Chapitre IV : Résultats et discussions
La distribution des contraintes dans une telle matrice
est certainement hétérogène. En effet,
l'existence d'une distribution hétérogène de
tailles de grains peut conduire à des amincissements locaux ou
des micro-fissures. Il peut exister localement des états de contraintes
élevés, les zônes correspondantes peuvent alors atteindre
la striction avant leur voisinage. Ce qui augmente la
probabilité d'apparition de fissuration ou d'amincissements
locaux, rendant ainsi le taux de rupture important, lors de la
déformation, surtout par emboutissage. La mise en forme des
pièces ou leur usinage devient difficile en présence d'une
telle répartition.
L'hétérogénéité
morphologique est généralement due aux conditions du
cycle de fabrication. En effet, c'est le contrôle de
celui-ci, essentiellement la dernière étape (recuit de
recristallisation) qui donne au matériau les caractéristiques
structurales adéquates pour une mise en forme ultérieure
[2].
Au cours du laminage, les grains deviennent de plus en
plus allongés vers la direction de laminage. L'évolution
de la microstructure n'est pas évidente pour l'échantillon
déformé à 25% (Fig.IV.2b). Le changement
microstructural devient plus notable à partir de 50 % de
réduction (Fig.IV.2c). Cependant, les grains de l'état
laminé à 75% sont fortement allongés suivant la
direction de laminage (Fig. IV.2d).
L'existence d'une telle texture
morphologique peut entraîner une variation des propriétés
plastiques avec la direction ; en effet, la déformation a lieu par
glissement sur des plans cristallographiques bien déterminés, ce
glissement est limité par les joints de grains ; si la forme des grains
est très allongée, le glissement ne se produit pas de la
même façon dans des directions différentes.
Les propriétés liées aux joints
de grains, comme le glissement aux joints au cours du fluage, la diffusion
intergranulaire ou la résistance électrique due aux joints,
seront également anisotropes, si la forme des grains n'est pas
équiaxe, et si donc le nombre de joints par unité de
longueur varie suivant la direction [3].
35
Chapitre IV : Résultats et discussions
IV.2.3. Analyse des textures cristallographiques
La texture globale des échantillons
déformés a été déterminée à
partir des figures de pôles expérimentales, obtenues par la
diffraction des rayons X. Avant de réaliser les figures de pôles
des différentes familles de plans {hkl}, nous avons
procédé à l'identification des positions
29, de ces familles de plans de diffraction, pour notre acier
IF, par un scan 9-29.
La figure (IV.3) présente le spectre de la
diffraction de notre acier IF. Les positions 29 des trois
premiers pics de diffraction sont : 44.69°, 64.98° et 82.28°.
Ces angles correspondent à ceux des des plans {111}, {200} et {220}
respectivement (Fig. IV.3).
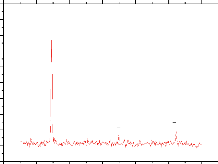
(110)
(200)
(211)
1000 900 800 700
intensity(c)
600
500
400
300
200
100
0
30 40 50 60 70 80 90
2teta(°)
Fig. IV.3 : Spectre expérimental de
diffraction de l'acier IF.
En tenant compte des données du spectre de
diffraction de la figure (IV.3), trois figures de pôles
expérimentales (FDP) ont été mesurées : {110},
{200} et {211}, avec un goniomètre de texture. Le rayonnement
utilisé est celui du Ká du cuivre. La
tension d'accélération utilisée est de 40 kV avec
un courant de 40 mA.
IV.2.3.1. Etat initial
La figure (IV.4) montre les figures de pôles brutes
{110}, {200} et {211} de l'état initial, avec une
inclinaison maximale de 70° (figures de pôles
incomplètes).
36
| 

