage
Le boulon à crée le balourd, pour
équilibrer le rotor, nous devons placer une masse de correction d'une
certaine grosseur à un endroit où elle annule le balourd du
rotor, c'est-à-dire en un point qui lui est diamétralement
opposé. Pour ce faire, il faut déterminer la valeur et la
position de la masse de correction.
III.6.1.1. Lancement 1 : Analyse d'ordre et analyse
spectral (FFT) de balourd initial
Analyse d'ordre : Avec un démarrage
monté en vitesse pour voir les ordres dominants (0-3000 tr/min).
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 62
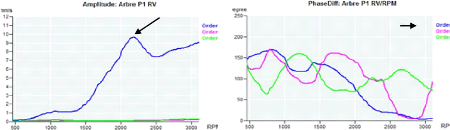
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Fig.III.12. Trends de démarrage Amplitude /
Phase.
La vitesse de service 3000 tr/min, en observe qui la
première vitesse critique et 2200 tr/min.
- Le rotor est dans la classe 2 (quasi-flexible), Parce que la
vitesse de fonctionnement du rotor au-dessus de sa première vitesse
critique.
- Ordre 1 dominant et la rotation de la phase 180° au
0° explique clairement un problème du balourd.
La procédure d'équilibrage consiste d'abord
à mesurer la vibration causée par le déséquilibre
du rotor.
Analyses spectral (FFT) : à vitesse de
fonctionnement de 3091 RPM (51,52 Hz)
On choisit 3000 RPM comme vitesse de fonctionnement, pour
préserver les composants de l'émulateur car ils sont anciens
(moteur, courroie).
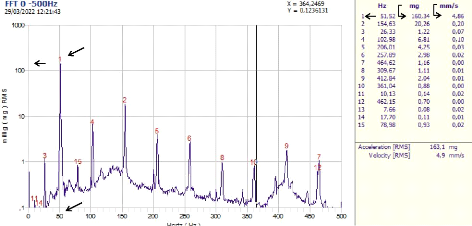
Fig.III.13. Signal FFT d'un capteur
accéléromètre position vertical.
On prendre cette révèle d'un problème de
balourd signifier par la présence 1X=51.52 Hz (3091 RPM) d'amplitude
d'accélération de AA0 = 160.34 mg avec une amplitude de vitesse
de la vibration absolue mesurée AV0= 4,86mm/s.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 63
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Un rotor déséquilibré : Le déphasage
entre un capteur position vertical et horizontal doit être #177;
(90° --> 30°)
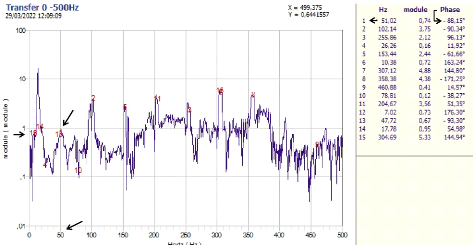
Fig.III.14. Signal indique un déphasage entre le
capteur vertical et le capteur horizontal
Le déphasage indiqué entre le capteur vertical et
le capteur horizontal est de - 88.15°.

Fig.III.15. Signal indique un balourd initial avec un
phase ö0 = 0,20°
Donc, le balourd initial d'amplitude AV0= 4,86 mm/s
avec un angle ö0 = 0,20 ° de phase du signal vibratoire par rapport
à l'impulsion du capteur vitesse.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 64
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 65
III.6.1.2. Lancement 2 : Avec une masse d'essai
III.6.1.2.1. Choix d'une masse d'essai
Les calculs de correction du déséquilibre sont
basés sur les changements que produit la masse d'essai sur l'état
initial du rotor. Il est donc important de choisir une masse qui permette
d'obtenir de bons résultats. Un sélectionnent d'une masse trop
petite ne donne aucun changement d'amplitude ou de phase, par ailleurs le
sélectionnent d'une masse trop grande peut endommager la machine.
La valeur du balourd résiduel admissible
Uadm peut servir à donner une valeur appropriée de la
masse d'essai mess.
Le balourd résiduel admissible Uadm est obtenu
en multipliant le balourd spécifique eadm par la masse du rotor
M, soit :
??
On trouve le balourd spécifique eadm
à l'aide de l'abaque ISO 1940 (Annexe) en fonction du
degré de qualité d'équilibrage requis et de la vitesse
maximale de fonctionnement du rotor.
On choisit la vitesse de fonctionnement (rotation ou service)
Nr = 3000 RPM comme point dans l'axe X et on dépose-le sur la
line de classe de rotor G (dans notre cas G 6.3), L'intersection à
partir de laquelle on obtient le point eadm dans l'axe Y. On trouve
que :
?? ?? ??
Donc :
??
La norme ISO 1940 recommande de choisir une masse d'essai
équivalente à 5 à 10 fois la masse équivalente
mr le balourd résiduel admissible Uadm . On peut
convertir le balourd résiduel Uadm en une masse
équivalente (appelée aussi une masse résiduelle
mr), Pour obtenir la masse résiduelle mr nous
divisons le balourd résiduel Uadm par le rayon de correction
Rc, soit la distance entre l'axe de l'arbre et l'emplacement de la
masse la masse de correction. Sur de nombreux rotors, le rayon de correction
Rc et le rayon Ress de pose de la masse d'essai sont
identiques. Par conséquent :
??
?? (III.2)
?? ?? (III.3)
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 66
Avec les unités suivantes :
eadm : (g · mm/kg)
M : (kg)
Ress : (mm)
mr : (g)
mess : (g)
Il arrive que la masse d'essai calculée de cette
façon soit trop petite. Toutefois, il vaut mieux avoir une masse d'essai
trop faible plutôt que de risquer d'endommager le rotor. Avec
l'expérience, nous en viendrons à estimer la masse d'essai
adéquate.
Après avoir établi l'état initial du
rotor sous la forme des valeurs AV0 et ö0, on placer une
masse d'essai connue sur le rotor. La masse d'essai a pour effet de modifier
l'amplitude et l'angle de phase de la vibration. On obtient alors les mesures
suivantes : AV1 et ö1, soit l'amplitude et la phase de
la vibration avec la masse d'essai.
On choisit une masse d'essai mess=1,6 g selon
l'expérience de l'ingénieur et sans calcule, parce que nous
connaissons déjà la masse du boulon qui a créé le
balourd. La masse d'essai situé à öess = 0°
(le lieu de la masse d'essai est comme un référence
d'équilibrage).
Mesure le poids de la masse d'essai, mess =1.6g.

Fig.III.16. Poids de la masse d'essai.
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyses spectral (FFT) : A vitesse de
fonctionnement de 3122.4 RPM (52.04 Hz)
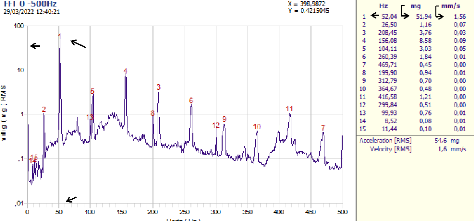
Fig.III.17. Signal FFT d'un capteur
accéléromètre position vertical
Le capteur accéléromètre position
vertical révèle un problème de balourd signifier par la
présence 1X=52.04 Hz (3122.4 RPM) d'amplitude
d'accélération de AA1 =51.94 mg avec une amplitude de
vitesse de la vibration absolue mesurée AV1= 1,56 mm/s.

Fig.III.18. Signal indique un balourd résultant
avec un phase ö1 = - 8,77 °
Donc, le balourd résultant (après avoir
ajouté une masse d'essai) est d'amplitude AV1=1,56 mm/s avec
une phase ö1 = - 8,77 °.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 67
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 68
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
III.6.1.3. Lancement 3 : Avec une masse de
correction
L'étape suivante consiste à calculer la masse et
l'angle de correction requis. Il existe deux méthodes pour trouver ces
valeurs : par le tracé d'un diagramme vectoriel ou par le recours
à un programme d'équilibrage.
III.6.1.3.1 Par méthode graphique ( Diagramme
vectoriel )
La méthode par le tracé d'un diagramme vectoriel
a l'avantage de visualiser les forces en jeu. Elle peut aussi d'aider à
mieux comprendre comment on parvient à réaliser la correction du
balourd dans un rotor déséquilibré.
Les mesures sont effectuées :
- AV0= 4,86mm/s et ö , °, soit
l'amplitude et l'angle de phase du balourd initial.
- AV1= 1,56 mm/s et ö - 8,77 °, soit
l'amplitude et l'angle de phase du balourd avec la
masse d'essai.
On déterminer les valeurs de la masse et de l'angle de
correction en représentant d'abord les mesures sous la forme de vecteur.
Le diagramme vectoriel des valeurs mesure, montré à la figure
III.22, est construit selon la procédure suivante :
1. Traçage de vecteur V0 représentant le
balourd initial. La longueur de V0 est égale à
l'amplitude AV0 et sa direction est donnée par l'angle de phase
ö0 (figure III.19).
2. Traçage d'autre vecteur V1
représentant le balourd résultant (amplitude AV1
et
angle de phase ö1) mesuré avec la masse
d'essai (Fig.III.19).
V1= AV1(cos(ö1) + j*sin(ö1))
Application numérique:
V1=1,56 (cos(- 8,77) + j x sin(- 8,77)) =1.5418 -
0.2379i
3. Traçage de vecteur de la pointe de V0
à celle de V1 en prenant soin de lui donner la direction
indiquée (figure III.19). Le nouveau vecteur Ve
représente la contribution de la masse d'essai seule sur la
nouvelle condition de déséquilibre du rotor.
Application numérique:
Ve=V1-V0 = (1.5418 - 0.2379i ) - (4.8600 + 0.0170i) =
-3.3182 - 0.2549i
Ve = C(1.5418 , 0.2379) - B(4.8600 , 0.0170 )
Cette information permet de localiser avec précision la
position de la masse de déséquilibre à l'origine du
balourd initial et de calculer la masse de correction nécessaire pour
l'éliminer sinon pour le réduire à une valeur
acceptable.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 69
Les valeurs mesurées étant
représentées sur le diagramme vectoriel, les calculs, se font
comme suit :
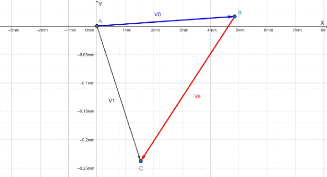
Fig.III.19. Diagramme vectoriel de V0, V1 et Ve pour
l'unité : 1mm x = 0.05 mm y
[S. Kouidri et K. Ghris]
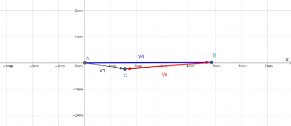
Fig.III.20. Diagramme vectoriel de V0, V1 et Ve pour
l'unité : 1mm x = 1 mm y
[S. Kouidri et K. Ghris]
1. Traçage de nouveau vecteur Ve'
parallèle au vecteur Ve' existant, suivant la
même direction mais à partir de l'origine. (Figure III.21).
Application numérique:
Ve'= Ve' = -3.3182 - 0.2549i = E(-3.3182 , 0.2549 ) - A(0, 0
)
2. On reproduirons le vecteur V0 de l'autre
côté de l'origine mais dans une direction opposée. Le
nouveau vecteur appelé Vc représente la
position et la valeur du balourd nécessaires pour annuler le balourd
initial V0 et ainsi équilibrer le rotor (figure III.21).
Application numérique:
Vc = - V0 = - (4.8600 + 0.0170i) = - 4.8600 -
0.0170i

Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 70
Fig.III.21. Diagramme vectoriel de V0 , V1 , Ve , Ve'
et Vc pour l'unité : 1 mm
x=0,05mm y [S. Kouidri et K. Ghris]
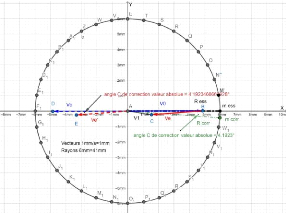
Fig.III.22. Diagramme vectoriel de V0 , V1 , Ve , Ve'
et Vc pour l'unité : 1 mm
x=1mmy [S. Kouidri et K. Ghris]
Note : les figures III.19 - III.22 crée et disponible sur
internet [55]
Connaissant l'effet de la masse d'essai, l'étape
suivante consiste à augmenter ou à réduire cette masse de
façon à la rendre égale au balourd et au besoin, à
la déplacer angulairement jusqu'à ce qu'elle soit
diamétralement opposée au balourd. Ce calcul, normalement fait au
moyen d'un programme d'équilibrage ou d'un diagramme vectoriel, on donne
la valeur mc de la masse de correction et l'angle de correction c
:
' g (III.6)
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 71
On place la masse de correction à la position
indiquée par l'angle de correction. Un angle de correction positif
indique que l'angle doit être mesuré dans le sens de la rotation.
Pour un angle de correction négatif, l'angle doit être
mesuré dans le sens inverse de la rotation. La masse de correction doit
être montée au même rayon que la masse d'essai.
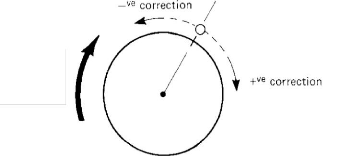
Position de la masse d'essai
Direction de rotation
Fig.III.23. Détermination de la position de la
masse de correction [28] III.6.1.3.2 Par méthode
numérique ( Un logiciel )
Maintenant, nous allons montrer les résultats
d'équilibrage à l'aide d'un logiciel de calcule
d'équilibrage.
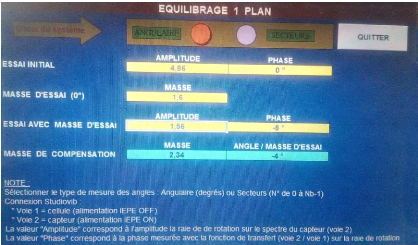
Fig.III.24. Interface de logiciel
d'équilibrage
On déplacer la masse d'essai et placer une masse de
correction mc= 2,4 g a situé à öc = -4
°.

Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Fig.III.25. Poids et positionnement de la masse de
correction. III.6.2. Résultat final (Vibration
résiduelle)
Il reste maintenant de poser la masse de correction à
l'endroit approprié sur le rotor et à mesurer de nouveau
l'amplitude de la vibration. Si la vibration résiduelle ne se trouve pas
en deçà d'un seuil acceptable, on reprendre le cycle
d'équilibrage.
Analyses spectral (FFT) : A vitesse de
fonctionnement de 3024 RPM (50.40 Hz)

Fig.III.26. Signale FFT après
l'équilibrage d'amplitude d'accélération.
L'équilibrage d'amplitude d'accélération de
AA2 =25.29 mg avec une amplitude de vitesse de la vibration absolue
mesurée AV2= 0,78 mm/s.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 72
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 73
III.6.3. Rayon de correction
Il est parfois impossible de monter la masse de correction au
même rayon que la masse d'essai, en raison de la structure du rotor
(figure III.27).
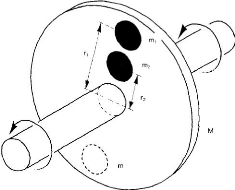
Fig.III.27. Montage de la masse de correction à
un rayon différent du rayon de
montage de la masse d'essai [28]
Dans ce cas, pour corriger le déséquilibre, on
utilise la relation suivante :
?
r
?
e
D'au :
e? = Balourd spécifique ;
= Masse résiduelle (masse équivalent) ; e?
= Rayon de la masse de correction ; = Masse de rotor.
|
On peut écrire aussi :
Donc :
|
? e
|
? r
|
|
? e
|
?
r
|
?? r
|
?? r
|
Donc, si le rayon, r2, auquel la masse de correction
doit être montée, est différent du rayon, r1,
auquel la masse d'essai était montée, il suffit de changer la
valeur de la masse de correction, m2, pour que le produit (m)(r) reste
constant, c'est-à-dire de manière à ce que :
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 74
III.6.4. Interprétation
Avant l'équilibrage, le balourd donne une amplitude
d'accélération AA0 = 160.34 mg. Avec une amplitude de
vitesse de la vibration absolue mesurée AV0 = 4,86mm/s.
Maintenant, la valeur de vibration après l'équilibrage est
d'amplitude d'accélération de AA2 = 25.29 mg avec une
amplitude de vitesse de la vibration absolue mesurée AV2 = 0,78 mm/s
au niveau moyen de vibration admissible, donc la procédure
d'équilibrage est
effective.
III.6.5. Comparaison entre les programmes de
calcule
Nous avons créé un programme sous MATLAB
(Annexe) qui permet d'effectuer une
opération d'équilibrage plan 1 pour rotor class 1
et 2, qui :
- Estime une gamme pour sélectionner une masse d'essai
- Calcule la masse de correction
- Calcule l'angle de la masse de correction
- En plus, donner une possibilité de choisir un nouveau
rayon pour la masse de correction.
Le tableau ci-dessous présente une comparaison des
résultats de la masse de correction
entre un logiciel et le programme MATLAB pour les mêmes
donnes :
Tab.III.1. Comparaison les résultats de la masse de
correction entre un logiciel et le un
programme sur MATLAB.
|
Amplitude (mm/s)
|
Phase (°)
|
|
Essai initial
|
Logiciel
|
4.86
|
0°
|
|
Programme
MATLAB
|
4.86
|
0°
|
|
Masse (g)
|
|
|
Masse d'essai (0°)
|
Logiciel
|
1.6
|
|
Programme
MATLAB
|
1.6
|
|
Amplitude (mm/s)
|
Phase (°)
|
|
Essai avec masse
d'essai
|
Logiciel
|
1.56
|
- 8
|
|
Programme
MATLAB
|
1.56
|
- 8
|
|
Masse (g)
|
Angle de masse
d'essai (°)
|
|
Masse de
correction
|
Logiciel
|
2.34
|
- 4
|
|
Programme
MATLAB
|
2.3404
|
- 3.7469
|
Chapitre III Contrôle et Equilibrage d'un Défaut
de Balourd sur un Banc d'Essai
III.7. Conclusion
Dans ce chapitre, nous avons présenté le kit
simulateur avec ses organes .et logiciel de traitement et visualisation les
signaux de chaque essai. Nous avons également présenté les
principes de la réparation et les techniques d'équilibrage parmi
eux l'insertion d'une masse d'essai pour trouver la masse de correction.
Ensuite, nous avons appliqué avec succès cette
technique d'équilibrage pour l'équilibrage du rotor du kit
simulateur. Les résultats des essais obtenus ont montré que cette
stratégie d'équilibrage permet de bien réinitialiser
l'état d'équilibre du moteur.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 75
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 76
CONCLUSION GENERALE ET PERSPECTIVES
CONCLUSION GÉNÉRALE
Dans ce travail, nous avons étudié par
simulation à partir un kit simulateur, l'analyse vibratoire moteur
asynchrone. Pour atteindre ce but, nous avons présenté au
début le préambule général, la méthodologie
et les idées principales de ce travail, ses principes ainsi que les
différentes stratégies de maintenance.
Plus précisément, le travail
réalisé dans le cadre de ce mémoire présente une
étude d'analyse vibratoire et une tentative d'équilibrage d'un
cas de balourd du moteur asynchrone. En effet, on a présenté les
techniques et la philosophie d'identification des défauts et leurs
solutions de maintenance sur un MAS.
Notons que l'analyse vibratoire ne concerne pas seulement aux
défauts mécaniques elles concernent aussi avec les défauts
électriques, et chacun défaut à leur méthodes de
reconnaissances et leur techniques de réparations.
Nous avons commencé dans le premier chapitre par
présentation de la machine asynchrone comprend tous les organes que
ça soit électriques ou bien mécaniques. Cette étape
permet de mieux comprendre le matériel, aussi cette étape nous a
également permis de nous préparer efficacement le terrain pour
les techniques de maintenance à mettre en oeuvre.
Ensuite, afin de situer le problème des
défaillances des machines électriques, ce chapitre est
consacré aux l'analyse vibratoire des multiples natures des failles dans
lesquelles se situe notre travail. Nous avons présenté aussi aux
capteurs leur contexte, leurs types, leurs caractéristiques et leurs
principes de fonctionnement afin de témoigner de ces occurrences sur les
machines.
Dans le troisième chapitre, nous avons abordé
l'objectif des principes d'équilibrage, ainsi que les différentes
approches de correction des déséquilibres et leur application aux
moteurs asynchrones. Nous avons réalisé avec succès un
test de simulation sur le kit de simulation afin de valider la théorie
de l'équilibrage étudiée.
Nous avons pu conclure, sur la base des résultats de ce
projet, que la performance de l'équilibrage d'un balourd des machines
tournantes doit être ajustée efficacement afin de produire de
meilleurs résultats.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 77
CONCLUSION GENERALE ET PERSPECTIVES
Finalement, nous proposons comme perspectives du
présent travail, une comparaison expérimentale -sur un moteur
asynchrone- d'un capteur d'accélération fait maison avec un
capteur d'accélération préfabriqué par des
entreprises de premier plan pour trouver les coefficients de correction des
niveaux de signal. Afin d'utiliser le logiciel d'accompagnement de celui-ci.
Parce que ce sont des programmes pour les entreprises avec plus de 30 ans
d'expérience dans le domaine de la fabrication des capteurs et l'analyse
des vibrations.
ANNEXES
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 79
ANNEXES
Annexe EN : Illustrated Vibration Diagnostic Chart

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
80
ANNEXES
|
PROBLEM TYPICAL PHASE
SOURCE SPECTRUM RELATIONSHIP REMARKS
|
|
MECHANICAL LOOSENESS
|
RADIALBASE Mechanical Looseness is indicated
by aimer Type A, B or C vexation
PLATE e e spectra.
lx len_yA ion, e Type A
its Caused by Structural loosenesstweakness of
machine Witt,
|
|
|
·
TYPE A ~ 4EAt]4nE FOOT
·
baseplate Or IOundatipn. BISri by pelerpreled grpr!ng,~oose
hUd
·dOwn
|
|
|
ei. .... bons et the ease, and distortion o1
fie trame or base Ire., Ste toot) Phase
|
|
ii sir 6701.
x RADIALstructure
X C'.l
X~yc TYPE B \
ir1 t7 , -
|
;_TLi.
|
analysis may reveal approv 90
· to 180* phase deerence
between vertical measurements on bort, machine foot, basedale or base
utselt.
Type B rs generally
caused by loose prllowbiock bolts, cracks in trame or
in bearing pedestal_
Typa C is normally generated by improper le between component
parts which win cause many harmonics due to nonlinear response
of loose pans 10 dynarniC iOrces mom rotor Causes a truncation of time waveform
and a raised nose floor in the spectrum. Type Cis often caused by a bearing
liner
|
|
loose in es cap. a bearing loose and turning on es Shah,
excessive clearance in either a sleeve or rotting element
bearing, a loose impeller on
TYPE C eiellem a shat;, etc Type C
Prince aoften unstable and may vary widely morn one
X ', /L. rnea5urement to nest.
part..-ula
·ly d race shpts position on shalt horn one
|
|
NOTE RAMSED NOISE FLOOR
|
isa h
|
Xycxx
X x< startup to ned Mechanical Looseness rs orten highly
directional and may
tear nr0 mho If
· cause very Cillement read rigs
when comparing levels at 30' incrernenls in
Lr~
|
|
INDICATING LOOSENESS
|
|
n ~ fir,' radial direction all the way around
one bearing housing. Alao, note that
f
1 1 looseness will ohen cause subharrnomc multiples
at exactly 1/2 Or 1/35
|
|
Min
|
|
RPM (.5X, I.55, 2.5X, etc )
|
|
ROTOR RUB
FLATTENED
WAVEFORM
|
TRUNCATEDX
|
Rotor Rub produces similar spectra to Mechanical
Looseness when rag parts Contact stanonary o0mpnnents Rue may
be arther partial or
throughout the entire shah revoluton.
Usually -venerates a series of
RADIAL X frequencies, ohen eroding one or more
resonances Grien excites integer
traction Subharmonl s of running speed (1/2,
1/3, 1/4, 1/5,...1/n),
x ?c
X depending On location rubon of
rotor natural frequencies Rotcan excite
X~ is X many high ereouenc.es (similar to wide-band noise when
chalk ea drug
u1 o ',tong blackboard). h cari be very
serious and of short duration if caused
X Ni1i\i
ry by shah conteceng bearing babbitt A luit annular rub
throughout an entire
shah revo(Wron can induce 'reverse
precession
· with the rotor whirling at
|
|
|
critical speed In a direction opposite shah
rotation (inherently
unstable
|
|
which can lead to catastrophic lalure)
|
|
JOURNAL BEARINGSSX
A. WEAR!CLEARANCE PROBLEMS
|
|
1X y( N
|
RADIAL Latter stages of ve rnnie bearing wear
are normally ev dented by presence
of wnole series 01 running speed harmonies (up
to 10 or 20)- Wroed
4X 5X lownai
bearvrgs ohlen van allow large venicai amplitudes compared to
6X 7X nordontal. but. may show
only one pronounced peek a! IX RPM-
Journal
bearings ver" excessive clearance may
allow a minor unbalance and/or
a misalignment Io cause high vioration which
be H
would much lower
|
|
NOTE
MUSED NOL,E F1005 iNOICATeeG CLEARAwcEROOSE NESS
!searing clearances were Set to spec.
|
B. OIL WHIRL INSTABILITY
|
·
[_(ix RADIAL
|
/ I 40
·.48 X RPM)Considered
cm Whorl Instability occurs at .40
·
.48X RPI/ and is often quite severe.
excessive when emptitube exceeds 40% Of bearing
clearances. Oit Whirl rs an c.1 lam excited
vioration where deviations in
normal operating conditions (attitude angle
and eccentricity ratio) cause oit
4` wedge to 'push' Shatt arOund within ari
beng. Destabilizing force in
l ° direction or rotation reSu's in a
whit (or forwards precession) Ge W flit is
unstable since it increases
cenrnlugal farces 'Mach increase whrd forces Can
Cause oit to no longer support shah and can become unstable
when
|
|
venirl frequency coincides wrai a rotor
natural Irequency. Changes in oil
viscosity, lube pressure and 6aternel pretoadS
tan affect oit whirl.
|
|
|
C. OIL WHIP
|
|
oaf eaS4 weALAect
· Oil Whip
°LYnar ro.cT'ravie may occur if machine
operated at Or above 2X rotor critical
|
|
|
|
Ir`onlev
uenCy. When rotor up to twice critical speed,
whirl win be very
âet
|
|
INSTABILITY
|
|
~~~~ ° dose
I rotor critical and cause a:passive vibration tISa1 al Alm
may
|
|
|
-. wuwwayar seray
|
|
|
lose mat.x no longer Cie capable of
supporting Ma speed will actually lock ortto
|
|
|
- eoioasmec.
· r'el 2x, wear rotor
critira! and this peak rail not pass through it aven i1 maceine is
|
|
|
brought to high higher and speeds Produces a laterai forward
|
|
|
~
·q~
|
|
|
precessional subharrnonic vibration at rotor critical frequency.
Inherently
CRITICAL SPEED
|
|
|
' FAEoucNcy unlade which can lead to catastrophic
(allure.
|
|
ROLLING ELEMENT BEARINGS
(4 Failure Stages)
1,.. - Natural Frequencies of Installed Bearin Components
and Support Structure
|
TOREA
x_
i
|
DOMINANT
FAILURE
ZONE a
B ARINO OEFrlcr $EeRrNC
MEC REGION INATURAI
STAGE I
|
SCENARIO
ZONE C
COMPON, FRED REGION
|
4 ROLLING ELEMENT BEARING FAILURE
STAGES
STAGE 7: Eames: rndicaboes of
bearing problems appear in ultrasonic kequencres ranging from
shout 250,000
· 350,000 Hz; later, as wear increases,
usually drops to approximately 20,000. 60.000 Hz (1,200,000
·
ZONE- D 3,600,000 CPU).
These are mequenoes evaluated by Spike Energy (gSE).
SPxf HFD(g) and Snook Pulse (d$) For example, spike
energy may Ant
fNENGT appear at about 25 gSE in Stage
+ actuel value depending on
INlo1 measurement location and
macnine speed). Acquiringhigh Ire ency
n g R
LL enveloped spectra confirms weather or net beaming is in
Failure Stage 1.
V STAGE 2: Slight bearing defects
begin to 'ring' bearing component
natural Irecluen:ies ff,1 which credominantly occur
in 30K
· 120K CPM
range Such natural bequences may also be
resonances of bearing
11-11-
|
|
BEARraiG DEFECT FREQUENCIES
sail
· N /I u, CDsa a RPM
l P
aero. Ne f 141, WS el. RNA
2 1 Pe /
|
|
l 'o;
STAGE 2
|
n.
rZ:
ica
m (~~
a
|
support structures- S'deband frequencies appear above And
below
naturel hequeriCy peak at end of Stage 2 Overall Spike energy
grows (Ion example, from 25 to 50 gSE)-
= SiOEAANO
FRED STAGE 3: Roaring detect freq.
encies and harmonics appear. Wnen wear
ÎI progresses, more defect Irequeney
narmOruCS appear end number of
sidebands grow. boue around these and bearing Component
natural
II-11-
|
|
ear
· PQ I.. 12 (COS
012 1. aqui
~e l bat J
FTF
· I re Pa COS
aI' aoU
1 1
Where.-
|
|
STAGE 3 OLL Cr
$ m
fl
m N
_
|
|
.~ le
P
1
|
|
frequencies, Overall spike energy Continuel to increase (for
example,
tram .5 ho over I gSE). Wear rs now usually visible and
may addend
throughout periphery of Dearing, particularly wean many
wen Iprmed
sidebands accompany bearing deleCt Irequency harrnoni
High
frequency demodulated end enveloped spectre het n
cofirm g
Replace bearings now!
(inWpendent of bearing defect frequency
arepbtudea In vibration spectre).
|
|
BPFI a Inner Race frequency
ReFO. Our Reea Hequeruy
55F . Ball SpinFreeu$ncy
FTC .Fund. Train (Cepa) Treq
N.
· N.fabN N llMa Or Roars
P.
· Beanrig P4Ui 0.am
·le. (n or
mm} e
· Cmsacl Angle (degrees)
|
x
x n at
n
1.
|
|
B, - BaNlloar Domeier fin or
mm(SICNIfr('AYrLY
STAGE
4
RAN i ell{
FRED.
|
~~~
HIGH
IBRATIOH
|
I
JI
|
(F
Of /MM STAGE 4: Towards the end,
amplitude Of IX RPM
4
etta Pk is even O arrn .
h
usrs grows, and normally causes growth
of many running Speed harmonics.
ArfM21, Discrete bearing [mica: and
component natural Irequencies actuallybegin
ri"Ci ew2 to 'disappear and are replaced by random, broadband
high frequency
noise tOOr' . In addition, amplitudes of born
high frequency noise 1100)
AT END and Spike energy
may in l= decrease; but j'AS: prior to ftilure,
spike
energy and HFD will usually grow Ici excessive amplitudes
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
81
ANNEXES
|
PROBLEM TYPICAL .
SOURCE SPECTRUM REMARKS
|
|
HYDRAULIC AND AERODYNAMIC FORCES
A. BLADE PASS &
VANE PAS S
|
1 X
v(
|
BPF
BPF .
2BPF
|
IX
0 BLADES X RPM
(IPM0,41111011111116idiffusers
sIpEBM1bs \
_ `
i i
|
i
|
~+ Blade Pass Frequency (BPF) . No. of Blades (or Vanes) X RPM.
This w frequency is inherent m pumps, fans and compressors, and normally
does
not present a problem. However, large amplitude 9PF (and
harmonies)
can be generated In pump i1 gap between rotating vanes and
stationary
is not equal all the way around. Arse, BPF (b
harmonie)
sometimes can coincide Min a system natural frequency causing high
vibration. High BPF can be generated it impeller wear nog seizes on shaft, or
i1 welds fastening drtluser vanes lad. Also. high BPF Can Cie Caused by abrupt
bends in pipe (or duel), obstrvclrons which disturb flow, damper settings or if
pump Or tan rotor is positioned ac0entrically within housing
|
|
RANDOM Flow Turbulence oten occurs blowers due to variations in
pressure
VIBRATION ar velocity of the air passing IMu Mea Or COnneeted
ductwork flow
|
B. FLOW
TURBULENCE
|
tan This
BPF = BLADE OR disruption causes turbulence which wiu
generate random, low hequency
1 X BPF VANE PASS vibration, typically in the range O1
50 to 2000 CPM. If surging occurs
FREQUENCY within a compressor, random broaduand high
frequency vibration Can
occur. Excessive turbulence can also ascite
broadband high frequency
|
|
C. CAVITATIONGaation
Cavitation normally generates random, higher frequency
broadband
RANDOM HIGH energy which is sometimes superimposed with blade
pass frequency
FREQ, VIBRATION harmonies. Normally indicates insuffipem suction
pressure (starvation)
vft can be quite Left e destructive ro pump internals
uncorrected. Il
|
|
|
can particularly erode impeller varies.n of
When present. ten sounds as it
1X B J.
II 120KM 'gravel' is passing thru pump, Cavitation is
usually caused by insufflaient
Ai CA inlet flow. Car occur durrlg one survey, and be
absent the next survey ( d
|
|
changes in suction valve settings are made),
|
|
GEARS
A. NORMAL SPECTRUM
|
Q GMF. aT xq NT X Normal Spectrum
shows Gear & Pinion Speeds. along with Gear Mesh
= a tea' r RPUe Frequency (GMF) and very small OUF harmonics.
OUF harmonics
its common) will have running speedsidebands
around them. Al-K yrig peaks are
tier of law amplitude, and no natural frequencies of gears are
excited FA,,,r
7GkiF sour ofat 3.25X OUF (minimum) when
· teeth are known If loath
|
|
3.25X GMF count a not known. set F, at 200X RPM on ascii
shah
|
B. TOOTH WEAR 51 T/26T
Y \~,.
n''-
|
EAR
,J
r ~
0
, E
|
NATUgAL FREOUENCv
ur sour
Tour
++
l~
|
Key indicator al Tooth Wear is excitation o/ Gear Natural
Frequency (1,,),.S, along with sidebands wound it spaced
at the running speed of trie bad gear. Gear Mash Frequency (GMF) may or may not
change in amplitude, atmough high amplitude sidebands and number of sidebands
surrounding
GMF usually occur when wear is noticeable. Sitleband5 may be
better
1 wear indicator than GMF frequencies themselves Also. high
amplitudes
! commonly Occur at either 2XGMF or at 3XGMF (esp. 3XGMF). even
when
|
i
\
|
|
3,25X OUF GMF amplitude is acceptable.
|
C. TOOTH LOAD
|
.
g
|
GMF- GMF
Gear Mesn Frequencies are often very sensitive to load, High
OUF
amplitudes do nor necessarily indicate a problem, paritularty
if
sideband frequencies remain foie level, and no gear natural hequenCies
tour 3sare excited. Each Analysis should be
perlormed with system at
Maximum operating load for meaningful spectral
comparisons
|
D. GEAR ECCENTRICITY AND BACKLASH
· ï
|
|
g i~
rs
x f
y 0
x p
|
76MF
|
sour
3.25X GMF
Fairly high amplitude sidebands around OUF harmonies often
suggest gear eccentricity, backlash, or nonparallel shafts
which allow the rotation of one gear to 'modulate either the GMF amplitude
or the running speed of the other gear. The gear with the problem is
indicated by the spacing al
the sideband frequenciea,Alsso, 1X RPM level of eccentric gear
wet
normally be hign if eccentricity is the dominant problem
Improper
backlash normally excites OUF harmonics and Gear Naturel
Frequency. both of which will be srdebanded at 1 X RPM. OUF
amplitudes will often
|
|
|
3.25X OUF decrease with increasing bad it backlash is the
problem.
|
E. GEAR
MISALIGNMENT
|
g
GMF
|
msharmonies
Gear Misalignment almost always excites second order or mgher
OUF which are sidebanded at running speed Often will show only small amplitude
1x OUF, but much higher levels at 2X Or 3X GMF. Important to set Fuky
high enough to capture at least 3 GMF narmomcs,
3GUF Also. sidebands around 2XGMF will often
be spaces at 2X RPM Note that
sideband amplitudes Olten are riot equal on
left and right side el OUF and
|
|
3.25X GMF OUF harmonies due to the tooth misalignment_ Causes
uri an weer peaem.
|
|
F. CRACKED/BROKENI
A Cracked or Broken Tooth will generate a high amplitude at IX
RPM of
this gear only n Me tine waveform plus it will excite
~I+-~,k--WÂF~M
r
gear
|
TOOTH
|
cG
ie iii
|
naturale
r If II IF
frequency (Id sidebanded at as running speed. His best detected in
Time
Waveform wr4Gh will show apronounced spike
every lime the problem
i
·e
· I I
|
|
y G .1-4-11-1
0 U G A r A tooth trios 10 mesh with teeth ontthe
mating gear. Time between impaCt$
K 1 or ocaa vnTR BROKiN (p) will correspond l0 1/RPM
of gear with the problem. Amplitudes of
` t AL OR cwtocEo morn Impact Spikes in Time
Waveform often will be lOX to 205 higher than that
|
|
-°-i
at 1X RPM in the FFT t
|
G. GEAR
600 pPyl
,
|
PHASE
cue
ASSEMBLY
PROBLEMS
W.T est. s
i tsT.T' 1sT.it3
-.1 1030 N.s
RPM ~
·
ue 15.000
|
GAPF. GMF o. Gear Assembly Phase Freq. (GAPF) can result in
Fractional Gear Mesh
^~
· 1 Frequencies (if NA,> 1).
It literally moans (TOIN) gear teeth vela contact
Z ,e (TF(N) pinion teeth and will
generate I4 wear patterns, where N, in a given
p pp _
K. , 7G 100th combination equates Ire product
of prime factors Common to the
^x + 1 $ r GMF number of teeth on the gear and pinion (NA
a Assembly Pnase Factor)
GAPF + + + GAPF (Or harmonies) Can show up
right from the beginning it there were
1GAPF eCr,+tP manufacturing problems. Also,
its sudden appearance in a periodic survey
t I spectrum can indicate damage if contaminate particles pass
inrougn trie
|
N E
4 mesh. resuming in damage IO the teeth in
mesh at trie rime of ingestion just
uhPF. 6000 CPM . 020X GMT (FRACTIONAL DMF) as
they enter and leave meshing or trial gears have been reoriented
|
H. HUNTING TOOTH M Hunting TOOth Frequency
(I,.,) OCCMS when (auks are present on DOM Me
PROBLEMS + + iNT = (GMF)(N) gear and
pinion which might have Occurred dunng the manufacturing
|
|
|
DRNER DRIVEN
1000 RPM a a57 RPM
a
+ }
|
-m 3 170EAR TeirriON) process, due
to mishandling, or in the field h can carne quite high
RI ys
+ t SteANOs r` vibration, but since h Occurs al low frequencies
predominately less then
ço ^ 1- 600 CPM. it is Often missed, A gear set with this
tooth repeat problem
/ \ normally emits t 'growling sound from the drive. The maximum
affect
1:."...,....---,...,..,.....
~: occurs when the faulty pinion and
gear teeth bath enter mesh et me
same
|
|
e NA . 1 is the ideal assembly lime (on same drives.
this may occur only 1 of every lO to 20 revolutions,
8`17(2X31
· depending an the t,,, formula). Note that
T,,,,,, and T4 refer to number of
7.1X7 J NA.1 phase lapor in geai design teeth on
thegear endpinion, r
(6X loopj (1) 1000 respectively N, is the Assembly Phase
Factor
1,,,= 143 Pulse
|
|
CPM (One Per 7 Pinion Revolteions) defined above- Wilt often
modulate both OUF and Gear RPM peaks
le)(7) 7
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
82
ANNEXES
|
PROBLEM TYPICAL
SOURCE SPECTRUM REMARKS
|
|
GEARS (CONTINUED)
I. LOOSE BEARING FIT
|
(-4 O
a- â
K Q GMF
2 2GMF
|
Excessive Clearance of bearings supporting
the gears can not only excite many running speed hamnonica. but will orlon
cause high amplitude
response al GMF, 2GMF and/or 3GMF Tnese high GMF
amplitudes are
actually a response to. and not the cause o1,
loosenesswatt: in the bearings
supporting the gearing Such excessive clearance
can be Caused limner
|
|
~~
GMF
|
by extensive bearing wear or by
improper beanng fit onto the toumai during
installation, Left uncorrected, n can cause excessive gear wear
ano damage to other components
|
|
|
AC INDUCTION MOTORS
A. STATOR ECCENTRICITY SHORTED LAMINATIONS OR LOOSE
IRONtx
|
3200 UNE RADIAL
2%
A Ai.
|
2FL
Stator problems generate
high vibration al 2X tine
frequency (2F,). Stator
FFT eccenlhei ry produces uneven stationary arc gap
between rotor and stator
which produces very directional vib ahon Differential Air
Gap should not
exceed 5% for induction motors and 109: for synchronous motors,
Sot
Fl . UNE FREO loot and warped bases
can produce an eccentric Stator. Loose eon is
due
to stator SuPpen weakness or looseness. Shorted
stator laminations Can
cause uneven, N which
Oalized heating can distort the stator itself.
This
produces thermaey.ind-ced vibration which
can significantly grow with
|
|
12K CPM operating time reusing
stator distortion and static air gap problems.
|
B. ECCENTRIC ROTOR
(Variable Air Gap)
F, w Electrical L rte Freq. N, s Synch, Speed =
120F,
F, = Slip Freq_ = N,- RPM
F. = Pote Pass Freq. - F, X P
|
Eccentric Rotors produce a rotating vanable
arr gap between the rotor and
3200 UNE FFT stator which induces pulsating
vibration (normally between 2F, and closest
- runn am nispectrum ng speed
hnoc). Olten requires 'zoom' to separate 2F.
RADIAL and running speed harmonic. Eccentric rotors
generate 2F., surrounded by
2FL Fp SIDEBANDS
Pole Pass frequency Sidebands (F,j, aS well as F, sidebands
around
t X 2X AROUND 2FL rur'+ning speed. F, appears
itself al tow frequency (Pole Pass Freq cy uen -
LL Slip Frequency x *Poles) Common velues of F, range
from about 20 to
120 CPM (0.3 -20 Hz), Soft loot or misakgnment
Olten induces
a variable
|
P w *Poles
|
12% CPM air gap due to distortion (actually a
mechanical problem_ rot electrical).
|
C. ROTOR PROBLEMS
Stalag ~~
Rotor Bars Ns
·
·~
·
|
R.oIAL 3200 UNE FFT Broken or Cracked roter bars or
Snorting rings: bad loints between rotor
r,slocawosw.ouNoO.ta seers NAKNONtC,5 bars and shorting
rings: or shelled rotor !ampnations will produce hrgn IX
1x zx Sa +% running speed
vbrahon with pole pass frequency sideoands (F,) In
F
· SX ex addition,
these problems will Often generate F, sidebands
around trie
second, third, (birth and filth
running speed harmonics Loose Or Open
|
2 Pole Motor
Air-Gap
Conductors
|
Rota
,--
·'
·1500
· l: ~:
·
`~
|
UNE FFT rotor bars are indicated by 2X
line heq (2F,) srdebands surrounding Rotor
em....oronsxwssraeo ..mix are Bar Pass
Frequency (RBPF) andlor its harmonics (RBPF . Number
of
a, sswea,Os rabl.oriber *,mete
wile.* Bars X RPM) Often wilt cause high levels al 2X
RBPF, wan only a smelt
,x RBPF 2X RBPF amplitude at IX
RBPF Electrically induced arcing between loose rotor
|
|
|
Magnetic Field ._s
|
!! Ix 1 .I. bas and end
rings will chan show high lests et 2)c RBPF (with
2f,
1 J.1 11111
|
|
SioebandS), but Imre or no increase in amplitudes a! I
X RBPF
3eox CPM
|
|
(Loose Connector)
|
D. PHASING PROBLEMRADIALPhasing
prabtems due to [pose or broken connectors can cause
excessive vibration a; 2X Line Freq (2F,)
whrth Wilt have erdebands around it spaced
2F, al f/S Line Free (1(3 F,: Levels
el 2F can exceed 10 in/sec d tee
I l,1 F,
SQEBANDE
1% r A.t., ARddNQ uncorrected This is part ci-larly a
prCbtem it !ne detective connector is Only
i A ` sporadically making contact. Loose or
broken connectors must be repai
·ed
|
|
to prevent catins:rophlc fartufe
|
|
AC SYNCHRONOUS
MOTORS
(Loose Stator Coils)
|
1600 LINE Fri Loose Stator Cols in synchronous motors
will generate fairly high vibration
al Coil Pass Freq. (CPF) which equals the
number 01 stator toits X RPM
COIL PASS FREO fa Stator
Colts w lereISS X eCoils/Pole). The Coil Pass Frequency
will be
surrounded by IX RPM sidebands Synchronous motor
problems may
1x - lx ReM also be indicated by high
amplitude peaks al approx. 60.000 To 90,000
2% SIOEBANDS CPM, accompanied by 2F, aidebands. Take
at least one spectrum up to
|
|
90.000 CPM on each motor bearing housing
|
|
DC MOTORS AND CONTROLS
A. NORMAL SPECTRUM
|
SCR FRE0=6F, (Full-Wave Reddiedi
Many DC Motor and Control Problems can be detected by
vibration
i 2
·3F, (HarNweve
Rectit,ed; analysis- Fultwave rectited, motors (6 SCR's( generate a
Signal at 6X
,' Une Frequency (6F1-360 Hz-21,600
CPM): white hall-wave rectified DC
" SCR FRED motors (3 SCR's( generate 3X
Line Freq (3FL-t60 Hz= 10,600 CPM). The
SCR
firing Frequency is normally present in a OC Motor Soeclrum, but at
|
|
low amplitude. Note the absence 01 Other peaks at multiples of
F,
|
B. BROKEN ARMATURE WINDINGS, GROUNDING PROBLEMS OR
FAULTY SYSTEM TUNING
|
Z
=`âSCR a i`
|
When OC Motor spectra are dominated by high levels a! SCR or
2X SCR. mis normally indicates either Broken Motor Winnings or Faulty
Tuning of
FRED the Electrical Contrai System. Proper tuning atone can
lower vibration at
SCR and 2X SCR sigrtibcanily if control
problems predominate. High ampleudas
at these Irequennes would normally be above
approximately
|
|
|
10 insect peak at t X SCR and about 04 in/sec at 2 X
SCR Finng Freq
|
C. FAULTY FIRING CARD OR BLOWN FUSE
|
cents
rcIr3XSCR
offA~o
2r3X SCR
|
When one Icing card laits to lire,
then 112 OI power is lost. and can
cause
SCR repeated momentary speed Changes in the motor.
This Can lead to high
amplitudes a! trSX and 2/3X
SCR Frequency fl /3X SCR Freq, = 1X F, for half-wave hie-Wied,
but 2X FL for a tue.wave rectified SCR)
Cau67t: Card/SCR configuration Should be
known before troubleshooting
|
|
motor (*SCRs, *Finng Cards, etc.).
|
D. FAULTY SCR, SHORTED CONTROL CARD, LOOSE CONNECTIONS
AND/OR BLOWN FUSE
|
1
=` â
N :
|
Fautry SCR's. Shorted Contrai Cards and%or
Loose Connections can
5CR generate noticeable amplitude peaks at
many combinations of line
FRED frequency (FJ and SCR firing frequency. Nomlauy,
1 bbd SCR can cause
high levels et FL and/or
511, in 6 SCR motors. The point to be made is
that neither
F,. 2FL, 4F1, nor SF atlould be present in DC
Motor spectra.
|
E. FAULTY COMPARITOR CARD
|
SrcEaANDsuELrEOuti
>{ TO sPEEo WAATiON5
C 3200 UNE SPECTRUM
|
-~`
Faulty Comparator Cards cause probtenu with
RPM fluctuation or
'hunting'. This causes a constant conapsinq and
regenerating of Ins
magnetic herd. These sidebands often approximate the
RPM fluctuation
SCR FREI]. and require e high resoluppn FFT to
even detect them Such sidebands
COuld also be due to generation end
regeneration et the magnetic field.
|
F. ELECTRICAL CURRENT
PASSAGE TH R U DC
MOTOR BEARINGS
|
|
aereacNce FA£OUENUrs
7 Nit usLerCoueLCPro
_ c IF Ft11m~~`esen'
N spç LINE
SPf GTRl1/1
|
ENetni~l rig tyby
N-in~~ Flub a norm detected e series of
dilterence
frequencies with the spacing most often at the outer race
dereaf frequency (BPFO). aven II sum suing is present on both the outer
and inns, races They most often show up in a range centered et
about 100,000 to t 50,000
CPM A 180K CPM Spectrum with 1600 Ines is
recommended lui
|
|
|
teOK GPM defection with measurements on both the OB and
lB OC motor bearings
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
83
ANNEXES
|
PROBLEM TYPICAL
·
SOURCE SPECTRUM REMARKS
|
|
BELT DRIVE PROBLEMS BELT FRED - ] 142 x PULLEY
RPM It PITCH Dom.
|
A. WORN, LOOSE ORz MISMATCHED
BELTSEcr
VERT. PERPENDICULAR
TO BELT TENSfON
HORIZ. PULLEv 4 n
,(
o VERT
|
Ô
m û
|
Û
3 Z
x 1
r p
1
|
BELT LENGTH
TIMING BELT FRED - BELT FRED XPBELTTEETH
· . pum.EV RPM X /PULLEY TEETH
x E Witt frequencies are below the RPM of er the motor or the
driven
machine. When they are worn, loose or mismatched,
they normally cause 110 4 multiples 01
ben frequency, Olten 2X belt Ireq. is the dominant peek,
RADIAL IN UNE Amplitudes are normally unsteady, sometimes
pulsing with attiser driver or
WITH BELTS
driven RPM, On timing belt drives.. wear or pulley misalignment
to
|
NSION
PUL.EY
·2 4t+o Oo BELT
TENSION
_ HORIZ.
|
PITCH QIAM, X RPM,
|
p / PARALLEL TEl
indiEated by high amplitudes at the Timing Belt Frequency. Chain
drives will indicate problems at Chain Pass Frequency which equals e'Sprbdke1 .
PITCH OMAM, X APM., Teeth X RPM.
|
B. BELT/PULLEY
3)ff11~,
OFF PIGEON 'f~ANGLE
SET ~~ TOE
|
MISALIGNMENTin
AXIAL
|
IX DRIVER
|
Misalignment of pulley produces high vibration et lx
RPM predominantly the axial direction. The ratio of amplitudes
of driver to driven RPM
OR DRIVEN depends on where the data is
taken, as well as on relative mass and trame
stillness. Often with pulley
misalignment, the highest axial vibration on the motor null be
at tan RPM, or vice verse- Can be connrmed by phase
measurements by selling
Phase Filter at RPM o1 pulley with
highest axis!
emptilude: then compare at this frequency
phase panicular on each rotor
|
-~ I-
|
|
in the aural direction.
|
C. ECCENTRIC PULLEYS e 02[41
|
RADIAL
IX RPM ECCENTRIC
Ji
|
Eccentric pulleys cause high vibration al 1X RPM oEfhe
eccentric pulley
The amplitude is normally highest in line with the belts. end
should show upon both driver and driven bearings. It aS
sOmebme5 possible to balance
PULLEY eccentric pulleys by alaching washers to taper Lock
bolts. However, even
ds in int
eber!. ty mil still
induce vibration be andreversible
it a di by
fatiguepphase stresses in the bort. Pulley eccentricity can be
Confirmed by phase
analysis showing honzonta & vanical phase differences
of nearly 0e or
|
|
|
180'.
|
D. BELT RESONANCEtXRPM OX.
|
|
RADIAL
ii BELT RESONANCE
1
|
Belt Resonance Can cause high amplitudes It the belt natural
frequency should happen to approach, or coincide with, either the motor or
driven
RPM Bet1 natural frequency can be altered by changing eerier the
bent
belt length Or cross i Can be
detectedonll tensioning and
tension.releasing
leen releasing ben while measuring Ilia
response pulleys or bearings,
However, when bell natural frequencies
|
|
|
|
operating. will lend 10 De Slightly
higher on the tignt side and lower on the
slack side.
|
|
l
|
|
|
|
EAT v ~BR~i7I ~N
TWO FREQUENCIES 100' OUT OF PHASE Iwo SMILE
Hs
uotloulSOF D IFFERENT
|
P
|
|
"~
|
HARMONICcommonly TWO IN
|
PHASE
|
FREQUENCIES
|
A Beat Frequency is the result of two cioseiy spaced
frequencies equenes going into and out of
syncttronizalion with one another. The wideband spectrum
normally will show One pear pulsating up and down.
Wien you 200m +nib this peas (lower spectrum below(, it actually shows
two closely spaced
peaks. Trie difference in these two peaks (F2.Fi)
is Me beat frequency
which appears rtsell in the widebend spectrum.
The beat frequency is not
seen in normal frequency range measurements since it is
inherently low frequen, usually ranging from only approximately 5 to 100
cy.
|
|
FREOUENCY
|
|
|
|
|
|
|
CPM.
|
|
Fi AND Frl.
BEAT FREQUENCY GENERATED BY TWO FREQUENCIES ABOVE
|
|
|
Fe=
\
|
F2
/
|
· F1
|
t
=
|
BEAT r
|
\
|
|
FREQUENCY
|
-
|
|
Maximum anWatiOn (F,( comes into Minimum vibration
up 180' out of
°
F
|
wAf result when the lime waveform of one frequency phase with
the waveform of the other frequency (F2)_ occurs
when waveforms of these two frequencies tine
phase.
PULSATinG
}F-
I AMPLITL DES
WIDEBAND SPECTRUM
|
|
MINIMUM VIBRATION
OCCURS WHEN
|
/
2
|
|
|
\
\
|
|
_
L
|
MAXIMUM VIBRATION
|
\
|
OCCURS
|
F, r2
p. BEAT FREQUENCT
ZOOM SPECTRUM
|
|
FREQUENCIES ARE 1130" OUT OF PHASE
|
|
WHEN 2 FREQUENCIES ARE IN PHASE
|
|
SOFT FOOT, SPRUNG FOOT AND FOOT-RELATED
RESONANCE
a`
|
|
B.!!
Mn'Foot
·Relafed
'Soft Foor occurs when a machines f00; Or frame deflects
greatly when a hold-down boll is loosened to hand tightness, causing the fool
to Ise more than approximately .002..003 inch This does not
always Cause a great vibration increase. However, it can da so if the Soft loot
affects alignment or motor air gap concentricity
'Sprung Foor can cause
great trame distortion, resulting in increased wbration, force and
stress w the treme, bearing housing, etc. This can RADIAL
DcEur when a hold
·duwe bolt is forceably torqued down
on the sprung
1 X RPM (Typ,) foot in an attempt
to level the foot.
Resonance' ran cause dramatic
amplitude increases from
|
|
_"
|
|
|
when e bolt (or combinations Of
5X to 15X or more. as compared with thatatVi
i bons) is loosened to hand tightness. When
tight, this bolt can notably
_
|
|
|
change the natural frequency of trie foot or machine trame
itself.
|
|
Solt Foot, Sprung Foot or Fool.Related
Resonance most open affects vibration at 1X RPM, but can also do so at 2X RPM,
3X RPM, 2X line
frequency, blade pass frequency, etc.
(particularly Foot-Related
Resonance).
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 84
ANNEXES
Annexe Fr : Tableau illustré de diagnostic des
vibrations

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 85
ANNEXES
le desequilihre fcar. est en phase et stable. l'arnpLitude qui ea
résulte
augrnerite etiionort,i=n du lkt~ de la vii .
· Js la 1=renlibria v i1
--'- P C: ri Y
du =Cor (augmentaticn de 3X cb le vit=e = augientaticrk de 9X de
la vi_l raticn) .
Usa regi3Tec 1X est t 13eurs i_IL /t et domine habitoellement le
spectre. La.
situatic peut "être ccrerigife in ta_1 L nt i e
il1 masselotte sur un pian au
centre de gravité (CG) du retc n . Is dés e entre
les axas hori itaazx et
vert.ioaux rculerrentsEX
(ext.éi..-ie zr) e IN (int&ieur)
idTzutiit c 0' en1.4 -r -n
t, cn rote . un déphasage de 90' envi= entre les
lectures
}mizr-rrtales et tAErticalesc chezit. rculayerit
cïs rot en dâcpi T i 1 e (#177; 30
· )
.
lin bela.rd dynamique se traduit par- v iiritrverrient' de 180'
du né re
arbre Un régime dr 1X mat teilleurs presle lot.Et
dbnire:tx.e leme t: le.~., .
L' cx, i y.x1_i tu varie en p _p L ien du u zt 0 de I '
aax3rrentat#177;cn. de` vit, l,a
ptrarnierevitF== critique du =ter- . zt
p°"' t viliatiEn ar,tial
et
t aticri r t d m r ~ ,mei 11E1-
entre le= a borizentaux et L' ti c o asr r1=S
Yr-» 1 E ErtitS EX (e rie r)
et 7N
(intérieur) ci=smait être de 180' ariv#177;mn -
Ncirrnalerrent _ cri rte -i Un
de 90' er rn eitre 1 l.eci,.ni hori z-nta 1..
et Mica 1F d ch ,e
rca ler t (#177; 30') _
le l i }-a e risme n e (le plus oO..Ir rt) est ure a
iîr -ri nai .mar cchsequilihre
d fore et de I lo...ad dynamique. Un zE g1Ne IX dEraire le
spa-ta-e et i r r it
the ccerr t]im zr dE II3
plans le clAdiasec -radial entre les rcLi~1tS i nta.'#177;e r
(Di) et (EX) mit varier Enta 0 et 180' . Ceperdarit, leder
horimmtc l devrait t être nsib1 e re t id'aitigte au
déphasage taartical ? .e
1 can =pare les mesures d a? ts . intéri etir (#177;- 30'
) . Si le
désécruiliinreit r rrr r i r,arit , cri note
habi_tuelles-,rait un d rha c 90-
envi= entL
0-
en i=entL 1i--ti lacztures tir r 1i E hcro_i_rit..R
(#177; 40` ) .
Un d iiliI ire de rotor ect porta à ac
pi-cd/Lit un régin-ie 1X élevé
dans les
dire=ticns axiale et radiale Ti-- lecturEs axiales ta
J t à êt:r phase tandis rn_ lc. Lectures radiales
peutarat êttra instables. met, -le dephasase
1 -i rit el [ L habituellexrent identicie au déphasas
vertical du =bar en
(#177; 30* ) . les icters en.perteàf reitàlafr-ri
txid
ries forc et un balourd dynami g. qui r i i t.
nal ituelltFrs it être tous diELEE
iiaLL igës. Etins la plupart cies cas, en de,_r.xA irsta1l
er des riesselottes sur Lbi..12z
pl ÇDJrne. tna i r 1-effet- ri=ir d .7i
Iihres.
L`e itx cité melte d' un r 1a9,- ei *xe
le cire ds zctatinz et le ceritr
d' tme pou1 ie_ d " un ensren Nsm, d' un rr-u 1 t,
d' un irr#177; i t de
moteur, etc T vibratictls les plr, mar. s
produisent au x i.me IX de la
1-ri -1=", ri M
ptCpEgEnt lafecentral des oLidL1IAg r I#177; 1
u~r~ txti; ries phashorizentalr et -5;=iir-FaI d_iffent habitt
ck
O' eu de 180* (chacune indiquant un mi.ivar tt stx tkli.gl .
s
destintiEs àé xi 1 ibrr =hale,
~ naltri, telt ~ra'cl sire: lavi8tian
d 1.re ~eCticz21EcI
ale. m s 1' augretabveicm JJ'eut:rie dir f. rnj d a1P. (
l' i rrâ rrta r c1 1 ri+c té) _
Ch az fausse' pr que tue vilaCaticn ale
élevée ainsi qu'un dethasage
axial de l'arbre qui tend vers 180` . Tr t'#177;zratiiQ d
rnina tes- it atx
régime IX si. 1' ads faa l prés du centre
et au rue+ 2X s- il est fax Pres
de 1'acoa ],arent (s'assurer de teniroony.te
-Drientaticn Ihr â
chaQue nr i axiale si le senzs de lascalde est
inverse- ) . Se ri`r de
ccrnporateu r t lLrTL jr1 rr-
=if Mcr- la g de I "cstJ
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 86
ANNEXES

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 87
ANNEXES
le t-iFtlignayrent angulaire se ri- par une viboetic
n az-rirî1e élevée et un
deéphasaz de 180' à 1' ecocuplerient . ;?n
général, la vihreticn. est élevÉe tant au ré
irrie 2X qu'au régime IX. Il n'est pas inhabitupl qu'
=,111, sait prÉectriinante ai
régimes 1X. 2X cu 3X CEs sy ptran peuvent aussi être Signe de
prchlsres
d' ao 7t . tin désalignement angulaire aigu peut aussi
être un facteur
d' €itation harTricnics ara
régime IX. Contrairement au jeu mécaniqtede
type 3, multiples ne se mit hab i tuel lDrcnt pas per un
sazil salaire plus éla.51.m le e.
Ia désalignerent parallèle te des smptZ:rr s
similaires à ceux du
l ignerent angulaire mais aussi ure vibraticn radiale iale
é1e app rock nt tua Irlphasesge de 180' a 1 ` a000up.Lement . Ia vilirat
icn au régime 2X est sament plus margi qu'au regirre 1X, mais cri
arrgalituzb est =vent dictÉe per le
type cl" a=o t et sa oarçositicn I ,' un
desalignement angulaire
au radialient aigu, il peut gérén r
c r *c à rIharrtcniquas heauDoup plus élcvre
(4X-8X) ou rrserre rine s ~ie d' har nc iqu à hautdo
fréquacnoe
à mi 1 f d' un jeu
méoeniqus. Ia type d' acockiplemerit
ainsi i c 1
matériaux qui le aorpcsent inf lu rit solvent largement
m .1' enserkile du spectre
en ces cdiEilignerrent important _ En g -nal
tcutef oci s, ].,e sail rue n'est pes plus éle4é.
Un
riouliernent coincé produit une vih 3 t lcn axiale cci
i reb e . Il provogtae également tua rno xve rent de torsion s i rue ao
, ri d ` un déph5sage vertical l hauu t-
bes et/au latex' al d' envircn 180*, me~are' dans l'axe du
1 L 'î tir. du r ulemE nt
Ce
problème re peut être réglé per Un alignement des
accouplements au un
e'lquilibrage du otor. le rciaerrent duit Gl
leréinstallé a t.
lin jeu rreceniiqi. est per un si=i-tie de vibraticrs de type
À_ e au. C.
7j A- Causé per Lire fiai hi Fi=s
au un reit di~s pi d'tme
machine, de soi sci-le ou de szn as ;ise ; peut at i
être causé per une dét4riczraticn du ciment, un
desserrement des boulms de la tese o une rWormaticn du chîssis eu ce la.
Mese. Une analwc r phio= peut 18 ler un déphasage de 90'
à 180' e nviic n entre .1eR yes venti,aall r 1,n Tr r , des
pieds de 1 ` a}_}, ei 1, du srrl e ou de l'
2:
·7521=,
mâr~e.
7377 B- GérAral.ertent causé par
un des gr xj i1 hoLarns de I N I ier à cb
cu ure fi.s
uratticn du chgssis ou d'un s. ortdepa1 ier-
Tpj C- Normalerrent causé par un ajustement
inonirrect de certaines pièces
qui Traduit de namhIrtEUS
harrreniqtÉs causées per la répznse ncta-l;reeire
des pièces lâches aux forces dynamiques
e.gercÉes per le xrDtor. l vitraticrs
de type C s nt sa_zuetat GE112Sée per
un .jeun la garniture d' un aa. rE t dans scn chapeau., un roulement
lâche qui torare sur scn acrhre, le dégagerrent ticessif d'un
palier à coussiret-+i-ui i le eu d'un =alertent a rouleaux,
le jeu
d'un rotor sur arbre, etc . Une plias? de type C t szuv Ent
instable et peut
vari ert d' mere à L'autre,
perticuliAremmt si le ta déplace sur 1 ` arbre entre
deux derma.7rages _ le jeu mécanique est sauvent
h uterter7t directicnrel et 6 7--1 it do~ er- Li 1=1/
à rir-r; ]xx_i
ta s di f ft reutes .lr rsgt
I
'cn ef f 'motte une ccmparaisontle nivf eu per incréments
de 30' dans le
radial tcut autour du l r iî ti r du
raulerre nt . A rotor égalerrtalt qi' un jeu
produit
sauveit rir--s mul t i plcs de sous-harmonique à exac tememat
1/2 ou 1/3X FFI{ (0,5X, 1"SX, 2, SIC, etc.)
ANNEXES
PROBLÈMES DE COURROIE
A. COURROIES USÉES,
w W
t U
0 K
x2 2
O RADIAL EN LIGNE
v AVEC LE:
COURROIES
W
DUw
aWô
02 â4.0

DIA PRIMETIF1 X RPM , = DIA PRIMITIF, X
RPM2
DÉTENDUES OU
DÉPAREILLÉES
VERT.
HO RIZ. POULIE 1
PERPENDICULAIREA
LA TENSION DE LA
COURROIE

t(
PARAI 111 FA LA TENSION DE LA COURROIE
PODUE 2 'V
HORIZ.
B. DÉSALIGNEMENT COURROIES/POULIES
AXIAL 1 X MOTRICE OU COMMANDÉE
C POULIES EXCENTRIQUES
|
RADIAL POULIE EXCENTRIQUE. IX RPM
|
|
RESONANCE DE COURROIE
|
|
|
D. RÉSONANCE DES COURROIES
|
RADIAL
|
IX RPM
|
|
|
|
|
|
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 88
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
89
ANNEXES
FRÉQ. COURROIE = 3,142 X RPM POULIE X DIA.
PRIMITIF
LONGUEUR DE LA COURROIE
FRÉQ. COURROIE DE RÉGLAGE = FRÉQ.
COURROIE )f NB DENTS
RPM POULIE X NB !DENTS
Les fréquences de courroie se situent sous le
régime du moteur cou de la machine entraînée. Des courroies
usées, détendues ois dépareillées peuvent
générer des fréquences 3 A4 fois supérieures
à la normale. Une fréquence de 2X est souvent la crête
dominante. Les amplitudes sont habituellement instables et pulsent parfois
à la cadence du régime moteur ou commandé. Dans le cas des
entraînements des counties de réglage, l'usure ou le
désalignement d'une poulie sont indiqués par de-fortes amplitudes
de la fréquence de fia courroie de réglage. Pour ce qui est des
entraînements à chaîne la présence d'un
problème sera signalée à la fréquence de passage de
la chaîne, qui est égale au nombre de dents du pignon X
RPM.
Le désalignement des poulies
génère de fortes vibrations à 1X RPM, principalement dans
le sens axial. Le ratio de,i amplitudes des régimes moteur et
commandé dépend de l'endroit où les mg-sures sont prises
ainsi que de la rigidité relative de la masse et du châssis.
Lorsqu'on a affaire à un désalignement de poulie, il arrive
souvent que la vibration ax iale la plus élevée du moteur soit au
régime du ventilateur et inversement. Cela peut être
confirmé par des mesures de phase, en réglant le filtre de phase
au régime de la poulie présentant fa plus forte amplitude axiale,
puis en comparant la phase à cette fréquence particulière
sur chaque rotor dans le sens axial.
Les poulies excentriques provoquent de fortes
vibrations â 1X RPM. L'amplitude est normalement plus forte dans l'axe
des couirroles et devrait être présente aux roulements moteur et
commandé. Il est parfois possible c'équilibrer des poulies
excentriques en munissant les boulons de blocage coniques de rondelles.
Cependant, même lorsque les poulies sont
équilibrées, leur excentricité continuera
de causer de lavibration etde soumettre les courroies à une fatigue
réversible. L'excentricité des poulies peut ê:re
confirmée par une analyse de phase montrant les différences de
phase horizontale et verticale proches de 00
ou 180°.
La résonance d'une courroie peut provoquer de
fortes amplitudes s'il arrive que sa fréquence naturelle approche le
régime moteur ou commandé, ou coïncide avec ceux-ci. !_a
fréquence naturelle de la courroie peut être modifiée en
changeant soit latension de la courroie, soit sa longueur, soit son profil. La
fréquence naturelle peut être détectée en tendant
puis en détendant lacourroie et en mesurant la réaction de ces
manoeuvres sur les poulies ou les roulements. Cependant, lorsque la courroie
est en mouvement, sa fréquence naturelle a tendance à être
légèrement supérieure sur le cité tendu et
légèrement inférieure
sur le côté qui a du jeu.

PALIERS/ROULEMENTS
DES ELEMENTS MOBILES SCÉNARIO DE
DÉFAILLANCE PRÉPONDÉRANT
(4phasesde défaillance) ZONE B ZON C ZONE {7
PÉFALJJS DE PALIER COMPOSANT ÉNERGIE
ZONE A MAGE 17E ERE DE PM TER BE fil iii
PLAGE DE
f14'ÉQ.
NAIIIRELLES
Fréquences naturelles des our posants nts du pal
ezimuiarien't
et de sa structure d'appui .
PHASE 1
(HD)
u
1~
FR$QÜENCES DES DÉFAUTS DE PALIER BFFI =
Nb I + P COS
9) x RPM
d
BPFO = -- 1- ,,, cos O) x RPM
_ Pd Irl- (84 4(C[
50~21 x RPM
2Bd I t1/470
T, TF 2 r 1- - Fd COS 0) X RPM
:
BPFI = Fréquence de la voie de roulement
intérim .°
BPFO Fréquence de la voie de roulement
extérieure
HSF n Fréquence de rotation des billes
FIF = Fréq. fond, de la cage
Nb = Nombre de billes/rouleaux
Bd = Dia. des billes/radeaux (nm ou
tu)
Pd a Dia. d'embrassement du Palier
(n'n ou ,pa)
0 ç Angle de contact (degres)


= RitQUE1+ CE DE
N! BANDE r 4TA.E
PHASE 4
VIBRATIONS ALÉATOIRES
 HAUTE
FRÉQUENCE
II
014,
DL U/A1 Au
yrs
A.lGHMN?E
· D'L FAQ ct ramEz Elv
C
I-
C

PHASE 2
4-r
PHASE 3
aI I
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
90
ANNEXES
Analyse Vibratoire des Machines sur un Banc d'Essai -
Cas d'un Disque Tournant - 91
ANNEXES
FillIEFS-POOMIIEVIE DES triXDITS l'ORTIES
I
REMSES DE DÉ474.11.LIKF
The' I- Its premiers signes de problenEs de
palier apparaissent dans la
gamme de 250 000 - 35O 000 Hz de frequc ul . A mesure
que
l' usure augmente, les problèves se fcnt sultir dans la gamme de
20 000 à 60 000 lf envi= (1 200 000 -- 3 600 000 OEM) .
CFs f rëqua-ces sut éveluees per I' &ergie de
crête (9EC) , la vale r HFD (g) et le siç 1 cie d (dB)
. Par aurple, l' érErgiede crête paut apparaîtra d' ah
dàamiran 0,25 91E dans la phase 1 (la valeur réelle dta d cie I `
emplacemEnt de la mesure et du régime
cle I' il } . la pt d . t chmees
filiquErces permet
de oanf Cher si le palier est à la premiàe
yhaee de cëfaillanze.
2- Es défauts de palier m_ir x ; commencent
à faire e entenddre les
fru re errEs naturelles (fn) des .
i ts cu palier.. qui ° t su iut
dans la plage de 3OK
à 12O1< OEl . es f rkpences peuvunt aussi étre des z
anarr es des siruztures d`aPpai des p l.iets. s Vines de h ri e latérale
apparaissait at -d s i et en--dszus ch la ctête de frhIE naturelle
à la fin
la. phase 2 et l'énacgie de crête glc le c.
rte (p.EK. , de 0,25 â 0,50 ger)
T 3 ts frégences et des hanyalicitEs de dhf aut de
palier t
Dultipait à mesure cite l'usure , les
friÉrzioens berb herb latérale
aligniaitent aussi autan- de ces frac; et des f roes
naturelles des
OErstitu3ntsdEspaliErs L'& ech crêtecf
lPQntirled`a gent (p.e r.
de 0 , 5 à plus de 1 ge) . A ce stade,
l'usuye est numaLement visible et peut
s`éLerd e surtcuVa lai . 'ie du j lii . t1J'L t
denanbrozes
rbuavel les frécitiences de bande latéral€3
bien n fc rri E accompagnent les
de défaut de palier lèssetres cle hautes
fréquernes démodulés et a lc `' permettait de ccnf i rmer
1, atteinte de la tr i siene phase . Ficeplaoar les palm Deintermt
(cp.P.11Birimmit 1'a li.tui das fréquarEs de ddaxt roineatée per
les Ade vilr3tir)
I` .1--Vers la fin, ure amplittrh de
fl I I est Ireine présente. Celle-ci augmente et
entraîne normalement un15 augmentation de nombreuses de régime de
Wicie. I.es frécitences naturelles discrete~ des
défauts de palier et des ccnstituants cc mi it
à c4:liqparai txe > pour être
remplacées per un
<csaai1 sur à large ban& re plus, 1'amplitude de ce seuil
smireà huts frequa ces et de l' étimgie de crète path
déc:roitre, mais tont juste awnt cite re surviEnre la df'aillamae,
l'énalgie de arête et la valeur HFD au :sentent
séréralelerit pax atteindre ute amplitttie snmsive.
ANNEXES
3. 'SX FERD
E. DÉSALIGNEMENT DES ROUES
DENTÉES
F. DENTS FISSURÉES OU CASSÉES
|
|
*4+4+ ONC F. DE
AUREE
n e e n
A - _L DE LA ROUE DENTE
COMP'1RTANT
RPM UNE DENT FISSURÉE OU CAS 3 E
|
|
|
|
|
G. PROBLÈMES DE PHASE D'ENGRENAGE
|
FPE = FERD 0.11
x Ne
|
x
|
250 - DE 15D = Dp
1000 RPM
|
25D - 5 .. II
153) n X 3 z °o o
= 5
â . °
·
FERD
FPE 2FPE 3FFPE

4FPE
FP& FERD 15 000
NE 5
FPE = 3000 CPM = 0.20x FERD (FERD FRAcTIDNNAIRE)
H. PROBLÈMES CAUSÉS PAR UNE DENT
ADDITIONNELLE
ROUE MOTRICE ROUE MENÉE
1000 RPM 857 RPM

6-1X2X3 7-1X7
1X RPM x-1000
(FERD) (NE)
(DRov ).) (I)elaaor+)
â P.1
n.
fn BANDES LATÉRALES

= 1 est le facteur de phase d'engrenage
Idéal pour la conception des eslgnena
es
(6X 100) (1) _ 1000 - 143 CPM
(UNE IMPULSION PAR 7 TOURS DU PIGNON)
(6)6) (7) 7
2FERD
FERD
I. AJUSTEMENT D'UN ROULEMENT LÂCHE
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 92
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 93
ANNEXES
Ce problème produit presque toujours des harmoniques de
FERD de rang 2 ou
supérieure qui se retrouvent en bande latérale
en régime de fonctiorui rent . Ne
présente souvent qu'une
faible amplitude à 1X FQu. mais des niveaux beaucoup plus
élevés à 2X ou 3X bue. Il importe de régler la F .
suf fisarmient haut pour capturer au moins le harmoniques de 3X t-hHD. Aussi,
les hndos latérales autour de 2X FERD sont souvent espacées
à 2X RPM. On notera que l'amplitude des bandes latérales ne sont
souvent vent pas identique de part et d'autre de la 1-hi-1.) et de
harmoniques en raison du désalignement des dents. Cause
une usure inégale.
U dant f issuree cu cassée produit une amplitude
élevée à IX REM de la roue
en cause etcà.te la fn de 'EnsgrEnaGe, qui
se
ret/CIIVie en bande latérale en régime de fcrcticnnement _
Il se détecte plus facilement , rr- une gendede durée,
qui pre te Line crête prcncrcée chaque nue
fais -la tt*p lerre tente de s e m- avec la rose qui
1-ai. est j+ ar elte
le ten s écoulé entre les iirçec (A)
1 l xri à 1 de la rc K tant
un prcblèm
_ L'amplitude rig= s c rctc d' ire de 1 ' crtie de durée'est
souvent de 10 à 20 fois pluts élevée que celle qui s=
prcduit à 1X R dans la FUT.
Une f réquence de phase d' engrenage (FPE) peut engendrer
des FERD
fxecticnnais (si NE >1) _ Autierrait dit, les
dEnts d' _ (IVIV tc t
aux dEnts du çagren (4, ME) et
gériit des prof ils d' u ure NE , oü NE clans
ure ocumliinalsonde da-its deur e est égal au pn )Juit de facteurs
premiers o rrrru.ms
au nombre de dents de la rue et du pigr n ( phase d'engrenage)
.
Une rPE (cu d e ha ) peut apperaî ,.re ds le
départ s' il s'agit d' lm
prih1 i,s de fabricaticn. l plus, em appe
riticn soudaire dans un spectre de
omtcrôl' ,_ccl ~ q p peut &Lu aru si t l-,
parii culres aontaanrin ntes
paissent à trac 1- t et endcm3E ait les deits
pot leur
Une fréquence de dant add i.ticnr elle (fm)
s mit Î * e la roue d téc et le pigne/1 présentent tcus
deux un r axe, cp Ikt p (fa(fahricaticn, namip.iJ aticn au autre) _
CF I le -ci peat entraîner- vibre tic ticns assez i part ntes,
mais came e] ] se rrrr od ai r t surtcut à ti
fr q Ences -inférieu à 600 CFM, el 1. p3sse nt
scuvent ' _ Un engrenage qui pr ente ce genre de prcialicre
érirt
seuvent un grcnderrent sourd.. L' ef f et Ire s imv un se
produit lorgque les dents
déf de la roue et du pâ grtn s` e Yt au
jrârr mirent (sur certaines
nes r 4 pet se produise à t
us les 7.0 a 20 teors, s lai la formule FEE) C i notera a las tArr
D et Dpi i s' _pp1iqit au rinllrre de dents de la rue et cli pig n.
tandis que NE est le facteur t de phase d'engrenage déf ini
plus haut . 11:dule souvent les crêtes de NFhL et de rotaticn (F f) de
l'engra
Un jeu excessif des paliers d' Engrenag. peut ncn seulement
produire de harmcniqur- de r(c)gime de fucticnnemEnt . 7nai s peuvent
ei s i
aitreîr.er- suvEnt Lme it _is de forte a-rE litude
à FERD, 1~4l 1D cra 3EMD.
C_ette r rrse est un cf f et et nen u re
caLle du jeu des paliers Ili jeu eocessif
peut 6342.-F3 at tribuabable â une f crte ut
.ue da pe 'L cu à s ii instaLlaticn i noorre tte
' m 1' arlm .
Si 1 "cri re cs rr7.ga p3s la si tua r i cn. celle-ci Peut causer une usuare
Eticessive de l'Engrenage et eniennoger d- autres conposant
ANNEXES
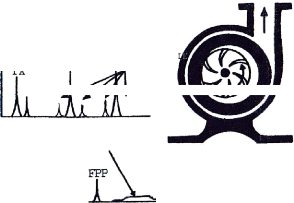
EPP = Nb DE PALES X RPM
FORCES HYDRAULIQUES ET AÉRODYNAMIQUES
A.

2FPP
BANDE LAIERA 1 RPM
FPP



PASSAGES DE PALES ET D'AUBES
B. TURBULENCE DE L'ÉCOULEMENT
C. CAVITATION ENGRENAGES
A. SPECTRE NORMAL
2
VIBRATIONS ALÉATOIRES
~YY = FRÉQUENCE DE PASSAGE DE PALES OU DES AH F.S
VIBRATIONS A HAUTES FRÉQUENCES ALÉATOIRES
1
II 120K
A FPP
A.v F D=ltbTEXRPl = NbTp X 0
RPM
~ z P
|
FERD
|
2FERD
|
3FERD
3.2 X PERD
|
|
|
C P M

3 2',X FERD
FERD
3FERD
2FERD
B. USURE DES DENTS
FRÉQUENCE NATURELLE DES ROUES D]NTÉES
ra qi
â FERD 3FERD
7 Z
O t7
D. CHARGE DES DENTS
3 2:,X FERD
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 94
EXCENTRICITÉ DES ROUES DENTÉES ET JEU
ENTRE-DENTS
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
95
ANNEXES
Frequence de p .ge des pales ±F ') = nb de pas Lou
0- annes x relia. 11 s agit
d ' une fréquence inhérente aux parafa . aux ven
t i l a teurs et aux compresseurs qui ne présente normalement pas de
problèmes Cependant, une FPP (et des harmoniques) de forte arpl itude
pe tt se produire si 1 ' écart entre les pa 1 es et le di
f fuseur
n'est égal sir tett le périmètre. Par la
1,YY (cu l' harn*~nique) peut
par fois coïncider avec la
fréquence naturelle du systàrp et causer ainsi.
d'im-portantes-
'im-
portante - vibrations. Une 1-1-1" éle<' ? peut
'être pit v suite lorsque la bague d' etre
de la roue grippe sur 1 ' arbre . en ras de rupture des soudures
des a Fbr ; du di f fureur ou encore par une conduite trop fortement
cintr, . une obstruction quelconque. un mauvais réglage du registre ou
une excentricité du rotor dans le corps de la panes ou du
ventilateur.
Une turbulence de l'écoulent se produit souvent dans
les ventilateurs en raison d'une r iaticn de la prPssic t c i de le
vélocité de l'air dars le ,. .tilat ~r ou les conduits qui
y sont reliés. Cela provoque une turbulence qui produit une vibration
aléatoire à basse fréquence. normalement dans la plage de
50 à 2 000 caDM, Un phénomène de pompage se produisant
dans un compresseur petit donner lieu à des vibrations aléatoires
à haute fréquence. We turbulence excessive peut a -si engendrer
dc- hautes fréquenc s à large bande.
We cavitation produit habitué-liement une
énergie aléatoire à haute fréquence
sur laquelle superposent par fois des Frermoniqur s dei
#177;' . Cela peut dénoter
une pL1 ion d'aspiration i.rusuffi nte (étrangl rt ) .
: -=avitation peut avoir un
effet destructeur important. toit
pa-rticulièrlarent sur les aubes de roue, si l'on ne corrige
pas la situation. La cavitation produit souvent un bruit sc nblable à du
gravier qui circulerait dans la palpe. Elle est habituell€rrent
causée par un débit d'entité: trop faible. Elle peut
être présente lors d'une inspection et éLre absente
à la suivante (si l'on a effectué une modification des
réglages de la soupape
d'aspiraticn) .
le spectre normal mrrttree la vitesse icia et des ragnons ai rt i
que la
fréquence d' erxgrenement des roues denté (FERD) et
de très faibles
harucniques de lihh1D _ C sant gt *a1 errent ercadrées de
bandes
Latérales Tcutes les crêtes aznt da faible ,zsrt.x;
ifi x a frégc lze net U
des rue= dentees n' este i tôc .
F recx :minamdée à 3, SX F1 0 (minimum) Î p le rue de dents
est ccnnu sin régi mar- F à 200X MI sem- chaque arlm.
le prirr=ipal in ter d'usure r i dans est l 'e r itaticn
de la f~~ c 1'
et la c c latérales c30.1régi n'e dem xe
de la r défectue se.
I ' angpl i tude de la F EFD peut
lohangecr cu n n bien que âcs Lendes 1at ral,es de
farte amplitude ainsi qu'un certain rznbre de Ixk1iis
lat&ales en=edreint la
FERD a ar a ,t babituellan u t lorsqte l'itaure t t L perceptible
Ces bandes
pe vEnt mâne être de rreille us indicateurs d' usure
qt I f= Fat
de fartes amplitudes rit soLzvent préserites à 2X
au 3X FERD (surtout à
3X FERD) . mâne lorsque 1'ainplitu
e est dtxrptable.
Tes Ft sn'xt scuTamrit tz s ibl c à l a charc . Ee
fortes amplitu3s ne It
pas 116ZESSSixerrimit, sgr>e
de prablerfe, su tout de lzEracb latérale
dere it fel
hli= et qu' auoure f13 ria.-a fatl+xell,e d'ersgrenarge n'est
ac tôc.
Chaque analyse devrait être ef fe tuée à
la charge rn rtaLe de fcancti rient
si 1' da3ire roarparei=ls i -ales sic firati _
Das bandes latere des d'assez farte .=xn pl itUi autour rif=
hanrcniquE5sde FERD
sant so mit signe d" emzentricité ri -r roues, da
jeu entre-derits ou ch
mn-pavai-
léliurre des arbres, la rotaticn d'une roue ci itee
<module» akar 1` uplituda
ch la MW ou la -vi.te e
rctaticn cia l'autre !nie_ (1 =.1 présen rt zri
hlâre
est ida-ttif i rr pr r 1. emEnt
fréquies de bende latérale lin régime de
IX FEM d' une xci. e
·icen.tricr est n=malerrent
élevé si 1' ztr rité est le
irohlArre dcritinant _ Un jeu Entre-czt, rent
i.te habituellement cies
harir rnaes c3e FERD ainsj. que la f d"e
.grtr.- . qui seretrouvent en banch
latérale à IX Rai_ Ics amplituues + F dim u aant
.,eit icirsciLe la cl
ar lte si_ le nrci l rre tst ta z rai- Un jeu
ia-ttre -dents.
ANNEXES
RÉSONANCE
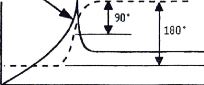
180°
Amp! i ti rr; Phase

1e f réquare cr ï tigtie
,AS]
31
2e frikpErim critique e `_

FROTTEMENT DU ROTOR
RADIAL 5c
sr
COUSSINETS DE TOURILLON
A. PROBLÈMES D'USURE I
ET DE JEU
3X RADIAL
2.X I 4.X
N T ER LE SEUIL SCNCRE PLUS ÉLEVÉ, SIGNE DE
JEU.
(0,40-0.48XFEN)
1x RADIAL
B. INSTABILITÉ DUE À UN TOURBILLON D'HUILE


DINEQUILIEff DE LÀ KARcE
c srala
ace trast un tcu 1Lr nulle se 1m€oisant ant
Pr', VI les_ tik DU ~ ss-if az meut
_ ROTOR =oie1 vitesiaüe~
insizbilité due
+.. vite9eacriniq
,m gutiu,pse ZC
reatrepwca la
TOURBILION
D'HUILEEXCESSIF
GRAISSAGE

VITESSE TIQUE
FRCQt1E4 CE
C. INSTABILITÉ DUE Â UN GRAISSAGE
EXCESSIF
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 96
Analyse Vibratoire des Machines sur un Banc d'Essai -
Cas d'un Disque Tournant -
97
ANNEXES
Un ir-xijttri de réscnan=ese produit la s frine
frécruenme f coin
r avec une fréquence naturelle du
s9stàrre et peut alca-s causer ure
ampli-
f icaticn importante de l ' aerspl
it-t i- qui lm ut traduire par lire dhfai Llarae
pré-
. Voirec tta r ii_ LL peut s' d' ure fx6quarcenaturelle
du_,
qua peut aussi provenir. fréquErroment du d____ de
1- i . de la bzâte d'engrenages c
'en-
c u mr e ,1- o u xcn rs de traalsm issicn Si un
rotor a atteint le 1 nt
Cu le s5LEL1 de r6Ecnanze, ii 1. faatiquaent impossible
dW I "è ' 1 itr r- en rai
sc i du diethasege important qu' il s nl--ri t ;
90 ecu point de mescnanze et près de 180* passé
ce point) . Cela. nécessite sr:Livait ure baisse sse cu une hausse de
la
fxëqaernenaturelle. Fn hal, 1 fr6q:
naturelles ne changant POE lnrs-
q re le iégiirt=t
modifie, ce qui en fa- i 1 i tel` id ntif ioaticn. (sag dEns
le cas das
appareils à g r= paliers lisses ou c ruL_IL
fortement en porte à faux) .
Uri f c tterrent de rcxtcir gendwe un spectre similaire
à --1 ui d` un jeu mécani.gt r-l=p[iJèc=
rotatives s t u#177; t à c s piècesf i " le Luittetrent
geut se pioduire sur une partie seulement Cu sur I a
frit I té c:la rotettien da 1 ` archre il bre I
habittleraerit uzserie de froquences qui e i_tent sQsvit tu7e cu
plusieurs réscneono ainsi que frac;ii:ns Entirrc
c
x pire de m n#177; (1/2 l/3, 1./4, 1/S ... 1r:i)
saïirn I"r igire fréquEnces natu-
relles
atu-rellie s du =toi-. Te frottement du rotai--
p a..it aussi i.tam~ de rimbrEuses hautes f ré
(similaires s aou bruit 3i t de beaic lige prorlait par le fro terrent
d-ure
craie aie .r' un tableau) CP1 iii-ci
peut être très grave et de eaute ckiô s' il est
causé per le ocrit r t de 1 ` iir.e sur le
m=tal blanc (-1= paliers. Un frotterrent
annilai e =si. la rotaticn cmpt e de
1. arbre peut EnGendrer ure «préoessicn inverse.,
oû le rot= tournerait à ure vita criticee dans le sEns =traire de
la rotaticn c1 1-arbre (ure cc diticn fc r daire tale ent instable
susceptible r
prcyvoquer ure détaillai= ca a) .
Tr derniers stades de 1' usure d-
un couiret, de tcurillcn s nt habitLellerrent
f i per 1'r-r~r T t
iic i l mei" ure .e . 1' 1
z^r.~Z=i ff.' 10 .^....i
20) . Un.
ccussinet essuyé 1prcd
it i -it L `r aliplitlldes elevdes viertical.ernent
par
1.cr'r'
· L. 1 aLa ..;
·1~,
mais~io~.cvâ La 1 ûc~~iti,ca.~ iZ.~i
1X RFM. Les coussinets â,?ant tai j r t e
r i£ it rlt çe t talai m
éy
di s qui 1 ilire et/ou. un ril.1 ignar
ent pouvant porcrvcquar une importante
cji1~rsMti~r~ i a~~ai t 1 t pl te ci
le jea
ccllfcrrmérrent aux spdi=ifij aticcns.
Cette inst hilité'- produit entre 0.40 et 0.48 REM.
Elle est souvent as a grave et
est j ug c ive lorsque ï ' amplitude clérza. e
40 % du jeu cio 9acznets . Le
tourbillon d'huile Pest
une vibration induite par le film d'huile, où une déviation des
conditions normales de marche (angle d'attitude et rapport d'excenn tri cite )
fcnt en sorte que le min d'huile fait t.balla:ter» 1' vraie dans le
coussinet . La force déstabilint.e. produite dans le s de la
rotation engendoe un tourbillon instable
(ou pre' ion directe) parce qu'il augrmnte la force centrifuge
qui. à son tour,
accroît la force de tourbi Ilonn nt _ L'
h-a i l e ri e alors de ne plus supporter l'arbre et de devenir
instable lorsque la fréquence du tourbillon coïncide avec une
fi.f,q ,enoe rats mal 1 e du rotor. r
ir, f#177;,a g ntr tin cfr~ci t de l'huile, de la pr xi ion
de
lubrification Cu des précharges peut agir Mme incidence
sur le ta.irbilion d' huile.
the instabilité dus à un graissage
exces f Iv ztj r ite lcri' un anlareil
ut -i 1 i cp à
r}_? r?fo i s r ^, i ius laf ` ~' ~r-i
t jte n zctcr. A e
le
t.ct bi.11ci d' huile = L très prod'e
de la vitesse critigi et peit causer
ure
ci.braticn emcessive qte le film cl huile re a plus ' irere d" absorb=ir
la vitt du tcurbiil se crifcr:i a zrr à la nitr-
critique du xr tem- et n'en
err pas TE esi .1' cri fait fci' ti rue
-appareil a.tri
réj]sedeplusenrh
élevé C = I a
mit ure vibraticn sub-har rcniiqteprezeive Lataale directe
à
la fr q > crit igue du rotor, un phE3vr> 1C
[ci-dament-9i 1& ent instable
susar=ptiblice causer ser
L.Tr rV..fa-' lance cat
ANNEXES
|
MOTEURS c.a. INDUCTION A.
EXCENTRICITÉ DU STATOR,
TÔLES COURT-CIRCUITÉES OU FER LÂCHE
|
|
|
FFT DE 3200 LIGNES
|
|
|
|
|
|
RADIAL
]X
|
2 FA
FA = FRÉQUENCE
D'ALIMENTATION
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12K MI
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

RADIAL
lx
2F BANDES LATÉI ALES Fp
AUTOUR DE
12K CPI7,7
B. EXCENTRICITÉ DU ROTOR (entrefer variable)
FA = Fréq. d'alimentation
(conducteur)
NS = Vitesse de synchr. - i 20
--
P
Fc = Fréq. de glissement - Ns --
RPM
Fp = Fréq. de passage des pâles =
FG X P
P - Nb de pâles
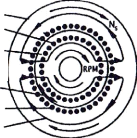
Stator
Barres de rotor
Rotor
Moteur , bipolaire--~!
Entrefer
Conducteurs
Champ magnétique
RADIAL
BANDES LATÉRALES F AUTOUR DES HARMONICI FS DE
LA VFTESSE DE RÉGIM'
IX 2x 3X 4X
5X EX
FPBR = F RÉQ, DE PASSAGE DES BARRES DE ROTC F = NB DE
BARRES X RPM, BANDES LATÉRALES 2 FA AUTC IR
OE
LA FPBR ET/(OU DE 2X FPBR.
Ix FPBR
2X
2XFFBR

C PROBLÈMES DE ROTOR
360E: CPM

RADIAL
BANDES LATE}ALES
I /3FAAUTOUF DE 2FA
IX
D. PROBLÈMES DE PHASE (connecteurs desserrés)

FREQ. DE PASSAGE DE BOBINE
BANDES LATÉRALES â IX
RPM

MOTEURS c.a. ASYNCHRONES
(bobines de stator lâches)
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant -
98
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 99
ANNEXES
Les problèmes de stator produisent des
vibrations élevées à 2fois la fréquence
d'alimentation (FA). Une excentricité produit un entrefer
fixe inégal entre le rotor et le stator, qui produit des vibrations
très orientées. La différence d'entrefer ne doit
pas dépasser 5 %pour les moteurs à induction et 10 % pour les
moteurs synchrones. Un socle «spongieux» ou un socle
déformé peuvent provoquer une excentricité du stator. Un
fer de stator lâche est attribuable au relâchement structurel ou
à la faiblesse du :support de stator. Un court-circuit des tôles
du stator peut entraîner une surchauffe inégale localisée
qui risque de déformer le stator. Cette surchauffe produit une vibration
susceptible d'augmenter considérablement avec le temps, provoquant ainsi
un gauchissement du stator et des problèmes d'entrefer
statique.
L'excentricité du rotor produit entre
celui-1:i et le stator un entrefer inégal en rotation qui induit une
vibration pulsa ite (normalement entre 2FA et l'harmonique de
vitesse de régime la plus proche). Cette situation nécessite
souvent un spectre «zoom» afin de distinguer la vibration
2FA del'harmonique de vitesse de régime. Un rotor excentrique
g'ànère une vibration à 2F encadrée par
des bandes latérales à la fréquence de passage des
pôles (l=e) ainsi que des bandes latérales F de
part et d'autre de la vitesse de regime. La F apparat à basse
fréquence (f = fréquence de glissement X nb de
pôles). tes valeurs courantes de la F se situent entre
20 et 120CPM (0,3 - 2,0Hz) environ. Un pied de machine Fp
ou un désalignernent sont souvent lacause d'un
entrefer variable cause par la distorsion (il ;'agit ici d'un problème
d'origine mécanique et non électrique).
Des barres de rotor ou des anneaux de court-circuitage
cassés ou fissurés, des joints défectueux entre les barres
de rotor e- les anneaux de court-circuita9e, ou encore des disques de rotor cou
rt-ci rcuitO produisent des vibrations élevees
à la vitesse de régime,
accompagnées de 1-andel latérales de fréquence de passage
de pôle (Fp). Ces problèmespeuventaussi générer des
bandes latérales de Fp de part et d'autre des deuxieme,
troisième, quatrième et cinquième harmoniques de vitesse
de régime. La présence de barres de rotor desserrées ou
ouvertes est indiquée par des bandes latérales à 2F
encadrant la fréquence de passage des barres de rotor (FPBR) et/ou ses
harmoniques (FPBR = nb de barres X RPM). Cette situation se traduit souvent par
des niveaux élevés à 2X FPBR, avec une faible amplitude
seulement: à 1X FPBR. Des arcs électriques entre des barres de
rotor desserres et les anneaux d'extrémité produisent souvent des
niveaux élevés à 2X FPBR (avec des Dandes latérales
de 2FA), mais
pratiquement aucune augmentation de l'amplitude à
1 X FPBR. A
Les problèmes de phase causés pardes
connecteurs desserrés ou cassés peuvent provoquer des vibrations
excessives à 2FA, accompagnées de bandes
latérales espacées del/3F A. Des niveaux
à2FA peuvent dépasser 1 ,Opo/sec s'ils ne sont pas
corrigés. Ce problème est particulièrenmerj t aigu si le
connecteur défectueux ne fait contact que sporadiquement. Les con
lecteurs défectueux doivent être
réparés afin d'éviter tout risque de panne
catastrophique. ,
Une bobine de stator de moteur synchrone qui a du jeu
génère des vibrations assez élevées à la
fréquence de passage de bobine (FPB); celle-ci est égale au
nombreide bobines X RPM (nb bobines = nb pôles X nb bobines/pôles).
La FPB est encadrée de bandes latérales à 1 X RPM. Un
problème de moteur synchrone peut aussi être signalé par
des crêtes de forte amplitude entre 60000 et 90000 CPM,
accompagnées de bandes latérales A2 FA. On doit
prendre au moins une lecture de spectre. jusqu'à 90000 CPM sur chaque
boîtier de roulement.
ANNEXES
MOTEURS c.c. ET COMMANDES
A. SPECTRE NORMAL
B. ENROULEMENTS CASSÉS,
PROBLÈMES DE MISE Â LA
MASSE OU RÉGLAGE
DÉFECTUEUX
FRÉQ. SCR = 6FA (REDR. A 2 ALTERNANCES) 3
FA (REDR. A 1 ALTERNANCE)
x~
a.
X FRÉC.SCR
N t

1 /3XSCR
213XSCR
FRÉQ. SCR
C. CIRCUIT D'ALLUMAGE
DÉFECTUEUX OU FUSIBLE
GRILLÉ
FRÉQ. 'SCR
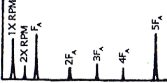
Ln
D. SCR DÉFECTUEUX, CIRCUIT
DE COMMANDE COURT-
CIRCUITÉ, CONNEXIONS
DESSERRÉES ET/OU FUSIBLE
GRILLÉ
BANDES LATÉRALES NORMALEMENT ÉGALES AUX VARIATIONS
DE RÉGIME
SPECTRE DE.3200 LIGNES FRÉQ.
5CR
X
E. CIRCUIT DE
COMPARAISON
DÉFECTUEUX
F. PASSAGE DE COURANT À
TRAVERS LES ROULEMENTS
DU MOTEUR
FRÉQUENCES DIFFÉRENCES NORMALEMENT ÉGALES A
LA I3'4O EN PRÉSENCE OE CANNELURES

X ce
x SPECTRE DE 1600 LIGNES
180 < CPM
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 100
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 101
ANNEXES
De nombreux problèmes de moteur c.c. et c e
commandes peuvent être décelés par une analyse des
vibration s. Les moteurs àà redresseurs à 2alternances
(6SCR) génèrent un signal à 6X la fréquence,
d'alimentation 6FA = 360KHz = 21600CPM), tandis que les moteurs c.c.
a redresseurs à 1 alternance (3SCR) génèrent des signaux
à 3X la fréquence d'alimentation (3FA = 180Hz =
10800CPM). La fréquence d'allumage des !;CR apparaît normalement
dans le spectre d'un moteur c.c. mais à faible amplitude. Â noter
la présence d'autres crêtes à des multiples de la
FA.
Lorsque le spectre d'un moteurc.c. est dominé
par des niveaux élevés à 1 X ou 2X SCR, cela dénote
habituellement un enrot.lement cassé ou un mauvais réglage du
système de commande électrique. Ur bon réglage peut
diminuer considérablement la vibration s'il s'agit avant tout d'un
problème de commande. A ces fréquences, les amplitudes sont assez
fortes, soit de l'ordre 0,10po/sec avec des crêtes à 1 X SCR et de
0,04po/sec à la fréquence d'allumage de 2XSCR.
Lorsqu'un circuit d'allumage fait défaut, 1 /3
de la puissance est alors perdue, ce qui peut occasionner des variations de
régime répétées du moteur et des amplitudes
élevées Al/3X et 2 /3X de la frécuence SCR (1 /3X
fréq. SCR = 1X FA pour les SCR à 1 alternance et 2X F
A pour les SCR â 2alternances).
Attention: la configuration des circuits et ces SCR
doit être connue avant de procéder à la réparation
du moteur(nbde SCR, nb de circuits d'allumage, etc.)
Les SCR défectueux, les circuits de comrande
court-circu ités et/ou les connexions desserrées peuvent
générer des crêtes d'amplitude perceptibles à de
nombreuses combinaisons de fréquence d'alimentation (FA) et
de fréquence d'allumage SCR. Normalement, un SCR défectueux peut
générer des niveaux élevés à la
FA, et/ou à 5FA dans les moteurs à SSCR. Le
spectre d'un moteur c.c. ne devrait jamais présenter de FA ni
de 2FA,'4FA ou SFA.
Un circuit de comparaison défectueux peut
causer des problèmes de fluctuation de régime ou d'oscillations
longitudinales qui provoquent un cycle d'affaiblissement et de
régénération constant du champ magnétique. Ces
bandes latérales se rapprochent souvent des variati ans de régime
et nécessitent une FFTà haute définition pour les
déceler. Elles peuvent aussi être causées parla
génération-régénération du champ
magnétique.
Les cannelures induites électriquement sont
normalement décelées par une série de fréquences
différences dont l'espacement est le plus souvent présent
à la fréquence de défectuosité de la voie de
ra.ilement extérieure, même si des cannelures sont
présentes sur les voies de roulement intérieure et
extérieure. Celles-ci se cantonnent habituellement dans une
plage située entre 100000 et 150000 CPM. Un spectre de 1600lignes
â 18OK CPM est recommandé pour les besoins de détection,
avec des mesures sur les roulements intérieur et extérieur des
moteurs c.c.
Analyse Vibratoire des Machines sur un Banc d'Essai -
Cas d'un Disque Tournant - 102
ANNEXES
SPECTRE DE-BANDE L-RGE
AMPLITUDES PULSATOIRES
u:
LL
VIBRATION DE BATTEMENT
i1= FRÉQUENCE DE BATTEMENT
SPECTRE ZOOM
DEUX FRÉQUENCES DEUX FRÉQUENCES
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 103
ANNEXES

Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 104
ANNEXES
Annexe EN : Balance quality grades for various
groups of representative rigid rotors (From ISO
1940/1)


Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 105
ANNEXES
Annexe EN : B.Maximum permissible residual
unbalance, eper (Imperial values adapted from ISO
1940/1)
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 106
ANNEXES
Annexe Fr : Degrés de qualité
d'équilibrage pour différents groupes de rotors rigides
representatives
( ISO 1940/1-1986 (F) )
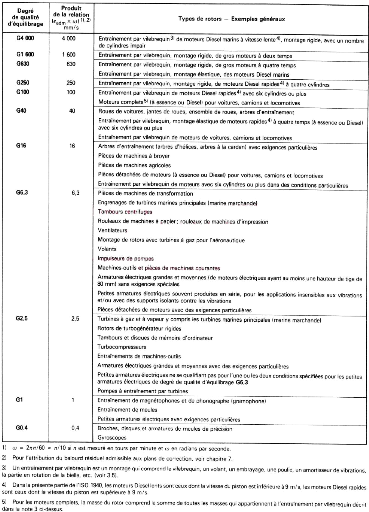
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 107
ANNEXES
Annexe Fr : Valeur du balourd
spécifique résiduel maximal admissible correspondant à
divers
degrés de qualité d'équilibrage ( ISO
1940/1-1986 (F) )

Analyse Vibratoire des Machines sur un Banc d'Essai
- Cas d'un Disque Tournant -
108
ANNEXES
Programme en Matlab de l'équilibrage plan 1 pour
les rotor rigide et les rotors quasi-flexibles :
clc
clear all
disp('Matlab-balancing program plan 1 for rigid rotors and
quasi-flexible rotors ') disp('This program was created by Said KOUIDRI and
Kouider GHRIS')
disp('This field of research is under motivation and orientation
of prof:Mohammed SAROUTE')
disp(' ')
disp('Matlab-programme équilibrage plan 1 pour les rotor
rigide et les rotors quasi-
flexibles')
disp('Ce programme a été créé par
Said KOUIDRI et Kouider GHRIS')
disp('Ce domaine de recherche est sous la motivation et
l_orientation du
prof:Mohammed SAROUTE')
disp('Contact :
said.kouidri7@gmail.com')
disp(' ')
disp('éntrez l_amplitude de vitesse de la "vibration
absolue" de balourd initial')
disp('en mm/s ,Example Av_0=4.86')
Av_0=input('Av_0=') ;
disp('éntrez la phase de balourd initial en degree,Example
phi_0=0.2 ')
phi_0=input('phi_0=');
disp('Connaissez-vous la valeur de la masse du rotor ? si vous
savez, écrivez oui')
disp('si non écrivez non')
oui=1;
non=0;
reponse=input('reponse=');
if reponse==oui
disp('éntrezla valure de la masse du rotor M en kg,Example
M=1.2')
M=input('M=');
disp('éntrez la valure de balourd spécifique e_adm
en
g.mm/kg ,à l_aide de l_abaque')
disp('ISO 1940 ,Nous choisissons la vitesse de fonctionnement
(rotation ou service)
')
disp('Nr comme point dans laxe X et et déposezle sur la
line de classe de rotor G .')
disp('L_intersection à partir de laquelle on obtient le
point e_adm dans laxe Y')
disp('Examp: classe de rotor =G6.3,la vitesse de fonctionnement
=3000 RPM')
disp('L_intersection donne e_adm =20
g.mm/kg ')
e_adm=input('e_adm=');
disp('le balourd résiduel admissible U_adm en g.mm est:
')
U_adm=e_adm*M
disp('éntrez la valeur du rayon du lieu que vous souhaitez
placer la masse d_essai ')
disp('en mm,R_ess=41 ')
R_ess=input('R_ess=');
disp('la masse équivalente ,appelée aussi une masse
résiduelle m_r en g est: ')
m_r=U_adm/R_ess
disp('La norme ISO 1940 recommande de choisir une masse d_essai
m_ess en g enter ')
disp('m_ess_min et m_ess_max')
m_ess_min=m_r*5
m_ess_max=m_r*10
disp('éntrez une masse d_essai m_ess en g,Example
m_ess=1.6 ')
m_ess=input('m_ess=');
else if reponse==non
disp(' choisir une masse d_essai m_ess en g en utilisant votre
expérience,Example
m_ess=1.6 ')
m_ess=input('m_ess=');
disp('éntrez la valeur R_ess du rayon du lieu que vous
souhaitez placer la masse
d_essai')
disp('en mm ,Example R_ess=41')
R_ess=input('R_ess=');
end
end
disp('le lieu de la masse d_essai comme un
référence d_équilibrage ,angle
angle_m_ess=0°')
disp('éntrez l_amplitude de vitesse de la "vibration
absolue" de balourd
résultant(après ')
disp('avoir ajouté une masse d_essai)en mm/s ,Example
Av_1=1.56')
Av_1=input('Av_1=');
disp('éntrez la phase de balourd résultant en
degree,Example phi_1=-8.77 ')
Analyse Vibratoire des Machines sur un Banc d'Essai
- Cas d'un Disque Tournant -
109
ANNEXES
phi_1=input('phi_1=');
V0=Av_0*(cosd(phi_0)+j*sind(phi_0));
phi_V0_rad=angle(V0);
phi_V0_deg=rad2deg(phi_V0_rad);
V1=Av_1*(cosd(phi_1)+j*sind(phi_1)) ;
phi_V1_rad=angle(V1);
phi_V1_deg= rad2deg(phi_V1_rad);
Ve_prime=V1-V0 ;
phi_Ve_prime_rad=angle(Ve_prime);
phi_Ve_prime_deg= rad2deg(phi_Ve_prime_rad);
Vc=-V0;
phi_Vc_rad=angle(Vc);
phi_Vc_deg= rad2deg(phi_Vc_rad);
if (imag(Vc)< 0) && (imag(Ve_prime)< 0)
angle_C_de_correction=phi_Vc_deg-phi_Ve_prime_deg
end
if (phi_Vc_deg == 180)&& (imag(Ve_prime)< 0);
phi_Vc_deg=phi_Vc_deg*phi_Ve_prime_deg/abs(phi_Ve_prime_deg);
angle_C_de_correction=phi_Vc_deg-phi_Ve_prime_deg
end
if phi_Vc_deg == phi_Ve_prime_deg;
angle_C_de_correction=0
end
if (phi_Vc_deg) > 0 && (phi_Ve_prime_deg < 0);
if real(Ve_prime)< 0
phi_Vc_deg=-360+phi_Vc_deg;
angle_C_de_correction=phi_Vc_deg-phi_Ve_prime_deg else if
real(Ve_prime)> 0 angle_C_de_correction=phi_Vc_deg-phi_Ve_prime_deg end
end
end
if (phi_Vc_deg) > 0 && (phi_Ve_prime_deg > 0);
angle_C_de_correction=phi_Vc_deg-phi_Ve_prime_deg
end
disp('la masse de correctione avec un angle en degree
angle_C_de_correction :')
angle_C_de_correction
disp('la masse de correctione m_corr en g:')
m_corr=m_ess*abs(V0)/abs(Ve_prime)
disp('le rayon de du lieu de la masse de correctione R_corr en mm
est:')
R_corr=R_ess
disp('Si vous souhaitez extraire des valeurs par méthode
graphique')
disp('( diagramme vectoriel) utilise le site
https://www.geogebra.org/m/whh7jnmb
')
V0
phi_V0_deg
V1
phi_V1_deg
Ve_prime
phi_Ve_prime_deg
Vc
phi_Vc_deg
disp('Si vous shouaitez modifier le rayon du lieu de la masse de
correctione')
disp('en gardant l_angle de correction,éntrez le nouveau
rayon de votre choix
R_corr_New en mm')
R_corr_New=input('R_corr_New=');
disp('la nouvelle masse de correction m_corr_New en g est :')
m_corr_New=m_corr*R_corr/R_corr_New
BIBLIOGRAPHIE
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 111
BIBLIOGRAPHIE
BIBLIOGRAPHIE
[1] J. Chatelain,"Machines Electriques," dans
Traité d'Électricité ,Vol. 10, J. Neirynck,
Suisse: Presses
polytechninques romandes, 1983.
[2] M. E. El-Hawary, Electrical Energy Systems,
Florida, USA: CRC Press LLC, 2000.
[3] Guide technique :Protection et contrôle des
moteurs triphasés asynchrones, France: Legrand, 2020,
Accédé: Mar.5.2022. [en ligne]. Disponible :
https://export.legrand.com/guide-technique-protection-et-controle-des-moteurs-triphases-asynchrones
[4] L. Lasne, Exercices et problèmes
d'électrotechnique :notions de base et machines électriques,
Paris, France: Dunod, 2005.
[5] R. P . Bouchard et G. Olivier ,Conception de moteurs
asynchrones triphasés, Canada: Éditions de l'Ecole
Polytechnique de Montréal, 1997.
[6] C. Müssener et R. Linnertz ,Cours UniTrain
:Machines asynchrones, Lucas Nülle LabSoft, ( Ver 1.0.0.5 ), exe.
[7] T. Wildi et G. Sybille, Électrotechnique, 4e
Éd, Canada: De Boeck, 2005.
[8] J. Faiz, V. Ghorbanian et G. Joksimoviæ, "Fault
Diagnosis of Induction Motors," dans IET Energy Engineering Series, Vol.
108, London, UK: The Institution of Engineering and Technology, 2017.
[9] J. Bird, Electrical and Electronic Principles and
Technology, 2nd Ed ,Oxford, UK: Newnes, 2003.
[10] M. Guerguer, " Diagnostic de la machine asynchrone par
analyse vibratoire ", Mémoire de
Master,
Dépt.Gén.Élect, Univ Constantine 1, Constantine
, Algérie, 2013.
[11] R. K. Mobley, "Maintenance Fundamentals," dans Plant
Engineering Maintenance Series, Vol. 3, 2nd Edi, Oxford, UK: Elsevier Inc,
2004.
[12] Réunion technique :Les Contrôles Non
Destructifs, France : CIMI.Cellule de Diffusion Technologique, 2012,
Accédé:Fév.22.2022. [en ligne]. Disponible :
https://www.cimi.fr/images/stories/cdt/CDT_Controle_non_destructif_201203.pdf
[13] F. Champavier, "La Maintenance Conditionnelle," dans
Formation : Analyse vibratoire des machines tournantes, Chap.1 ,01db
MetraVib Technologies,2008, Accédé: Mar.16.2022. [en ligne].
Disponible :
https://archive.org/details/AnalyseVibratoireDesMachinesTournantesPdf
[14] E. Fournier, "Protocole de diagnostic des entrainements
asynchrones par references: application a la detection des desequilibres
mecaniques et des defauts de courroie ", Thèse de Doctorat,
Dépt.Gén.Élect, Univ Toulouse, Toulouse, France, 2015.
[15] A. Medoued, "Surveillance et diagnostic des defauts
des machines electriques : Applications aux moteurs asynchrones ",
Thèse de Doctorat, Dépt.Gén.Élect, Univ 20
Août 1955, Skikda, Algérie, 2012.
[16] A. Chahmi, "Identification paramétrique de la
machine asynchrone dédiée au diagnostic,", Thèse de
Doctorat, Dépt.Gén.Élect, Univ Mohamed Boudiaf, Oran,
Algérie, 2017.
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 112
BIBLIOGRAPHIE
[17] P. O'donnell, Report of large motor reliability survey
of industrial and commercial installations, Part I, IEEE Transactions on
industry applications, Vol. 21, no. 4, 1985.
[18] P. F. Albrecht, J. C. Appiarius, R. M. McCoy, E.L. Owen et
D.K. Sharma, Assesment of the reliability of motors in utility applications
- updated, IEEE Transactions on energy conversion, Vol. 1, no. 1, 1986.
[19] O. V. Thorsen et M. Dalva, Failure identification and
analysis for highvoltage induction motors dans the petrochemical industry,
IEEE Transactions on industry applications, Vol. 35, no. 4, 1999.
[20] S. Nordin, I.Muhammad et I. Rosdiazli, Condition
Monitoring and Faults Diagnosis of Induction Motors: Electrical Signature
Analysis, Boca Raton, FL :CRC Press, 2019.
[21] K. Alameh, "Contribution au diagnostic et à
l'analyse de défauts d'une machine synchrone à aimants permanents
", Thèse de Doctorat, Dépt.Automatique, Univ Rouen
Normandie, Rouen, France, 2017.
[22] Y. Imaouchen, "Mesure et analyse des vibrations des
machines électriques tournantes", Thèse de Doctorat,
Dépt.Gén.Élect, Univ Abderrahmane Mira, Bejaia,
Algérie, 2015.
[23] M. Bensmaine, "Réalisation d'un banc d'essai
destiné au diagnostic des défauts d'excentricité",
Mémoire de Magistère, Dépt.Gén.Élect,
Univ Mohamed Boudiaf, Oran, Algérie, 2012.
[24] M. Houioua, "Etude comparative des différents
facteurs de sévérité de défauts dans un moteur
asynchrone triphasé ", Mémoire de Master,
Dépt.Gén.Élect, Univ Mohamed Khider, Biskra,
Algérie, 2019.
[25] F. Champavier, "Les Outils de Traitement du Signal," dans
Formation :Analyse vibratoire des machines tournantes, Chap. 5, 01db
MetraVib Technologies, 2008, Accédé: Mar.16.2022. [en ligne].
Disponible :
https://archive.org/details/AnalyseVibratoireDesMachinesTournantesPdf
[26] D. Norfield, Practical Balancing of Rotating Machinery,
Oxford, UK: Elsevier, 2006.
[27] R. B. McMillan, Rotating machinery :Practical solutions
to unbalance and misalignment, Lilburn, Georgia: The Fairmont Press Inc,
2004.
[28] M. Camhaoil, A. C. Nielsen et C. N. Aonghusa,
Application notes: Static and Dynamic Balancing of Rigid Rotors,
Denmark :Brüel & Kjaer, (n.d).
[29] A. Boulenger et C. Pachaud, Aide-mémoire :
Surveillance des machines par analyse des vibrations, Paris, France:Dunod,
2009.
[30] K. Merah, "Diagnostic des défauts de roulement
d'un moteur par analyse vibratoire (Etude comparative avec l'analyse du courant
statorique)", Mémoire de Magistère,
Dépt.Gén.Élect, Univ Mohamed Boudiaf, Oran,
Algérie, 2016.
[31] H. Faigner, Analyse vibratoire des machines tournantes:
Strategies de maintenance, Chap. 24, BTS MI, Accédé:
Avr.5.2022. [en ligne]. Disponible :
https://hubertfaigner.fr/wp-content/uploads/2021/04/S51-Approche-Systemique-dun-Bien.docx
[32] F. Champavier, "L'Analyse Vibratoire," dans Formation
:Analyse vibratoire des machines tournantes, Chap. 2, 01db MetraVib
Technologies, 2008, Accédé: Mar.16.2022. [en ligne]. Disponible
:
https://archive.org/details/AnalyseVibratoireDesMachinesTournantesPdf
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 113
BIBLIOGRAPHIE
[33] B. Magnard et E. Pasquier, Maxicours :Méthode
d'équilibrage, France: Educlever, 2021,
Accédé: Avr.25.2022. [en ligne]. Disponible :
https://www.maxicours.com/se/cours/methode-d-equilibrage-1/
[34] Acoustics & Vibration Research Group, Mechanical
Engineering, The Free University of Brussels, Belgium: Brüel
& Kjaer, 2001, Accédé: Avr.29.2022. [en ligne]. Disponible
:
https://slideplayer.com/slide/5021409
[35] IMI Sensors Product Catalog : Industrial Vibration
Sensors Switches & Instrumentation, USA: PCB Group Inc, 2012,
Accédé: Mar.14.2022. [en ligne]. Disponible :
https://www.pcb.com/Contentstore/mktgcontent/Linkeddocuments/IMI_Downloads/IMICat_Low
Res.pdf
[36] Capteurs inductifs (à courants de Foucault) pour
le déplacement, la distance & la position,
Accédé: Mai.23.2022. [en ligne]. Disponible :
https://www.usinenouvelle.com/expo/capteurs-inductifs-a-courants-de-fouca-p132893620.html
[37] F. Champavier, "La Surveillance des Machines," dans
Formation :Analyse vibratoire des machines tournantes, Chap. 4, 01db
MetraVib Technologies, 2008, Accédé: Mar.16.2022. [en ligne].
Disponible :
https://archive.org/details/AnalyseVibratoireDesMachinesTournantesPdf
[38] C. Mcmillen, ARTICLE : Accelerometers: What do I use
,Baker Hughes, 2021, Accédé: Mai.23.2022. [en
ligne]. Disponible :
https://www.bakerhughes.com/bently-nevada/orbit-home/orbit-article/accelerometers-what-do-i-use
[39] Capteurs intelligents, Accédé:
Mai.23.2022. [en ligne]. Disponible :
https://www.andromediatech.com/capteurs-intelligents/
[40] Les détecteurs tout ou rien,
Accédé: Mai.23.2022. [en ligne]. Disponible :
http://lycees.ac-rouen.fr/maupassant/site2/BEPME/sujet04_05/comm_%20tech/Presentation/Doc_eleve/12_dete
cteurs.pdf
[41] Capteurs et détecteurs ,
Accédé: Mai.23.2022. [en ligne]. Disponible :
https://formation-bp-melec-89.webself.net/file/si309268/download/T-BP-TD6-fi5157762.pdf
[42] D. Stilp, "Vibration Analysis Services ", FES
Systems Inc and GEA Refrigeration Division, 2008, [Modifié par S.
Kouidri et K. Ghris], Accédé: Avr.13.2022. [en ligne]. Disponible
:
https://cupdf.com/document/rt-2008-principles-and-practices-of-vibrational-analysis-keefer.html?page=25
[43] E. Sghaier, "Dynamique des rotors à très
hautes vitesses en régime non stationnaire :Identification par le filtre
de Kalman", Thèse de Doctorat, Dépt.Gén.Méc,
Univ Paris-Saclay, France, 2020, [Modifié par S. Kouidri et K.
Ghris].
[44] E. Boulai, "Vibrations,"dans Acoustique industrielle
Vibrations, Chap. 1, Moteurs Leroy Somer, 2015, p. 16,
Accédé: Mar.31.2022. [en ligne]. Disponible :
https://slideplayer.fr/slide/12015305
[45] L. Maurice et J. Adams, "Rotating machinery vibration :From
analysis to troubleshooting," dans Mechanical Engineering Series, Vol.
130, L. L. Faulkner, New York, USA: Marcel Dekker Inc, 2001.
[46] Transformation de Fourier : rappels, Mai.25.2022.
[en ligne]. Disponible :
https://glq2200.clberube.org/chapitres/docs/signal-fourier
Analyse Vibratoire des Machines sur un Banc d'Essai - Cas
d'un Disque Tournant - 114
BIBLIOGRAPHIE
[47] P. Girdhar et C. Scheffer, Practical Machinery Vibration
Analysis and Predictive Maintenance,
Oxford, UK: Newnes, 2004.
[48] Niveaux vibratoires admissibles sur les machines
tournantes, Norme ISO 2372, Accédé: Mai.15.2022. [en ligne].
Disponible
:
http://www.vibraconseil.fr/normes/norme%20ISO%202372.htm
[49] Analyse vibratoire des machines tournantes :Initiation
, France: Impédance machines, (n.d).
http://www.impedance.fr
[50] H. P. Bloch et F. K. Geitner, Machinery Failure
Analysis and Troubleshooting :Practical Machinery
Management for Process
Plants, Vol. 2, 4th Ed, Oxford, UK :Elsevier, 2012.
[51] B. Magnard et E. Pasquier, Maxicours : Phenomene de
desequilibre et equilibrage, France: Educlever, 2021,
Accédé: Avr.25.2022. [en ligne]. Disponible :
https://www.maxicours.com/se/cours/phenomene-de-desequilibre-et-equilibrage-2
[52] E. J. Gunter et C. Jackson. Balancing of rigid and
flexible rotors. F. F. Ehrich, Malabar, Florida : Krieger Publishing
Company, 1999.
[53] M. Thomas, "Équilibrage et alignement des machines,"
dans Vibrations expérimentales, École de Technologie
supérieure, 2003, Accédé: Mar.29.2022. [en ligne].
Disponible :
http://acversailles.free.fr/documentation/08~Documentation_Generale_M_Suire/Vibrations/Balo
urd/Equilibrage_et_alignement_des_machines.pdf
[54] VIB360 Studio :Analyse et traitement des vibrations,
France: Impédance, 2013, Accédé: Avr.12.2022. [en
ligne]. Disponible :
https://www.vib360.fr/pdf/vib360-4pages-aout2013.pdf
[55] S. Kouidri et K. Ghris, Diagramme vectoriel
d'équilibrage plan 1, 2022, Accédé: Mai.6.2022. [en
ligne]. Disponible :
https://www.geogebra.org/m/whh7jnmb
| 

