Section 3 : Amélioration du
procédé
L'amélioration de l'opérabilité et de la
sécurité sur l'unité SERTERE, requiert une
numérisation plus importante du procédé (avec
l'installation de nombreuses jauges et transmetteurs et l'automatisation de la
séquence de démarrage), et selon les besoins à venir, le
remplacement du réchauffeur à gaz par un réchauffeur
électrique.
Outre ces opérations prioritaires, d'autres travaux aux
CAPEX très limités sont également importants :
? Le remplacement de la PSV manuelle de la colonne par une PSV
pilotée. En effet, la
pression de sortie de la compression (78 bar), laissera peu de
marge par rapport au « rating » des conduites (83 bar) ;
? L'installation de clapets individuels sur le refoulement des
pompes de circulation glycol GX 509A/B ;
? L'installation d'une BDV (Blow Down Valve) pour faire face
à un scénario de
dépressurisation d'urgence, dans la mesure où la
colonne peut être isolée et exposée au feu.
3. 1 - Automatisation du procédé
Un processus industriel est un ensemble d'équipements
qui permet, à partir d'énergie et de produits bruts ou non finis,
de fabriquer des produits finis ou des objets directement utilisables.
L'automatisation d'un processus revient à le placer sous la commande
d'un système qui le conduit vers un objectif donné en
dépit des perturbations qu'il subit.
L'étude de l'unité de déshydratation de
gaz du site de Torpille, permet d'affirmer qu'un certain nombre d'actions de
maintenance telle que le remplacement d'instruments manquants ou
défectueux seraient bénéfiques pour
l'opérabilité de l'unité et permettraient en outre de
faciliter les diagnostics en cas de problèmes opératoires.
L'ajout d'instruments et notamment de transmetteurs renvoyés en salle de
contrôle, et enregistrés dans le SNCC, faciliterait
également le suivi de la bonne marche de l'unité. Actuellement,
trop peu d'informations sont reportées et enregistrées dans le
SNCC. La figure 3.11 suivante expose la liste des instruments à
implémenter pour un « monitoring » efficace de l'unité
et le grafcet de démarrage de la figure 3.12 résoudra les
problèmes de sécurité au démarrage.
50

|
Optimisation d'un procédé de déshydratation
de gaz naturel
|
|

Figure 3.11 : Schéma d'optimisation
unité SERTERE
Ainsi, en considérant uniquement une optimisation du
procédé existant, les nouveaux instruments installés,
permettront entre autre de :
> Contrôler les températures d'entrée et
sortie de gaz et de TEG dans l'absorbeur et de
ce fait de s'assurer du respect de la différence de
température requise (entre 5°C et 10°C) ;
> Analyser le point de rosée eau en sortie de
l'absorbeur CA 503 et ainsi contrôler
l'efficacité du traitement effectué
(prévoir possibilité de comparaison manuelle des
résultats) ;
> S'assurer du degré de pureté du TEG en
décelant et en anticipant sur une dégradation éventuelle
par mesure du PH ;
> Permettre des dépressurations complètes de
l'unité en cas d'arrêt d'urgence ;
> Permettre le contrôle des températures en
ayant une vision globale des différentes étapes de
préchauffage et chauffage ;
> S'assurer de l'opérabilité continue de
l'unité selon les spécifications du constructeur ;
> Répondre aux besoins croissants de traitement par
ajustement contrôlé des paramètres. En complément de
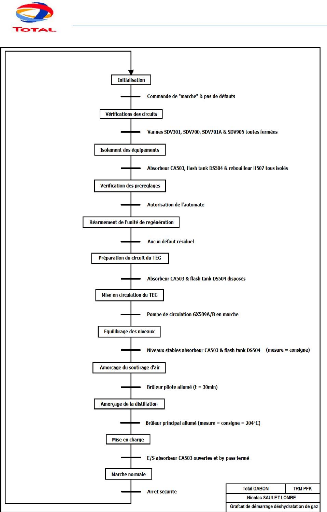
ces modifications, une nécessité de revue et de consolidation de
la procédure actuelle de démarrage implique la mise en oeuvre de
l'automatisme de démarrage selon le grafcet présenté sur
la figure 3.12 suivante :
Optimisation d'un procédé de déshydratation
de gaz naturel
Figure 3.12 : Grafcet de démarrage
unité SERTERE
51
52

|
Optimisation d'un procédé de déshydratation
de gaz naturel
|
|
| 

