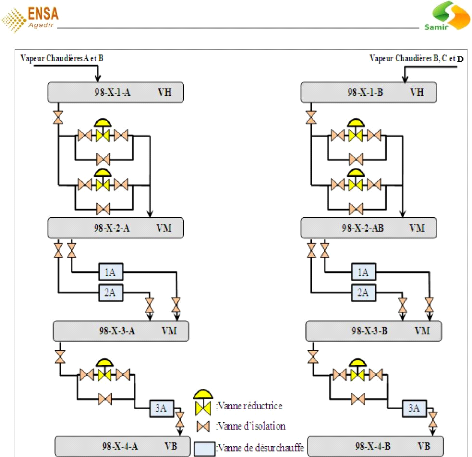
I-3-3. Production de vapeur basse pression (Figure 3.3)
Les collecteurs de vapeurs basse pression extérieurs
à la CTE II aboutissant aux deux barillets (98 X 4 A/B). Un appoint en
vapeur BP est possible à partir des barillets MP (98 X 3 A/B), à
travers deux ensembles détente-désurchauffe (1 par barillet) (98
DS 3 A et B) d'une capacité unitaire de 30 T/h.
Un appoint en vapeur très basse pression (VBB) est
également possible à partir des barillets VB (98 X 4 A/B) par
l'intermédiaire d'une vanne automatique de détente.
I-3-4. Production de vapeur très basse pression
(Figure 3.3)
La vapeur très basse pression (1,8 bars) est
destinée au réchauffage de l'eau de chaudière dans les
dégazeurs (98 V 3 A/B) opérant à (1,5 bars) et
(127°C). Le principe directeur est d'assurer une autonomie fonctionnelle
de la CTE, le réseau VBB est alimenté en priorité par la
vapeur d'échappement des turbines axillaires propres à la CTE
II.
Projet de Fin d'Etudes
Figure 3.3: Système de
réception et de distribution de la vapeur dans GTE II
II. F14!\io44eP I4\ d1It'unité de
cogénération
II-1. Introduction :
La SAMIR a conclu avec la Société LITWIN France
un contrat d'une valeur de 32 Millions d'euros portant sur la
réalisation d'une unité de cogénération d'une
puissance de 40 MW dans l'enceinte de la raffinerie de Mohammedia.
La nouvelle unité utilisera la technologie des cycles
combinés associant une turbine à gaz GENERAL ELECTRIC de 40 MW
à une chaudière de récupération thermique des
fumées d'échappement de la turbine et pouvant
générer prés de 70 T/h de vapeur haute pression. Elle
permettra d'alimenter en électricité et en vapeur, les
installations actuelles et celles du projet de modernisation.
Ce projet, qui a démarré en 2009 permet de
répondre aux exigences les plus strictes en matière de
sécurité et d'environnement et garantit à la raffinerie
une alimentation électrique fiable.
Ce projet présente de multiples avantages :
1 Coût d'investissement et besoins en utilité plus
réduits par rapport a ceux d'une centrale classique ;
1 Meilleur rendement énergétique ;
( Meilleur respect de l'environnement répondant ainsi aux
exigences de la Banque Mondiale
De plus, l'unité sera dimensionnée pour être
opérée soit au diesel, durant les premières années
de service, soit au gaz naturel, une fois ce dernier accessible.
L'utilisation du diesel contenant 1% de soufre au lieu du
fuel-oil qui en contient 3,6 %, assurera une amélioration
considérable de la qualité de l'air à l'échelle
locale et régionale à travers la réduction des
émissions en SO2 d'environ 1500 tonnes par an.
II-2. Architecture de
l'unité:
L'unité de cogénération est principalement
composée de :
> Un groupe turbo alternateur comprenant essentiellement un
dispositif de démarrage, un compresseur axial multi étage, une
turbine à trois étages et d'un alternateur.
> Une chaudière de récupération
> Un bac de stockage diesel d'une capacité de 300
_L.
> Deux pompes pour l'alimentation de la turbine a combustion
en combustible.
> Deux pompes pour alimenter la chaudière de
récupération en eau déminéralisé > Deux
pompes pour aspirer l'eau de dégazeur et le refouler vers
l'économiseur
> Un package compresseur et sécheur d'air qui produit
120 NmL/h pour les besoins de l'unité.
> Un groupe électrogène
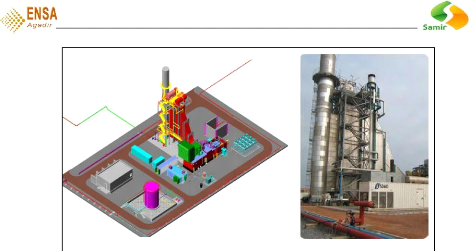
Figure 3.4 : Vue
général de l'unité de cogénération
| 

