|
SEPTEMBRE 2023
UNIVERSITE DE LUBUMBASHI
FACULTE POLYTECHNIQUE
DEPARTEMENT DE METALLURGIE ET MATERIAUX B.P
1825
Lubumbashi

Etude de valorisation des rejets de la laverie de
kamatanda
par concentration sur spirale et concentration
magnétique
Travail présenté et défendu par
MUTAMBA LENGE Léopold en vue de
l'obtention du grade
de bachelier en science de l'ingénieur.
ANNEE ACADEMIQUE 2021 - 2022
UNIVERSITE DE LUBUMBASHI
FACULTE POLYTECHNIQUE
DEPARTEMENT DE METALLURGIE ET MATERIAUX
B.P 1825
Lubumbashi

Etude de valorisation des rejets de la laverie de
kamatanda par concentration sur spirale et concentration
magnétique
Travail présenté et défendu par
MUTAMBA LENGE Léopold en vue de
l'obtention du grade
de bachelier en science de l'ingénieur
Directeur : Prof. Dr. Ir. KIPEPE AWAKA
Encadreurs : Ass. Ir civil KALENGA KASONGO Gigi
Ass. Ir Civil MULIANGALA MBALABA Francis
Résumé
Le présent travail vise à valoriser les rejets
de la laverie de KAMATANDA en combinant deux méthodes de concentration
à savoir, la concentration gravimétrique sur spirale et la
concentration magnétique, afin d'avoir en fin de l'opération un
rendement de récupération plus élevé et en
conséquence, un rejet plus appauvri. En effet, La forte demande du
cuivre sur le marché international et le besoin d'avoir une alimentation
continue des usines hydrométallurgiques de SHITURU, a poussé la
Gécamines à penser aux diverses sources d'alimentation, notamment
la valorisation des rejets de la laverie de KAMATANDA.
Les caractérisations chimique, minéralogique et
granulométrique ont montré respectivement que
l'échantillon sujet de l'étude titre 1,44 % cuivre et 0,12 %
cobalt ; les formes minéralogiques présentes sont la malachite,
la chrysocolle, l'hétérogénite, le quartz et la limonite
et le d80 de l'échantillon est d'environ 350 micromètres. La
planification des essais a été faite suivant une méthode
classique. Un paramètre a été varié à la
fois en gardant les deux autres constants jusqu'à trouver l'optimal de
celui-ci et passer par la suite au prochain paramètre.
En premier lieu, l'échantillon a été
soumis aux essais de concentration gravimétrique sur spirale. Les
paramètres étudiés ont été : l'ouverture de
la cuillère (collecteur des concentrés) dans une plage de 10
à 16 cm, le débit d'alimentation dans une plage de 30 à 60
litres par minute et le pourcentage solide de la pulpe dans une plage de 10
à 25% et cela pour une granulométrie gardée constante
à +53 micromètres.
L'examen des résultats obtenus à ce stade de
l'étude montre que les meilleures conditions opératoires sont :
une ouverture de la cuillère de 10 cm, un débit d'alimentation de
la pulpe de 60 litres par minute et un pourcentage solide de 25 %. Dans ces
conditions, le concentré obtenu titre 6,44 % avec un rendement de
récupération de 50,04% et une fraction mixte titrant 4,34% avec
un rendement de récupération de 53,79%. Ce qui a conduit à
un concentré global spirale titrant 5,19 % avec un rendement de
concentration global de 57,10 % pour un rendement poids de 16,33%.
En second lieu, deux essais de concentration magnétique
ont été effectués sur le rejet obtenu dans les meilleures
conditions opératoires sur spirale titrant 0,81% cuivre. Le premier
essai a été effectué avec un rejet non fragmenté et
le second sur un rejet fragmenté pendant 1 minute.
Mots clés : Rejets, Valorisation,
Concentration, Cuivre, Spirale, Magnétique
Les paramètres gardés constants à la
concentration magnétique ont été le pourcentage solide de
la pulpe : 50%, l'ampérage : 4 ampères et le nombre de cycles :
5.
Les résultats obtenus à la suite des essais de
concentration magnétique ont montré que les meilleures conditions
opératoires ont été obtenues avec le rejet
fragmenté. Cet essai a conduit à un concentré
magnétique global titrant 1,97% cuivre avec un rendement de
concentration de 61,85%.
Le concentré global obtenu en fin d'opération
titre 3,36 % cuivre avec un rendement global de concentration de 56,56%. Une
comparaison des caractéristiques de l'alimentation de l'unité de
lixiviation en tank agité des usines hydrométallurgiques de
SHITURU à celles du concentré produit a montré qu'une
étude de la répartition granulométrique était
nécessaire pour une adaptation à la granulométrie de
consigne, à savoir un d80 égal à 75 micromètres et
une valorisation de la fraction inférieure à 53 ?m pour accroitre
le rendement de récupération reste à envisager. Quant
à la teneur, il a été montré que la teneur du
concentré avait une valeur approximativement égale à la
valeur minimale de consigne, à savoir 3 % cuivre.
Abstract
The present work aims to valorize the rejections of KAMATANDA
washery by combining two methods of concentration namely, the gravimetric
concentration on spiral and the magnetic concentration, in order to have at the
end of the operation a higher yield of recovery and in consequence, a more
impoverished rejection. Indeed, the strong demand for copper on the
international market and the need to have a continuous supply of the
hydrometallurgical plants of SHITURU, pushed Gécamines to think of the
various sources of supply, in particular the valorization of the rejections of
KAMATANDA washery .
The chemical, mineralogical and granulometric
characterizations respectively showed that the subject sample of the study
contains 1.44% copper and 0.12% cobalt; the mineralogical forms present are
malachite, chrysocolla, heterogenite, quartz and limonite and the d80 of the
sample is approximately 350 micrometers. The planning of the tests was done
according to a classic method. One parameter was varied at a time keeping the
other two constants until finding the optimum of it and then moving on to the
next parameter.
First, the sample was subjected to gravimetric concentration
tests on a spiral. The parameters studied were: the opening of the spoon
(concentrate collector) in a range of 10 to 16 cm, the feed rate in a range of
30 to 60 liters per minute and the solid percentage of the pulp in a range of
10 to 25% and this for a particle size kept constant at +53 micrometers.
Examination of the results obtained at this stage of the study
shows that the best operating conditions are: an opening of the spoon of 10 cm,
a pulp feed rate of 60 liters per minute and a solid percentage of 25%. . Under
these conditions, the concentrate obtained titrates 6.44% with a recovery yield
of 50.04% and a mixed fraction titrates 4.34% with a yield of 53.79%. This led
to an overall spiral concentrate grading 5.19% with an overall concentration
yield of 57.10% for a weight yield of 16.33%.
Secondly, two magnetic concentration tests were carried out on
the reject obtained under the best operating conditions on a spiral grading
0.81% copper. The first test was carried out with an unfragmented sucker and
the second on a fragmented sucker for 1 minute. The parameters kept constant at
the magnetic concentration were the solid percentage of the pulp: 50%, the
amperage: 4 amps and the number of cycles: 5.
Keywords: Rejections, Recovery, Concentration,
Copper, Spiral, Magnetic
The results obtained following the magnetic concentration
tests showed that the best operating conditions were obtained with fragmented
rejection. This test led to an overall magnetic concentrate titrating 1.97%
copper with a concentration yield of 61.85%.
The overall concentrate obtained at the end of the operation
contains 3.36% copper with an overall concentration yield of 56.56%. A
comparison of the characteristics of the feed to the stirred tank leaching unit
of the SHITURU hydrometallurgical plants with those of the concentrate produced
showed that a study of the particle size distribution was necessary for
adaptation to the target particle size, namely a d80 equal to 75 micrometers
and a recovery of the fraction less than 53 ?m to increase the recovery yield
remains to be considered. As for the content, it was shown that the content of
the concentrate had a value approximately equal to the minimum target value,
namely 3% copper.
i | P age
Epigraphe
« Il sait qu'on triomphe sans gloire, quand on
vainc
sans péril »
Sénèque
ii | P a g e
Dédicaces
Au Dieu de gloire, pour son indéfectible
bonté à mon égard,
·
A mes très chers et hardis parents, BULAMBO Isaac
et MALOBA Helene Pétronie qui ne se lassent de m'instruire
,
·
A mes très chers frères et soeurs : BANGA
Joël, KASONGO Elie, KIBWE Ghislain, KAZADI
Michée, MBUYU Evodie,
KAPINGA Syntiche, KATSHONGO Paulin, MUTOMBO
Chrysostome, SANGA Bienvenu et
MALOBA Helene Miradie, le présent travail est le fruit de
votre
amour, soutien et compréhension témoignés à mon
égard ,
·
A vous mes neveux et nièces : Thehila, Ethan,
Manelle, Ketsia, Kenan, Azriel et Lyam voici
pour vous le chemin à
emprunter pour déboucher à un avenir meilleur et que ceci soit
pour
vous un exemple à suivre ,
·
A vous mon beau-frère SOMPWE Grace
,
·
A vous mes belles soeurs : MUJINGA Priscille, KADIAT
Joëlle et MONGA Ketsia, voici le
fruit de vos encouragements et
soutiens ,
·
Nous dédions ce travail.
MUTAMBA LENGE Léopold
iii | P a g e
Remerciements
Ce travail, signe du couronnement de notre premier cycle
universitaire à la Faculté Polytechnique de l'Université
de Lubumbashi, est pour nous une opportunité de témoigner toute
notre profonde gratitude envers tous ceux qui se sont unit à nous pour
le parachèvement de ce cycle. Ce parcours, qui a été
quelque peu pénible, mais plus important et indélébile est
ce qu'il a fait de notre personne.
C'est ici l'occasion d'exprimer à travers ces
quelques lignes qui suivent nos sentiments d'une profonde gratitude à
l'endroit des personnes qui, de loin ou de près, nous ont apporté
leur concours indéniable :
De prime abord, nos remerciements s'adressent à
l'Eternel Dieu le Tout Puissant, maitre des temps et des circonstances, dont
l'amour manifesté à notre égard est immuable ;
Nous remercions le Prof. Dr. Ir. KIPEPE AWAKA, chef du
département de métallurgie et matériaux pour avoir
accepté de diriger ce travail dans un climat de convivialité et
fructueux;
D'une manière particulière, nous remercions
du fond du coeur, les assistants ingénieurs civils KALENGA Gigi et
MULIANGALA Francis, pour leur encadrement et fructueuses remarques sans
lesquelles, ce travail n'aurait pas été dans son état
actuel ;
Nous tenons à remercier le Doyen de La
Faculté Polytechnique de l'Université de Lubumbashi, le Prof. Dr.
Ir. KANDA NTUMBA, et à travers lui, tout le corps professoral et
administratif de la Faculté, pour leur contribution à notre
édification scientifique ;
Nos vifs remerciements à l'ingénieur civil
MWEPU WA NZOVU, Directeur de EMT, pour nous avoir ouvert les portes de ce cadre
d'étude, et à travers lui, tous les travailleurs de EMT ;
Il nous serait ingrat de ne pas remercier
l'ingénieure civile PANGA Lumière de la division
minéralurgie de EMT, initiatrice de cette étude et encadreuse
;
Nous remercions la famille NGOIE KALUMBETA pour tous les
sacrifices consentis à notre égard ;
A KALUMBETA Bertin, KABONGO Noé, BASHILE Richard.,
MULENDA Etienne et KABEMBA Irénée., trouvez ici, nos sentiments
sincères de gratitude ;
A nos compagnons de lutte et amis; MUZANGA Heman, DIKUKU
Nathan, KITOKA Michée, FWAMBA Schadrack, MWAMBA Lionel, PESA Eraste,
KENGA Junola, IYAL Delta,
iv | P a g e
KALUMENDE Ladyne, MWENZE Joël, ... nous disons merci
pour votre sympathie tout au long de ce parcours.
MUTAMBA LENGE Léopold
v | P a g e
Table des matières
Résumé
Abstract
Epigraphe i
Dédicaces ii
Remerciements iii
Table des matières v
Liste des abréviations, sigles et symboles viii
Liste des figures ix
Liste des tableaux xi
Introduction générale 1
Présentation de la mine et de la laverie de kamatanda 3
I.1. Mine à ciel ouvert de kamatanda 3
I.1.1. Historique 3
I.1.2. Localisation géographique 3
I.1.3. Cadre géologique et minéralogique 3
I.2. La laverie de kamatanda 4
I.3. Estimation de la quantité des rejets de la laverie
5
Synthèse bibliographique sur la concentration des minerais
6
II.1. Généralités sur la concentration 6
II.1.1. Introduction 6
II.1.2. Méthodes de concentration 6
II.2. Concentration sur spirale 7
II.2.1. Introduction 7
II.2.2. Description et principe de fonctionnement d'une spirale
Humphreys 8
II.2.3. Catégories des séparateurs en spirale 11
vi | P a g e
II.2.4. Paramètres opératoires 13
II.3. Concentration magnétique 14
II.3.1. Introduction 14
II.3.2. Aperçu général sur la
séparation magnétique 15
II.3.3. Classification des appareils de séparation
magnétique 23
II.3.4. Paramètres opératoires de la
séparation magnétique 26
II.3.5. Application de la séparation magnétique en
minéralurgie 29
Matériels et méthodes 30
III.1. Matériels 30
III.1.1. Rejet de la laverie de kamatanda 30
III.1.2. Rejet du circuit de concentration sur spirale 31
III.1.3. Appareillages et accessoires 31
III.2. Méthodes 35
III.2.1. Préparation de l'échantillon 35
III.2.2. Caractérisation de l'échantillon 36
III.2.3. Essais de concentration 36
III.3. Critères d'évaluation des opérations
de concentration 43
III.3.1. Rendement de récupération 43
III.3.2. Rendement pondéral de concentration 44
III.3.3. Taux de concentration 44
Présentation et analyse des résultats 45
IV.1. Introduction 45
IV.2. Caractérisation de l'échantillon 45
IV.2.1. Analyse minéralogique 45
IV.2.2. Analyse chimique 46
IV.2.3. Analyse granulométrique 46
IV.3. Essais de concentration sur spirale 47
vii | P a g e
IV.3.1. Optimisation des paramètres 47
IV.4. Essai de concentration magnétique 53
IV.4.1. Introduction 53
IV.4.2. Optimisation des paramètres 53
IV.5. Evaluation du bilan de concentration 57
Conclusion et perspectives 59
Références bibliographiques 61
viii | P a g e
Liste des abréviations, sigles et
symboles
B : Induction Magnétique
C : Concentré
EMT : Etudes Métallurgiques
Fa: Force de friction
Fbg: Force de Bagnold
Fc : Force centrifuge
Fd ou T: Trainée hydrodynamique
Fg : Force de pesanteur
FM : Fraction Magnétique
Gécamines : Générale des carrières
et des mines
??- : Intensité de Champ Magnétique
IMSC Group: International Minerals Separation Components group
?? : Polarisation Magnétique
k : Susceptibilité Magnétique Volumique
-
M: Magnétisation
R ou Rdt pondéral: Rendement pondéral de
concentration
Rdt Co Con : Rendement cobalt dans le concentré
Rdt Co Mixte : Rendement cobalt dans la fraction mixte
Rdt Cu Con : Rendement cuivre dans le concentré
Rdt Cu Mixte : Rendement cuivre dans la fraction mixte
S.I : Système international
SMBI : Séparateur Magnétique à Basse
Intensité
SMHG : Séparateur Magnétique à Haut
Gradient
SMHI : Séparateur Magnétique à Haute
Intensité
ô: Taux de concentration
?: Perméabilité Magnétique
?: Rendement de récupération
Vp : Vitesse particule
ix | P a g e
Liste des figures
Figure I.1.Flow sheet de la laverie de Kamatanda 4
Figure II.1.Boite d'alimentation d'une spirale Humphreys 8
Figure II.2.Une spirale Humphreys 9
Figure II.3.Répartition des minéraux sur une
spirale 11
Figure II.4.Spirale Washwaterless 12
Figure II.5. Spirale Wash water 12
Figure II.6.mouvement des électrons 16
Figure II.7.Présentation des moments magnétiques
dans un corps paramagnétique (a) en
absence et (b) en présence d'un champ magnétique
externe 20
Figure II.8.Présentation des moments magnétiques
dans un corps ferromagnétique 21
Figure II.9.Représentation des moments magnétiques
dans un matériau antiferromagnétique22
Figure II.10.Représentation des moments magnétiques
dans un matériau ferrimagnétique 23
Figure II.11.Illustration du principe de fonctionnement d'un
séparateur magnétique 24
Figure II.12.Principe de séparation SMHI en voie humide en
utilisant des billes Ferro
magnétiques 25
Figure II.13.Séparateur
magnétique à haute intensité en voie humide du type WHIMS
3*4L
pesant environ 320 kg 26
Figure III.1.Schematisation de la préparation de
l'échantillon 30
Figure III.2.Photo du conditionneur DENVER et de la pompe
centrifuge d'alimentation 33
Figure III.3.Photo de la batterie des spirales Humphreys et de la
pompe centrifuge de
recirculation 34
Figure III.4.Schema général du processus de
concentration 36
Figure III.5.Schéma des essais de concentration sur
spirale 38
Figure III.6.Schéma de fonctionnement du circuit de
traitement 38
Figure III.7.Schéma des essais de concentration
magnétique 43
Figure IV.1.Courbe de répartition granulométrique
de l'échantillon 47
Figure IV.2.Evolution du rendement de concentration en fonction
de l'ouverture cuillère 48
Figure IV.3.Evolution de la teneur en cuivre en fonction de
l'ouverture cuillère 49
Figure IV.4.Evolution du rendement de récupération
en fonction du débit d'alimentation 50
Figure IV.5.Evolution de la teneur en cuivre en fonction du
débit d'alimentation 50
x | P a g e
Figure IV.6.Evolution du rendement de
récupération en fonction du pourcentage solide pulpe
52
Figure IV.7.Evolution de la teneur en cuivre en fonction du
pourcentage solide 52
Figure IV.8. Evaluation des résultats des essais de
concentration magnétique 56
Figure IV.9. Bilan global de concentration 58
xi | P a g e
Liste des tableaux
Tableau II.1.Classification des séparateurs
magnétiques 23
Tableau III.1. Valeurs des paramètres utilisées
pour la Ière série d'essais 37
Tableau III.2.Parametres utilisés pour la
IIème série d'essais 39
Tableau III.3. Paramètres utilisés pour la
IIIème série d'essais 40
Tableau IV.1.Mineraux constitutifs de l'échantillon et
leurs valeurs de densité et de
susceptibilité magnétique(Kalongo. 2016)
;(Vuninga. 2020); (Dahlin. 1993) 45
Tableau IV.2.Résultats de l'analyse chimique de
l'échantillon 46
Tableau IV.3.Résultats de l'analyse
granulométrique de l'échantillon 46
Tableau IV.4.Résultats de la première
série d'essais 48
Tableau IV.5.Résultats de la deuxième
série d'essais (variation débit d'alimentation) 50
Tableau IV.6.Résultats de troisième série
d'essais (variation pourcentage solide) 51
Tableau IV.7.Conditions opératoires sur
séparateur magnétique 53
Tableau IV.8.Résultats du test de concentration
magnétique sur le rejet non broyé 54
Tableau IV.9.Résultats de l'essai de concentration
magnétique avec le rejet broyé 55
Tableau IV.10. Bilan global de concentration 57
xii | P a g e
1 | P a g e
Introduction générale
La laverie de KAMATANDA alimente actuellement le circuit de
lixiviation en tas des usines hydrométallurgiques de SHITURU pour la
production d'un lixiviat principalement de cuivre. Les minerais alimentant la
laverie de KAMATANDA subissent successivement une fragmentation, un lavage et
une classification granulométrique. De cette classification
granulométrique, trois fractions en résultent à savoir :
les -30 mm +1mm destinées à la lixiviation en tas ; les -1 mm
+0,8 mm et les -0,8 stockées comme rejets.
La capacité de traitement de la laverie de KAMATANDA
est estimée à 3000 tonnes sèches par jour et se subdivise
en fonction des différentes fractions granulométriques en 1500
tonnes sèches par jour pour la fraction des -30 mm à +1 mm, 780
tonnes sèches par jour pour la fraction des -1 mm à +0,8 mm et
720 tonnes sèches par jour pour la fraction des -0,8 mm.
La forte demande du cuivre sur le marché international
et le besoin d'avoir une alimentation continue des usines
hydrométallurgiques de SHITURU, a poussé la Gécamines
à penser aux diverses sources d'alimentation, notamment la valorisation
des rejets de la laverie de KAMATANDA. En effet, c'est depuis 2018 que la
laverie de KAMATANDA lave les minerais cupro-cobaltifères oxydés
de la mine à ciel ouvert de KAMATANDA.
Plusieurs études ont été initiées
sur la valorisation de ces rejets dont la nôtre qui a pour but de
valoriser uniquement la fraction inférieure à 0,8 mm titrant
généralement 1,44 % pour le cuivre et 0,12% pour le cobalt par la
concentration gravimétrique sur spirale et magnétique. Pour cette
étude, la plage granulométrique alimentée dans le circuit
est comprise entre - 0,8 mm et +53
?m.
Ces deux méthodes de concentration présentent
des coûts opératoires relativement faibles étant
donné qu'elles n'exigent aucun réactif particulier. Pour la
concentration sur spirale, les paramètres qui seront
étudiés sont l'ouverture de la cuillère (collecteur du
concentré), le débit d'alimentation de la pulpe et le pourcentage
solide de la pulpe. Le rejet spirale sera valorisé par séparation
magnétique. Au terme de la réalisation de ces essais, un bilan
métallurgique sera fait pour comparer les résultats obtenus aux
critères d'alimentation des usines hydrométallurgiques de
SHITURU.
Pour bien aborder ce sujet et répondre ainsi aux
attentes de l'entreprise, ce travail a été réalisé
au laboratoire et à l'usine pilote de la division minéralurgique
du département d'études
2 | P a g e
métallurgiques de la Gécamines et comprendra
deux parties essentielles reprises dans les lignes qui suivent outre
l'introduction et la conclusion :
? La première, essentiellement bibliographique ;
comprendra une présentation de la mine et de laverie de Kamatanda, des
notions générales sur les techniques de concentration des
minerais et particulièrement les techniques gravimétrique sur
spirale et magnétique;
? La seconde partie, reprendra les matériels et
méthodes utilisés ainsi que la présentation et l'analyse
des résultats.
3 | P a g e
Présentation de la mine et de la
laverie
de kamatanda
I.1. Mine à ciel ouvert de kamatanda I.1.1.
Historique
La dénomination « KAMATANDA » est tirée
du nom d'un petit cours d'eau situé à l'ouest de ce qui sera la
mine à ciel ouvert de KAMATANDA. Les grandes dates de cette mine sont
les suivantes (Mbwisha. 2021) :
· 1901 : indice d'exploitation artisanale dans la
contrée de KAMATANDA par les habitants de cette contrée ;
· De 1923 à 1925 : prospection minière
dans la contrée de KAMATANDA ;
· 1950 : découverture et début de
l'exploitation minière de la mine à ciel ouvert de KAMATANDA ;
· 1963 : Suspension de l'exploitation de la mine ;
· 2006 : début de l'exploitation artisanale de la
mine dans le cadre d'un partenariat entre la Gécamines et C.D.M ;
· 2015 : exploitation minière de la mine par la
Gécamines dans le cadre du projet « heap leaching » ayant pour
but l'alimentation des usines de SHITURU.
I.1.2. Localisation géographique
La mine à ciel ouvert de KAMATANDA est une
propriété de la GECAMINES SA exploitant un gisement d'une
superficie de 40,8 km2.
Elle est localisée au Nord-est de la ville de Likasi,
à 6,8 km des usines hydrométallurgiques de SHITURU, aux
coordonnées géographiques suivantes : 10°57'8,9» de
latitude Sud et 26°46'19,47» de longitude Est.
I.1.3. Cadre géologique et
minéralogique
La région du gisement est très
vallonnée, les terrains rencontrés dans la zone du gisement sont
de type Kundelungu et Roan moyen. Sur la route d'accès on descend
graduellement dans l'échelle stratigraphique jusqu'au Kundelungu
inferieur près de la mine. Elle se situe dans le flanc sud de
l'anticlinal de Kapolowe dans une roche du Roan extrusif. Les pendages sont
vers le Nord. L'aspect minéralogique de la mine nous montre que la
malachite et la chrysocolle sont
4 | P a g e
les formes minéralogiques principales du cuivre et le
cobalt s'y trouve sous forme d'Hétérogénite (Kabanda.
2020).
I.2. La laverie de kamatanda
D'une manière générale la laverie de
KAMATANDA est alimentée par des minerais de granulométrie allant
jusqu'à 400 mm et fournit trois fractions granulométriques :
? -30 mm à +1 mm : Fraction grossière (50% de la
production) ? -1 mm à +0,8 mm : Fraction fine (26% de la production) ?
-0,8 mm : Fraction fine (24 % de la production)
La fraction grossière est envoyée aux usines
hydrométallurgiques de SHITURU par camions alors que la fraction de -1
mm à +0,8 mm et la fraction inférieure à 0,8 mm sont
entreposées sur une aire de stockage en attendant une revalorisation
future (Mbwisha. 2021).
La figure I.1 présente le flow sheet de la laverie de
KAMATANDA.
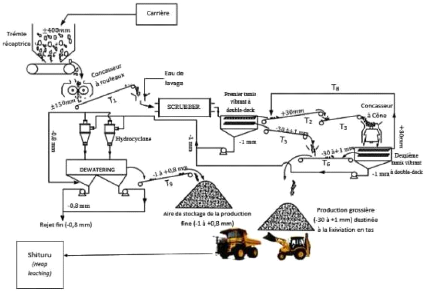
Figure I.1.Flow sheet de la laverie de
Kamatanda
(Mbwisha. 2021)
En effet, les minerais tout venant d'environs 400 mm sont
alimentés dans la trémie réceptrice ; puis grâce
à un déverseur, ces minerais sont envoyés dans le
concasseur à rouleaux où ils seront
5 | P a g e
concassés jusqu'à une granulométrie
d'environ 150 mm. A la sortie du concasseur, grâce à la bande
transporteuse T1, ces minerais sont envoyés au laveur (SCRUBBER). Le
lavage permet de débarrasser les minerais des particules de -1 mm
à envoyer par pompage au « dewatering » pour la production
fine et l'obtention des rejets usine. Ainsi, après passage des minerais
lavés dans le premier tamis vibrant à double-deck, les produits
suivants sont obtenus (Mbwisha. 2021) :
· Les minerais de granulométrie comprise entre
-30 mm et +1 mm qui constitue la production grossière de l'usine ;
· Les minerais de granulométrie +30 mm qui sont
envoyés à un deuxième concassage (concasseur à
cône). Après concassage, ces minerais passent par un
deuxième tamis vibrant à double deck, qui fournit à son
tour les produits de -1 mm à envoyer au dewatering, les produits de +30
mm à recirculer, c'est-à-dire à mélanger avec les
produits de sortie lavage. Et enfin les produits de granulométrie
comprise entre -30 et +1 mm qui constituent la production grossière
et
· Les produits de -1 mm sont traités au
dewatering pour obtenir la fraction fine (+0,8 mm) et le rejet de la laverie
(-0,8 mm).
I.3. Estimation de la quantité des rejets de la
laverie
La capacité de traitement de la laverie de KAMATANDA
est estimée à 3000 tonnes sèches par jour. Tenant compte
des données sur les proportions produites après classification
granulométrique et l'année de début de la production de la
laverie, la quantité des rejets ayant une granulométrie
inférieure à 0,8 mm pourrait être estimée à
maximum 1 296 000 tonnes sèches stockées sur une période
de 5 ans. Ce qui représente environ 18 662,4 tonnes sèches de
cuivre.
Les critères à observer pour l'alimentation de
l'unité de lixiviation en tank agité aux US sont :
· Un concentré ou un minerai ayant une teneur en
cuivre d'environ 3% ;
· Un d80 de 75 tm.
6 | P a g e
Synthèse bibliographique sur la
concentration des minerais
II.1. Généralités sur la
concentration
II.1.1. Introduction
A la sortie de la mine, le minerai se présente
généralement sous forme des gros blocs pouvant aller
jusqu'à 1 m de diamètre et présentant des teneurs
diverses. Une telle matière subit en premier lieu une opération
de fragmentation visant à libérer les éléments
valorisables contenus dans la matière hétérogène et
à réduire la taille de la matière à une
granulométrie dictée par les utilisateurs. En second lieu, une
opération de concentration ou d'enrichissement est
généralement nécessaire. Elle consiste en une
séparation des constituants d'une matière suivant l'espèce
en se basant sur la différence des propriétés physiques de
masse ou physico-chimiques de surface : couleur, réflectivité,
forme, transparence, réfraction, radioactivité,
perméabilité magnétique, conductivité
électrique, poids spécifique, dimension, forme,
mouillabilité superficielle (Kalenga. 2016).
II.1.2. Méthodes de concentration
L'existence des plusieurs propriétés
exploitables dans la concentration conduit à un grand nombre de
méthodes de concentration connues de nos jours. Les méthodes de
concentration peuvent être classées selon plusieurs
critères, la classification suivante est faite selon les
propriétés intervenant dans le mécanisme de concentration
(Kalenga. 2016) :
? Concentration par triage manuel et
mécanique
Le triage manuel et mécanique est basé sur la
différence de couleur, de réflectivité et de forme des
minéraux en présence.
? Concentration
gravimétrique
La concentration gravimétrique regroupe l'ensemble des
méthodes de concentration dont la propriété
exploitée pour la séparation est le poids spécifique des
minéraux qui entre en compétition avec la dimension et la forme
des particules. Les forces qui interviennent sont la pesanteur, la
résistance hydraulique et la force centrifuge. Quatre méthodes
ont été mises au
7 | P a g e
point industriellement, il s'agit de la méthode de la
nappe pelliculaire fluente, de l'accélération
différentielle, des milieux denses et des procédés
utilisant la centrifugation.
? Concentration magnétique
La concentration magnétique est une méthode de
séparation des constituants magnétiques des non
magnétiques. Mais seules quelques substances, dont le prototype est le
fer doux, sont naturellement magnétiques. Cependant lorsqu'ils sont
soumis à l'action d'un champ magnétique tous les minéraux,
à des degrés divers sont perméables au champ.
? Concentration
électrostatique
La méthode de concentration électrostatique
consiste en une séparation des constituants conducteurs de non
conducteurs. Son application nécessite la présence conjointe de
deux phénomènes qui sont l'existence d'un champ électrique
d'intensité suffisante pour pouvoir dévier une particule
chargée électriquement et l'existence d'une polarité de la
particule.
? Concentration par flottation
La flottation est une méthode de concentration
exploitant la susceptibilité qu'ont certains minéraux de mouiller
leur surface. Le mécanisme de flottation consiste en la formation, avec
certains minéraux, d'un complexe plus léger que l'ensemble
restant, sur lequel ce complexe peut flotter et dont il peut être
séparé. Ce procédé est très différent
d'une simple séparation par différence de densité entre
solides.
Dans ce travail, nous nous attarderons beaucoup plus sur la
concentration sur spirale, qui est l'une des méthodes de concentration
gravimétriques, et sur la concentration magnétique qui sont les
méthodes de concentration utilisées pour cette étude.
II.2. Concentration sur spirale
II.2.1. Introduction
En tant que technologie de séparation par
gravité la plus simple, et sans doute la plus efficace, les
concentrateurs à spirale jouent depuis longtemps un rôle important
dans le traitement des minéraux. Le concentrateur à spirale est
l'un des dispositifs les plus efficaces et les moins coûteux pour la
concentration gravimétrique des minerais. Les spirales
nécessitent un minimum de maintenance et d'entretien et offrent un
fonctionnement unitaire relativement simple qui se traduit par des faibles
coûts d'investissement et d'exploitation. Ceci, couplé à un
traitement sans réactif, fournit un procédé souhaitable du
point de vue environnemental et économique.
8 | P a g e
Elle est utilisée principalement pour concentrer les
minerais de fer, pour lesquels elle produit un premier concentré de
nettoyage, mais de teneur généralement insuffisante pour des
étapes d'extraction ultérieure. Son utilisation n'est cependant
pas limitée aux minerais de fer. On s'en sert aussi pour les minerais
d'ilménite, pour le traitement du charbon et pour la concentration du
mica et du graphite (Bouchard. 2001).
II.2.2. Description et principe de fonctionnement d'une
spirale Humphreys
? Description
Humphreys introduit la méthode de concentration sur
spirale en 1947 (Apodaca. 1990). Le premier model est fait en métal,
parfois en ciment pourvu d'un trou et utilisé dans le traitement de
minerais de fer, de chromite et aussi dans d'autres applications
(Lalafandeferana. 2009).
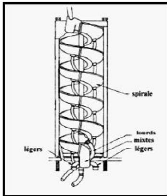
Une spirale est un appareil de séparation
gravimétrique par nappe pelliculaire fluente. Elle est constituée
:
y' D'une boite d'alimentation : servant à alimenter
l'appareil ;
y' D'une coquille (hélice) : constituée d'un ou
plusieurs pas ;
y' Et d'une boite de sortie : servant à séparer le
minerai traité et à son évacuation.
L'une des spécificités de la spirale est
qu'elle ne comprend pas d'organe en mouvement, ce qui explique en partie sa
faible consommation d'énergie (EK C. 1973).
Une illustration d'une boite d'alimentation et d'une spirale
Humphreys est faite à la figure II.1 et II.2.

Figure II.1.Boite d'alimentation d'une spirale
Humphreys
(Lalafandeferana. 2009)
9 | P a g e
Figure II.2.Une spirale Humphreys
(Lalafandeferana.
2009)
Les principaux phénomènes responsables de la
séparation des particules sur une spirale sont (Lalafandeferana. 2009)
:
V' La sédimentation V' La
centrifugation
La séparation sur spirale est basée sur la
différence de gravité spécifique présente dans une
suite minérale d'alimentation. Lorsqu'ils sont alimentés avec un
mélange de pulpe diluée de minéraux de densités
spécifiques différentes, les minéraux plus légers
sont plus facilement mis en suspension par l'eau et atteignent des vitesses
tangentielles relativement élevées de sorte qu'ils grimpent vers
le bord extérieur de l'auge en spirale. Dans le même temps, les
grains non suspendus plus lourds migrent par saltation le long de la partie la
plus basse de la section transversale de la spirale. La saltation est
définie comme un mouvement non linéaire qui est une combinaison
de roulement et de rebond. Dans certains modèles, la boue est
sélectivement dirigée avec des séparateurs de produit
réglables dans les orifices de sortie de décharge du produit le
long de l'hélice. D'autres modèles utilisent des
protubérances pour agiter la boue qui coule et aider à
libérer les minéraux piégés pour une meilleure
récupération. Enfin, certains modèles utilisent l'ajout
d'eau de lavage à divers points de la colonne pour un lavage plus
efficace du concentré. Le modèle spécifique requis pour
une séparation précise dépend des besoins d'une
application spécifique.
Comme la plupart des dispositifs de concentration qui
utilisent des principes de séparation physiques, la spirale fonctionne
mieux avec une alimentation de taille raisonnablement
10 | P age
proche mais, dans certains cas, l'unité a une certaine
tolérance pour de larges gammes de tailles. En général,
une limite de taille grossière serait d'environ 20 mesh (Tyler
Standard), soit 1 mm, et une limite fine d'environ 325 mesh (45 microns). Pour
de meilleures performances, l'alimentation doit être relativement exempte
de boues, car une teneur élevée en boue peut agir comme un
"milieu lourd" et diminuer les différences effectives de gravité
spécifique entre les minéraux à séparer. En
règle générale, une boue de -325 mesh (-45 microns)
dépassant 5% en poids de l'alimentation en spirale peut réduire
l'efficacité ; et le déschlammage, en tant qu'étape de
pré-concentration, doit être évalué. Si la
quantité de boue dépasse 10 % en poids, le déschlammage
avant la concentration en spirale entraînera presque certainement une
amélioration des performances de la spirale. Une différence de
gravité spécifique d'au moins 1 est nécessaire entre les
particules légères et lourdes pour réussir une
séparation par gravité (IMSC group. 2018).
La concentration sur spirale nécessite plusieurs
forces dont la plupart d'entre elles n'est pas mesurable, cinq forces
principales peuvent être citées, étant donné que le
vecteur résultant de ces cinq forces détermine la particule dans
la gouttière de la spirale (De Souza. 2009) :
y' La force de pesanteur Fg : agi sur le diamètre d et
la densité ó de la particule submergée dans le
fluide (eau) de densité ?? en donnant :
???? = ?? 6 ???? 3(??-?)g II.1
y' La force centrifuge Fc : cette force provoque le mouvement
radial dirigeant des particules légères vers la paroi de la
gouttière de rayon r à une vitesse vp.
???? =
II.2
??3
?? ??(ó-?)???? 2
6 ??
y' La trainée hydrodynamique Fd ou T : cette force est
exercée sur la particule dans la nappe pelliculaire suite au contact de
celle-ci avec le fluide (eau) en donnant :
????= ????????? 2h sin ? II.3
4
y' La force de Bagnold FBg : incite les particules
les plus grosses (>100um) à se mouvoir vers le dessus du lit,
là où les contraintes de cisaillement sont minimales et les plus
petites vers le haut où les contraintes de cisaillement sont maximales
à la façon inverse d'un classificateur.
???? ??(??????) =
0,04??(ødp)2(????
????)2 II.4
11 | P a g e
? La force de friction Ff : causée par la
surface de la gouttière qui s'oppose au mouvement des particules.
???? = ???? tan ? II.5
Avec FN la force normale (Kalongo.
2016).
Une illustration de la répartition des particules
minérales sur une spirale en fonction de leurs densités est faite
sur la figure II.3.
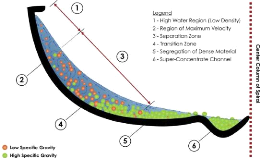
Figure II.3.Répartition des minéraux sur une
spirale
(IMSC group. 2018)
II.2.3. Catégories des séparateurs en
spirale
Il existe plusieurs manières de classer les spirales,
elles peuvent être groupées selon la fabrication (en tenant compte
des caractéristiques physiques de la conception), selon les
caractéristiques de l'alimentation (teneur en élément
utile, la granulométrie, ...), etc
Cependant les spirales peuvent être classées en
deux grands types(Lalafandeferana. 2009) : ? Les spirales
Washwaterless
Ce type de spirale est utilisé dans la plupart des
applications, en particulier pour concentrer les minerais à faible
teneur. La seule eau nécessaire est ajoutée avec les solides
avant d'introduire l'alimentation dans la spirale. Les concentrés sont
retirés soit par le bas directement dans la boîte de produit, soit
à plusieurs points de prélèvement intermédiaires le
long de la spirale. Ce type de spirale est utilisé à l'usine
pilote de minéralurgie à la GCM/EMT. Une illustration de cette
catégorie de spirale est faite à la figure II.4.

12 | P a g e
Figure II.4.Spirale Washwaterless
(IMSC group.
2018)
? Les spirales Wash Water
Les spirales Wash Water nécessitent l'ajout d'eau
à divers points le long de la spirale et fournissent donc un «
lavage » du concentré, c'est-à-dire qu'elles évacuent
la gangue légère de la bande de concentré. La conception
de ce type de spirales, et en particulier le système d'eau de lavage, a
été développé pour répondre aux besoins des
producteurs modernes. La coupelle d'eau de lavage ouverte minimise la
possibilité de colmatage tout en offrant un débit variable et un
contrôle ponctuel au niveau de l'auge en spirale. La quantité
d'eau de lavage et sa distribution dans la cuve en spirale peuvent être
ajustées pour répondre aux exigences de fonctionnement. Le
contrôle ponctuel minimise les besoins totaux en eau en dirigeant
efficacement l'eau dans la pâte qui s'écoule à l'angle le
plus efficace.
Une illustration de ce type de spirale est faite à la
figure II.5.

Figure II.5. Spirale Wash water
(IMSC group.
2018)
13 | P a g e
II.2.4. Paramètres opératoires
Les procédés gravimétriques sont simples
et ne comportent que peu de variables opératoires, les principales
variables opératoires sur la spirale Humphreys sont la
granulométrie, le débit d'alimentation de la pulpe, le
pourcentage solide de l'alimentation, le débit d'eau de lavage et la
position des cuillères (collecteur de concentré) (Kalongo.
2016).
? La granulométrie
Les spirales ont une limitation dans la plage
granulométrique qui peut être traitée efficacement, cela
est dû à la géométrie générale et
à la conception. La gamme de taille la plus efficace se situe entre 45
et 500 tm dans les applications de sables minéraux lourds (Bornman.
2020).
La teneur en boue dans l'alimentation est aussi un facteur
influant sur les performances de la spirale. Les boues sont définies
comme des particules présentes dans l'alimentation et ayant une
granulométrie inférieure à 45 t (Bornman. 2020). Pour de
meilleures performances, l'alimentation doit être relativement exempte de
boues (-45 t), car une teneur élevée en boue peut agir comme un
"milieu lourd" et diminuer les différences effectives de gravité
spécifique entre les minéraux à séparer. En
règle générale, une boue dépassant 5% en poids de
l'alimentation en spirale peut réduire l'efficacité, et le
déschlammage, en tant qu'étape de pré-concentration, doit
être évalué. Si la quantité de boue dépasse
10 % en poids, le déschlammage avant la concentration sur spirale
entraînera presque certainement une amélioration des performances
de la spirale(Bornman. 2020).
? Le débit de la pulpe
Un accroissement du débit de pulpe fait augmenter la
vitesse de descente de la pulpe dans le couloir, de sorte que la vitesse
tangentielle des solides augmente, de même que la force centrifuge qui
s'y applique, dans ces conditions, plus de solides sont refoulés vers
l'extérieur. La conséquence de ce phénomène est que
plus de particules mixtes se dirigent au rejet, de sorte que le rendement
métal décroit au concentré, sa teneur augmente par le fait
même. Une baisse de débit a l'effet contraire (Kalongo. 2016). Les
fluctuations du débit d'alimentation affecteront la qualité du
concentré puisque la largeur de la bande de concentré changera
(IMSC group. 2018).
14 | P age
? Le débit de l'eau de lavage
L'eau de lavage, lorsqu'elle est utilisée, arrive
presque perpendiculairement à la direction d'écoulement du flot
de pulpe. C'est-à-dire que, si son débit croît, la strate
de particules de plus petite masse volumique, souvent des particules mixtes,
qui continue à subsister sur le dessus de la strate de particules de
haute densité est décapée et entrainée vers
l'extérieur du couloir de façon plus rapide et efficace. Il en
résulte un refoulement dans cette zone des particules mixtes, donc une
baisse de rendement métal au concentré, mais une augmentation de
sa teneur. Evidemment, un débit moindre a l'effet contraire (Kalongo.
2016).
? Le positionnement du collecteur de
concentré
Une concentration efficace dépend de la
sélection appropriée des orifices de prélèvement et
des ouvertures du séparateur utilisé (IMSC group. 2018).
L'ajustement des ouvertures de récupération du
concentré est la seule variable opératoire modifiée
systématiquement et au besoin dans l'usine. Son effet est simple
à déduire ; un degré d'ouverture plus grand permet une
récupération plus complète des particules denses, de sorte
que les solides résiduels ayant échappé aux ouvertures ont
une teneur moindre. Il en résulte un concentré final plus pauvre
et un rendement métal plus élevé. Une ouverture plus
petite a l'effet contraire (Bouchard. 2001).
? Le pourcentage solide de
l'alimentation
Enfin, La concentration de la pulpe de l'alimentation peut
varier selon les cas de 15 à 40 % en solides (généralement
25 à 30 %) (Kalongo. 2016).
Au cours des essais, les différents paramètres
peuvent être modifiés pour obtenir les résultats de
séparation souhaités, en gardant à l'esprit qu'une spirale
atteindra normalement un rapport de valorisation de 3/1 (rapport entre la
qualité du concentré et la qualité d'alimentation en
minéraux lourds). Par conséquent, comme avec la plupart des
concentrateurs gravitaires, un schéma de traitement à plusieurs
passages est souvent nécessaire pour obtenir la qualité et la
récupération souhaitées des minéraux lourds (IMSC
group. 2018).
II.3. Concentration magnétique
II.3.1. Introduction
Les phénomènes magnétiques sont connus
et exploités depuis de nombreux siècles. Les premières
expériences avec le magnétisme impliquaient la magnétite,
le seul matériau qui se
15 | P a g e
produit naturellement à l'état
magnétique. L'importance pratique de l'attraction magnétique en
tant que forme précurseur de la séparation magnétique a
été reconnue en 1792, lorsque W. Fullarton a obtenu un brevet
anglais pour la séparation du minerai de fer par attraction
magnétique. Depuis lors, la science et l'ingénierie du
magnétisme et de la séparation magnétique ont
progressé rapidement et un grand nombre de brevets ont été
délivrés. Alors que la séparation des constituants
intrinsèquement magnétiques était une des premières
applications naturelles du magnétisme, le séparateur de
Wetherill, conçu en 1895, était une innovation importante. Elle a
démontré qu'il était possible de séparer deux
composants, tous deux généralement considérés comme
non magnétiques. Dans la période qui a suivi, divers types de
séparateurs magnétiques secs à disque, à tambour et
à rouleau ont été développés, bien que le
spectre des minéraux pouvant être traités par ces machines
se soit limité à des matériaux plutôt grossiers et
modérément magnétiques. Depuis la fin du
XIXème siècle, il y a eu une expansion constante
à la fois de l'équipement disponible et de la gamme de minerais
auxquels la séparation magnétique est applicable. Le
développement des matériaux magnétiques permanents et
l'amélioration de leurs propriétés magnétiques ont
été les principaux moteurs de l'innovation dans la
séparation magnétique (Svoboda. 2004).
II.3.2. Aperçu général sur la
séparation magnétique ? Principes
Un champ magnétique est une région de l'espace
où une force magnétique fait sentir son influence. Par exemple,
le champ magnétique terrestre permet de s'orienter en affectant
l'aiguille de la boussole. Celle-ci va alors suivre les lignes du champ
magnétique terrestre pour s'aligner vers le pôle positif, ce qui
permet de s'orienter. Sous l'effet d'un champ magnétique, les corps vont
réagir de différentes façons. S'ils sont
Diamagnétiques, la matière répond par un champ
magnétique opposé à celui qui lui est appliqué, ce
qui annule son effet ; Paramagnétiques, la matière
répond par une aimantation dirigée vers le même sens que
celui du champ imposé, ce qui l'attire vers les pôles ;
Ferromagnétiques, s'aimantent fortement sous l'effet d'un champ
magnétique et ceci même après la disparition de ce dernier
(Will. 1998).
La séparation magnétique est utilisée
pour la concentration des matériaux magnétiques et pour
l'élimination des particules magnétisables des flux de fluides.
La séparation est réalisée en faisant passer les
suspensions ou les mélanges de particules dans un champ
magnétique non homogène. Ce processus conduit à une
rétention ou déviation préférentielle des
particules magnétisables. Le même objectif est souvent atteint de
manière très différente, les caractéristiques
communes étant une compétition entre un large spectre de forces
de diverses
16 | P age
amplitudes et portées. Dans la séparation
magnétique, la force externe de séparation est la force
magnétique. La séparation d'un matériau d'un autre ou
l'élimination des particules magnétisables des flux
dépendent de leur mouvement en réponse à la force
magnétique et à d'autres forces externes concurrentes, à
savoir les forces gravitationnelles, inertielles, hydrodynamiques et
centrifuges. Les forces inter particulaires d'origine
électromagnétique et électrostatique contribuent au
scénario global(Svoboda. 2004).
? Propriétés magnétiques des
matériaux
Le magnétisme représente un ensemble de
phénomènes physiques dans lesquels les objets exercent des forces
attractives ou répulsives sur d'autres matériaux. Les courants
électriques et les moments magnétiques des particules
élémentaires fondamentales sont à l'origine du champ
magnétique qui engendre ces forces. Tous les matériaux sont
influencés, de manière plus ou moins complexe, par la
présence d'un champ magnétique, et l'état
magnétique d'un matériau dépend de sa température
(et d'autres variables telles que la pression et le champ magnétique
extérieur) de sorte qu'un matériau peut présenter
différentes formes de magnétisme selon sa température. Les
propriétés magnétiques des matériaux proviennent
des courants électriques existant à l'échelle
microscopique en leur sein. Il existe donc (Vuninga. 2020) :
V' Le mouvement orbital : c'est le mouvement des
électrons autour de noyau ; V' Le mouvement de spin : c'est le
mouvement de rotation de l'électron ;
Figure II.6.mouvement des
électrons
(Vuninga. 2020)
V' L'électron (blanc) : particule portant une
charge négative et tournant autour du noyau ;
V' Le proton (rouge) : particule portant une charge
positive et située dans le noyau, pesant environ 1850 fois la masse de
l'électron ;
V' Le neutron (bleu) : particule sans charge,
située dans le noyau, pesant la même masse que le proton.
Les aimants permanents possèdent des moments
magnétiques permanents à l'origine du ferromagnétisme.
Cependant, la plupart des matériaux ne possèdent pas de moments
permanents. Parmi ces derniers, certains sont attirés par la
présence d'un champ magnétique (paramagnétisme); d'autres
sont au contraire repoussés par celui-ci (diamagnétisme) ;
d'autres encore ont une relation beaucoup plus complexe avec un champ
magnétique appliqué (antiferromagnétisme) (Vuninga.
2020).
? Définitions des grandeurs fondamentales du
magnétisme ? Champ magnétique et
magnétisation
Lorsque l'on décrit un champ magnétique, deux
entités distinctes sont employées : l'intensité
? ? ? ?
de champ magnétique ??
|
et la densité de flux magnétique (ou induction
magnétique) ??
|
. ??
|
et ??
|
|
sont deux grandeurs vectorielles pourvues d'une direction et
d'une norme, s'exprimant respectivement dans le S.I (système
international d'unités) en Ampère par mètre (A/m) et en
Tesla (1T= 10000 Gauss). Dans le vide, ces deux grandeurs ne sont pas
indépendantes et sont reliées par la relation (Yoann R., 2020)
:
Où 1u0 est la
perméabilité magnétique du vide et est égale
à 4ð.10-7 Henry par mètre (H/m). La
perméabilité magnétique de l'air est de 37.10-6
% et supérieure à celle du vide (Cullity et al.,2008).
Cette relation n'est plus valable à l'intérieur
d'une matière aimantée de magnétisation
???
|
. La
|
|
densité de flux magnétique totale devient alors
:
= 1u0(??
? ) II.7
?
??
? +??
17 | P a g e
La magnétisation ??? , de
même dimension que ??? , est définie par le rapport du
moment magnétique total 1u?? des dipôles et du
volume V, tel que :
??? = 1u?? II.8
??
Dans la convention de Kennelly, particulièrement
privilégiée par les ingénieurs électriciens, la
densité de flux magnétique ??? est donnée par la relation
(Svoboda. 2004) :
??? = 1u0??? + ?? II.9
?
Où ?? est la polarisation magnétique qui est
reliée à ??
|
par la relation :
|
|
?
?? = P0?? II.10
La polarisation magnétique ?? s'exprime en Tesla. La
densité de flux magnétique inclut la
?
contribution de l'aimantation ??
|
, qui est définie comme le moment dipolaire
magnétique d'un
|
|
corps par unité de volume ou polarisation ??
définie par l'équation ci-dessus. ? Susceptibilité et
perméabilité magnétique
Généralement, l'aimantation
(magnétisation) d'un matériau dépend du champ
magnétique agissant sur lui. Pour de nombreux matériaux,
l'aimantation ??? est proportionnelle à
l'intensité
? ?
du champ magnétique ?? (du moins quand ?? n'est pas
trop élevée), ainsi leur relation est telle que (Svoboda. 2004)
:
?
= k?? II.11
?
??
Où k, la susceptibilité
magnétique volumique, est une propriété physique du
matériau représentant sa faculté à s'aimanter sous
l'action d'une excitation magnétique (Coey. 2010).
ont alors la même dimension et k est une
variable sans dimension. La susceptibilité
? ?
?? et ??
??? = P0(1+k)???
|
?
= P0P????
|
?
=P??
|
II.14
|
|
magnétique peut être reliée à la
perméabilité magnétique relative Pr du
matériau, telle que :
P?? = 1 + k II.12
La perméabilité relative P?t
est définie à partir de la perméabilité
magnétique P. La perméabilité magnétique
est une grandeur caractérisant la capacité d'un matériau
à modifier la densité de
?
flux magnétique ?? , c'est-à-dire à
modifier les lignes de flux magnétique. La perméabilité
magnétique et la perméabilité relative sont reliées
par la relation suivante :
P = PrP0 II.13
Où P s'exprime en Henry par mètre (H/m)
et Pr est sans dimension.
En combinant, les équations II.11 et II.7, la
densité de flux magnétique ??? devient :
18 | P a g e
? ?
Cette relation est valable lorsque le matériau est
isotrope et linéaire, M
|
et H
|
ont la même
|
|
19 | P a g e
direction. Cependant, la relation n'est pas
complétement valable dans le cas de matériau
ferromagnétiques.
La susceptibilité ou la perméabilité
peut être utilisée pour caractériser un matériau. La
susceptibilité magnétique volumique prend des valeurs proches de
0, positives et négatives, jusqu'à des valeurs supérieures
à 1 pour différents matériaux.
? Classification magnétique des
matériaux
La classification des matériaux est attribuable
à l'alignement des moments magnétiques des atomes lorsqu'ils sont
exposés à un champ magnétique indépendamment de
l'agitation thermique. Tous les matériaux présentent des
propriétés magnétiques, quels que soient leur état
et leur composition (Svoboda,2004). La plus grande différence se situe
par rapport aux comportements qu'ils affichent en présence d'un champ
magnétique. Ces comportements représentent les
propriétés magnétiques du matériau en
présence. Selon leurs propriétés magnétiques, les
matériaux peuvent être classés en cinq groupes de
base(Yoann. 2020) :
Les diamagnétiques, les paramagnétiques, les
ferromagnétiques, les antiferromagnétiques et les
ferrimagnétiques.
Les trois derniers groupes ont généralement de
très hautes valeurs de susceptibilités magnétiques et sont
fréquemment appelés « ferromagnétiques » au sens
large du terme.
? Les matériaux diamagnétiques
Ce type de matériaux est caractérisé par
une susceptibilité relative négative de faible amplitude et de
l'ordre de 10-9(SI). Le phénomène de
diamagnétisme se caractérise par la modification du mouvement
orbital des électrons autour du noyau atomique par l'application d'un
champ magnétique externe. Le courant induit par ce champ
magnétique donne lieu à un moment magnétique
supplémentaire, autrement dit une faible aimantation est
créée. Cependant, cette aimantation crée un champ
magnétique opposé au champ magnétique externe. Ainsi,
à l'approche d'un champ magnétique, un matériau
diamagnétique est repoussé (Yoann. 2020).
La susceptibilité magnétique pour ce type de
matériaux est totalement indépendante de la température.
Un grand nombre de matériaux inorganiques et quasiment toutes les
molécules organiques sont diamagnétiques. Dans beaucoup de
matériaux, le diamagnétisme est prédominé par les
effets de paramagnétisme et de ferromagnétisme (Svoboda.
2004).
20 | P a g e
? Les matériaux paramagnétiques
Dans les matériaux paramagnétiques, chaque
molécule possède un moment magnétique. En l'absence de
champ magnétique, les orientations des moments magnétiques des
particules sont aléatoires et en moyenne nulle. Par contre si l'on
applique un champ magnétique externe, ces derniers s'alignent avec le
champ, une aimantation apparait et est dirigée dans le sens du champ
appliqué. La susceptibilité magnétique est très
petite mais positive de l'ordre de 10-5 à
10-6(SI). Elle varie en raison inverse de la température en
obéissant à la loi de Curie suivante (Brissonneau. 1997) :
Xr = II.15
T
Avec T : la température absolue en Kelvin (K) C : la
constante de Curie telle que :
Où : c est une constante, n est le nombre de
dipôles magnétiques, ?M est le moment
magnétique et k est la constante de Boltzmann.
Une présentation des moments magnétiques dans
un corps paramagnétique en présence et en absence d'un champ
magnétique est faite à la figure II.7.
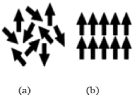
Figure II.7.Présentation des moments
magnétiques dans un corps paramagnétique (a) en
absence et (b)
en présence d'un champ magnétique externe
(Mbwisha. 2021)
? Les matériaux ferromagnétiques
Le phénomène de ferromagnétisme est le
phénomène à l'origine des champs magnétiques les
plus importants et est responsable du phénomène bien connu du
magnétisme. Un matériau
21 | P a g e
ferromagnétique est attiré par un champ
magnétique. La susceptibilité magnétique d'un
matériau ferromagnétique est supérieure à
1(Svoboda. 2004).
Les matériaux ferromagnétiques ont une
propriété de s'aimanter même en l'absence d'un champ
magnétique. Lorsque le matériau est excité par un champ
d'excitation, ses moments magnétiques atomiques sont orientés
dans le même sens sur des petits domaines (interaction de proche en
proche entre les atomes). Donc, la valeur de leur aimantation est très
grande. Même après la suppression progressive de ce champ, le
matériau conserve une aimantation. Ces matériaux ont aussi une
température de curie, au-dessus de laquelle ils deviennent
paramagnétiques donc il est caractérisé par la loi de
curie comme suit(Brissonneau. 1997):
??
Xr = II.17
T-Tc
Une présentation des moments magnétiques dans
un corps ferromagnétique est faite à la figure II.8.

Figure II.8.Présentation des moments
magnétiques dans un corps ferromagnétique
(Brissonneau.
1997)
La susceptibilité magnétique d'un
matériau ferromagnétique est dépendante de la
température, diminuant d'un maximum à la température T = 0
K, jusqu'à un point critique à la température de Curie Tc.
Au-delà de Tc, un matériau ferromagnétique se comporte
comme un matériau paramagnétique. La susceptibilité
magnétique ne suit pas la relation de Curie mais la relation de
Curie-Weiss telle que décrite ci-haut (Yoann. 2020).
? Les matériaux antiferromagnétiques
Les matériaux antiferromagnétiques
étaient à l'origine considérés comme une classe de
paramagnétiques anormaux, car ils ont de petites susceptibilités
positives d'amplitude similaire à de nombreux matériaux de cette
dernière classe. Cependant, leur susceptibilité magnétique
n'augmente pas régulièrement lorsque la température
diminue jusqu'au zéro absolu(Svoboda. 2004).
Dans les matériaux antiferromagnétiques, les
interactions d'échange entre atomes voisins conduisent à un
alignement antiparallèle des moments magnétiques. Ainsi,
l'aimantation totale
22 | P a g e
d'un matériau antiferromagnétique est nulle. La
susceptibilité magnétique dépend aussi de la
température du milieu, cependant elle n'augmente pas lorsque la
température diminue. À très haute température, la
susceptibilité magnétique suit la relation suivante :
Avec Tn : température de Néel
(température au-delà de laquelle un matériau
antiferromagnétique se comporte comme un paramagnétique).
Ainsi, lorsqu'un champ magnétique est appliqué
à un matériau antiferromagnétique, il présente un
comportement spécial dépendant de la température. Aux
très basses températures, le solide ne présente aucune
réponse au champ extérieur, car l'ordre antiparallèle des
aimants atomiques est maintenu de manière rigide. À des
températures plus élevées, certains moments
magnétiques se libèrent de l'arrangement ordonné et
s'alignent avec le champ externe. Cet alignement et le faible magnétisme
qu'il produit dans le solide atteignent leur pic à la température
de Néel. Au-dessus de cette température, l'agitation thermique
empêche progressivement l'alignement des atomes avec le champ
magnétique, de sorte que le faible magnétisme produit dans le
solide par l'alignement de ses atomes diminue continuellement à mesure
que la température augmente, on retrouve un comportement
paramagnétique (Yoann. 2020).Une illustration des moments
magnétiques dans un corps antiferromagnétique est faite à
la figure II.9.
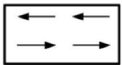
Figure II.9.Représentation des moments
magnétiques dans un matériau antiferromagnétique
(Svoboda. 2004)
? Les matériaux ferrimagnétiques
Dans les matériaux ferrimagnétiques, la
structure cristalline présente des sous-réseaux de moments
magnétiques ordonnés dans une orientation antiparallèle.
La somme des moments magnétiques pointant dans une direction est
supérieure à celle des moments pointant dans la direction
opposée. En l'absence d'un champ magnétique, un matériau
ferrimagnétique se comporte comme un antiferromagnétique
où les moments magnétiques sont alignés
antiparallèlement. Les matériaux ferrimagnétiques ont des
propriétés magnétiques similaires
aux matériaux ferromagnétiques. Lorsqu'un champ
magnétique est appliqué, les moments magnétiques
s'alignent dans la direction du champ magnétique.
À une température inférieure à la
température de Curie, un matériau ferrimagnétique se
comporte comme un ferromagnétique, au-delà de la
température de Curie, il adopte un comportement similaire à un
paramagnétique.
Le ferrimagnétisme apparaît en majorité dans
les ferrites, qui sont des céramiques à base d'oxydes de fer
mélangés avec d'autres éléments, et dans deux
oxydes de fer que sont la magnétite Fe3O4 et la maghémite
ã-Fe2O3(Yoann. 2020).
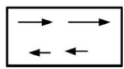
Figure II.10.Représentation des moments
magnétiques dans un matériau ferrimagnétique
(Svoboda. 2004)
II.3.3. Classification des appareils de
séparation magnétique
Dans la séparation magnétique, de nombreux
appareils sont disponibles et leur description ne peut se faire sans une
classification. Plusieurs critères de classement peuvent être
utilisés, l'intensité du champ magnétique, le milieu de
séparation (eau ou air), le mode de fonctionnement (extraction ou
déviation), le générateur de champ magnétique,
etc.
On distingue trois grandes familles des séparateurs
magnétiques(Bousmina. 2015): séparateurs à basse
intensité, séparateurs à haute intensité et les
séparateurs à haut gradient et/ou haut champ. La classification
présentée dans le tableau II.1 est faite en fonction du
générateur de
champ et de l'expression
?0??
(??)2du séparateur magnétique(Bousmina.
2015). Tableau II.1.Classification des séparateurs
magnétiques
Type de séparateur Générateur de
champ ?????
(??)??N/m3
Basse intensité Aimant permanent 2.104
à 106
Haute intensité Aimant permanent ou
électroaimant
|
2.107 à 109
|
|
Haut gradient et/ou haut champ
|
Solénoïde 6.1010 à
1012
|
|
23 | P a g e
24 | P a g e
? Séparateurs à basse
intensité (SMBI)
Les séparateurs magnétiques à basse
intensité fonctionnent normalement à champ ouvert,
c'est-à-dire que les lignes de forces magnétiques se referment
dans un milieu magnétique peu perméable, air ou eau. Ce sont en
général des séparateurs à construction simple, peu
onéreux et des dépenses énergétiques faibles. Ils
s'utilisent principalement pour les matériaux ferromagnétiques et
ferrimagnétiques (Bousmina. 2015).
Les SMBI sont généralement constitués
d'aimants permanents. Ces matériaux sont caractérisés par
une induction magnétique rémanente Br, leur permettant
de créer un champ magnétique sans dépense
énergétique. Les aimants permanent sont constitués
d'alliages de céramique de type Co5RE (où le RE désigne un
élément de terres rares) ou de fer-néodyme-bore (Fe-Nd-B)
pouvant créer un champ magnétique d'intensité atteignant
les 1,5 T (Gillet. 2003).
? Séparateurs magnétiques à
haute intensité (SMHI)
Ces séparateurs à circuits conventionnels sont
à champ magnétique fermé et développent des champs
magnétiques allant de 400 kA/m à 1 600 kA/m pour une consommation
énergétique comprise entre 0,5 et 2,5 kWh par tonne
traitée. Les débits solides varient quant à eux suivant le
mode de séparation et l'opération de traitement (concentration,
épuration) entre 6 et 180t/h (Bousmina, 2015). Pour le traitement en
voie sèche, des séparateurs à tambours à
électroaimant sont utilisés. Le principe de séparation des
particules paramagnétiques et diamagnétiques est illustré
dans la figure II.11.
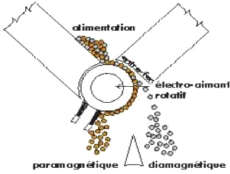
Figure II.11.Illustration du principe de fonctionnement
d'un séparateur magnétique
(Vuninga. 2020)
25 | P a g e
Les particules diamagnétiques sont
évacuées sous l'effet de la force centrifuge et de
répulsion tandis que les paramagnétiques restent collées
au rotor et en sont détachées à l'aide de ballais. Pour la
séparation des particules non ferreuses préalablement
débarrassés de ses composants ferreux, des séparateurs
à tambours à aimants permanents fonctionnant sur la base des
courants de Foucault sont utilisés.
En voie humide, les séparateurs SMHI sont
utilisés pour séparer les particules diamagnétiques et
paramagnétiques contenues dans des pulpes. Le premier des
séparateurs utilisés en voie humide est le type Jones à
carrousel construit par Humboldt (Nava. 1996). Actuellement,
des séparateurs en voie humide sont mis en exploitation par plusieurs
fabricants (ex. Eriez, Raoul lenoir, etc).
Ce séparateur est constitué de 2 pôles
(N-S) créant un champ magnétique intense dans la cellule de
séparation contenant des billes ferromagnétiques. L'utilisation
de billes de diamètres variables mène à l'obtention d'un
gradient de champ magnétique d'autant plus important que les billes sont
petites. Ce gradient de champ magnétique constitue le potentiel de
séparation. La pulpe est alimentée dans la cellule de
séparation. Les particules paramagnétiques sont retenues sur les
billes de fer tandis que les particules diamagnétiques sont
emportées par le flux d'eau puis récoltées. Les particules
paramagnétiques sont ensuite récoltées grâce
à un lavage à l'eau après disparition du champ
magnétique. Ce principe énoncé ci-haut est en application
à notre machine (séparateur magnétique) d'étude. La
figure II.12 illustre le principe de fonctionnement du SMHI en voie humide.
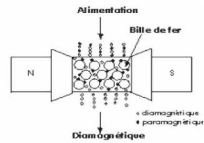
Figure II.12.Principe de séparation SMHI en voie
humide en utilisant des billes Ferro
magnétiques
(Vuninga. 2020)
La figure II.13 montre l'image du séparateur
magnétique utilisé dans le cadre de ce projet au laboratoire de
minéralurgie de la GCM/EMT.

26 | P age
Figure II.13.Séparateur magnétique à
haute intensité en voie humide du type WHIMS 3*4L pesant environ 320
kg
? Séparateurs magnétique à
haut gradient de champ (SMHG) et/ou à haut champ
Ces séparateurs traitent les matériaux à
très petite granulométrie et les matériaux
paramagnétiques faibles. Le champ est généré par
solénoïde en cuivre résistif ou en alliage supraconducteur
qui permet d`atteindre une densité de force magnétique de
6.1010 à 1012N/m 3 (Ouili. 2013).
Le séparateur magnétique haut gradient (SMHG)
à bobinage de cuivre fonctionne à température ambiante et
nécessite un système de réfrigération par eau
déionisée. Le séparateur à bobinage supraconducteur
utilise quant à lui, un système cryostatique pour le
refroidissement de la bobine à la température de l'hélium
liquide. Quelle que soit la configuration de champ retenue, la
séparation supraconductrice nécessite toujours un
réservoir cryostatique rempli d'hélium liquide, destiné
à refroidir le bobinage en alliage supraconducteur (Mehasni. 2007).
II.3.4. Paramètres opératoires de la
séparation magnétique
Une particule de susceptibilité magnétique
Xm et de volume V, plongée dans un champ
magnétique non uniforme d'intensité H, est soumise
à une force dont l'expression simplifiée est donnée par
:
-
F = C XmV H? H II.19
Le gradient du champ magnétique étant
dirigé selon la ligne d'action de la force (C'est une Constante).
27 | P a g e
On constate donc que la force à laquelle est soumise la
particule dépend de sa nature, de son volume, de l'intensité du
champ magnétique et du gradient de celui-ci. Nous allons voir
ci-après l'importance de chaque paramètre dans l'utilisation de
cette force pour la séparation magnétique(Svoboda. 2004).
· Gradient du champ
magnétique
Le gradient du champ magnétique caractérise le
taux de changement spatial des lignes du ,champ magnétique (convergence
ou divergence). L'existence d'un tel gradient est la condition sine qua non
pour qu'une particule plongée dans un champ magnétique soit
soumise à une force.
· Nature des particules
La réaction d'un matériau à l'application
d'un champ magnétique extérieur H? ?
|
est caractérisée
|
par l'induction magnétique B
, laquelle représente l'intensité du champ
magnétique à l'intérieur du matériau, les moments
magnétiques des atomes s'alignant sur le champ extérieur.
?
L'induction magnétique B est
ainsi égale à la somme du champ extérieur (champ
inducteur) et du moment magnétique induit et on peut écrire :
? ? ?
B=
B0 + ?0??
II.20
Nous pouvons avoir les matériaux
paramagnétiques, diamagnétiques, ferromagnétiques et
ferrimagnétiques.
· Granulométrie
Comme le montre la relation de la force agissant sur les
particules, la force agissant sur les particules est proportionnelle à
leur volume qu'on pourra assimiler à la granulométrie. Or, les
opérations de séparation sont réalisées dans le
champ de la pesanteur terrestre et le poids des particules est proportionnel
à leur volume. La séparation entre particules se fait soit par
extraction, soit par déviation des particules magnétiques.
Dès lors, pour que la force magnétique soit suffisante pour
surpasser la force de pesanteur, il est nécessaire de travailler sur des
particules de faible dimension. Par ailleurs, deux particules de
susceptibilités magnétiques et de dimensions différentes
mais dont le produit ???? V est identique
sont soumises à une force de même intensité. La
séparation des grosses particules denses requiert un champ
magnétique plus intense que la séparation des petites particules
légères. Il est essentiel de souligner que
28 | P a g e
l'efficacité du procédé dépend du
degré de libération ou de la pureté des matériaux
à séparer (Gillet. 2003).
· Intensité du champ magnétique
H
L'intensité du champ magnétique traduit le
nombre de lignes de champ qui traverse une surface unitaire. Un champ
magnétique peut être obtenu soit au moyen d'un aimant permanent
soit au moyen d'un électroaimant. Antérieurement, on utilisait
des aimants permanents (fer doux, alliages au cobalt) pour traiter des minerais
contenant des minéraux ferromagnétiques (typiquement la
magnétite) pour lesquels l'intensité du champ
développé, assez faible, était suffisante et des
électroaimants, capables de développer des champs
magnétiques plus importants, pour la séparation des
minéraux paramagnétiques (Vuninga. 2020).
· Les forces compétitrices dans un
séparateur magnétique
Dans un séparateur magnétique, la force
magnétique est en compétition avec de multiples forces externes
comme les forces de gravité et d'inertie, la force centrifuge ou encore
la force de traînée hydrodynamique. L'importance de la
contribution de chacune de ces forces dépend du séparateur et des
conditions d'opérations (Yoann. 2020).
Les différentes forces citées
précédemment présentent des dépendances au rayon de
la particule, pouvant être exprimées telles que (Yoann. 2020):
???? ?????2,
???? ?????3 et ????
????? II.21
Ainsi, d'après l'équation II.21, la force de
gravité et la force centrifuge sont dépendantes du rayon de la
particule respectivement au carré et au cube, et leurs influences
deviennent significatives pour de grosses particules. Dans le cas contraire, la
force de traînée hydrodynamique, dans le régime
d'écoulement de Stokes, devient plus importante pour des particules
fines. Pour obtenir un taux de récupération élevé
de composés magnétiques, la force magnétique de
séparation doit être plus grande que la somme des forces
compétitrices, tel que(Yoann. 2020):
???????????????????? II.22
A ces paramètres nous pouvons ajouter :
· La concentration solide de la pulpe, qui est important
quand nous travaillons en séparation par voie humide ;
29 | P a g e
? La température de la pulpe qui est un
paramètre influant sur les propriétés magnétiques
des phases minérales constituant la pulpe ;
? Le débit volumique de la pulpe qui est le
paramètre de l'appareil employé ;
? La nature et la dose du réactif employé selon le
cas ; etc.
II.3.5. Application de la séparation
magnétique en minéralurgie
L'industrie des minerais est confrontée à des
problèmes de teneurs décroissantes des métaux valorisables
dans les minerais, à des proportions croissantes d'impuretés
nocives et à la nécessité de réduire la taille des
particules afin de libérer les composants précieux. Les nouvelles
technologies capables de relever ces défis doivent être
conçues pour des raisons environnementales et de durabilité.
La séparation magnétique, contrairement
à de nombreuses autres technologies de traitement des minéraux,
peut répondre avec succès aux attentes. En utilisant une
conception d'aimant sophistiquée ou des matériaux d'aimants
permanents avancés, la consommation d'énergie peut être
réduite de manière significative. Contrairement à la
flottation, la séparation magnétique ne nécessite pas de
produits chimiques responsables d'une augmentation constante des coûts
d'exploitation et des préoccupations environnementales. De même,
l'utilisation de liquides lourds, généralement toxiques et
coûteux à acquérir et à éliminer, dans la
séparation par densité et la préparation du charbon,
peuvent être éliminés en utilisant des techniques
basées sur le magnétisme (Svoboda. 2004).
Matériels et méthodes
III.1. Matériels
III.1.1. Rejet de la laverie de kamatanda
? Origine de l'échantillon
L'échantillon de minerais sujet de notre étude,
provient de la laverie de Kamatanda. Il a été tiré sur les
tas des rejets de la laverie de Kamatanda par les échantillonneurs de la
division de minéralurgie du département d'études
métallurgiques. Un échantillon de 120 kg de la fraction
inférieure à 0,8 mm indexé 4720 au magasin de la division
de minéralurgie a été mis à notre disposition pour
cette étude.
? Préparation de
l'échantillon
La préparation de l'échantillon a
consisté à faire une homogénéisation de
l'échantillon destiné à l'étude, une classification
granulométrique humide et un séchage. Une schématisation
de cette procédure est faite à la figure III.1.
Homogénéisation
Par la méthode cône couronne.
+53?m
Criblage
-53?m
Echantillon
120 kg
D'échantillon brut
Analyse granulométrique Analyse chimique Analyse
minéralogique
Séchage
Lot de
l'échantillon prêt
pour les essais
30 | P age
Figure III.1.Schematisation de la préparation de
l'échantillon
? Caractérisation de l'échantillon
? Analyse minéralogique
L'analyse minéralogique de l'échantillon a
été réalisée au laboratoire de la division de
minéralurgie de EMT. Elle a consisté en une identification des
minéraux constitutifs de l'échantillon par passage au microscope
binoculaire stéréoscopique. Les résultats de cette analyse
sont repris au chapitre relatif à la présentation et à
l'analyse des résultats.
31 | P a g e
V' Analyse chimique
L'analyse chimique a été effectuée au
spectromètre d'absorption atomique de la division des laboratoires du
département d'études métallurgiques. Les résultats
des analyses sont repris au chapitre relatif à la présentation
des résultats.
V' Analyse granulométrique
La caractérisation granulométrique a
été effectuée en vue de connaitre la répartition
granulométrique des particules dans l'échantillon. Elle a
été effectuée par tamisage sur 11 tamis d'ouvertures
différentes de la série américaine TYLER. Les
résultats de cette analyse sont repris au chapitre relatif à la
présentation et à l'analyse des résultats.
III.1.2. Rejet du circuit de concentration sur
spirale
Le rejet du circuit de concentration sur spirale est obtenu
après concentration gravimétrique sur spirale. Pour sa
caractérisation, une analyse chimique et minéralogique a
été effectuée sur un échantillon
prélevé sur le rejet.
? Analyse minéralogique
L'analyse minéralogique de l'échantillon a
été réalisée au laboratoire de la division de
minéralurgie de EMT. Elle a consisté en une simple identification
des minéraux constitutifs de l'échantillon par passage de
l'échantillon au microscope binoculaire stéréoscopique.
Les résultats de cette analyse sont repris au chapitre relatif à
la présentation et à l'analyse des résultats.
? Analyse chimique
L'analyse chimique a été effectuée au
spectromètre d'absorption atomique de la division laboratoire du
département d'études métallurgiques. Les résultats
des analyses sont repris au chapitre relatif à la présentation
des résultats.
III.1.3. Appareillages et accessoires
? Préparation de
l'échantillon
La préparation de l'échantillon a
nécessité les appareillages et accessoires suivants :
V' Appareillage
> Une étuve
V' Accessoires
> Un tamis de 53 ?m d'ouverture
;
32 | P a g e
> Des pans ;
> Un sceau ;
> Des sachets krafts.
? Analyse granulométrique
Les appareillages et accessoires suivants ont
été utilisés pour effectuer l'analyse
granulométrique :
V' Appareillages
> Une balance électronique ;
> Une étuve ;
> Un tamiseur automatique de marque RO - TAP.
V' Accessoires
> Une brosse ;
> Un jeu de 11 tamis de la série Tyler ayant une
ouverture allant de 850 à 38 ?m (20, 28,
35, 48, 65, 100, 150, 200, 270, 325 et 400 mesh) ;
> Des pans ;
> Un marqueur ;
> Des sachets krafts ;
? Essai de concentration sur
spirale
La réalisation des essais de concentration sur spirale
a nécessité les appareillages et accessoires suivants :
V' Appareillages
> Une batterie de spirales comprenant 2 spirales (les
tests de concentration sur spirales ont été fait sur une de ces
deux spirales) dont les caractéristiques sont les suivantes :
Hauteur : 2,5 m,
Pas : 50 cm,
Angle d'inclinaison : 20°,
Rayon externe : 185 mm,
Rayon interne : 110 mm,
Angle d'inclinaison de la rigole : 15°,
33 | P a g e
> Deux pompes centrifuges de type DENVER, dont une a un
débit maximal de 120 litres
par minute (utilisée comme pompe d'alimentation) et
l'autre a un débit fixe de 90 litres
par minute (utilisée comme pompe de recirculation de
la pulpe) ;
> Un conditionneur de type DENVER d'une capacité de
100 litres ;
> Une étuve ;
> Une balance de type TOLEDO ;
> Un chronomètre. ;
> Une balance électronique de marque VIBRA ;
> Un conditionneur du type DENVER, une batterie des
spirales Humphreys et des pompes
centrifuges utilisés à l'usine pilote de
minéralurgie de GCM/ EMT sont illustrés à la
figure III.2 et III.3.

Figure III.2.Photo du conditionneur DENVER et de la pompe
centrifuge d'alimentation

34 | P age
Figure III.3.Photo de la batterie des spirales Humphreys et
de la pompe centrifuge de
recirculation
V' Accessoires
> Des pans ;
> Une brosse ;
> Une cuillère ;
> Un sceau de 80 litres de capacité ;
> Des tuyaux pour le transport de la pulpe ;
> Des sachets krafts.
? Essai de concentration
magnétique
La réalisation des essais de concentration
magnétique a nécessité les appareillages et accessoires
suivants :
V' Appareillages
> Un séparateur magnétique haute
intensité à voie humide de modèle WHIMS 3X4 L, de
série 239-08 date : 10-08 ayant les caractéristiques
électriques suivantes :
La tension électrique de 220V,
La machine est monophasée,
La fréquence du courant électrique est 50 Hz et
35 | P a g e
La puissance active est de 6 kw ;
> Un broyeur à boulets de laboratoire aux
caractéristiques suivantes :
Une vitesse de rotation de 123 tours par minutes,
Une longueur de 260 mm,
Un diamètre de 180 mm et
La masse de corps broyant est de 7kg ;
> Une étuve ;
> Une balance électronique de marque VIBRA ;
V' Accessoires
> Des pans ;
> Une brosse ;
> Une pissette ;
> Un bécher ;
> Une éprouvette de 100 ml ;
> Des sachets krafts.
III.2. Méthodes
III.2.1. Préparation de
l'échantillon
La préparation de l'échantillon sur lequel a
porté l'étude a été faite suivant le mode
opératoire suivant :
V' Mode opératoire de la préparation
de l'échantillon
> Déverser successivement les différents lots
de l'échantillon en formant un seul tas
conique ;
> Homogénéiser le tas par la méthode
cône-couronne ;
> Prélever environ 2000 grammes pour la
caractérisation de l'échantillon ;
> Préparer une pulpe dans un sceau (minerai + eau)
;
> Faire passer la pulpe sur un tamis de 53 ?m ;
> Recueillir et sécher dans une étuve pendent
24 heures la fraction supérieure à 53 ?m ;
> Faire une caractérisation chimique de cette
fraction.
36 | P age
III.2.2. Caractérisation de
l'échantillon
La caractérisation de l'échantillon a
consisté à faire une analyse minéralogique, chimique et
granulométrique.
De ces différentes analyses, seule l'analyse
granulométrique a été réalisée par nous et
le mode opératoire de cette analyse a été imposé
par EMT.
? Mode opératoire de l'analyse
granulométrique
L'analyse granulométrique a été
réalisé suivant le mode opératoire suivant :
y' Prélever 1000 g d'échantillon ;
y' Fractionner l'échantillon en deux tranches sur un
tamis de 38 ???? par un tamisage
humide ;
y' Sécher les deux fractions à l'étuve
pendant 24 heures ;
y' Tamiser pendant 10 minutes, la fraction des refus à
l'aide du RO-TAP sur une série des
tamis (20, 28, 35, 48, 65, 100, 150, 200, 270, 325 et 400 mesh)
;
y' Recueillir les différentes fractions
granulométriques et les peser.
y' Par calcul, déduire les proportions en pourcentage des
passants et refus cumulés sur
chaque tamis.
III.2.3. Essais de concentration
Les essais de concentration des rejets de la laverie de
KAMATANDA consisteront en une concentration sur spirale suivie d'une
concentration des rejets spirale par concentration magnétique. La figure
III.4 illustre par un schéma le processus de concentration
utilisé dans cette étude.
Alimentation
|
Concentration sur
spirale
|
Concentré
spirale
|
|
|
Rejet
spirale
|
Concentration
magnétique
|
Concentré magnétique
|
|
Rejet final
Figure III.4.Schema général du processus de
concentration
? Essais de concentration sur
spirale
Ces essais ont été réalisées sur une
spirale Humphreys en variant l'ouverture de la cuillère (collecteurs de
concentré), le débit d'alimentation de la pulpe, le pourcentage
solide de l'alimentation.
? Variation de l'ouverture du collecteur de concentré
Quatre essais ont été réalisés en
variant l'ouverture du collecteur de concentré. Les valeurs des
paramètres utilisées pour la variation de l'ouverture du
collecteur de concentré sont reprises dans le tableau III.1.
Tableau III.1. Valeurs des paramètres
utilisées pour la Ière série d'essais
Paramètres constants Paramètres
variables
Granulométrie : +53 ?m Ouverture du collecteur de
concentré (cm) :
Débit d'alimentation: 50 litres par minutes 10, 12, 14,
16
Pourcentage solide alimentation: 15% (valeurs
représentant les ouvertures du
Débit d'eau de lavage : - design de l'appareil)
L'objectif poursuivi lors de la réalisation de ces
essais est d'avoir un concentré ayant la plus grande teneur possible
dans la plage de variation de l'ouverture du collecteur de concentré.
? Mode opératoire
Le mode opératoire utilisé pour cette série
d'essais est le suivant :
Préparer les rejets servant à alimenter la
spirale (cette préparation consiste, par une méthode de
classification granulométrique, à réaliser une
séparation à la maille de coupure. Pour cette étude, la
maille de coupure est de 53 ?m et sera maintenue constante pour tous les
essais) ;
Calculer, peser et prélever la quantité de
rejets et d'eau nécessaire pour obtenir le pourcentage solide de la
pulpe désiré ;
Verser la quantité d'eau requise dans le conditionneur
d'alimentation et démarrer la pompe d'alimentation en maintenant le
circuit du conditionneur fermé c'est-à-dire que l'eau tourne en
boucle sans atteindre la spirale ;
37 | P a g e
38 | P a g e
Ajouter graduellement la masse calculée de minerai
à la cuve et laisser fonctionner en circuit fermé pendant 10
minutes afin d'assurer une bonne homogénéisation ;
Ajuster le débit d'alimentation à la valeur
désirée ; Ajuster la position du collecteur de concentré
à 10 cm ;
Laisser fonctionner pendant 10 minutes en s'assurant du bon
fonctionnement de la pompe de recirculation ;
Echantillonner les flux de concentré, mixte et de rejet
;
Pour tous les niveaux de la variable, ajuster et laisser
fonctionner pendant 10 minutes avant échantillonnage ;
Mettre les échantillons à l'étuve, les
sécher pendant 24 heures et les peser afin de pouvoir estimer le poids
de matière retiré du circuit lors de l'échantillonnage
;
Les pulvériser et les soumettre aux analyses
chimiques.
+53 ?m
Criblage sur un tamis 53 ?m
Séchage
Concentration
sur spirale
-53 ?m
Echantillon brut
Concentré
Rejet destiné à l'épuisement sur
séparateur magnétique
Figure III.5.Schéma des Figure essais de
III63 : concentration sur spirale
Les schémas montrant la procédure de
réalisation des essais de concentration sur spirale et le fonctionnement
du circuit utilisé sont repris respectivement sur les figures III.5 et
III.6.

Figure III.6.Schéma du fonctionnement du circuit de
traitement
(Kalongo,2016)
? Variation du débit d'alimentation
Quatre essais ont été réalisés en
variant le débit d'alimentation de la pulpe. Les valeurs des
paramètres utilisées pour la variation du débit
d'alimentation de la pulpe sont reprises dans le tableau III.2.
Tableau III.2.Parametres utilisés pour la
IIème série d'essais
Paramètres constants Paramètres
variables
Granulométrie : +53 ?m Débit d'alimentation de la
pulpe (litres par
Ouverture du collecteur de concentré :10cm Pourcentage
solide alimentation : 15% Débit d'eau de lavage : -
|
minute) : 30, 40, 50, 60
|
|
L'objectif poursuivi lors de la réalisation de ces
essais est d'avoir un concentré ayant la plus grande teneur possible
dans la plage de variation du débit d'alimentation de la pulpe.
? Mode opératoire
Le mode opératoire utilisé pour cette série
d'essais est le suivant :
Calculer, peser et prélever la quantité de
rejets et d'eau nécessaire pour obtenir le pourcentage solide de la
pulpe désiré réajustement du pourcentage solide) ;
39 | P a g e
Verser la quantité d'eau requise dans le conditionneur
d'alimentation et démarrer la pompe d'alimentation en maintenant le
circuit du conditionneur fermé c'est-à-dire que l'eau tourne en
boucle sans atteindre la spirale ;
Ajouter graduellement la masse calculée de rejet
à la cuve et laisser fonctionner en circuit fermé pendant 10
minutes afin d'assurer une bonne homogénéisation ;
Ajuster la position du collecteur de concentré
à la valeur retenue ; Ajuster le débit à la plus faible
valeur de la plage de variation ;
Laisser fonctionner pendant 10 minutes en s'assurant du bon
fonctionnement de la pompe de recirculation ;
Echantillonner les flux de concentré, mixte et de
rejet ;
Pour tous les niveaux de la variable (débit
d'alimentation), ajuster et laisser fonctionner pendant 10 minutes avant
échantillonnage ;
Mettre les échantillons à l'étuve, les
sécher pendant 24 heures et les peser afin de pouvoir estimer le poids
de matière retiré du circuit lors de l'échantillonnage
;
Les pulvériser et les soumettre aux analyses
chimiques. ? Variation du pourcentage solide
Quatre essais ont été réalisés en
variant le pourcentage solide de la pulpe. Les valeurs des paramètres
utilisées pour la variation du pourcentage solide de la pulpe sont
reprises dans le tableau III.3.
Tableau III.3. Paramètres utilisés pour la
IIIème série d'essais
Paramètres constants Paramètres
variables
Granulométrie : +53 ?m Pourcentage solide de la pulpe (%)
: 10,
Ouverture du collecteur de concentré: 10 cm Débit
d'alimentation : 60 litres par minute Débit d'eau de lavage : -
|
15, 20, 25
|
|
L'objectif poursuivi lors de la réalisation de ces
essais est d'avoir un concentré ayant la plus grande teneur possible
dans la plage de variation du pourcentage solide de la pulpe.
40 | P a g e
41 | P a g e
? Mode opératoire
Le mode opératoire utilisé pour cette série
d'essais est le suivant :
Calculer et peser la quantité de rejets
nécessaire pour obtenir le pourcentage solide de la pulpe ;
Verser la quantité d'eau requise dans le conditionneur
d'alimentation et démarrer la pompe d'alimentation en maintenant le
circuit du conditionneur fermé c'est-à-dire que l'eau tourne en
boucle sans atteindre la spirale ;
Ajuster la position du collecteur de concentré
à la position jugée optimale à la première
série d'essais;
Ajuster le débit à la valeur jugée optimale
à la deuxième série d'essais ;
Ajouter graduellement la masse de rejet à la cuve et
laisser fonctionner en circuit fermé pendant 10 minutes afin d'assurer
une bonne homogénéisation (commencer par la plus petite valeur de
la plage de variation) ;
Echantillonner les flux de concentré, mixte et de rejet
;
Pour tous les niveaux de la variable (pourcentage solide),
ajuster et laisser fonctionner pendant 10 minutes avant échantillonnage
;
Mettre les échantillons à l'étuve, les
sécher pendant 24 heures ;
Retirer les échantillons de l'étuve, les
laisser refroidir, les pulvériser et les soumettre aux analyses
chimiques.
? Essais de concentration
magnétique
La seule variation lors des essais sur séparateur
magnétique est l'état de l'alimentation (broyée et non
broyée). Deux essais ont été réalisés dont
l'un sur le rejet non broyé et l'autre sur rejet broyé pendant 1
minute. La raison d'être de cette variation est de voir l'impact de la
granulométrie sur cette étape.
Le pourcentage solide de la pulpe d'alimentation,
l'ampérage, le nombre de passe et le temps de broyage seront
gardés constants tout au long des essais. Les paramètres non
fixés sont le débit d'alimentation, les susceptibilités
magnétiques des minéraux présents dans
l'échantillon, etc. Les paramètres et variations utilisés
dans la réalisation de cette étape ont été
fixés par la division minéralurgie de EMT.
42 | P a g e
L'objectif primordial de cette étape est d'épuiser
le rejet en récupérant le plus de cuivre et de cobalt
possible.
La procédure utilisée pour les essais de
concentration magnétique est la suivante :
y' Peser et placer 50 g de matière solide (rejet spirale)
dans un bécher de 1 litre de capacité; y' Prélever un
volume d'eau nécessaire à la préparation d'une pulpe
à un pourcentage solide donné dans une éprouvette de 100
ml de capacité et l'ajouter dans le bécher ; y' Assurer
l'agitation pendant un bref délai au moyen d'une spatule ;
y' Lorsque la pulpe à traiter est déjà
prête pour l'essai, brancher le séparateur magnétique
à une source de tension alternative monophasée de 220V du
laboratoire ; y' Insérer le support médium magnétique
entre les bobines magnétiques, les courants qui traversent ces
dernières sont nuls par signalisation de la lampe témoin ; y'
Démarrer la machine en appuyant sur le bouton poussoir de
démarrage ; y' Tourner lentement le curseur servant à la
variation de l'intensité du champ magnétique vers la droite
jusqu'à un courant de 4 ampères (qui est la valeur de
l'intensité du champ de travail, il reste constant au cours de nos
essais) ;
y' Lorsque l'appareil est en fonctionnement normal, alimenter la
pulpe sur le support médium magnétique ;
y' Récupérer la fraction non magnétique
traversant le support médium magnétique dans un pan placé
au bas de l'appareil ;
y' La fraction magnétique quant à elle est
piégée au niveau des sphères magnétisées, et
pour récupérer cette fraction, on procède comme suit :
y' Remettre le curseur servant à la variation de
l'intensité du champ magnétique à la position zéro
en le tournant dans le sens anti-horlogique,
y' Prendre au moins 2 minutes pour attendre la
démagnétisation des sphères, y' Verser de l'eau avec une
pression relativement élevée afin de permettre à la
fraction magnétique qui y est piégée d'être
recueillie dans un pan placé au bas de l'appareil ; y' Recirculer 5 fois
la fraction non magnétique en reproduisant les mêmes
opérations ; y' Sécher à l'étuve pendant 24 heures
les fractions magnétiques et la fraction non magnétique (rejet),
les peser avant de les soumettre aux analyses chimiques.
La procédure de réalisation des essais de
concentration magnétique est schématisée sur la figure

×5
Séparation
magnétique
Agitation
III.7.
Rejet spirale + eau
Non magnétique (rejet final)
Rejet spirale broyé + eau
5 fractions magnétiques (concentré)
Séchage
43 | P a g e
|
5 fractions des concentrés
|
Rejet final
|
Broyage
|
|
Figure III.7.Schéma des essais de concentration
magnétique
III.3. Critères d'évaluation des
opérations de concentration
Les principaux critères d'évaluation des
opérations de concentration retenus dans cette étude sont : le
rendement de récupération du métal utile et le taux de
concentration (EK C. 1973).
III.3.1. Rendement de
récupération
Le rendement de récupération est le rapport en
pourcentage de la masse du métal utile récupéré
dans le concentré, par la masse totale de ce même métal qui
était contenu dans le minerai avant concentration. Le rendement de
récupération doit être le plus élevé
possible. Il est donné par la formule suivante :
? = Cc
Aa X 100 =
c(a-r)
a(c-r) X 100 III.1
Avec :
· ? : rendement de récupération ;
· A : masse de l'alimentation ;
· a : teneur du métal dans l'alimentation ;
· c : teneur du métal dans le concentré ;
· C : masse du concentré ;
· r : teneur du métal dans le rejet.
44 | P a g e
III.3.2. Rendement pondéral de
concentration
Le rendement pondéral de concentration est le rapport
en pourcentage de la masse du concentré sur la masse du minerai
alimentée. Pour une bonne opération de concentration, le
rendement pondéral de concentration doit être le plus bas
possible, il est donné par la relation suivante :
R = C
A
|
× 100 = a-r
c-r
|
× 100 III.2
|
|
Avec :
· R : rendement pondéral de concentration ;
· A : masse de l'alimentation ;
· a : teneur du métal dans l'alimentation ;
· c : teneur du métal dans le concentré ;
· C : masse du concentré ;
· r : teneur du métal dans le rejet.
III.3.3. Taux de concentration
Le taux de concentration est le rapport de la teneur de
l'élément utile dans le concentré sur la teneur de cet
élément dans l'alimentation .
La concentration est d'autant meilleure lorsqu'au bout du
compte, on obtient un concentré dont le taux de concentration de
l'élément utile est plus élevé. Le taux de
concentration est donné par l'expression :
Avec :
· ô : taux de concentration ;
· c : teneur du métal dans le concentré ;
· a : la teneur du métal dans le minerai avant la
concentration.
45 | P a g e
Présentation et analyse des
résultats
IV.1. Introduction
Le but poursuivi dans cette étude est de
déterminer les conditions optimales de concentration des rejets de la
laverie de Kamatanda par concentration gravimétrique sur Spirales
combinée à la concentration magnétique.
Le présent chapitre détale les résultats
obtenus lors de la caractérisation ainsi que lors des essais de
concentration. Il présente également les analyses de ces
résultats.
IV.2. Caractérisation de l'échantillon
IV.2.1. Analyse minéralogique
L'analyse minéralogique au microscope binoculaire a
révélé que l'échantillon est essentiellement
constitué de minéraux repris dans le tableau IV.1.
Tableau IV.1.Mineraux constitutifs de l'échantillon et
leurs valeurs de densité et de susceptibilité
magnétique(Kalongo. 2016) ;(Vuninga. 2020); (Dahlin. 1993)
|
Classes
minéralogiques
|
Minéraux
|
Formule
|
Eléments à
valoriser
|
Densité
|
Susceptibilité
magnétique(SI)
|
|
Carbonate
|
Malachite
|
CuCO3.Cu(OH)2
|
Cuivre
|
4,25
|
10-6 à 10-5
|
|
Silicate
|
Chrysocolle
|
CuSiO32H2O
|
Cuivre
|
2,1
|
10-6 à 10-5
|
|
Hydroxydes
|
Hétérogénite
|
a(Co2O3)b(CoO)c(Cu
|
Co et Cu
|
4,13
|
10-2 à 10-1
|
|
|
O)nH2O
|
|
|
|
|
Limonite
|
Fe2O3. H2O
|
-
|
3,5
|
0,25 à 0,78
|
|
Oxide
|
Quartz
|
SiO2
|
-
|
2,6
|
-0,01.10-3
|
Minéral paramagnétique Minéral
diamagnétique
L'analyse minéralogique de l'échantillon
révèle la présence de la malachite, la chrysocolle,
l'hétérogénite, la limonite et le quartz.
Comparativement aux deux autres minéraux utiles, la
malachite est prédominante dans l'échantillon. Ces
résultats confirment l'approche de Kabanda (2020) sur l'aspect
minéralogique de la mine de KAMATANDA.
46 | P a g e
IV.2.2. Analyse chimique
Les résultats de l'analyse chimique sont repris dans le
tableau IV.2. Tableau IV.2.Résultats de l'analyse chimique de
l'échantillon
Eléments Cutotal Cusoluble
Cototal Cosoluble Fe SiO2 CaO MgO
Teneurs(%) 1,44 1,32 0,12 0,10 4,12 54,86 3,72 4,91
L'analyse chimique de l'échantillon indique que les
rejets de la laverie de KAMATANDA ont une prédominance oxydée et
que la teneur en cuivre est inférieure aux exigences d'alimentation des
usines hydrométallurgiques de SHITURU à savoir supérieure
à 3 % cuivre. Le fait d'avoir une teneur aussi faible justifie la
concentration de ces rejets.
IV.2.3. Analyse granulométrique
Les résultats de l'analyse granulométrique sont
repris dans le tableau IV.3 et sur la figure IV.1. Tableau
IV.3.Résultats de l'analyse granulométrique de
l'échantillon
|
Dimensions des tamis
|
|
Répartition granulométrique
|
|
Mesh
|
Micromètre
|
Poids(g)
|
% Poids
|
Refus cumulé (%)
|
Passant cumulé (%)
|
|
+20
|
+850
|
43,48
|
4,38
|
4,38
|
95,62
|
|
-20 +28
|
-850 +600
|
60,3
|
6,08
|
10,46
|
89,54
|
|
-28 +35
|
-600 +425
|
60,69
|
6,12
|
16,58
|
83,42
|
|
-35 +48
|
-425 +300
|
82,48
|
8,31
|
24,89
|
75,11
|
|
-48 +65
|
-300 +212
|
70,82
|
7,14
|
32,03
|
67,97
|
|
-65 +100
|
-312 +150
|
145
|
14,62
|
46,65
|
53,35
|
|
-100 +150
|
-150 +106
|
50,23
|
5,06
|
51,71
|
48,29
|
|
-150 +200
|
-106 +75
|
43,89
|
4,42
|
56,14
|
43,86
|
|
-200 +270
|
-75 +53
|
81,93
|
8,26
|
64,39
|
35,61
|
|
-270 +325
|
-53 +45
|
22,83
|
2,30
|
66,70
|
33,30
|
|
-325 +400
|
-45 +38
|
19,49
|
1,96
|
68,66
|
31,34
|
|
-400
|
-38
|
310,9
|
31,34
|
100,00
|
0,00
|
|
Total
|
|
992,04
|
100
|
|
|
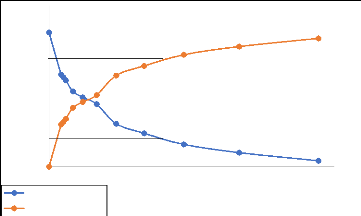
120
Proportions cumulées (%J
100
40
20
60
80
0
0 50 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800
850 900
Refus cumulé (%) Passant cumulé (%)
Ouverture tamis (micrometre)
47 | P a g e
Figure IV.1.Courbe de répartition
granulométrique de l'échantillon
Des résultats repris dans le tableau IV.3 et sur la figure
IV.1 nous pouvons faire des observations suivantes :
· Le d80 de l'échantillon est d'environ 350 um ;
· Les fractions supérieures à 53 um
représentent environ 64,39 % de l'échantillon et ont une teneur
en cuivre de 1,48% conformément à l'analyse chimique y
effectuée ;
· Les fractions fines, inférieures à 53 um
représentent environ 35,61 %.
D'après IMSC group (2018), la plage
granulométrique pour des meilleures performances lors de la
concentration sur spirale se situe entre 1 mm et 45 tm. Pour notre
étude, la plage granulométrique fixée est de -0,8 mm
à +53 tm.
IV.3. Essais de concentration sur spirale
3 séries d'essais comportant chacune 4 essais ont
été réalisées dans le but d'optimiser
l'étape de concentration sur spirale. Le critère de
sélection des conditions optimales est la teneur en cuivre du
concentré produit qui doit être le plus élevée
possible dans la plage de variation.
IV.3.1. Optimisation des paramètres
· Ouverture du collecteur de
concentré
La première série d'essais est faite sur une pulpe
préparée à 15 % solide et avec un débit
d'alimentation de 50 litres par minute. Seule l'ouverture de la cuillère
est variée.
48 | P a g e
Les résultats métallurgiques obtenus lors de la
première série d'essais sont repris dans le tableaux IV.5. Les
courbes donnant l'évolution du rendement de concentration et de la
teneur du cuivre dans le concentré et dans le mixte sont repris sur les
figures IV.2 et IV.3.
Tableau IV.4.Résultats de la première
série d'essais
|
Ouverture (cm)
|
10
|
12
|
14
|
16
|
|
Concentré Cuivre(%)
|
3,72
|
2,92
|
2,31
|
1,91
|
|
Cobalt(%)
|
0,15
|
0,14
|
0,14
|
0,14
|
|
Rdt Cuivre(%)
|
20,83
|
31,15
|
48,13
|
69,38
|
|
Rdt Cobalt(%)
|
31,25
|
38,89
|
38,89
|
58,33
|
|
Mixte Cuivre(%)
|
2,31
|
1,91
|
1,71
|
1,57
|
|
Cobalt(%)
|
0,14
|
0,13
|
0,13
|
0,13
|
|
Rdt Cuivre(%)
|
29,98
|
43,58
|
65,31
|
85,00
|
|
Rdt Cobalt(%)
|
38,89
|
54,17
|
54,17
|
72,22
|
|
Rejet Cuivre(%)
|
1,24
|
1,21
|
1,11
|
0,98
|
|
Cobalt(%)
|
0,11
|
0,11
|
0,11
|
0,1
|
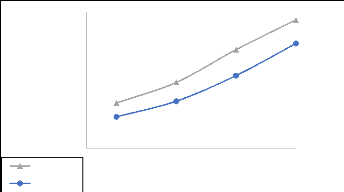
90
80
Rdt de récupération
70
60
50
40
30
20
10
0
Rdt Cu mix Rdt Cu Con
9 10 11 12 13 14 15 16
Ouverture (cm)
Figure IV.2.Evolution du rendement de concentration en
fonction de l'ouverture cuillère
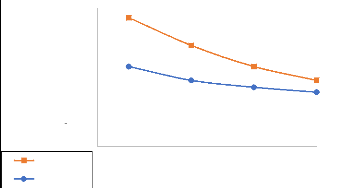
% Cu Con % Cu Mixte
Teneur cuivre (%)
2,5
3,5
0,5
1,5
4
2
3
0
1
9 10 11 12 13 14 15 16
Ouverture (cm)
49 | P a g e
Figure IV.3.Evolution de la teneur en cuivre en fonction de
l'ouverture cuillère
De ces résultats, il ressort que la teneur du
concentré s'améliore avec la diminution de la taille de
l'ouverture de la cuillère. Cette tendance est constatée aussi
dans la variation de la teneur dans les fractions mixtes. Quant au rendement,
il évolue inversement à la teneur (ou au taux de concentration).
La teneur en cuivre dans le rejet va de la plus grande valeur à la plus
petite et cela quand on va de la plus petite ouverture à la plus grande.
Ces résultats s'expliquent par le fait qu'un degré d'ouverture
plus grand permet une récupération plus complète des
particules denses, de sorte que les solides résiduels ayant
échappé aux ouvertures ont une teneur moindre. Il en
résulte un concentré final plus pauvre et un rendement
métal plus élevé. Une ouverture plus petite a l'effet
contraire (Bouchard. 2001).
L'objectif de cette étape de l'étude
étant d'avoir un concentré ayant une teneur en cuivre la plus
élevée possible, il nous conduit à retenir l'ouverture de
10 cm comme étant la meilleure. L'ouverture de 10 cm conduit à un
concentré titrant 3,72 % en cuivre pour un rendement de 20,83%.
? Débit d'alimentation
Cette série d'essais est faite sur une pulpe
préparée à 15 % solide et avec une ouverture du collecteur
de concentré (cuillère) maintenue à 10 cm. le
paramètre varié est le débit d'alimentation.
Les résultats métallurgiques obtenus lors de
cette série d'essais sont repris dans le tableau IV.6. Les courbes
donnant l'évolution du rendement de concentration et de la teneur en
cuivre dans le concentré et dans la fraction mixte sont repris sur la
figure IV.4 et IV.5.
50 | P age
Tableau IV.5.Résultats de la deuxième
série d'essais (variation débit d'alimentation)
|
Débit
|
30
|
40
|
50
|
60
|
|
Concentré Cuivre
|
3,77
|
3,82
|
3,88
|
5,53
|
|
Cobalt
|
0,18
|
0,19
|
0,19
|
0,21
|
|
Rdt Cuivre
|
40,79
|
33,16
|
28,62
|
24,61
|
|
Rdt Cobalt
|
60,00
|
57,58
|
57,58
|
31,82
|
|
Mixte Cuivre
|
1,49
|
1,61
|
2,44
|
3,45
|
|
Cobalt
|
0,14
|
0,17
|
0,17
|
0,17
|
|
Rdt Cuivre
|
92,69
|
74,54
|
38,09
|
29,29
|
|
Rdt Cobalt
|
77,78
|
62,96
|
62,96
|
40,48
|
|
Rejet Cuivre
|
1,01
|
1,1
|
1,15
|
1,16
|
|
Cobalt
|
0,08
|
0,08
|
0,08
|
0,1
|
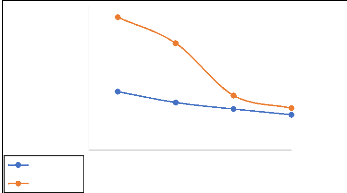
Rdt Cu Con Rdt Cu Mixte
Rdt de recuperation (%)
100
40
20
90
70
60
50
30
80
10
0
25 30 35 40 45 50 55 60
Débit d'alimentation (Litre /minute)
Figure IV.4.Evolution du rendement de
récupération en fonction du débit d'alimentation
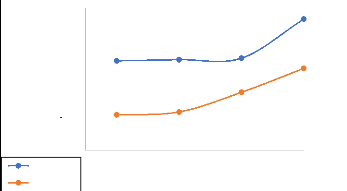
% Cu Con % Cu Mixte
Teneur Cu (%)
4
2
6
5
3
0
25 30 35 40 45 50 55 60
Débit d'alimentation (Litre/ minute)
1
Figure IV.5.Evolution de la teneur en cuivre en fonction du
débit d'alimentation
51 | P a g e
Une analyse des résultats repris ci haut nous montre
que les teneurs en cuivre du concentré et de la fraction mixte croissent
lorsque le débit augmente. Quant au rendement de
récupération, il évolue d'une manière descendante
dans les deux fractions quand le débit augmente. Quant à la
teneur du rejet, elle évolue d'une manière ascendante lorsque le
débit augmente.
Ces observations s'expliquent par le fait qu'un accroissement
du débit de la pulpe fait augmenter la vitesse de descente de la pulpe
dans le couloir, de sorte que la vitesse tangentielle des solides augmente, de
même que la force centrifuge qui s'y applique, dans ces conditions, plus
des solides sont refoulés vers l'extérieur. La conséquence
de ce phénomène est que plus de particules mixtes se dirigent au
rejet, de sorte que le rendement métal décroit au
concentré, sa teneur augmente par le même fait. Une baisse de
débit a l'effet contraire (Kalongo. 2016).
L'objectif de cette étape de l'étude
étant d'avoir un concentré ayant une teneur en cuivre la plus
élevée possible, il nous conduit à retenir le débit
de 60 litres par minute comme étant le meilleur. Le débit de 60
litres par minute conduit à un concentré titrant 5,53% en cuivre
pour un rendement de 24,61% et une fraction mixte titrant 3,45 % cuivre pour un
rendement de récupération de 29,29%.
? Pourcentage solide de la pulpe
La variation du pourcentage solide de la pulpe est faite avec
une ouverture de la cuillère de 10 cm et un débit d'alimentation
de 60 litres par minute. Les résultats métallurgiques obtenus
lors de cette série d'essais sont repris dans le tableaux IV.7. Les
courbes donnant l'évolution du rendement de récupération
et la teneur en cuivre dans le concentré et dans le mixte sont repris
sur la figure IV.6 et IV.7.
Tableau IV.6.Résultats de troisième
série d'essais (variation pourcentage solide)
|
% solide
|
10
|
15
|
20
|
25
|
|
Concentré Cuivre
|
3,89
|
4,36
|
4,57
|
6,44
|
|
Cobalt
|
0,14
|
0,22
|
0,22
|
0,23
|
|
Rdt Cuivre
|
27,36
|
29,06
|
30,27
|
50,04
|
|
Rdt Cobalt
|
38,89
|
42,31
|
42,31
|
51,11
|
|
Mixte Cuivre
|
2,44
|
2,78
|
2,85
|
4,34
|
|
Cobalt
|
0,14
|
0,16
|
0,16
|
0,17
|
|
Rdt Cuivre
|
29,32
|
35,84
|
37,54
|
53,79
|
|
Rdt Cobalt
|
38,89
|
57,14
|
57,14
|
62,96
|
|
Rejet Cuivre
|
1,2
|
1,13
|
1,11
|
0,81
|
|
Cobalt
|
0,11
|
0,09
|
0,09
|
0,08
|
Rdt Cu Con Rdt Cu Mixte
Rdt de recuperation (%)
40
20
60
50
30
10
0
9 11 13 15 17 19 21 23 25 27
% Solide
52 | P a g e
Figure IV.6.Evolution du rendement de
récupération en fonction du pourcentage solide pulpe
% Cu Con % Cu Mixte
Teneur Cuivre (%)
4
2
7
6
5
3
0
1
9 11 13 15 17 19 21 23 25 27
% Solide
Figure IV.7.Evolution de la teneur en cuivre en fonction du
pourcentage solide
Une analyse des résultats fournis dans le tableau IV.7
et sur les figures IV.6 et IV.7 nous montre qu'il y une variation ascendante du
rendement de récupération du cuivre dans le concentré et
dans la fraction mixte. Quant à la teneur du cuivre dans le
concentré et dans la fraction mixte, elle connait une évolution
lente.
L'objectif de cette étape de l'étude
étant d'avoir un concentré ayant la teneur en cuivre la plus
élevée possible, cela nous conduit à retenir le
pourcentage solide de 25% comme étant la condition optimale pour cette
variation. Le pourcentage solide de 25% conduit à un concentré
titrant 6,44% en cuivre pour un rendement de 50,04% et une fraction mixte
titrant 4,34 % cuivre pour un rendement de récupération de
53,79%.
53 | P a g e
La teneur en cuivre du rejet montre que la concentration sur
spirale n'est pas parvenu à un appauvrissement poussé de la
matière alimentée et le rejet obtenu dans les conditions
jugées optimales présente une teneur en cuivre non
négligeable. Ce qui justifierai une opération d'appauvrissement
du rejet.
Une analyse minéralogique effectuée au
microscope binoculaire stéréoscopique du laboratoire de
minéralurgie de EMT révèle que le rejet comporte de la
malachite, de la chrysocolle et de l'hétérogénite en une
quantité relativement faible. Les minéraux de la gangue y
contenus sont le quartz et les oxydes de fer. La quantité du quartz est
relativement supérieure par rapport à celle des oxydes de fer.
IV.4. Essai de concentration magnétique IV.4.1.
Introduction
Deux essais de concentration sur séparateur
magnétique ont été réalisés dans les
conditions opératoires suivantes :
Tableau IV.7.Conditions opératoires sur
séparateur magnétique
|
Essai
|
Ampérage(A)
|
% solide
|
Cycle
|
Etat
|
|
1
|
4
|
50
|
5
|
Broyé
|
|
2
|
4
|
50
|
5
|
Non broyé
|
Le critère de sélection retenu est la teneur en
cuivre du rejet qui doit être le plus faible possible et
inférieure et par conséquent un rendement de
récupération le plus élevé possible. La teneur en
cuivre du concentré global doit être supérieure à 3%
cuivre.
IV.4.2. Optimisation des paramètres
? Essai sans broyage
Cet essai est effectué sur une pulpe contenant 50
grammes de matière solide non broyée (rejet spirale non
broyé). Le volume de la pulpe est de 100 ml.
Les résultats métallurgiques obtenus sont
mentionnés dans le tableau IV.10.
Tableau IV.8.Résultats du test de concentration
magnétique sur le rejet non broyé
|
Poids (g)
|
% Cu
|
%Co
|
|
Alimentation
|
50
|
0,81
|
0,08
|
|
FM1
|
7,07
|
2,74
|
0,09
|
|
Rdt
|
|
47,83
|
15,91
|
|
FM2
|
6,92
|
1,02
|
0,07
|
|
Rdt
|
|
17,43
|
12,11
|
|
C
|
13,99
|
1,89
|
0,08
|
|
FM3
|
5,18
|
1,02
|
0,07
|
|
C
|
19,17
|
1,65
|
0,14
|
|
FM4
|
3,18
|
1,13
|
0,07
|
|
Rdt
|
|
8,87
|
5,57
|
|
C
|
22,35
|
1,58
|
0,28
|
|
FM5
|
0,92
|
0,64
|
0,06
|
|
C Global
|
23,27
|
1,54
|
0,22
|
|
Rdt global
|
|
28,70
|
48,49
|
|
Rejet
|
25,73
|
0,68
|
0,05
|
|
Rdt Poids
|
46,54
|
|
|
54 | P a g e
55 | P a g e
? Essai avec broyage
Cet essai est effectué sur une pulpe contenant 50 grammes
de matière solide broyée (rejet spirale broyé) pendant 1
minute. Le volume de la pulpe est de 100 ml.
Les résultats métallurgiques obtenus lors de cet
essai sont repris dans le tableau IV.11. Tableau IV.9.Résultats de
l'essai de concentration magnétique avec le rejet broyé
|
Poids (g)
|
% Cu
|
%Co
|
|
Alimentation
|
50
|
0,81
|
0,08
|
|
FM1
|
4,64
|
3,04
|
0,21
|
|
Rdt
|
|
34,83
|
24,36
|
|
FM2
|
3,93
|
2,03
|
0,21
|
|
Rdt
|
|
19,69
|
20,63
|
|
C
|
8,57
|
2,58
|
0,21
|
|
FM3
|
2,21
|
0,88
|
0,19
|
|
C
|
10,78
|
2,23
|
0,27
|
|
FM4
|
1,12
|
0,53
|
0,16
|
|
Rdt
|
|
1,47
|
4,48
|
|
C
|
11,9
|
2,07
|
0,3
|
|
FM5
|
0,82
|
0,52
|
0,16
|
|
C Global
|
12,72
|
1,97
|
0,18
|
|
Rdt global
|
|
61,87
|
57,24
|
|
Rejet
|
37,28
|
0,41
|
0,04
|
|
Rdt Poids
|
25,44
|
|
|
56 | P age
Le graphique IV.8 présente une comparaison entre les
résultats métallurgiques obtenus lors des essais de concentration
magnétique.
70
60
50
40
30
20
10
0
Rdt Cu (%) Rdt Poids (%) Teneur Cu (%)
Non Broyé Broyé
Figure IV.8. Evaluation des résultats des essais de
concentration magnétique
Les résultats repris dans les tableaux IV.10,IV.11 et
sur le graphique IV.8 appellent les commentaires suivants :
Pour ce qui est de l'essai réalisé avec une
alimentation non broyée, le concentré global obtenu titre 1,54%
cuivre. Pour un rendement de concentration équivalant à 28,70 %.
La fraction non magnétique (rejet) issu de cet essai titre 0,68 %
cuivre.
L'essai réalisé avec une alimentation
broyée révèle que le concentré global obtenu dans
ces conditions titre 1,97% cuivre. Pour un rendement de concentration
équivalant à 61,85%. La fraction non magnétique (rejet)
issu de cet essai titre 0,41 % cuivre.
De ces commentaires, il ressort que le meilleur
épuisement du rejet et un bon rendement de récupération
sont obtenus dans les conditions du deuxième essai (essai avec
broyage) où la teneur en cuivre du rejet et le rendement de
récupération sont respectivement de 0,41% et 61,85%. Ceci
pourrait s'expliquer par le fait que la granulométrie d'alimentation est
relativement fine et que la fraction magnétique reste facilement
figée dans le champ magnétique de l'appareil. Quant à la
granulométrie d'alimentation de l'essai sur le rejet non broyé,
elle est relativement grossière donnant une possibilité aux
particules d'être entrainées par la somme des forces s'opposant
à la force magnétique (force de gravité, force centrifuge,
etc) (Yoann,2020).
57 | P a g e
IV.5. Evaluation du bilan de concentration
L'évaluation du bilan de concentration sur spirale et
sur séparateur magnétique est reprise au tableau II.10 et
illustrée par la figure IV.9 présentant le bilan cuivre.
Tableau IV.10. Bilan global de concentration
Echantillon brut Poids(kg) Teneur Cu (%)
|
23,30
Concentration sur spirale
|
1,44
|
|
Alimentation spirale
|
15
|
1,48
|
|
Concentré spirale
|
2,45
|
5,19
|
|
Rejet spirale
|
12,55
|
0,81
|
|
Rdt de Con(%)
|
|
57,1
|
|
Rdt poids(%)
|
16,33
|
|
Concentration magnétique
|
Alimentation
|
12,55
|
0,81
|
|
Concentré magnétique
|
3,21
|
1,97
|
|
Rejet S Magnétique
|
9,27
|
0,41
|
|
Rdt de Con(%)
|
|
61,85
|
|
Rdt poids(%)
|
25,54
|
|
|
Bilan global
|
|
|
Concentré global
|
5,65
|
3,36
|
|
Rejet final
|
9,27
|
0,41
|
|
Rdt de Conc (%)
|
|
56,56
|
|
Rdt Poids(%)
|
24,17
|
|
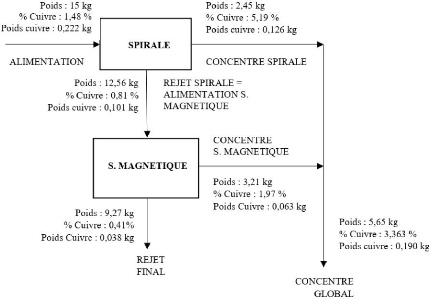
58 | P a g e
Figure IV.9. Bilan global de concentration
Sur base des exigences de EMT, la granulométrie sur
laquelle nous avons effectué nos essais se trouve dans l'intervalle de
-0,8 mm à 53 ?m ; ce choix a conduit à l'élimination de la
fraction inférieure à 53 ?m qui représente environ 40% des
rejets inferieurs à 0,8 mm de la laverie de KAMATANDA. Ainsi donc notre
étude ne traite qu'environ 60% des rejets inferieurs à 0,8 mm de
la laverie de KAMATANDA.
59 | P a g e
Conclusion et perspectives
L'objectif principal de ce travail était de valoriser
les rejets, de la fraction inférieure à 0,8 mm, de la laverie de
KAMATANDA en produisant un concentré ayant la plus haute teneur
possible. Les méthodes de concentration choisies ont été
la concentration sur spirale et la concentration sur séparateur
magnétique. Pour ce faire, une optimisation des paramètres
à la concentration sur spirale a été
réalisée en premier lieu. Elle a été suivie d'un
épuisement du rejet obtenu dans les conditions optimales sur
séparateur magnétique.
Sur base des exigences de EMT, la granulométrie sur
laquelle nous avons effectué nos essais se trouve dans l'intervalle de
-0,8 mm à 53 ?m ; ce choix a conduit à l'élimination de la
fraction inférieure à 53 ?m qui représente environ 40% des
rejets inferieurs à 0,8 mm de la laverie de KAMATANDA. Ainsi donc notre
étude ne traite qu'environ 60% des rejets inferieurs à 0,8 mm de
la laverie de KAMATANDA.
Pour la concentration sur spirale, les paramètres
étudiés étaient l'ouverture de la cuillère, le
débit d'alimentation et le pourcentage solide de la pulpe. Concernant la
séparation magnétique le seul paramètre qui a
été varié est la granulométrie.
L'analyse des résultats obtenus à la suite des
essais de concentration gravimétrique sur spirale a montré que
les meilleures conditions opératoires sont ; une ouverture du collecteur
de concentré de 10 cm, un débit d'alimentation de la pulpe de 60
litres par minute et un pourcentage solide de 25%. Dans ces conditions, le
concentré obtenu a une teneur de 6,44 % avec un rendement de
récupération de 50 ,04 %, la fraction mixte produite à une
teneur en cuivre de 4,34 % pour un rendement de récupération de
53,79 % et le rejet issu de cette opération a une teneur en cuivre de
0,81 %.
Les meilleures conditions opératoires sur
séparateur magnétique ont été obtenues avec la
fraction fragmentée pendant 1 minute. Cet essai a permis d'avoir un
concentré ayant une teneur en cuivre de 1,97 % avec un rendement de
récupération de 62,85% pour un rejet titrant 0,41% en cuivre.
La combinaison spirale séparateur magnétique
dans les conditions opératoires de notre étude permet la
récupération de plus ou moins 86 % du cuivre contenu dans
l'alimentation. En terme de teneur, le concentré obtenu lors du
traitement combinant la spirale et le séparateur magnétique, est
de 3,36 %.
60 | P a g e
Cette teneur est approximativement égale à la
valeur minimale de l'alimentation de l'unité de lixiviation en tank
agité des usines hydrométallurgiques de SHITURU.
Au vu de ce qui précède, nous proposons que la
suite de ce travail soit axée sur les points suivants:
Une analyse granulométrique du concentré afin de
l'adapter aux exigences des usines hydrométallurgiques de SHITURU ;
Une étude de valorisation de la fraction inférieure
à 53 ?m est à faire pour avoir une alimentation
représentant 100% de la fraction inférieure à 0,8 mm des
rejets de la laverie de KAMATANDA.
61 | P a g e
Références bibliographiques
1. Apodaca., L. (1990). "Application of spiral concentrators in
fine cool processing."
2. Bornman., F., et al., (2020). "Spiral conditions for the
recovery of ultrafines particules."
3. Bouchard. (2001). Traitement de minerai : Flottation -
Méthodes physiques. L. G. d'argile: 367.
4. Bousmina., A. (2015). Calcul des grandeurs
électromagnétiques dans un séparateur magnétique
à aimants permanent, Mémoire de Master, Université des
frères Mentouri Constantine.
5. Brissonneau., P. (1997). "Magnetisme et matériaux
magnétiques."
6. Coey., M. (2010). "Magnetism and magnetics materials."
7. Dahlin., D., et al., (1993). Magnetic Susceptibility of
Minerals in High Magnetic Fields: 13.
8. De Souza. (2009). "Espirais concentradoras no tratamento de
minérios de ferro,Universidade Federal de Minas Gerais."
9. EK C., et M. (1973). Cours de minéralurgie
(préparation des minerais), Université de Liege/Faculté
des sciences appliquées: 307.
10. Gillet., G. (2003). "Séparation magnétique
haut gradient (SMHG) et haut champ."
11. IMSC group. (2018). "A complet range of spirals for minerals
concentration." 7.
12. Kabanda., F. (2020). Valorisation des rejets fins de la
laverie de Kamatanda par flottation en utilisant le silicate de sodium et le
Revadep 5050 comme réactifs déprimants, Université de
Lubumbashi/Faculté Polytchnique.
13. Kalenga. (2016). Préparation des minerais,
Université de Lubumbashi.
14. Kalongo., P. (2016). Optimisation de la concentration sur
spirale Humphreys via l'approche statistique de Taguchi (cas du concentrateur
gravimétrique de Kanfundwa), Université de
Lubumbashi/Polytechnique: 82.
15. Lalafandeferana., et al. (2009). Conception et
réalisation de spirales pour l'exploitation artisanale de minerais
aurifères. Ingenieur, Université D'antananarivo.
16. Mbwisha., M. (2021). Valorisation des fractions fines des
minerais de Kamatanda par concentration magnétique., Université
de Lubumbashi/Polytechnique.
17.
62 | P a g e
Mehasni., R. (2007). Elaboration de modèles de calcul de
dispositifs à induction Électromagnétique : application
à un système de séparation magnétique dans les
milieux particulaires, Thèse de Doctorat, Université de
Constantine.
18. Nava., E. (1996). Application de piégeage des
particules ultrafines sous champs magnétiques intenses. Application
à l'épuration des fluides. These de Doctorat, INPL.
19. Ouili., M. (2013). "Modélisation du comportement
d'une distribution aléatoire des particules métalliques dans un
séparateur magnétique en voie humide."
20. Svoboda., Ed. (2004). Magnetic Techinques for the treatment
of Materials.
21. Vuninga., R. (2020). Influence de la concentration
magnétique sur la récupération globale du cuivre et du
cobalt dans les rejets bassins de Kanfundwa, Université de
Lubumbashi: 69.
22. Will., P. (1998). "Le magnétisme animal : Histoire,
controverses, effets sur la santé."
23. Yoann., R. (2020). Mise en place d'un protocole
expérimentale de séparation pour l'extraction des composés
de fer contenus dans le résidu de bauxite calcine These de doctorat,
Université du Québec
| 

