IV-3- 5 : La masse volumique apparente
Les résultats des masses volumiques apparentes sont
regroupés dans le tableau XII. Les figures 8a et 8b montrent les masses
volumiques apparentes des différentes formulations en fonction de
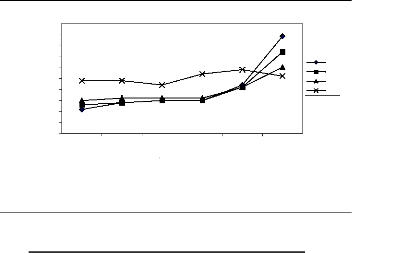
l'évolution de la température. Les masses volumiques du
matériau AE croissent de 1,61g/cm3 à
1,94g/cm3 quand la température évolue de 850°C
à 1100°C. A basse température (850°- 900°C), les
ajouts de sable élèvent légèrement la masse
volumique, tandis qu'à haute température (1050°,
1100°C), on observe le phénomène contraire. Ceci peut
s'expliquer par le fait qu'à basse température, les
réactions de densification étant faibles, le sable est encore
plus dense que la matrice céramique dans laquelle il est noyé ;
tandis qu'à haute température, les réactions de
consolidations entraînent une augmentation de la densité de la
matrice. Ce qui a pour effet d'inverser le phénomène
observé aux plus basses températures.
Tableau XII : Masses volumiques apparentes (en
g/cm3 ) des produits de cuisson en fonction
de la température
Température (°C)
Figure 9a : Masse volumique apparente des
céramiques de coupures AE-
AN en fonction de la
température
Masse volumique apparente(g/cm3)
2
1,95
1,9
1,85
1,8
1,75
1,7
1,65
1,6
1,55
1,5
850 900 950 1000 1050 1100
E0 E20 E30 En
Températures Formulations
|
850°C
|
900°C
|
950°C
|
1000°C
|
1050°C
|
1100°C
|
|
E0
|
1,61
|
1,64
|
1,65
|
1,65
|
1,72
|
1,94
|
|
E20
|
1,63
|
1,64
|
1,65
|
1,65
|
1,71
|
1,87
|
|
E30
|
1,65
|
1,66
|
1,66
|
1,66
|
1,71
|
1,8
|
|
En
|
1,74
|
1,74
|
1,72
|
1,77
|
1,79
|
1,76
|
|
AS9
|
1,63
|
1,65
|
1,66
|
1,65
|
1,74
|
1,91
|
|
AS15
|
1,65
|
1,67
|
1,65
|
1,64
|
1,75
|
1,82
|
Masse volumique apparente
(g/cm3)
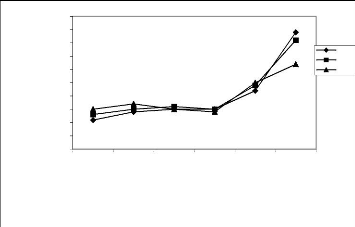
Figure 9b : Masse volumique apparente des
céramiques de mélange AE-
SF en fonction de
la température
1,95
1,85
1,75
1,65
1,55
1,9
1,8
1,7
1,6
1,5
2
850 900 950 1000 1050 1100
Température(°C)
E0 AS9 AS15
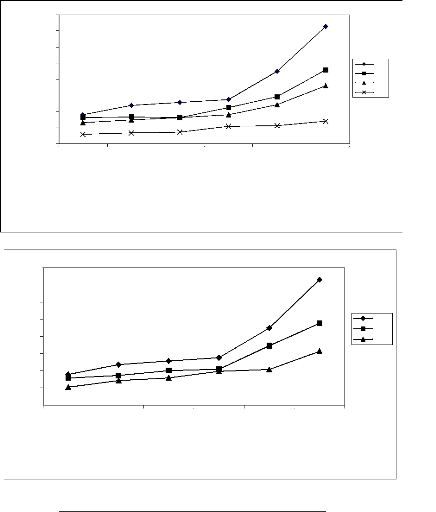
IV.3.6- La resistance a la flexion (8 )
Les résultats de la résistance à la
flexion sont regroupés dans le tableau XIII. Les figures 9a et 9b
présentent les variations de ö des différentes formulations
en fonction de la température. Ces résultats montrent qu'entre
850 et 1100°C, la résistance mécanique des céramiques
des formulations élaborées augmente avec
l'élévation de la température et diminue avec la
proportion de dégraissant incorporée. Entre 850 et 1100°C la
résistance à la flexion du matériau AE varie de 1,78
à 7,30 Mpa tandis que celle de AS15 varie de 1,04 à 3,13 Mpa.
Ceci nous montre l'aspect négatif de l'ajout de dégraissant sur
les propriétés mécaniques de l'argile d'Etoa. En effet,
bien que le dégraissant induise certains avantages au cours du
séchage de l'argile d'Etoa, son apport ne doit pas dépasser 10%
(en masse) si nous voulons atteindre une résistance à la flexion
supérieure à 4Mpa à 1100°C.
Généralement pour les produits céramiques, les
propriétés mécaniques augmentent avec la
température de cuisson jusqu'à ce que la phase vitreuse atteigne
une proportion optimale. Au-delà de cette proportion, toute augmentation
de la température entraîne leur diminution [33,34]. Ceci nous
amène à croire que la résistance à la flexion de
nos formulations peut encore augmenter si nous élevons la
température de cuisson.
Les briques de terre cuite étant des matériaux
fragiles, la rupture s'effectue au cours du chargement élastique
dès que la contrainte atteint localement le seuil critique de
décohésion inter atomique. Cette séparation se produit par
propagation de fissures existant dans le matériau. La rupture est donc
fortement influencée par la présence d'entaille (macro fissures)
résultant de défauts de fabrication ou de conception [36,37]. Il
est donc nécessaire de procéder à un broyage des
matières premières et d'effectuer une bonne
homogénéisation de la pâte avant le façonnage.
43
Mémoire de D.E. S. S en Chimie
bidustrielle
Tableau XIII: Résistance à la
flexion (en Mpa ) des produits de cuisson en fonction de la
température
Température (°C)
Figure 10a : Résistance à la flexion des
céramiques de coupures AE-AN en
fonction de la
température
Resistance a la flexion (Mpa)
850 900 950 1000 1050 1100
E0 E20 E30 En
8
7
6
5
4
3
2
1
0
Température(°C)
Figure 10b : Résistance à la flexion des
céramiques de mélange AE-SF en
fonction de la
température
Resistance a la flexion (Mpa)
850 900 950 1000 1050 1100
E0 AS9 AS15
8
7
6
5
4
3
2
1
0
44
Températures Formulations
|
850°C
|
900°C
|
950°C
|
1000°C
|
1050°C
|
1100°C
|
|
E0
|
1,78
|
2,36
|
2,57
|
2,76
|
4,49
|
7,3
|
|
E20
|
1,6
|
1,66
|
1,61
|
2,23
|
2,93
|
4,6
|
|
E30
|
1,29
|
1,49
|
1,62
|
1,79
|
2,42
|
3,59
|
|
En
|
0,58
|
0,67
|
0,72
|
1,06
|
1,14
|
1,41
|
|
AS9
|
1,57
|
1,72
|
2
|
2,08
|
3,46
|
4,76
|
|
AS15
|
1,04
|
1,42
|
1,58
|
1,96
|
2,07
|
3,13
|
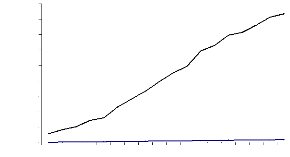
IV-4 : PROGRAMME THERMIQUE UTILISÉ À
PROMOBAT
Les résultats des mesures de températures
effectuées à PROMOBAT sont regroupés dans le tableau XIV.
Étant donné que nous avons utilisé un thermocouple
à une soudure, à la température correspondante à la
force électromotrice lue sur le multimètre, nous ajoutons la
valeur de la température ambiante (26°C) pour obtenir la
température mesurée. La figure 11 montre l'évolution de la
température en fonction du temps pour une cuisson réalisée
au cours du mois de décembre 2003. Cette courbe représente un
programme de cuisson dont la vitesse de chauffe ne constitue aucun danger pour
la qualité des produits. Malheureusement, suite à l'absence de
capteurs et d'enregistreurs de températures à PROMOBAT, les
programmes de cuisson varient en fonction de la nature et de l'humeur de ceux
qui cuisent. C'est l'une des raisons pour laquelle on observe parfois des taux
de casse très élevés (supérieure à 50%) sur
cuit. D'après la figure 11, il ressort que la température
maximale à l'endroit où est placé le thermocouple est de
836°C. Par ailleurs, nous avons noté des écarts de
température supérieure à 300°C dans le four au cours
de la cuisson ; ce qui justifie quelques différences observées
quant à l'aspect des produits cuits.
Tableau XIV : Résultats des mesures de
température effectuées à PROMOBAT
|
Temps (heures)
|
0,5
|
1
|
1,5
|
2
|
2,5
|
3
|
3,5
|
4
|
4,5
|
5
|
5,5
|
6
|
6,5
|
7
|
7,5
|
8
|
8,5
|
9
|
9,5
|
10
|
|
f.e.m
(mv)
|
0,8
|
1,2
|
1,8
|
2,3
|
3,1
|
3,9
|
4,5
|
4,8
|
5,1
|
5,5
|
6,5
|
8,3
|
9,6
|
10,4
|
10,9
|
12,5
|
14,0
|
15,3
|
16,7
|
17,5
|
|
Températures (°C)
|
46
|
56
|
71
|
83
|
102
|
121
|
136
|
143
|
150
|
160
|
185
|
230
|
262
|
282
|
294
|
333
|
371
|
396
|
433
|
452
|
|
Temps (heures)
|
10,5
|
11
|
11,5
|
12
|
12,5
|
13
|
13,5
|
14
|
14,5
|
15
|
15,5
|
16
|
16,5
|
17
|
17,5
|
18
|
|
f.e.m
(mv)
|
18,2
|
19,3
|
22,5
|
23,6
|
24,7
|
25,1
|
26,8
|
27,9
|
28,1
|
29,0
|
29,5
|
30,7
|
31,7
|
32,8
|
33,7
|
33,6
|
|
Températures
(°C)
|
469
|
495
|
570
|
595
|
621
|
631
|
671
|
697
|
702
|
716
|
735
|
763
|
788
|
814
|
836
|
833
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Temperatures (V)
400
900
800
700
600
500
300
200
100
0
Temps (en heure)
45
Figure 11 : Variations de la température
en fonction du temps de chauffe à PROMOBAT
|
|


