|
Page 1
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
INTRODUCTION
Avec l'avancée de la technologie et la
référence aux besoins de l'Industrie mondiale et
particulièrement le Sénégal, le BTS Maintenance
Mécanique tel qu'on l'enseigne au Centre d'Entreprenariat et de
Développement Technique (CEDT) aura bien atteint un but qui est de
former des techniciens supérieurs opérationnels dès leur
sortie de formation. C'est dans ce cadre que nous avons eu à effectuer
un stage de travail de maintenance dans une entreprise la place appelée
le DELTA MARINE INDUSTRIE (DMI).
Compte tenu de l'évolution de la technologie dans
l'industrie et surtout pour satisfaire la clientèle nationale,
régionale et internationale de plus en plus exigeante en milieu maritime
et industriel de meilleure qualité, le DMI prévoit des actes plus
ou moins importants à savoir :
+ La réhabilitation des équipements actuels pour
améliorer le rendement des machines.
+ La création d'emplois et le recrutement d'ouvriers
ayant une bonne connaissance dans se domaine.
Ces actes visent donc à :
· améliorer nettement le rendement ;
· fidéliser les clients et accroître leur
nombre ;
· pérenniser le développement des
activités de la société ;
· devenir la meilleure industrie de réparation
navale, de conception, de fabrication, de montage et de maintenance industriel
dans la sous région.
A cet effet, nous proposons comme sujet de mémoire, en
vue de l'obtention du Brevet de Technicien Supérieur (BTS) un
thème pratique portant sur « Etude et amélioration
de la gestion de la maintenance du delta marine industries Sarl
(D.M.I)».
Nous exposons dans le présent rapport trois grandes
parties décrivant les principaux volets de notre mémoire de fin
d'études :
La première partie de ce rapport de mémoire
présente l'entreprise DMI, son organisation technique et l'état
des lieux de ses équipements.
La seconde partie du document présente en détail
le processus de travail du DMI et les travaux effectués lors du stage.
Ces travaux nous ont permis d'élaborer une politique de maintenance
appropriée à l'entreprise.
Quant à la troisième partie du mémoire
elle présente l'analyse du service de maintenance du DMI, il s'agira de
définir les priorités d'action au sein de l'entreprise afin
d'améliorer leur rendement effectif, et ceci à travers la mise
sur pied un programme de maintenance établis grâce à un
outil de diagnostic appelé graphe radar.
Présenté par
MOUHAMED DRAME 12ème
Promotion
PREMIERE PARTIE PRESENTATION ET ORGANISATION
STRUCTURELLE DU D.M.I
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I

L'entreprise, est une structure économique et sociale et
juridique qui regroupe des moyens humains, matériels, immatériels
(service) et financiers, qui sont combinés de manière
organisée pour fournir des biens ou des services à des clients
dans un environnement concurrentiel (le marché) ou non concurrentiel (le
monopole). C'est un élément vital pour l'économie d'un
pays. C'est un monde a part régi par des lois et règlements qui
lui sont internes. Nombreux sont ceux pour qui ce monde est un mystère
jusqu'au moment où ils prétendent à un emploi, ou
commencent à travailler. C'est à partir de ce moment qu'ils
découvrent ses réalités.
Page 2
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 3
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Chapitre I : Présentation du Delta Marine
Industriel
I SITUATION GEOGRAPHIQUE
Le Delta Marine Industries (DMI) est implanté dans la
zone industrielle au Sud de la ville de Dakar et sis à l'avenue
Félix Eboué, zone port (mole 08).
II HISTORIQUE
Créé le 17 Mars 2003 Delta Marine Industries
sous l'appellation de DMI est une société anonyme à
responsabilité limitée au capital de 1.000.000 inscrites au
registre de commerce du tribunal de Dakar sous le numéro SNDK 2003 B 33
24. La société a consacré ses premiers mois
d'activité à la recherche et à la consolidation d'un
portefeuille clients assez étoffé. C'est ainsi qu'après
seulement un semestre d'activités elle a réussi, entre autres,
à gagner la confiance des sociétés ci-dessous
énumérées :
+ MARINE NATIONALE SENEGALAISE
+ SECTEUR PETROLIER
+ S.D.E
+ I.C.S
+ PORT AUTONOME DE DAKAR
+ C.S.S
+ DAKAR NAVE
+ DIPROM
Les principaux responsables on été choisis en
fonction de leur savoir faire indiscutablement reconnu, de leur
flexibilité et polyvalence, de leurs lignes multiples et de leur
capacité variable leur permettant de prendre en charge tous les types de
problème.
Grâce à ces équipes
expérimentées formées en permanence et motivées le
contrôle par l'assurance qualité est exercé à chaque
stade d'intervention.
III SECTEUR D'ACTIVITES
Le Delta Marine Industries est une société
industrielle qui a un important centre de production intervenant dans les
secteurs d'activités ci-dessous listés :
3.1 MARINE
Mécanique navale
Chaudronnerie et Traitement de surface Electrique et froid
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
3.2 MAINTENANCE INDUSTRIEL
Réparation de groupes électrogènes
Réparation de circuits de tous genres de fluides
Réparation de moteurs
Installation et réparation d'équipements
industriels
3.3 TRANSPORT MARITIME EN RADE
Exploitation de vedettes pour le transbordement du personnel de
terre à bord des navires en mer à l'extérieur du port
ainsi que le transport des équipes d'intervention sur les navires en
rade.
3.4 LOGISTIQUE
Exploitation et location de grue ; fourchettes et camion grue.
Page 4
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Chapitre II : Organisation Structurelle
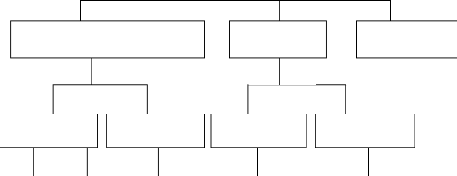
I ORGANIGRAMME
L'organigramme est le schéma de structure de
l'entreprise. En d'autres termes c'est une présentation
visualisée des différentes fonctions et leurs liaisons au sein de
l'entreprise. C'est un moyen d'information dans ce sens qu'il met en
évidence les services et les activités qui s'y rattache et leurs
groupements en fonctions. Il fait apparaitre la hiérarchie en situant le
rôle et le niveau de chaque employé.
L'organigramme du DMI se présente comme suit :
DIRECTEUR GENERAL / GERANT

AUDIT INTERNE
DIRECTEUR TECHNICO COMMERCIAL
Page 5
|
|
DEPARTEMENT ADMINISTRATIF & FINANCIER
|
|
COMMERCIAL
|
|
|
|
DEPARTEMENT TECHNIQUE
CHEFS D'EQUIPE
Section
Chaudronnerie, traitement de surface
CHEFS DE CHANTIER
CHEFS D'EQUIPE
Section
Mécanique naval
CHEFS DE CHANTIER
Section
Electricité & Froid
10 Soudeurs
agréés
|
|
30 Ouvriers Fixes ; 05 Stagiaires ; Emplois
variables
|
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
II ETAT DES LIEUX DU DELTA MARINE
L'activité du Delta marine industrie résulte de
l'interaction d'un certain nombre de moyens d'action. La disposition de ces
moyens les uns par rapport aux autres, leur mise en place et leur organisation
interne en vue de permettre son bon fonctionnement définissent la
structure. Les moyens sont hétérogènes mais sont en
étroite relation : ils sont classées en deux catégories
:
2.1 LES MOYENS MATERIELS
Ils déterminent le cadre physique de la
société et sont répartis en 4 catégories.
|
INFRASTRUCTURES
|
LOGISTIQUE
|
MACHINES
OUTILS
|
OUTILLAGE
APPAREILLAGE
|
|
le terrain, l'usine, les
|
les chariots de
|
Tours; Fraiseuses;
|
Compte tour digital;
|
|
magasins, les bureaux
|
manutention, grue;
|
Mortaiseuse;
|
Thermomètre digital ;
|
|
fourchettes ; camion
|
Rectifieuse de
|
Banc d'essaie
|
|
grue, voitures de
|
vilebrequin;
|
hydraulique ; Banc
|
|
service,compresseurs, groupes électrogènes
|
Glaceur; Aléseuse culasse et lame;
|
tarage injecteur ; Pompes d'épreuves ;
|
|
|
Aléseuse grosse pointure;
Perceuse; Perceuse radiale
|
Arrache hydraulique ; Endoscope; Banc tarage injecteur ; Coffret
filetage ect....
|
Tableau N° 1
2.2 LES RESSOURCES HUMAINES
Elles constituent le facteur travail. Elles consacrent leurs
activités à l'objet de l'entreprise. On constate du point de vue
de la division des responsabilités et des activités, une
hiérarchie à trois niveaux.
-FIXATION DES OBJECTIFS
-APPLICATION DES ORDRES GENERAUX
-EMISSION DE DETAIL
DIRECTION GENERALE
CADRES ET AGENTS DE MAITRISE
PERSONNEL D'EXECUTION
-EXECUTION DES ORDRES
Figure 1: hiérarchie et division des
responsabilités
Dans cette hiérarchie le but recherché est la
coordination harmonieuse de l'activité d'ensemble et pour cela, il y a
une centralisation d'un minimum de décisions.
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 6
Page 7
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Au fur et à mesure que l'on descend dans la
hiérarchie, l'ampleur et la portée des décisions se
réduit en même temps que la part d'initiative et de
responsabilité.
III MISE EN PLACE DES MOYENS
La mise en place des moyens sera définie en
considérant les groupes remplissant la même fonction. Les
fonctions dans l'entreprise correspondent aux différentes actions
nécessaires pour atteindre l'objectif : servir le client.
Chaque regroupe est un ensemble d'activités qui peut
être de natures différentes mais concourent à une
même action. Les activités constituant les différentes
taches à effectuer pour accomplir le travail au sein de l'entreprise. La
diversité et la complexité des activités constituant une
fonction nécessite leur répartition en services. Un service est
donc l'organe instrumental spécialise dans l'exécution d'une
activité. Il matérialise la fonction. Partant de ces
définitions il serait aisé d'analyser les différentes
fonctions que l'on rencontre dans la structure du Delta Marine Industrie.
Tableau des fonctions prédominantes
|
Fonctions
|
Taches
|
|
Administrateur Général
|
Il assure la direction générale de l'entreprise
(prévision, commandement, coordination, organisation contrôle).
|
|
Secrétariat
|
Il est relié directement à l'administrateur
général dont il reçoit les recommandations. Il centralise
les courriers et assure la frappe des documents administratifs et
techniques.
|
|
Service de l'Administration et du Personnel
|
Il est chargé de la mise en oeuvre des systèmes
et politiques de gestion administrative et des ressources humaines.
|
|
Service Industriel
|
Il est chargé de coordonner les activités
industrielles au niveau de l'entreprise.
|
|
Service Approvisionnement
|
Il est chargé d'assurer l'approvisionnement de
l'entreprise en outillages et fournitures.
|
|
Service Comptable et Financier
|
Il est chargé de l'organisation des fonctions
comptables et financières de la société.
Il élabore le budget et procède à son exécution.
|
Tableau N°2
Cette entreprise est le lieu d'investissements financiers mais
aussi humains car c'est l'endroit où des individus s'investissent pour
gagner un salaire. C'est donc une société et comme toute
société elle a besoin d'être organisée pour bien
fonctionner en vue d'atteindre ses objectifs.
Présenté par
MOUHAMED DRAME 12ème
Promotion
DEUXIEME PARTIE
PROCESSUS DE TRAVAIL DU D.M.I

ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Ce secteur se subdivise en trois sections dans lesquelles nous
avons passé de brèves périodes dans le cadre de notre
stage. Les visites respectives de ses départements nous ont permis une
meilleure compréhension des multiples étapes intervenant dans
leurs processus de travail, d'évaluer la complémentarité
de ses différents départements, d'avoir une idée
générale des problèmes techniques de toute l'entreprise,
avant de choisir un thème d'étude particulier.
Page 8
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 9
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
I DEPARTEMENT TECHNIQUE
C'est le secteur prioritaire de l'entreprise, il coiffe les 3
sections qui sont :
? Section traitement de surface et Chaudronnerie
? Section mécanique naval ? Section électrique et
froid
1.1 SECTION TRAITEMENT DE SURFACE ET
CHAUDRONNERIE
L'opération de maintenance la plus fréquente, de
par son caractère obligatoire, est la mise en sèche du bateau
dans une forme de radoub (aire cimentée desservie par une grue et des
charpentes de bois sur lesquels les navires reposent) ou, dans les mers
soumises à l'action de la marée, à marée basse le
long d'un quai ou soutenu par des béquilles si le bateau en dispose ou
par une extraction du navire à l'aide d'un grue . Certains
contrôles et entretiens si nécessaire peuvent cependant être
faits par l'équipage durant un voyage ou au port, comme, par exemple, le
nettoyage des citernes, bouchains, puisards et autres crépines servant
à l'épuisement ou à l'assèchement de compartiments
où un risque d'accumulation de matières inflammables est
présent, ou encore la réfection de la peinture sur des parties
facilement accessibles.
Lors de l'arrêt technique, les travaux de maintenance
qui ne peuvent pas être faits en exploitation sont réalisés
par le chantier (appareil propulsif, ligne d'arbre, auxiliaires,
électricité, tuyauterie, etc.).
D'autres contrôles, par contre, doivent
impérativement se faire en cale sèche, tels que:
1.1.1 TRAITEMENT DE SURFACE
Un traitement de surface est une
opération qui peut être mécanique, chimique,
électrochimique ou physique qui a pour but de modifier l'aspect ou la
fonction de la surface des matériaux afin de l'adapter à des
conditions d'utilisation données.
Les opérations de traitements de surface sont
effectuées de nos jours par une multitude de petites entreprises
sous-traitantes pour le compte de grands groupes industriels dans les domaines
de l'automobile, du maritime, de l'aérospatiale.
L'exposition aux vapeurs de différents acides
utilisés (acides sulfurique, chlorhydrique, cyanhydrique, fluorhydrique)
présente de graves dangers pour la santé, et les mesures de
sécurité en oeuvre dans les petites entreprises du secteur sont
généralement insuffisantes.
1.1.1.1 CARENAGE ET POLISSAGE
Le carénage est une série d'opérations de
révision périodique de la coque d'un navire en vue de lui
redonner ses qualités nautiques (vitesse), ainsi que dans le cas d'une
coque métallique de limiter la corrosion.
Il peut être effectué après la mise
à sec du bateau par des cales ou soutenu par des béquilles si le
navire en dispose. Le carénage impose l'élimination des
organismes marins qui se sont installés sur la coque ainsi que de
l'antifouling apposé précédemment avant de passer une
nouvelle couche d'antifouling. Le carénage peut être l'occasion de
réparations mineures sous la ligne de flottaison c'est-à-dire la
ligne qui sépare la partie immergée de
Présenté par MOUHAMED DRAME
12ème Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
la coque d'un navire de celle qui est émergée.
Les anodes en zinc qui protègent les parties métalliques du
navire de la corrosion par effet électrochimique sont
remplacées.
Le polissage est l'action de polir, de rendre lisse et
éventuellement brillant par : c'est une composante du
parachèvement (ou finition) des pièces en tout matériau
(métalliques, plastiques, bois...) visant à obtenir un bel
aspect, un fini ou un état de surface de haute qualité. Cette
qualité de surface est caractérisée par la
rugosité, la brillance, l'éclat...Il peut être manuel ou
robotisé. Le polissage est l'étape principale de la
métallographie (la méthode d'observation de la structure du
métal). En effet, pour pouvoir observer les détails
microscopiques de la structure, il faut éliminer les rayures. Il est
également utilisé lorsque l'on veut faire un essai
mécanique :
En compression, pour réduire le frottement de
l'échantillon sur le tas de compression pour éviter la
déformation « en tonneau » et le flambage.
De manière générale (en traction,
compression et flexion) pour éviter les concentrations de
contraintes.
Il est également indispensable pour observer les traces
dans les essais de micro dureté. Enfin, le polissage peut être
utilisé pour enlever la couche superficielle et avoir accès au
coeur du matériau, qui n'a pas nécessairement les mêmes
propriétés. On vise en général le « poli
miroir », c'est-à-dire qu'aucun défaut, aucune rayure n'est
visible au microscope optique, les défauts résiduels ont donc une
taille inférieure au micromètre ; on se contente souvent d'une
impression à l'oeil nu ou à la loupe. On se limite parfois
à un polissage plus grossier, selon les applications.
Pour le polissage mécanique, on utilise des papiers
avec des particules abrasives, sorte de toile émeri, de papier de verre,
mais avec une taille de particules plus fine et maîtrisée, en
général en carbure de silicium (SiC) ou en alumine (Al2O3). Si la
surface n'est pas plane, on commence par un papier « à gros grain
», puis on passe successivement à des papiers à grain plus
fin. Entre deux papiers, il faut :
bien nettoyer l'échantillon, afin de le
débarrasser des particules du papier précédent qui
auraient pu s'incruster ; on utilise en général un bain à
ultrasons ou nettoyage à ultrasons (qui est une procédure
accélérée de nettoyage de pièces ou de dissolution
de produits par l'effet mécanique d'ondes ultrasonores).
croiser la direction de polissage : pour un papier
donné, on polit toujours dans le même sens, et on croise les sens
d'un papier à l'autre, ce qui permet de faire ressortir les rayures
résiduelles de l'étape précédente.
Page 10
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 11
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I

Figure 2 : les différentes
opérations effectuer au carénage et polissage
1.1.1.2 SABLAGE
Le sablage est une technique industrielle de nettoyage des
surfaces en utilisant un abrasif projeté à grande vitesse
à l'aide d'air comprimé au travers d'une buse, sur le
matériau à décaper. Le sablage est utilisé dans de
nombreuses industries ; c'est également une technique de ravalement de
façade.
Le terme sablage vient du fait qu'à l'origine on
utilisait du sable comme abrasif : anciennement en frottant la pièce
avec, puis en le projetant sur la pièce. Parfois de l'eau est
ajoutée au sable, principalement dans le but de limiter la production de
poussières. Cette technique est utilisée dans le bâtiment
pour le nettoyage des murs par projection de sable. Elle est utilisée
pour tatouer les vitres des automobiles avec un numéro
spécifique, on utilise un sable très fin et un pochoir du motif
à reproduire. Cela tend à dissuader les voleurs de dérober
le véhicule.
Le sable n'est presque plus utilisé dans le sablage,
à cause de la silice libre qui est hautement cancérigène.
On utilise en sablage des scories vitrières, du corindon et d'autres
types de produits plus techniques en fonction de ce que l'on recherche à
obtenir.
1.1.1.2.1 EFFET DU SABLAGE
La projection de sable à grande vitesse sur une surface
à plusieurs effets :
il décape, désoxyde, enlève une couche
superficielle fragile (peinture par exemple) ;
il crée une rugosité, qui facilite l'accroche d'un
revêtement, ou donne un aspect à un moule pour pièces en
plastique, c'est une bonne préparation avant
peinture. il dépolit, notamment
le verre, aspect "verre sablé".
Il est utilisé pour la gravure (numéros de
série sur les vitres de voitures, noms sur les pierres tombales).
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 12
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
à forte puissance les impacts provoquent une
déformation plastique et modifient donc la surface (écrouissage,
création de contraintes de compression) à faible puissance avec
des abrasifs de gommage, on peut nettoyer sans abimer le support. (ex : retirer
de la peinture d'une vitre sans la dépolir ou la rayer.)
Le traitement de petites et moyennes pièces peut se
faire en cabine à manche, cette solution permet de travailler
confortablement en confinant dans la machine l'abrasif et les poussières
générées. La cabine peut être équipée
d'une installation de recyclage et de nettoyage de l'abrasif en continu. Les
sableuses peuvent être munies de bandes transporteuses ou
équipées pour le traitement des pièces en automatique.
Le traitement des pièces de grande taille se fait
à jet libre, le sableur porte alors une combinaison de protection et un
casque ventilé pour le protéger des poussières
générées. Il existe plusieurs technologies de projection
d'abrasif :
le système à Dépression, simple et
économique, un venturi, à air comprimé,
intégré au pistolet aspire l'abrasif depuis son
réservoir.
le système à Surpression, beaucoup plus
productif, consiste à mettre sous pression d'air un récipient
dans lequel est stocké l'abrasif, celui-ci est alors expulsé via
un flexible et une buse.
Le sablage nécessite de l'air comprimé donc un
compresseur. Il est impératif de choisir soigneusement l'abrasif
à projeter, selon le but recherché.
1.1.1.2.2 APPLICATIONS
Nettoyage de surface Ebavurage de pièces Préparer
avant peinture Créer une rugosité Désoxyder
Décaper
Décoration
Ainsi au niveau du Delta marine on procède à une
réfection totale de la peinture afin de diminuer la corrosion et
l'accrochage de parasites (mollusques, algues,...) à la coque, ces
derniers pouvant augmenter la consommation et provoquer un ralentissement de
10% (on utilise dans ce cas une peinture dite « anti-fouling »).
Cette réfection est précédée d'un piquage et d'un
décapage des tôles. Ces opérations peuvent être
effectuées de façon manuelle ou à l'aide de machines
électriques ou pneumatiques. Elles peuvent mettre en oeuvre la
projection d'eau sous haute pression (150-500 bars) pour le nettoyage, de l'eau
sous très haute pression THP (2000 à 2500 bars) pour le
décapage à nu de l'acier de la coque, un système
appelé grenaillage (shot-blasting) ou le sablage (grit blasting) qui
projette un matériau abrasif propulsé par de l'air
comprimé entre 7 à 10 bars.
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I

Figure 3 : les différentes
opérations effectuer au sablage
1.1.2 CHAUDRONNERIE
Une vérification complète de la structure du
navire et de toute autre partie subissant des contraintes mécaniques,
ces dernières étant par exemple des compressions et des torsions
induites par les chargements et déchargements des produits et par les
contraintes dynamiques dues au déplacement du navire dans l'eau. Il faut
donc prêter beaucoup d'attention particulière aux ancres,
câbles et treuils, à l'hélice et à son arbre, au
gouvernail.
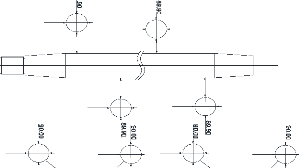
1.1.2.1 HELICE
C'est autour de l'hélice que l'eau se trouve
propulsée du bord d'attaque vers le bord de fuite, créant ainsi
un effet de vis sans fin. Les molécules d'eau comprimées alors
sur elles mêmes retranscrivent cette force par l'avancement du bateau.
Inox, Cupro-manganèse, Cupro-alu ou tout simplement
alu, le choix du matériau est aussi important que la forme des pales en
fonction de vos paramètres. Il est donc primordial que le calcul de
l'hélice soit établi d'après la forme de la coque, le
déplacement du navire et les conditions d'utilisation.
Une hélice est généralement définie
par 7 facteurs :
- 1°) le Diamètre est exprimé en pouce ou en
mm.
- 2°) le Pas en pouce ou en mm.
- 3°) le Nombre de Pales, allant de 2 à 7 dans 98%
des cas.
- 4°) la Matière, si HB/IB Z-drive => Aluminium ou
Inox,
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 13
Page 14
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
si Ligne d'arbre => Cupro-Manganèse, Cupro-Aluminium,
Nitra ou Inox.
- 5°) la caractérisation de son moyeu : soit Ligne
d'Arbre (avec un cône de type : ISO).
- 6°) sa Surface de pales, exprimée en %, surtout
pour les hélices de transmission par ligne d'arbre.
- 7°) la présence d'un Cupro et sa taille...
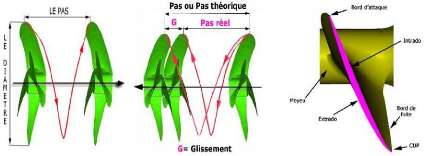
Figure 4 : les principaux termes à
connaître sur les hélices
Petit index de l'hélice
L'Avance : c'est la distance parcourue
réellement ou "Pas réel": La Cavitation:
ce phénomène a lieu pour 3 raisons principales :
1°) Les pales ne reçoivent plus
un flux d'eau dit "propre", c'est à dire que les flux d'eau
brassés ne sont plus dans un état laminaire, mais dans un
état turbulent avec une quantité de gaz (air) importante
mélangée. Ce mélange air/eau, lors du brassage des pales,
n'offre plus suffisamment de résistance => l'air se comprime, l'eau
non... Ce phénomène se traduit par une accélération
vive du moteur et une reprise à la normale lorsque l'hélice
raccroche des flux d'eau propre, par exemple : passage de vague, masquage par
une quille importante.
2°) Les pales de l'hélice
aspirent de l'air... Cela arrive fréquemment lorsque le moteur est
réglé trop haut sur le tableau, ou si la distance entre la
surface de l'eau et l'extrémité de pales est trop faible, pour
une ligne d'arbre... Dans le premier cas, la plaque anti-ventilation n'est pas
assez efficace, et la résultante est identique pour les deux cas =>
le brassage d'eau aspire de l'air par effet vortex...
3°) Lorsque les pales sont soumises
à des efforts trop importants par rapport à leur surface, une
dépression se crée, coté intrados, en bout de pales.
Celle-ci est si forte que la pression, coté extrados, ne suffit plus
à équilibrer la relation dynamique. L'eau prise dans cette
importante dépression se dégrade chimiquement sous l'effort et le
gaz contenu dans les molécules d'eau se sépare. Des Microbulles
d'air s'amoncellent alors jusqu'au décrochage complet des pales (moment
où la pale ne visse plus dans l'eau mais dans l'air).
C'est dans se contexte que nous allons essayer de
décrire le processus de travail du DMI par des fiches techniques et
illustré par des images commenté :
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
|
DELTA MARINE INDUSTRIES Sarl MARINE & INDUSTRY ENGINEERING
|
Navire: ALMIRANTE
|
|
|
Client: S/C DAKARNAVE
|
|
Objet: Rapport Travaux sur
|
|
Hélice
|
|
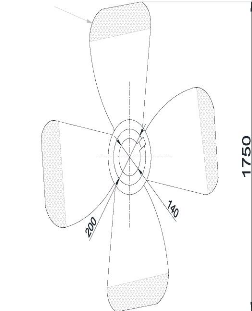
Nature d'hélice: Hélice
|
a 4 pales
|
Matériaux: Bronze
|
|
|
|
Nature Travaux :
|
? Rechargement des pales (brasage)
|
Métal d'apport : baguette de bronze enrobé castolin
«185F»
|
|
? Ajustage et Ponçage
|
Suivant gabarie de pale
|
|
|
? Equilibrage
|
Correction des balourds
|
partie rechargée
Figure 5 : Zone de remplissage des
pales
Présenté par MOUHAMED DRAME
12ème Promotion
Page 15
Page 16
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
|
DELTA MARINE INDUSTRIES Sarl MARINE & INDUSTRY ENGINEERING
|
Navire: ALMIRANTE
|
|
Client: S/C DAKARNAVE
|
|
Objet: Rapport Travaux sur
|
|
Hélice
|
|
Nature d'hélice: Hélice a 4
pales
|
Matériaux: Bronze
|
|
Nature Travaux :
|
? Rechargement des pales (brasage)
|
Métal d'apport : baguette de bronze enrobé castolin
«185F»
|
|
? Ajustage et Ponçage
|
Suivant gabarie de pale
|
|
? Equilibrage
|
Correction des balourds
|

Figure 6 : hélice avant
remplissage
Présenté par MOUHAMED DRAME
12ème Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
|
DELTA MARINE INDUSTRIES Sarl MARINE & INDUSTRY ENGINEERING
|
Navire: ALMIRANTE
|
|
Client: S/C DAKARNAVE
|
|
Objet: Rapport Travaux sur
|
|
Hélice
|
|
Nature d'hélice:
|
Hélice a 4 pales
|
Matériaux: Bronze
|
|
Nature Travaux :
|
? Rechargement des pales (brasage)
|
Métal d'apport : baguette de
|
|
bronze enrobé castolin «185F»
|
|
|
? Ajustage et Ponçage
|
Suivant gabarie de pale
|
|
? Equilibrage
|
Correction des balourds
|

Figure 7 : au cours du remplissage des pales
d'hélice
Présenté par MOUHAMED DRAME
12ème Promotion
Page 17
Page 18
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
|
DELTA MARINE INDUSTRIES Sarl MARINE & INDUSTRY ENGINEERING
|
Navire: ALMIRANTE
|
|
Client:
|
|
S/CDAKARNAVE
|
|
Objet: Rapport Travaux
|
|
sur Hélice
|
|
Nature Travaux :
|
Hélice a 4 pales
|
Matériaux:Bronze
|
|
Nature d'hélice:
|
? Rechargement des
pales (brasage)
|
Métal d'apport : baguette
|
|
de bronze enrobé castolin «185F»
|
|
? Ajustage et Ponçage
|
Suivant gabarie de pale
|
|
? Equilibrage
|
Correction des balourds
|

Figure 8 : meulage de l'hélice après
remplissage
Présenté par MOUHAMED DRAME
12ème Promotion
Page 19
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
|
DELTA MARINE INDUSTRIES Sarl MARINE & INDUSTRY
ENGINEERING
|
Navire : ALMIRANTE
|
|
|
Client : S/C DAKARNAVE
|
|
|
Objet : Rapport Travaux sur
|
|
Hélice
|
|
Nature d'hélice : Hélice
|
a 4 pales
|
Matériaux : Bronze
|
|
|
|
Nature Travaux :
|
? Rechargement des pales (brasage)
|
Métal d'apport : baguette de bronze enrobé
castorine «185F»
|
|
? Ajustage et Ponçage
|
Suivant gabarie de pale
|
|
? Equilibrage
|
Correction des balourds
|

Figure 9:équilibrage de
l'hélice
Présenté par MOUHAMED DRAME
12ème Promotion
Page 20
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.1.2.2 ARBRE PORTE HELICE
L'arbre est une pièce mécanique reliant le
moteur à l'hélice. On l'appelle également arbre porte
hélice ou ligne d'arbre dans le domaine maritime.
Sur un bateau, l'arbre d'hélice passe à travers
la coque, l'étanchéité à cet endroit est
assurée par un presse-étoupe qui assure
l'étanchéité a se niveau pour éviter l'entrer de
l'eau de mer dans la salle des machine du navire. Sur les grands navires,
l'alignement de l'arbre d'hélice est un problème majeur. L'arbre
est maintenu à plusieurs endroits par des supports reliés
à la coque, cette dernière peut subir d'importantes
déformations. L'arbre d'hélice est aussi lubrifié afin de
minimiser les pertes d'énergie.

Cependant les différents travaux à mener à
ce niveau se résument comme suit :
Travaux sur A.P.H
> Dépose des deux hélices
> Dépose des deux arbres
> Transport à l'atelier
> Contrôle de rectitude sur l'arbre tribord (voir fiche
de contrôle)
> Redressement et rechargement d'une pale sur l'hélice
tribord
> Equilibrage des deux hélices (voir rapport
d'équilibrage)
> Transport à bord
> Remplacement de l'arbre tribord
> Réduction de la longueur de l'arbre tribord
> Usinage des cônes sur l'arbre
> Remplacement des douilles tribord
> Repose des arbres
> Repose des hélices
> Vérification du lignage des arbres (voir
relevés)
> Prise des jeux entre les douilles arrière et leur
portée (voir relevés)
> Essai après remise a l'eau
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Relevés du contrôle de
rectitude
|
Point de lecture
|
A
|
B
|
C
|
D
|
|
1
|
|
|
|
|
|
2
|
|
|
|
|
|
3
|
|
|
|
|
|
4
|
|
|
|
|
|
5
|
|
|
|
|
|
6
|
|
|
|
|
|
7
|
|
|
|
|
|
8
|
|
|
|
|
|
9
|
|
|
|
|
|
10
|
|
|
|
|
Tableau N° 3
Le relevé est pris à chaque 550mm sur la longueur
de l'arbre et à quatre points perpendiculaires sur le diamètre.
(Voir fig.10)

8
1 2 3
550
9
10
A
B
D
5500
C
Figure 10: point de lecture du contrôle de
rectitude
Relevés de lignage
|
Point de lecture
|
Défaut de lignage sur aph
Tribord
|
Défaut de lignage sur
aph
Bâbord
|
|
A
|
|
|
|
B
|
|
|
Tableau N°4
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 21
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I

comparateur.
A
B
Page 22
Figure 11: lecture de lignage au
comparateur
Relevés des jeux entre aph et douilles aph
tribord:
|
Position du jeu
|
Douille avant
|
Douille arrière
|
|
Haut
|
|
|
|
Bas
|
|
|
|
Tribord
|
|
|
|
Bâbord
|
|
|
Tableau N° 5
aph bâbord:
|
Position du jeu
|
Douille avant
|
Douille arrière
|
|
Haut
|
|
|
|
Bas
|
|
|
|
Tribord
|
|
|
|
Bâbord
|
|
|
Tableau N°6
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 23
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.1.2.3 GOUVERNAIL
Le gouvernail est un dispositif mobile destiné au
contrôle directionnel d'un bateau et plus généralement de
tout engin se déplaçant sur l'eau, dans l'eau ou dans l'air. Le
terme générique « gouverne de direction » ou bien
« volet de direction » ou encore plus simplement « direction
» est davantage utilisé.

Figure 12 : disposition du gouvernail
Le gouvernail est un ensemble constitué par :
· une surface immergée appelée safran qui
est une partie du gouvernail d'un navire, constitué d'un plan vertical
pouvant pivoter afin de dévier le flux d'eau sous la coque pour changer
la direction du navire. Son effet est accru pour un navire à
hélice car le flux d'eau est accéléré dans le
voisinage du safran. Il peut générer une force latérale,
généralement mobile en rotation autour d'un axe sensiblement
vertical,
· un prolongement hors de l'eau servant au
contrôle en rotation du safran : la mèche de gouvernail (axe
physique), la partie haute d'un safran extérieur,
· un levier de commande : actionnée manuellement
ou mécaniquement par des câbles.
Les gouvernails sont souvent placés dans le jet de
l'hélice, ce qui augmente leur efficacité en marche avant.
Travaux sur lignes d'arbre et
gouvernails
V' Relevé des jeux sur APH et sur
gouvernails
V' Dépose des safrans tribord et
bâbord V' Dépose des hélices tribord et
bâbord V' Dépose des arbres tribord et
bâbord
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
ü Contrôle dimensionnel des arbres et des douilles
(fiches de relevés)
ü Repose des arbres
ü Repose des hélices
ü Repose des safrans
ü Remplacement des tresses sur mèches tribord et
bâbord
ü Remplacement des tresses sur arbres tribord et
bâbord

Jeux sur le coté babord
babord 0,50
haut 1,00
jeux sur aph 0,45
0,25
babord tribord
bas 0,00
jeux de meche tribord 0,40
avant arriere 0,60
0,00
aiguillot
tribord
0,70
babord
0,00
Figure 13:jeux sur le coté
bâbord
Jeux sur côté
bâbord
Mèche de safran

Tribord
Bâbord
Avant
Arrière
Tableau N° 7
Présenté par MOUHAMED DRAME
12ème Promotion
Page 24
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE
DU D.M.I
Aiguillot

Tribord
Bâbord
Avant
Arrière
Tableau N°8
Arbre porte hélice

Tribord
bâbord
haut
bas
Tableau N°9
Jeux sur le côté
tribord

jeux de meche tribord 0,40
avant arriere 0,45
0,00
babord 0,45
haut 0,45
jeux sur aph 0,20
0,15
babord tribord
bas 0,00
aiguillot
tribord
0,80
babord
0,00
Figure 14: jeux sur le coté
tribord
Présenté par MOUHAMED DRAME
12ème Promotion
Page 25
Page 26
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Jeux sur côté tribord
Mèche de safran

Tribord
Bâbord
Avant
Arrière
Tableau N°10
Aiguillot

Tribord
Bâbord
Avant
Arrière
Tableau N°11
Arbre porte hélice

Tribord
Bâbord
Haut
Bas
Tableau N°12
Relevés dimensionnels sur arbre et douille
bâbord

89.90
89.90
89.90
89.90
90.00
90.00
90.00
90.00
Figure 15 : relevés dimensionnels sur
arbre et douille bâbord
Présenté par MOUHAMED DRAME
12ème Promotion
Page 27
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.2 SECTION MECANIQUE NAVALE
La réparation navale est en général, le
processus consistant à réparer la structure du navire ou du
matériel à bord suite à des dégâts
causés par un abordage, un échouage ou suite à une usure
normale causée par des frictions ou la corrosion. Cependant, elle
reprend aussi le processus consistant à modifier un navire. Elle
représente un secteur important du transport maritime, et occupe
à peu près 25% de la main d'oeuvre des chantiers navals.
Elle est subdivisée en plusieurs sous sections pour
pouvoir répartir les taches et réduire les coûts horaires
des travaux.
1.2.1 REPARATION DES MECANISMES
Cette sous section constitue le noyau du travail. Elle intervient
au niveau du moteur jusqu'à la transmission en effectuant divers tests
pour pouvoir établir les procédures de travail à
effectuer.
A l'arrivée du navire l'ingénieur à bord
et le chef de la section procèdent à une étude de
l'état des lieux du navire à l'aide des outils appropriés
pour pouvoir établir un cahier de charges.
Après ces différentes étapes on
procède à l'extraction du moteur dans le navire pour commencer
une révision complète du moteur et de l'ensemble de ses
composants mécanique et hydraulique grâce aux matériels de
pointe de dernière génération qui sont mis à la
disposition des ateliers.
Fruit des travaux menés par l'ingénieur allemand
Rudolf Diesel entre 1893 et 1897, le moteur Diesel est un
moteur à combustion interne dont l'allumage n'est pas commandé
mais spontané, par phénomène d'auto-inflammation. Il n'a
donc pas besoin de bougies d'allumage. Cela est possible grâce à
un très fort taux de compression (rapport volumétrique) d'environ
14:1 à 25:1, permettant d'obtenir une température de 700
à900 °C. Des bougies de préchauffage sont souvent
utilisées pour permettre un meilleur démarrage du moteur à
froid, en augmentant la température de la chambre de combustion. Les
moteurs Diesel fonctionnent habituellement au gazole, au fioul lourd ou aux
huiles végétales ou minérales. Ils peuvent aussi bien
être à deux temps (surtout sur les Diesel de navire, avec
suralimentation par compresseur et injection pneumatique) qu'à quatre
temps. Ce type de moteur à taux de compression élevé a
connu une expansion rapide lorsque la suralimentation par turbocompresseur en a
notablement amélioré les performances. Son fonctionnement repose
sur l'auto-inflammation du gazole, fioul lourd ou encore huile
végétale brute dans de l'air comprimé à 1:20 du
volume du cylindre (environ 35 bar), et dont la température est
portée de 600 °C à 1 500 °C environ. Sitôt le
carburant injecté (pulvérisé), celui-ci s'enflamme presque
instantanément, sans qu'il soit nécessaire de recourir à
un allumage commandé par bougie. En brûlant, le mélange
augmente fortement la température et la pression dans le cylindre (60
à 100 bars), repoussant le piston qui fournit une force de travail sur
une bielle, laquelle entraîne la rotation du vilebrequin (ou arbre
manivelle faisant office d'axe moteur).
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 28
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Les quatre temps du cycle Diesel sont
:
Admission : d'air par l'ouverture de
la soupape d'admission et la descente du piston ;
Compression :de l'air par remontée du piston, la
soupape d'admission étant fermée ; Injection -
combustion - détente : peu avant le point mort haut on
introduit, par un injecteur, le carburant qui se mêle à l'air
comprimé. La combustion rapide qui s'ensuit constitue le temps moteur,
les gaz chauds repoussent le piston, libérant une partie de leur
énergie. Celle-ci peut être mesurée par la courbe de
puissance motrice .
Echappement : des gaz
brûlés par l'ouverture de la soupape d'échappement,
poussés par la remontée du piston.
Cependant il est important d'effectuer une bonne maintenance
pour avoir un bon fonctionnement du moteur que ça soit le coté
mécanique ou celui de la transmission. C'est pourquoi nous allons
essayer d'expliquer ce qui se passe dans cette section par le biais des
rapports et des tests qu'on a eu à effectuer dans la
société Delta Marine Industriel durant notre stage.
1.2.1.1 TRAVAUX EFFECTUES
La procédure de ces travaux est établie de la
manière suivante : 1.2.1.1.1 DESHABILLAGE DU
MOTEUR
Dépose des sécurités - dépose de la
tuyauterie eau, huile et air
Dépose des collecteurs échappements et admission
Dépose turbosoufflantes - dépose
réfrigérants
Déculassée - dépose attelages -
dépose pompes attelées - démontage bloc moteur
Suspension bloc moteur - dépose vilebrequin
Visite complète des organes - remontage - essai
1.2.1.1.2 CULASSE
Dépose - visite en atelier
Nettoyage - épreuve à 3 bars
Contrôle visuel et dimensionnel des soupapes, guides et
siège, vérification des
ressorts
Visite soupape de lancement
Visite tarage soupapes de sûreté
1.2.1.1.3 ATTELAGE
Démontage axe de bielle, contrôle dimensionnel axe
douille pied de bielle logement axe sur piston gorge de segment Contrôle
vrillage et flambage bielle Remplacement au remontage de la bielle
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 29
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE
DU D.M.I
1.2.1.1.4 VILEBREQUIN
Transport à l'atelier
Contrôle dimension - contrôle
géométrique - contrôle magnétoscopique
Contrôle dureté : Soie détrempée -
usure profonde de plus de 6 mm sur la soie de
maneton
En définitive le remplacement du vilebrequin
s'impose
Mise en place contre poids sur le vilebrequin neuf - mise en
place vilebrequin
Montage avec coussinet neuf de palier et butée.
Contrôle contrainte vilebrequin après bloc sur
cale
Contrôle contrainte vilebrequin après montage
attelage et accouplement
1.2.1.1.5 BLOC MOTEUR
Dépose bloc moteur - nettoyage complet
Nettoyage enveloppe
Contrôle alignement palier sur bloc moteur par barre :
paliers en ligne
? 5 Distribution
- Contrôle denture pignons
- Remplacement axe pignon intermédiaire - Remplacement
bague sur pignon (2)
- Remplacement cropodine support d'axe
1.2.1.1.6 SYSTEME D'INJECTION
Visite d'injecteurs nombre 08 (huit)
Vérification préliminaire avant démontage
Constats: 01 Injecteur en mauvais état détarrage
sur les autres
Démontage complet - nettoyage et visite de 08
injecteurs
Remontage, rechange d'une buse et tarage des 08 injecteurs
à 250 bars
Rechange de tous les joints d'étanchéité en
caoutchouc et joints d'injecteurs
1.2.1.1.7 TRAVAUX EN COURS D'ESSAIS
Vérification de l'étanchéité des
clapets de refoulement de toutes les pompes d'injection.
? Quatre (04) pompes non
étanches
- Rechange de deux (02 clapets de refoulement neuf
- Rodage des deux (02) autres
- Démontage des huit (08) injecteurs pour
vérification deux (02) injecteurs en
mauvais état
- Rodage des deux (02) injecteurs
Présenté par MOUHAMED DRAME
12ème Promotion
Page 30
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.2.1.1.8 TRAVAUX SUR LES REGULATEURS
Réglage du dispositif d'arrêt d'urgence
Vidange et rinçage du régulateur
Réglage de la vis pointeau de compensation (purge)
1.2.1.1.9 TURBO SOUFFLANTES
Visite complète turbo - soufflantes
Traitement de surface turbine compresseur diffuseur, remplacement
tôles écran
turbine
Remplacement des paliers fournis par le client
Equilibrage dynamique rotor
Remontage - essai
1.2.1.1.10 POMPE A HUILE
Remplacement pompe à huile fourni par le client
1.2.1.1.11 POMPE A EAU DOUCE
Visite compète en atelier Remplacement
1.2.1.1.12 POMPE A GASOILE
Dépose visite contrôle des éléments
Remplacement des bagues cyclo Remontage - essai
1.2.1.1.13 REFRIGERANT EAU
DOUCE-HUILE-AIR
Dépose des réfrigérants eau - huile et air -
nettoyage complet Epreuve - remontage
1.2.1.1.14 SOUPAPE THERMOSTATIQUE
Démontage - nettoyage soupapes
Contrôle ouverture des soupapes huile et eau
1.2.1.2 CONTROLES EFFECTUES
Ainsi différentes contrôle seront établis de
la manière suivante :
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 31
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.2.1.2.1 CONTROLE SOUPAPE ET GUIDE
F : Faux rond maxi (0,03)
V : Verrouillage (0,03)
|
Désignation
|
Soupapes
|
Guides
|
Jeu
|
F
|
V
|
E
|
|
Adm1
|
A
|
B
|
A
|
B
|
|
|
|
|
|
Echp1
|
|
|
|
|
|
|
|
|
|
Adm2
|
|
|
|
|
|
|
|
|
|
Echp2
|
|
|
|
|
|
|
|
|
|
Adm3
|
|
|
|
|
|
|
|
|
|
Echp3
|
|
|
|
|
|
|
|
|
|
Adm4
|
|
|
|
|
|
|
|
|
|
Echp4
|
|
|
|
|
|
|
|
|
Tableau N° 13

F
90
40
L
E
B
A
F et L= micromètre
0
Figure 16:contrôle soupape et
guide
10
1.2.1.2.2 CONTROLE ALESAGE OU CYLINDRE
Le nombre de cote à prendre en hauteur varient suivant la
hauteur de la chemise ou cylindre (voir la notice du constructeur).
|
Alésag
chemise
|
A
|
B
|
C
|
Ovalisation
|
Conicité
|
Hauteur
colerette
H
|
|
Av-Ar
|
G-D
|
Av-Ar
|
G-D
|
Av-Ar
|
G-D
|
|
1
|
|
|
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
|
|
Tableau N° 14
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 32
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Remarque :
le nombre de côtés à prendre en hauteur
Varie suivant l'importance de la hauteur de la chemise ou
cylindre
Pour la limite d'usure du cylindre ou chemise (voir la notice du
constructeur)
La cote A se situe à la hauteur où s'arrête
le segment coup de feu.
La cote B au milieu du cylindre
La cote C à 25 mm du bas de chemise (se conformer à
la notice du constructeur)
En général, l'évaluation ne doit pas
dépasser 0,03 mm et la conicité dépendra de l'usure
de la chemise admise par le constructeur
La cote A se situe à la hauteur ou s'arrête le
segment coup de feu La cote B au milieu du cylindre
La cote C à 25mm du bas du cylindre
B
Figure 17: contrôle alésage ou
cylindre
D
C
G
AV
AR
A
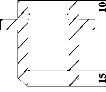
1.2.1.2.3 CONTROLE SIEGE DE LA CULASSE
|
Siège
|
Culasse monobloc
|
Culasse à siège
rapportés
|
e
|
|
L1
|
H1
|
L2
|
H2
|
|
Adm1
|
|
|
|
|
|
|
Echp1
|
|
|
|
|
|
|
Adm2
|
|
|
|
|
|
|
Echp2
|
|
|
|
|
|
|
Adm3
|
|
|
|
|
|
|
Echp3
|
|
|
|
|
|
|
Adm4
|
|
|
|
|
|
|
Echp4
|
|
|
|
|
|
Tableau N° 15
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
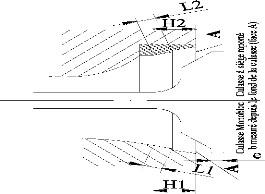
Figure 18: contrôle siège de la
soupape
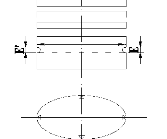
1.2.1.2.4 CONTROLE DIMENSIONNEL DU PISTON
Les hauteurs à partir desquelles on doit prendre les cotes
sont définies par le constructeur Attention :
les formes des pistons sont souvent très complexes.
Il faut bien prendre les mesures à l'endroit
indiqué par le constructeur.

Figure 19:contrôle dimensionnel du
piston
AV
C
D
B
G
AR
Page 33
D
|
Piston
|
D
|
C
|
B
|
A
|
E
E'
|
|
AV-FR
|
G-D
|
AV-FR
|
G-D
|
AV-FR
|
G-D
|
AV-FR
|
G-D
|
|
1
|
|
|
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
|
|
Tableau N° 16
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.2.1.2.5 CONTROLE DU VILEBREQUIN

Tourillon
Tourillon
Tourillon
Figure 20:contrôle du
vilebrequin
|
Diamètre
soie
Tourillon
|
A
|
B
|
Ovalisation
|
Conicité
|
J
e
u
|
|
Diamètre
soie
Maneton
|
A
|
B
|
Ovalisation
|
Conicité
|
J
e
u
|
|
H
|
V
|
H
|
V
|
|
|
|
|
|
H
|
V
|
H
|
V
|
|
|
|
|
1
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
|
5
|
|
|
|
|
|
|
|
5
|
|
|
|
|
|
|
|
Tableau N°17
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 34
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.2.1.2.6 CONTROLE DIMENSIONNEL BIELLE
A'
CC '
D
E
B
B'
Figure 21:contrôle dimensionnel de la
bielle
Page 35
T E T E
|
D
E B
I E
L
L E
|
POSITION
|
CYLIND
1
|
J
E
U
|
CYLIND
2
|
J
E
U
|
CYLIND
3
|
JE U
|
CYLIND
4
|
JEU
|
|
A/A'
|
|
|
|
|
|
|
|
|
|
A
B/B'
|
|
|
|
|
|
|
|
|
|
C/C'
|
|
|
|
|
|
|
|
|
|
M A
N E
T
O
N
|
A/A'
|
|
|
|
|
|
|
|
|
|
B/B'
|
|
|
|
|
|
|
|
|
|
D
O
U I L L
E
|
D
|
|
|
|
|
|
|
|
|
|
E
|
|
|
|
|
|
|
|
|
|
A
X
E
|
D
|
|
|
|
|
|
|
|
|
|
E
|
|
|
|
|
|
|
|
|
Tableau N° 18
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 36
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
1.3 SECTION ELECTRICITE & FROID CLIMATISATION
La société DMI est spécialisée en
sous-traitance et assistance technique en intervention de semi urgence dans les
domaines de l'installation électrique, froid climatisation et de la
maintenance. A chaque stade de collaboration avec les clients, toute
l'attention se porte sur la réussite de ce partenariat en accord avec
les valeurs de l'entreprise que sont l'exigence, le respect et la confiance. Il
est bien connu que les pannes surviennent toujours au pire moment. Le DMI via
son réseau d'agences et de filiales se fait fort d'être
présent dans ces moments difficiles.
1.3.1 L'ELECTRICITE :
Raccordements électriques, mise en place de bacs à
batteries et divers organes électriques
greffés au moteur. Electricité basse tension sur
organes de contrôle moteur (pression
d'huile, voltmètre, ampèremètre...)
Installer les générateurs d'énergie, les tableaux et
les
câbles de distribution électrique. Entretenir et
dépanner toutes les installations électriques
et électroniques à bord.
Les différents domaines d'intervention pour apporter des
solutions efficaces sont :
- Installation et distribution
- Poste de transformation
- Alimentation sans interruption (onduleur)
- Tableau basse tension
- Compensation énergie réactive (condensateur)
- Eclairage intérieur et extérieur
- Protection foudre
- Démarrage moteur et variation de vitesse
Réparations bobinages de moteurs et appareils
électriques
Moteurs triphasés, Moteurs chariots, Alternateurs,
Générateurs, Electro-freins,
Embrayages, Mandrins magnétiques, Bobines,
Transformateurs, Réducteurs, Variateurs de vitesse, Pompes à
vide, Pompes immergées Moteurs monophasés, Moteurs à
courant continu, Moteurs à bagues, Moteurs permanents, Moteurs à
haute fréquence, Compresseurs, Ventilateurs. Révision de moteurs
électriques
Contrôle de tous les bobinages avec appareil ondes de choc
et relevés de courbes. Contrôle des niveaux vibratoires
Equilibrage dynamique
Traitement des bobinages
1.3.2 FROID CLIMATISATION
L'intervention a lieu au niveau des chambres et des
entrepôts réfrigérés. Que ce soit pour des chambres
congélateur ou entrepôts frigorifiques, nous pouvons
élaborer des projets clé en main comprenant la conception et
l'installation de chambres froides, de systèmes de
réfrigération, de la pompe à chaleur et de la
régulation de l'installation.
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Domaines d'intervention :
La climatisation et le chauffage
Monter et entretenir les installations de
réfrigération et de climatisation
L'isolation thermique et phonique
Monter les installations d'isolation contre le chaud, le froid ou
le bruit
Compte tenu de la vétusté des équipements
du D.M.I, du manque de fonds de roulement et en attendant les réformes ;
la politique de maintenance que l'on applique actuellement aux
départements du DMI permet de résoudre de nombreux
problèmes ponctuels mais présente de sérieuses
insuffisances, d'où l'importance d'introduire une nouvelle politique de
maintenance.
Page 37
Présenté par
MOUHAMED DRAME 12ème
Promotion
TROISIEME PARTIE
ANALYSE DU SERVICE DE MAINTENANCE DU
D.M.I
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Dans cette partie nous allons faire l'analyse du service de
maintenance du DMI en utilisant un outil d'auto diagnostic appelé graphe
radar.
Page 38
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Chapitre I : Présentation du graphe et
données de l'enquête
Le graphe radar est un outil graphique permettant de
représenter différentes plages ou valeurs, en fonction de
plusieurs catégories. Il permet de tracer les valeurs de chaque
catégorie le long d'un axe distinct qui commence au centre du graphique
et se termine sur l'anneau extérieur et sert de comparateur
multidimensionnel.
Le graphe radar est constitué de 8 Planches
composées d'un nombre de question préalablement défini.
Ces résultats sont obtenus grâce aux réponses
données par le responsable technique du DMI.
Page 39
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
I PLANCHE 1 : GESTION DES EQUIPEMENTS
Cette planche est constituée de 15 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant la gestion des
équipements
|
VRAIE
|
PLUTOT
VRAIE
|
PLUTOT FAUSSE
|
FAUSSE
|
|
101
|
On a un inventaire de l'emplacement de nos
équipements
|
|
|
|
|
|
102
|
Cet inventaire est tenu à jour (modifications,
suppressions, ajouts...)
|
|
|
|
|
|
103
|
Il existe une codification qui découpe les
équipements jusqu'à la pièce de rechange
|
|
|
|
|
|
104
|
Pour chaque équipement, on connaît les
conditions de bon fonctionnement
|
|
|
|
|
|
105
|
Pour chaque équipement, on connaît les
conditions d'intervention
|
|
|
|
|
|
106
|
Pour chaque équipement, on connaît les
pièces de rechange nécessaires
|
|
|
|
|
|
107
|
Pour chaque équipement, on connaît les
outillages nécessaires
|
|
|
|
|
|
108
|
Pour chaque équipement, on possède
l'historique des travaux
|
|
|
|
|
|
109
|
Les numéros machine ou codes sont facilement
visibles
|
|
|
|
|
|
110
|
Pour chaque équipement, on possède les
plans et schémas à jour
|
|
|
|
|
|
111
|
Il est possible de retrouver rapidement les interventions
réalisées sur un équipement
|
|
|
|
|
|
112
|
Pour chaque équipement, on connaît le
degré d'urgence de réparation
|
|
|
|
|
|
113
|
Les historiques sont analysés assez
souvent
|
|
|
|
|
|
114
|
Chaque équipement possède un numéro
d'identification unique
|
|
|
|
|
|
115
|
Chaque équipement possède un dossier
technique
|
|
|
|
|
Tableau N°19
Présenté par MOUHAMED DRAME
12ème Promotion
Page 40
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
II PLANCHE 2: MAINTENANCE DE 1ER NIVEAU (GRAISSAGE,
LUBRIFICATION) :
Cette planche est constituée de 08 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant la gestion des
équipements
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
201
|
On utilise des fiches formalisant les opérations
de graissage pour chaque équipement important
|
|
|
|
|
|
202
|
Il existe un moyen connu de déclenchement des
opérations
|
|
|
|
|
|
203
|
On utilise des fiches de suivi des interventions de
graissage (par semaine, par mois, ...)
|
|
|
|
|
|
204
|
On a un moyen de saisie ou d'enregistrement des anomalies
détectées lors d'une intervention
|
|
|
|
|
|
205
|
Les interventions de graissage sont
planifiées
|
|
|
|
|
|
206
|
Le suivi des opérations de graissage et
régulière mis à jour
|
|
|
|
|
|
207
|
Il existe un historique tenant compte de
l'activité des machines et des appoints en lubrifiants
|
|
|
|
|
|
208
|
Il existe une nomenclature et un suivi des produits de
maintenance de 1er niveau
|
|
|
|
|
TableauN°20
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 41
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
III PLANCHE 3: GESTION DES STOCKS ET PIECES DE
RECHANGE:
Cette planche est constituée de 14 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant la gestion des stocks et des
pièces de rechange
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
301
|
On utilise une procédure formalisée pour
les demandes d'achat (DA)
|
|
|
|
|
|
302
|
Les articles stockés sont
codifiés
|
|
|
|
|
|
303
|
Il existe des fiches techniques pour chaque pièce
et rechange spécifique
|
|
|
|
|
|
304
|
Les pièces obsolètes sont
éliminées si besoin
|
|
|
|
|
|
305
|
Le niveau du stock et sa valeur sont connus par le
service maintenance
|
|
|
|
|
|
306
|
Les pièces sont correctement rangées,
identifiées et localisées dans un magasin
|
|
|
|
|
|
307
|
Pour chaque pièce, on connaît le
délai d'approvisionnement
|
|
|
|
|
|
308
|
Pour chaque pièce stockée, on connaît
le(s) fournisseur(s)
|
|
|
|
|
|
309
|
Les pièces interchangeables (standards) sont
connues et identifiées
|
|
|
|
|
|
310
|
La maintenance possède son magasin
|
|
|
|
|
|
311
|
Les pièces rapidement livrables sont disponibles
chez nos fournisseurs
|
|
|
|
|
|
312
|
Il existe une gestion formalisée des
entrées / sorties magasin
|
|
|
|
|
|
313
|
Le seuil de sécurité, ou de
réapprovisionnement du stock est défini (pour les pièces
critiques)
|
|
|
|
|
|
314
|
Les consommations sont analysées
|
|
|
|
|
TableauN°21
Présenté par MOUHAMED DRAME
12ème Promotion
Page 42
Page 43
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
IV PLANCHE 4 : GESTION DES TRAVAUX:
Cette planche est constituée de 12 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant la gestion des
travaux
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
401
|
On sait hiérarchiser les appels à la
maintenance en fonction de l'importance de l'équipement
|
|
|
|
|
|
402
|
Il existe un moyen connu de déclenchement des
interventions de type DI / OT / BT
|
|
|
|
|
|
403
|
Les DI sont suivies (enregistrement, choix, ventilation,
planification)
|
|
|
|
|
|
404
|
Un compte-rendu est établi après chaque
intervention (RI)
|
|
|
|
|
|
405
|
Une structure travaux neufs est en place
|
|
|
|
|
|
406
|
Il existe une gestion des différents travaux
correctifs, préventifs ...
|
|
|
|
|
|
407
|
Il existe une structure d'appel et de suivi des travaux
sous traités ou co-traités
|
|
|
|
|
|
408
|
Les contraintes de la production sont prises en compte
dans la gestion des travaux
|
|
|
|
|
|
409
|
Il existe des gammes opératoires pour les
travaux complexes
|
|
|
|
|
|
410
|
Les consignes de sécurité à
respecter sont données par un document spécifique
|
|
|
|
|
|
411
|
Il existe un moyen connu de gestion des
propriétés pour le déclenchement des DI
|
|
|
|
|
|
412
|
Les OT / BT / RI sont classés et
archivés suivant chaque équipement
|
|
|
|
|
Tableau N°22
DI = Demande d'intervention OT = Ordre de
travail BT = Bon de travail RI = Rapport
d'intervention
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
V PLANCHE 5: ANALYSE F.M.D.S:
Cette planche est constituée de 13 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant l'analyse de la
sûreté de fonctionnement
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
501
|
Il existe une structure et un formalisme pour enregistrer
pour les informations
|
|
|
|
|
|
502
|
Chaque intervention est classée et
archivée
|
|
|
|
|
|
503
|
Chaque intervention est analysée (coûts,
temps)
|
|
|
|
|
|
504
|
Les analyses sont compilées afin de
réaliser des indicateurs et / ou un tableau de bord
|
|
|
|
|
|
505
|
Pour les équipements stratégiques, on
connaît un indicateur de bon fonctionnement
|
|
|
|
|
|
506
|
Pour les équipements stratégiques, on
connaît un indicateur de temps d'intervention
|
|
|
|
|
|
507
|
Pour les équipements stratégiques, on
connaît un indicateur de disponibilité
|
|
|
|
|
|
508
|
Pour les équipements stratégiques, on
connaît les conditions d'intervention
|
|
|
|
|
|
509
|
On dispose de matériel pour faire tout type de
maintenance
|
|
|
|
|
|
510
|
Les performances sont suivies (par équipement, par
machine ...)
|
|
|
|
|
|
511
|
On possède l'historique des travaux pour chaque
équipement
|
|
|
|
|
|
512
|
Les historiques sont analysés assez
souvent
|
|
|
|
|
|
513
|
L'efficacité de la fonction maintenance est
contrôlée
|
|
|
|
|
Tableau N°23
Présenté par MOUHAMED DRAME
12ème Promotion
Page 44
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
VI PLANCHE 6: ANALYSE DES COUTS:
Cette planche est constituée de 10 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant l'analyse des
coûts
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
601
|
La maintenance gère son budget
|
|
|
|
|
|
602
|
On peut connaître rapidement la situation
budgétaire de la maintenance
|
|
|
|
|
|
603
|
Le budget est ventilé par type de
maintenance
|
|
|
|
|
|
604
|
La comptabilité du service suit l'évolution
des coûts budgétisés, engagés,
réalisés
|
|
|
|
|
|
605
|
La ventilation des coûts se fait par nature
équipements, par type d'intervention ...
|
|
|
|
|
|
606
|
Le service maintenance est autonome pour l'achat en -
dessous d'un coût plafond
|
|
|
|
|
|
607
|
Il existe une gestion des interventions externes
(sous-traitance, cotraitante ...)
|
|
|
|
|
|
608
|
La valeur du stock des pièces de rechange est
connue
|
|
|
|
|
|
609
|
Pour les équipements stratégiques, on
connaît les coûts de maintenance
|
|
|
|
|
|
610
|
Les résultats de l'activité maintenance, en
terme des coûts, sont affichés et visibles par tous
|
|
|
|
|
Tableau N°24
Présenté par MOUHAMED DRAME
12ème Promotion
Page 45
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
VII PLANCHE 7 : BASE DE DONNEES:
Cette planche est constituée de 09 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant la base de
données
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
701
|
On enregistre l'avancement des travaux pour les
interventions longues et importantes
|
|
|
|
|
|
702
|
Il existe une base de données fournisseurs
(coûts, qualité, délais)
|
|
|
|
|
|
703
|
Il existe une méthode d'archivage adaptée
et suffisante
|
|
|
|
|
|
704
|
Un tableau de bord est édité
régulièrement
|
|
|
|
|
|
705
|
On dispose d'outils informatiques pour gérer
l'activité
|
|
|
|
|
|
706
|
On peut consulter l'historique des travaux pour chaque
équipement
|
|
|
|
|
|
707
|
Un dossier technique est archivé et tenu à
jour pour les équipements stratégiques
|
|
|
|
|
|
708
|
Pour chaque équipement, on possède les
plans et schémas à jour
|
|
|
|
|
|
709
|
Les catalogues fournisseurs et les documentations
techniques sont facilement accessibles
|
|
|
|
|
Tableau N°25
Présenté par MOUHAMED DRAME
12ème Promotion
Page 46
ETUDE ET AMELIORATION DE LA GESTION DE LA
MAINTENANCE DU D.M.I
VIII PLANCHE 8: PLANIFICATION-PREVENTION
Cette planche est constituée de 12 questions comme
indiqué sur le tableau ci-dessous
|
Affirmation concernant la base de
données
|
VRAIE
|
PLUTOT VRAIE
|
PLUTOT
FAUSSE
|
FAUSSE
|
|
801
|
La planification est réalisée suivant la
disponibilité des équipements du plan de production
|
|
|
|
|
|
802
|
La planification est réalisée suivant la
disponibilité des ressources humaines
|
|
|
|
|
|
803
|
La planification est réalisée suivant la
disponibilité des outillages et pièces
|
|
|
|
|
|
804
|
On sait affecter les ressources en fonction des besoins
(temps, procédures, outillages, ...)
|
|
|
|
|
|
805
|
Les interventions préventives sont
planifiées
|
|
|
|
|
|
806
|
La charge de travail à effectuer est
maîtrisée
|
|
|
|
|
|
807
|
On émet régulièrement un rapport
d'activité de la charge (planifié, en cours,
réalisé)
|
|
|
|
|
|
808
|
Le suivi et l'adaptation des actions préventives
est assuré par une personne du service
|
|
|
|
|
|
809
|
Il existe un planning hebdomadaire de lancement des
travaux (neufs, correctifs, d'amélioration ...)
|
|
|
|
|
|
810
|
Les interventions externes (co-traitance) sont
gérées, préparées ...
|
|
|
|
|
|
811
|
On visualise facilement l'état d'avancement des
travaux
|
|
|
|
|
|
812
|
Il existe un moyen de choisir le(s) intervenant(s) le(s)
plus adapté(s) à l'intervention
|
|
|
|
|
Tableau N°26
Présenté par MOUHAMED DRAME
12ème Promotion
Page 47
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
IX RESULTAT DE L'ENQUETE
Les réponses données dans les différentes
planches se traduisent par un graphe, qui nous permettra de comparer la
méthode de maintenance appliquée au sein de l'entreprise avec
celle des experts et celle considérée comme idéale.

Figure 22:résultat de l'analyse sous forme
de graphe
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 48
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Chapitre II: Exploitation des résultats de
l'enquête

Présenté par MOUHAMED
DRAME 12ème Promotion
Page 49
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I

Présenté par MOUHAMED
DRAME 12ème Promotion
Page 50
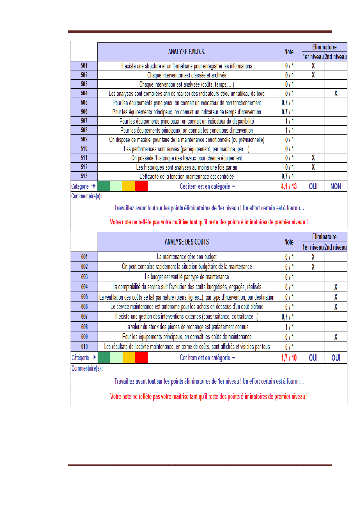
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Présenté par MOUHAMED
DRAME 12ème Promotion
Page 51
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I

Présenté par MOUHAMED
DRAME 12ème Promotion
Page 52
Page 53
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
RECOMMANDATIONS
A l'issue de ce travail que nous avons effectué, il
nous est paru absolument nécessaire que soit effectué au sein de
l'entreprise :
I GESTION DES EQUIPEMENTS
Créer un inventaire par emplacement, en ligne des
équipements en 1er niveau Faire l'historique des travaux pour
chaque équipement en 1er niveau
Créer un numéro d'identification unique pour chaque
équipement en 1er niveau Mettre à jour cet inventaire
(modifications, suppressions, ajouts...) en 2éme niveau
Facilité la visibilité des codes (équipements /
sous-ensembles / pièces) en 2éme niveau
II MAINTENANCE DE PREMIER NIVEAU
Utiliser des fiches formalisant les opérations de premier
niveau pour chaque équipement important en 1er niveau
Mettre à jour régulièrement le suivi des
opérations de premier niveau en 2éme niveau
Créer une nomenclature et un suivi des produits de
maintenance de 1° niveau en 2éme niveau
III GESTION DES STOCKS ET DES PIECES DE RECHANGE
Il faut codifier les articles stockés en 1er
niveau
Il faut ranger, identifier et localiser les pièces dans un
magasin en 1er niveau
Créer des fiches techniques pour chaque pièce et
rechange spécifique en 2éme
niveau
Enregistrer le niveau du stock et sa valeur pour le service
maintenance en 2éme
niveau
Connaître pour chaque pièce, le délai
d'approvisionnement en 2éme niveau
Créer une gestion formalisée des entrées /
sorties magasin en 2éme niveau
Définir un seuil de sécurité, ou de
réapprovisionnement du stock (pour pièces
critiques) en 2éme niveau
Analyser les consommations en 2éme niveau
IV GESTION DES TRAVAUX
Créer un moyen de déclenchement des interventions
de type DI / OT / BT en 1er niveau
Faire le suivi des DI (enregistrement, choix, ventilation,
planification) en 2éme niveau
Etablir un compte-rendu après chaque intervention (RI) en
2éme niveau
Etablir sur les BT ou documents spécifiques les consignes
de sécurité à respecter en 2éme
niveau
Présenté par
MOUHAMED DRAME 12ème
Promotion
Page 54
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Créer un moyen connu de gestion des priorités pour
le déclenchement des DI en 2éme niveau
Classer et archiver les OT / BT / RI suivant chaque
équipement en 2éme niveau
V ANALYSE F.M.D.S.
Créer une structure et un formalisme pour enregistrer les
informations en 1er niveau
Classée et archivée chaque intervention en
1ère niveau
Faire l'historique des travaux pour chaque équipement en
1er niveau Analyser les historiques au moins une fois par an en
1er niveau
Compiler les analyses afin de réaliser des indicateurs
et/ou un tableau de bord en 2éme niveau
VI ANALYSE DES COUTS
La maintenance doit gérer son budget en 1er
niveau
La maintenance doit connaître rapidement sa situation
budgétaire en 1er niveau
La comptabilité du service doit suivre l'évolution
des coûts budgétisés, engagés,
réalisés en 2éme niveau
Faire fa ventilation des coûts par nature (biens,
lignes...), par type d'intervention, par destination en 2éme
niveau
Faire de sorte que le service maintenance soit autonome pour les
achats en dessous d'un coût en 2éme niveau
plafond Connaitre les coûts de maintenance pour les
équipements principaux en 2éme niveau
VII BASE DE DONNEES
Créer une méthode d'archivage adaptée et
suffisante en 1er niveau
Faire de sorte qu'on peut consulter l'historique des travaux pour
chaque équipement en 1er niveau
Archiver et tenir à jour un dossier technique pour les
équipements principaux en 1er niveau
Enregistrer l'avancement des travaux pour les interventions
longues et importantes en 2éme niveau
Créer une base de données fournisseurs
(coûts, qualité, délais...) en 2éme
niveau Editer régulièrement un tableau de bord en
2éme niveau
VIII PLANIFICATION - PREVENTION
Effectuer et maîtriser la charge de travail en
1er niveau
Créer un planning hebdomadaire de lancement des travaux
(neufs, correctifs, d'amélioration...) en 1er niveau
Réaliser la planification suivant la disponibilité
des équipements, du plan de production en 2éme
niveau
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
Planifier les interventions préventives en
2éme niveau
Visualiser facilement l'état d'avancement des travaux en
2éme niveau
Après analyse du service de maintenance par l'outil
d'auto diagnostic et dont les résultats de l'enquête se traduisent
par un graphe ; il s'avère que le type de maintenance appliqué
n'est pas approprié à la structure. C'est ce qui nous a
amené à suggérer une politique de maintenance
adaptée afin de réduire ou même supprimer les arrêts
des machines indésirables et préjudiciables à l'entreprise
afin d'accroître son rendement et sa compétitivité.
Page 55
Présenté par
MOUHAMED DRAME 12ème
Promotion
ETUDE ET AMELIORATION DE LA GESTION DE LA MAINTENANCE DU
D.M.I
CONCLUSION
Étant donné que le thème
étudié a essentiellement porté sur la gestion de
maintenance, il s'est avéré pertinent de mettre l'accent sur la
pratique, qui se doit d'être de qualité. Cette pratique s'acquiert
et se valorise à travers les ateliers.
Au terme de cette étude il est important de souligner
la nécessité de revaloriser la fonction maintenance au sein des
départements à travers la mise à leur disposition de plus
de main d'oeuvre qualifiée, de moyens techniques et financiers ; un
suivi évaluation permanent.
Cette revalorisation pourrait se faire à travers
l'adoption de la politique de maintenance proposée dans le
présent rapport, par la tenue et l'exploitation du graphe radar et
l'approvisionnement à temps des pièces de rechange, des organes
suivant les priorités d'actions. Tout ceci éviterait une
immobilisation préjudiciable des machines.
Page 56
Présenté par
MOUHAMED DRAME 12ème
Promotion
| 

