UNIVESITE MAPON
FA C U LT E POLYTECHNIQUE
Département de Génie
Mécanique
OPTIMISATION DE LA MAINTENANCE
PREVENTIVE D'UNE POMPE CENTRIFUGE
Cas de la pompe centrifuge Sulzer 086 de l'entreprise MMG
Kinsevere
Présenté par :
KABANGU MUTEBA Gloire Troisième
Bachelier
Travail présenté et défendu en vue de
l'obtention du diplôme d'ingénieur bachelier en Génie
Mécanique
Avril 2024
Année académique 2022-2023
UNIVESITE MAPON
FA C U LT E POLYTECHNIQUE Département de
Génie Mécanique

OPTIMISATION DE LA MAINTENANCE
PREVENTIVE D'UNE POMPE CENTRIFUGE
Cas de la pompe centrifuge Sulzer 086 de l'entreprise MMG
Kinsevere
Travail présenté et défendu en vue de
l'obtention du diplôme d'ingénieur bachelier en Génie
Mécanique
Présenté par : KABANGU MUTEBA
Gloire Promotion : Troisième Bachelier
Directeur : Prof. KABEYA TSHIBAMBA Python
Co-directeur : Ass. DILUKILA FUKIAU Fabrice
Epigraphie
I
Epigraphie

« L'optimisation est l'art de rendre les
choses
meilleures qu'elles ne le sont déjà. »
Robert Coller
Dédicaces
Dédicaces
À mes chers parents,
Ce travail est le reflet de votre amour et de votre
dévouement. Vous avez planté les graines de la curiosité
et de la persévérance en moi, et c'est avec une immense gratitude
que je vous dédie ce travail.
Votre soutien inébranlable et votre foi en mes
capacités m'ont permis de surmonter les obstacles et de poursuivre mes
rêves. Cette réussite, je la dois à votre éducation
et à votre exemple.
Avec tout mon amour,
KABANGU MUTEBA Gloire
II
Remerciements
Remerciements
Avant de plonger dans le coeur de ce travail, nous tenons
à exprimer notre profonde gratitude à tous ceux qui ont
contribué de près et de loin à sa réalisation. Ce
travail est le fruit d'un parcours académique enrichissant,
jalonné de rencontres et d'échanges qui ont façonné
notre expérience et nos connaissances.
Avant tout, nous remercions de tout notre être
l'éternel Dieu tout puissant pour son orientation et sa protection tout
au long de notre parcours.
Nous exprimons également notre profonde reconnaissance
envers nos chers parents, Didier TSHIDIBI et Antoinette MASENGO pour leur
amour, leur soutien indéfectible et les sacrifices consentis qui ont
pavé le chemin de notre réussite.
Un sincère merci est également adressé
à notre directeur, le Professeur Python KABEYA, ainsi qu'à notre
co-directeur, l'assistant Fabrice DILUKILA, dont l'expertise et la vision ont
été des éléments essentiels dans l'accomplissement
de notre travail.
Nous tenons également à remercier notre
encadreur de stage, monsieur Jean-Claude REHEMA, pour son accompagnement et sa
disponibilité tout au long de cette aventure intellectuelle.
Nos remerciements s'étendent à maman Angel
MUSUAMBA, tantine Christelle KABAYO et au professeur François NTAMBWE
pour leur soutien et leurs encouragements.
Nous n'oublions pas nos amis : Naomie WASSO, Arnold KONGOLO,
Archimède MULUNDA, Arisia MARONY, Mathieu KABANGE, Alain MWANGALA,
Nickson ZERO-FARAY, Pacifique MUGISHO, Edgard BYANI, Phinéas MASHAURI,
Jourdain KASONGO, Karlens KABAMBA, Marcus MBAYA, Moise MUMBA, Arsène
MUNANA, PidJey ABEDI, Franck MATEMBO, Gift LUMBALA, Christian MULONGO, Isaac
MUHIMA ainsi que tous nos collègues de promotion, en particulier ceux du
troisième bachelier Génie Mécanique. Votre avez
été une source de motivation et de réconfort dans les
moments les plus difficiles, et nous vous en sommes infiniment
reconnaissant.
Enfin, nos plus sincères remerciements vont à
toute notre famille pour leur présence et leur soutien inconditionnel.
Nous citons Victoire MUTEBA, Agneau MUTEBA, Norbert NSENDA, Bellemine KABAYO ;
La famille MATADI avec Hénoch MATADI, Aaron KAYEMBE, Caleb MATADI,
Kestia MATADI ; la famille MANGALA avec Harmony KABANZA, pour leur amour et
leur soutien constants.
Ce travail est le fruit d'un effort collectif et c'est avec un
coeur rempli de reconnaissance que nous partageons ce succès avec chacun
d'entre vous.
III
KABANGU MUTEBA Gloire
IV
Résumé
Résumé
La complexité des phénomènes de
défaillances nous amène à rechercher des moyens
d'améliorer les stratégies et les politiques de maintenance pour
permettre aux équipements de remplir adéquatement les fonctions
pour lesquelles ils ont été conçus. La théorie de
fiabilité en ingénierie joue un rôle très important
dans la maintenance des équipements.
Ainsi, la maintenance des systèmes industriels est
devenue un élément nécessaire pour le développement
des entreprises cherchant à conquérir de plus en plus de
marchés. Dans notre cas d'étude, on s'intéresse à
une pompe centrifuge dont le rôle principal est l'augmentation de la
pression du fluide. Une étude de maintenance de cet outil de production
ainsi que l'exploitation des données relatives aux
échéances des interventions correctives et préventives
nous ont permis d'extraire les indicateurs de fiabilité et de calculer
les temps optimaux de la maintenance préventive.
L'objectif de l'étude est de proposer des moyens
pouvant diminuer les temps d'arrêt de la machine dans le but
d'accroître sa disponibilité et de permettre ainsi la diminution
du coût de la maintenance. Cette évaluation adressera en
particulier, l'espacement des arrêts planifiés (du 27 Juin 2023 au
6 Février 2024) sur un système critique « pompe centrifuge
Sulzer 086 » de l'entreprise MMG Kinsevere de Lubumbashi. Le but sera
d'élaborer une approche pour maintenir ou améliorer la
fiabilité opérationnelle de la pompe après espacement des
arrêts planifiés.
Un processus inspiré de la maintenance basée sur
la fiabilité a été développé.
L'indisponibilité du système a été
évaluée pour plusieurs scénarios de maintenance
préventive. Cette étude a permis de démontrer que la
disponibilité est moins sensible envers l'espacement des arrêts
planifiés qu'envers l'optimisation de la maintenance
préventive.
Pour atteindre nos objectifs, nous avons examiné les
facteurs compromettant la durée de fonctionnement de
l'équipement. Après les avoir confrontés aux
données de la fiche technique indiquant la durée moyenne de
fonctionnement, nous avons, suite à une analyse approfondie,
suggéré des solutions pertinentes.
Les conclusions de notre étude ont corroboré
l'ensemble des hypothèses formulées. Elles attestent que la
performance de la pompe est inférieure à la moyenne, tandis que
sa maintenabilité est considérée comme assez
satisfaisante.
Mots clés : pompe centrifuge, maintenance,
optimisation, fiabilité, disponibilité, maintenabilité.
V
Abstract
Abstract
The complexity of failure phenomena leads us to look for ways
of improving maintenance strategies and policies to enable equipment to perform
its intended functions properly. Engineering reliability theory plays a very
important role in the maintenance of such equipment.
Thus, maintenance of industrial systems has become a necessary
element for the development of companies seeking to conquer more and more
markets. In our case study, we're looking at a centrifugal pump whose main role
is to increase fluid pressure. A study of the maintenance of this production
tool and the use of data relating to corrective and preventive maintenance
schedules enabled us to extract reliability indicators and calculate optimum
preventive maintenance times.
The aim of the study is to propose ways of reducing machine
downtime in order to increase availability and thus reduce maintenance costs.
In particular, this evaluation will address the spacing of planned shutdowns
(from June 27, 2023 to February 6, 2024) on a critical "Sulzer 086 centrifugal
pump" system at MMG Kinsevere in Lubumbashi. The aim will be to develop an
approach for maintaining or improving the pump's operational reliability after
spacing out planned shutdowns.
A process inspired by reliability-based maintenance was
developed. System unavailability was assessed for several preventive
maintenance scenarios. This study demonstrated that availability is less
sensitive to the spacing of planned shutdowns than to the optimization of
preventive maintenance.
To achieve our objectives, we examined the factors
compromising equipment uptime. After comparing them with the data in the data
sheet indicating the average running time, we carried out an in-depth analysis.
suggested appropriate solutions.
The conclusions of our study corroborated all the hypotheses
formulated. They show that the pump's performance is below average, while its
maintainability is considered quite satisfactory.
Key words: centrifugal pump, maintenance, optimization,
reliability, availability, maintainability.
VI
Table des matières
Table des matières
Epigraphie I
Dédicaces II
Remerciements III
Résumé IV
Abstract V
Table des matières VI
Liste des figures VIII
Liste des tableaux X
Liste des abréviations XI
INTRODUCTION GENERALE.....................1 Chapitre 1:
GENERALITES SUR LES POMPES CENTRIFUGES.....................3
1.1. Introduction sur les pompes 3
1.2. Types des pompes 3
1.2.1. Pompes volumétriques 4
1.2.2. Pompes non volumétrique (roto-dynamiques ou
turbopompes) 5
1.3. Généralités sur les moteurs asynchrones
12
1.3.1. Introduction 12
1.3.2. Définition 12
1.3.3. Constitution de la machine asynchrone 12
1.3.4. Principe de fonctionnement d'une machine asynchrone 12
1.4. Accouplements 13
1.4.1. Définition 13
1.4.2. Différents Types d'accouplement 13
1.4.3. Critères de choix d'un accouplement 14
1.5. Etude technique de la pompe SULZER 086 14
1.5.1. Description et rôle des pompes Sulzer 14
1.5.2. Caractéristiques et avantages des pompes Sulzer
14
1.5.3. Etanchéités Sulzer 15
1.5.4. Description et rôle de la pompe Sulzer 086 16
1.5.5. Principe de fonctionnement de la pompe Sulzer 086 16
1.6. Conclusion partielle 16
Chapitre 2: APPROCHE THÉORIQUE SUR LA MAINTENANCE
ET LA FMD.....................17
2.1. Généralités sur la maintenance 17
2.1.1. Introduction 17
2.1.2. Définition 17
2.1.3. Le rôle de la maintenance 17
2.1.4. Le but de la maintenance 17
2.1.5. Objectifs de la maintenance 17
2.1.6. Types de maintenance 18
2.1.7. Opérations de la maintenance 20
Table des matières
...............................................................................
VII
...............................................................................
2.1.8. Les 5 niveaux de la maintenance
...............................................................................21
2.1.9. Maintenance d'une pompe centrifuge
...............................................................................21
2.1.10. Problèmes relatifs à l'utilisation des
pompes centrifuges 23
2.2. Généralité sur la Fiabilité,
Maintenabilité et Disponibilité (FMD)
...............................................................................25
2.2.1. Introduction
...............................................................................25
2.2.2. Concepts de la FMD
...............................................................................25
2.2.3. Techniques utilisées en maintenance
...............................................................................37
2.3. Optimisation de la maintenance préventive [11]
...............................................................................40
2.3.1. Remplacement systématique au bout du temps Tr
...............................................................................40
2.3.2. Détermination de la périodicité
optimale pour le remplacement préventif [11]
...............................................................................40
2.4. Conclusion partielle
...............................................................................43
Chapitre
3: ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA POMPE
CENTRIFUGE SULZER
086.......................................................................................44
3.1. Analyse FMD de la pompe centrifuge Sulzer 086 44
3.1.1. Cas étudié et préparation des
données
...............................................................................44
3.1.2. Dossier historique de la pompe centrifuge Sulzer 086
...............................................................................44
3.1.3. Calcul temps de bon fonctionnement
...............................................................................45
3.1.4. Calcul des paramètres de Wei bull
...............................................................................45
3.1.5. Estimation des paramètres de la loi Wei bull (ri,
â, ã) 46
3.2. Analyse par la méthode de Pareto (ABC) 61
3.3. Optimisation de la maintenance préventive
...............................................................................62
3.3.1. Etude amélioratives de la sureté de
fonctionnement de la pompe centrifuge Sulzer 086
...............................................................................62
3.3.2. Proposition d'amélioration de la maintenance
...............................................................................72
3.4. Conclusion partielle
...............................................................................73
CONCLUSION GENERALE 74
BIBLIOGRAPHIE
...............................................................................76
ANNEXES
...............................................................................77
Liste des
figures............................................................................................
VIII............................................................................................
Liste des figures
Figure 1-1: Installation d'une pompe
[1].............................................................................................3
Figure 1-2: Gamme d'utilisation des turbopompes et des pompes
volumétriques
[2].............................................................................................3
Figure 1-3: Représentation d'une pompe centrifuge à
écoulement radial
[2].............................................................................................5
Figure 1-4: Sortes des roues d'une pompe
centrifuge[3].............................................................................................6
Figure 1-5: Eléments constitutifs d'une pompe centrifuge
[2].............................................................................................6
Figure 1-6: Point de fonctionnement d'une pompe centrifuge
[6].............................................................................................10
Figure 1-7: Dégâts de cavitation sur les éléments
d'une pompe centrifuge.
[2]............................................................................................11
Figure 1-8: Eléments de constitution d'une machine asynchrone.
[7]............................................................................................12
Figure 1-9: Schémas d'un accouplement.
[13]............................................................................................13
Figure 1-10: Différents Types de désalignement
[13].............................................................................................13
Figure 1-11: Pompe centrifuge
Sulzer.[8].............................................................................................14
Figure 1-12: Installation motopompe
086.............................................................................................16
Figure 2-1:Méthodes de maintenance selon la norme NF
X60-000.............................................................................................18
Figure 2-2: Courbe en baignoire
[1].............................................................................................26
Figure 2-3: Papier de Wei bull.
[1]............................................................................................28
Figure 2-4: Redressement de la courbe par translation.
[1]............................................................................................29
Figure 2-5: Recherche de bêta.
[1]............................................................................................30
Figure 2-6: Composants en
série.............................................................................................31
Figure 2-7: Composants en
parallèle.............................................................................................32
Figure 2-8: Schéma des états successifs que peut prendre un
système réparable.
[10]............................................................................................33
Figure 2-9: Courbe de la maintenabilité.
[10]............................................................................................34
Figure 2-10: Facteurs de la disponibilité.
[10]............................................................................................35
Figure 2-11: La relation entre MUT, MTBF, et MTTR.
[10]............................................................................................37
Figure 2-12: Diagramme de Pareto
[4].............................................................................................38
Figure 2-13: Diagramme cause et effet.
[14]............................................................................................38
Figure 2-14: Schématique du diagramme cause et effet.
[14].............................................................................................39
Figure 2-15: Remplacement à période fixe
T0.............................................................................................41
Figure 2-16: Remplacement lorsque l'âge de la pièce T0 est
atteint.............................................................................................41
Figure 2-17: Schéma représentatif d'un remplacement avant terme
pour un système
(S).............................................................................................42
Figure 3-1:Courbe F(i) -
TBF.............................................................................................46
Figure 3-2: Courbe x(t) -
y(t).............................................................................................47
Figure 3-3: courbe x' -
y.............................................................................................48
Figure 3-4: La courbe de fonction de
fiabilité.............................................................................................52
Figure 3-5: La courbe de fonction de
répartition.............................................................................................52
Figure 3-6: La courbe taux de
défaillance.............................................................................................52
Figure 3-7: La Courbe de maintenabilité de la
pompe.............................................................................................55
Figure 3-8: Courbe de disponibilité
instantanée.............................................................................................56
Figure 3-9: Présentation de diagramme de
Pareto.............................................................................................62
Figure 3-10:L'arbre de défaillance des
boulons............................................................................................63
Figure 3-11: L'arbre de défaillance des
roulements............................................................................................65
IX
Liste des figures
Figure 3-12: L'arbre de défaillance de l'arbre 67
Figure 3-13 : L'arbre de défaillance des fuites 70
X...............................
Liste des tableaux...............................
Liste des tableaux
Tableau 1-1: Avantages et inconvénients des pompes
volumétriques [1]...............................4 Tableau 1-2: Avantages
et inconvénients des pompes centrifuges...............................11
Tableau 1-3: Caractéristiques et avantages des pompes Sulzer
[8]...............................15 Tableau 2-1: Problèmes relatifs
à l'utilisation des pompes centrifuges...............................23
Tableau 2-2: Facteurs de la maintenabilité d'un
équipement...............................33 Tableau 3-1: Dossier
historique de la pompe. Centrifuge Sulzer 086...............................44
Tableau 3-2: Calcul du TBF...............................45 Tableau 3-3:
Classement des TBF et calcul des F(i)...............................46 Tableau
3-4: Calcul de x(t) et y(t)...............................47 Tableau 3-5:
Recherche de ã...............................47 Tableau 3-6:
Deuxième changement de variable...............................48 Tableau
3-7: Le test de Kolmogorov Smirnov...............................49 Tableau
3-8: Les paramètres de fiabilité en fonction du
MTBF...............................51 Tableau 3-9: Les valeurs de R (t), F(t),
f(t) et ë(t)...............................51 Tableau 3-10: La
maintenabilité...............................54 Tableau 3-11:
Disponibilité instantané...............................56 Tableau
3-12: Interprétation des
résultats...............................58 Tableau 3-13:
Fréquences cumulées et temps d'arrêt
cumulés...............................61 Tableau 3-14: Fiche de visite
en maintenance préventive systématique des
boulons...............................64 Tableau 3-15: Fiche de visite en
maintenance préventive systématique des
roulements...............................66 Tableau 3-16: Fiche de visite en
maintenance préventive systématique de
l'arbre...............................68 Tableau 3-17: Fiche de visite en
maintenance préventive systématique des joints
mécaniques...............................69 Tableau 3-18: Fiche de
visite en maintenance préventive systématique des
fuites...............................71
XI
Liste des abréviations
Liste des abréviations
MMG : Minerals and Metals Group
FMD : Fiabilité, Maintenabilité et
Disponibilité
NPSH : Net Positive Suction Head (Hauteur nette
d'aspiration)
HMT : Hauteur manométrique total
TBF : Temps de bon fonctionnement
MTBF : Temps moyen de bon fonctionnement
TA : Temps d'arrêt
TTR : Temps techniques de réparation.
MTTR : Mean Time to Repair (Temps moyen de
réparation)
TTE : Temps techniques d'exploitation
MTTE : Temps moyen de techniques d'exploitation
UT : Up Time (Temps de fonctionnement)
MUT : Mean Up Time (Temps moyen de fonctionnement)
TCBF : Temps cumulé de bon fonctionnement
TCI : Temps cumulé d'immobilisation
MTTF : La moyenne des temps de fonctionnement ou de bon
fonctionnement (MTBF)
MDT : Mean Down Time (Temps moyen d'arrêt)
K-S : KOLMOGOROV SMIRNOV
AFNOR : Association Française de Normalisation
AMDEC : Analyse de modes de défaillance, de leurs
effets et de leur criticité
GMAO : Gestion de Maintenance Assistée par
Ordinateur
1
INTRODUCTION GENERALE
INTRODUCTION GENERALE
Minerals and Metals Group (MMG) Kinsevere est une entreprise
minière exploitant le cuivre et le cobalt. MMG Kinsevere est une filiale
de MMG Limited, une société basée en Australie, qui est
elle-même une filiale de China Minmetals Corporation, une
société minière et métallurgique chinoise.
La mine de Kinsevere est une mine à ciel ouvert
située dans la province du Haut Katanga en République
Démocratique du Congo. Le site minier de MMG se situe à Kinsevere
à 35 km au Nord-Est de la ville de Lubumbashi et est entouré
principalement de la biodiversité. L'entreprise extrait et transforme
les minerais de cuivre en cathodes, qui sont ensuite utilisés dans
diverses industries à travers le monde.
Cette entreprise utilise des pompes centrifuges dans leurs
processus de production et de traitement des minerais, notamment les pompes de
marque Sulzer qui sont couramment utilisées dans l'industrie en raison
de leur efficacité, de leur fiabilité et de leur capacité
à manipuler des liquides chargés d'impuretés. Cependant,
pour maintenir des niveaux optimaux de performance et de fiabilité, il
est essentiel de mettre en place une maintenance préventive
adéquate pour réduire les coûts de maintenance et
améliorer l'efficacité de la pompe.
De nos jours, des nombreux systèmes deviennent de plus
grande envergure et plus compliqués influençant grandement notre
société, tels que les centrales nucléaires, les centrales
électriques, les complexes industriels, les avions, les réseaux
informatiques, etc. Ces installations et équipements tendent à se
détériorer dans le temps sous l'action de causes multiples telles
que l'usure, la fatigue, la déformation due au fonctionnement ou
l'action des agents corrosifs (agents chimiques, atmosphères, etc.). Ces
détériorations peuvent provoquer l'arrêt de fonctionnement,
diminuer les capacités de production, mettre en péril la
sécurité des biens et des personnes, provoquer des rébus
ou diminuer la qualité ou augmenter les coûts de
fonctionnement.
Traditionnellement, les activités de maintenance
peuvent être classées en deux principaux types : la maintenance
corrective et la maintenance préventive. La maintenance corrective est
la maintenance qui survient après la défaillance des
systèmes. La maintenance préventive y compris les inspections et
les remplacements systématiques, est effectuée avant la
défaillance des systèmes, afin de conserver les
équipements dans un état spécifié. Habituellement,
dans la planification de la maintenance préventive, le but est
d'améliorer quelques critères importants d'évaluation de
la performance tels que les coûts de réparation, la
fiabilité, la maintenabilité et la disponibilité.
En effet, l'optimisation de la maintenance préventive
est un aspect crucial de la gestion de la maintenance dans les installations
industrielles, entre autres les mines. Cette maintenance peut être
coûteuse et inefficace si elle n'est pas bien planifiée et
exécutée.
L'objectif principal de cette étude est de minimiser
les temps d'arrêt imprévus, d'augmenter la durée de vie de
la pompe centrifuge Sulzer 086 et de garantir des niveaux élevés
de disponibilité opérationnelle.
2
INTRODUCTION GENERALE
Cela implique de prendre des mesures préventives
régulières, entre autres des inspections, des tests, des
remplacements planifiés, des lubrifications et des ajustements, afin de
prévenir les défaillances et d'anticiper les problèmes
potentiels.
Pour améliorer la maintenance préventive, il est
essentiel de tenir compte de plusieurs facteurs clés. Tout d'abord, il
faut analyser les caractéristiques spécifiques de la pompe et
comprendre son fonctionnement, ses performances et les facteurs qui peuvent
influencer sa défaillance.
Ensuite, il est important d'établir une
stratégie de maintenance préventive adaptée, en prenant en
compte les conditions environnementales, les contraintes opérationnelles
et les coûts associés. Cela peut inclure la mise en place d'un
programme d'inspection régulière, l'utilisation de l'analyse des
données de performance, la planification des interventions de
maintenance et l'utilisation de technologies avancées telles que la
surveillance en ligne.
De plus, l'utilisation de données historiques et de
méthodes statistiques peuvent aider à identifier les tendances de
défaillance, à prévoir les pannes et à
établir des intervalles optimaux pour les activités de
maintenance préventive. Ces approches basées sur les
données permettent une prise de décision plus
éclairée et une utilisation plus efficace des ressources de
maintenance.
Pour atteindre cet objectif, nous utiliserons une
méthodologie de recherche basée sur une revue de la
littérature, l'entretien avec des experts de l'entreprise, d'une
observation, de l'étude de cas et la recherche-action.
Outre l'introduction et la conclusion générale, ce
travail comporte trois chapitres.
Le premier chapitre aborde de manière
générale les différents aspects des pompes centrifuges,
les moteurs asynchrones, les accouplements ainsi qu'une étude technique
de la pompe centrifuge Sulzer 086.
Le second chapitre nous donne un aperçu sur la
maintenance. Il détail également les paramètres de
fiabilité, maintenabilité, disponibilité ainsi que
l'optimisation de la maintenance préventive.
Le troisième fait une analyse de Fiabilité,
Maintenabilité, Disponibilité et l'optimisation de la maintenance
préventive de la pompe centrifuge Sulzer 086.
3
GENERALITES SUR LES POMPES CENTRIFUGES
Chapitre 1: GENERALITES SUR LES POMPES CENTRIFUGES 1.1.
Introduction sur les pompes
Les pompes sont des machines servant à élever
les liquides ou les mélanges de liquides d'un niveau inférieur
à un niveau supérieur ou refouler les liquides d'une
région à faible pression vers une région à haute
pression (Figure 1-1). [1]
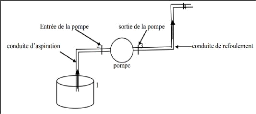
Figure 1-1: Installation d'une pompe [1].
Le fonctionnement d'une pompe consiste à produire une
différence de pression entre la région d'aspiration et la
région de refoulement au moyen de l'organe actif (piston, roue...etc.)
de la pompe.
Du point de vue physique, la pompe transforme l'énergie
mécanique de son moteur d'entrainement en énergie hydraulique.
[1]
1.2. Types des pompes
Pour répondre à toutes les applications
industrielles, plusieurs types de pompes ont été mis au point. On
regroupe toutes ces pompes sous deux grandes familles :
? Les pompes hydrauliques volumétriques.
? Les pompes hydrauliques non volumétriques (roto
dynamique ou turbopompes).
L'utilisation d'un type de pompes ou d'un autre dépend
des conditions d'écoulement du fluide. De manière
générale, si on veut augmenter la pression d'un fluide on
utilisera les pompes volumétriques, tandis que si on veut augmenter son
débit on utilisera plutôt les pompes non volumétriques
(Figure 1-2). [2]
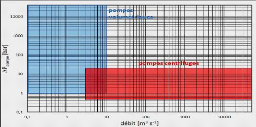
Figure 1-2: Gamme d'utilisation des turbopompes et des
pompes volumétriques [2].
4
GENERALITES SUR LES POMPES CENTRIFUGES
1.2.1. Pompes volumétriques
Les pompes volumétriques sont constituées d'un
volume hermétiquement clos (corps de pompe) à l'intérieur
duquel se déplace un élément mobile engendrant une
dépression à l'aspiration. Il en existe deux grandes familles de
pompes volumétriques [2] :
? Les pompes volumétriques alternatives. ? Les pompes
volumétriques rotatives.
1.2.1.1. Pompes volumétriques
alternatives
Ces pompes sont caractérisées par le fait que la
pièce mobile est animée d'un mouvement alternatif. Les principaux
types des pompes volumétriques alternatives sont les pompes à
membrane et les pompes à piston. [1]
1.2.1.2. Pompes volumétriques
rotatives
Ces pompes sont constituées par une pièce mobile
animée d'un mouvement de rotation circulaire autour d'un axe, qui tourne
dans une enveloppe (le corps) et crée le mouvement du fluide
pompé par déplacement d'un volume depuis l'aspiration jusqu'au
refoulement. [1]
Les principaux types de pompes volumétriques rotatives
sont les pompes à palettes, engrenages et à vis. [1]
1.2.1.3. Avantages et inconvénients des pompes
volumétriques
Voici quelques avantages ainsi qu'inconvénients que nous
pouvons rencontrés sur des pompes volumétriques regroupés
dans le tableau 1-1.
Tableau 1-1: Avantages et inconvénients des
pompes volumétriques [1]
|
Avantages
|
Inconvénients
|
|
Construction robuste.
|
Appareils plus lourds et plus encombrants.
|
|
Pompage possible de liquide très visqueux.
|
Impossibilité d'obtenir de gros débits sous faible
pression.
|
|
Rendement élevé.
|
Danger de surpression dans le circuit de refoulement
d'où la présence indispensable d'appareils de
sécurités (bypass et soupape de sûreté).
|
|
Amorçage automatique en fonctionnement normal.
|
Impossibilité en général de pomper des
liquides chargés.
|
|
Obtention de faibles débits facile à mesurer sous
pression élevée.
|
Prix d'achat plus élevé ainsi que le frais
d'entretien plus élevés.
|
5
GENERALITES SUR LES POMPES CENTRIFUGES
1.2.2. Pompes non volumétrique
(roto-dynamiques ou turbopompes)
Les pompes hélices, hélico-centrifuges et
centrifuges. Cette famille peut être caractérisée par le
fait que la pression y est générée soit par l'action des
forces centrifuges, soit par la conversion en pression de l'énergie
cinétique communiquée au fluide.
Les pompes roto dynamique constituent un système ouvert
et en équilibre où le fluide n'est jamais enfermé dans un
volume totalement clos. Cette famille de pompes est capable d'atteindre des
débits Qv très élevés, allant
jusqu'à 105 m3/h. [2]
Une turbo pompe est constituée d'une partie tournante et
d'une autre partie fixe :
? La partie tournante comprend l'arbre avec l'impulseur.
? La partie fixe comprend le corps avec les supports de
palier.
1.2.2.1. Pompes hélices (axiales)
Les pompes à hélices ou axiales sont des types
de pompe utilisées pour déplacer des fluides en
générant un écoulement axial ou parallèle à
l'axe de rotation de la pompe. Ces pompes sont conçues pour
déplacer de grandes quantités de fluide à faible pression
mais à haut débit. Elles sont souvent utilisées dans les
applications où un débit élevé est
nécessaire, comme dans les systèmes de refroidissement, de
drainage ou d'irrigation.
1.2.2.2. Pompes hélico-centrifuges
Ce type est intermédiaire entre les pompes
hélices et centrifuges, le flux résulte de la composition des
flux axial et radial. [2]
1.2.2.3. Pompes centrifuges
Le rotor entraine dans son mouvement un liquide qui est
rejeté à la périphérie par la force centrifuge. Une
particule de liquide prise en isolement suit une trajectoire constamment
située dans un plan perpendiculaire à l'axe de rotation (Figure
1-3). [2]
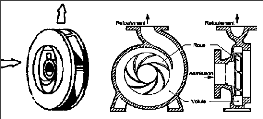
Figure 1-3: Représentation d'une pompe centrifuge
à écoulement radial [2].
1.2.2.3.1. Description d'une pompe centrifuge
Les pompes centrifuges sont destinées à
véhiculer les liquides à un débit de refoulement important
avec une faible pression comparativement aux pompes volumétriques.
Les principales composantes des pompes centrifuges sont les
suivantes [3] :
GENERALITES SUR LES POMPES CENTRIFUGES
§ La roue : C'est l'organe principal
dans les pompes centrifuges. Elle communique au liquide à pomper une
partie de l'énergie transmise à l'arbre dont elle est solidaire
par le moteur d'entraînement. On distingue (Figure 1-4) :
a) Les roues ouvertes : Sont constituées de
simples palettes incurvées semblables aux pales d'une hélice.
Elles équipent les pompes pour liquides chargés, car elles
laissent passer facilement les corps étrangers.
b) Les roues semi-ouvertes : Les palles sont
acculées d'un côté sur une plaque pleine appelée
flasque. Ce type de roue se rencontre fréquemment sur les pompes
monocellulaires pour liquide chargé.
c) Les roues fermées : Ont leurs palles en
séries entre deux flasques.

Figure 1-4: Sortes des roues d'une pompe
centrifuge[3].
§ Le distributeur : Il sert à
conduire le fluide avec une vitesse et une direction convenable dans l'axe de
la pompe. Le distributeur est généralement constitué par
un cône convergent qui permet de réaliser une meilleure
disposition des files liquides en améliorant le parallélisme et
l'égalité des vitesses.
§ Le diffuseur : C`est une roue fixe
munie d'aubes directrices dont la courbure est inverse aux sens de rotation de
la roue, cet élément non disponible donne à la pompe une
pression supérieure, par ralentissement progressif de la vitesse du
liquide (Figure 1-5).
§ La volute : C'est un entonnoir
incurvé qui augmente dont la taille permet le ramassage du liquide
à la sortie de la roue et orientation vers la sortie. À mesure
que sa taille augmente, elle contribue à transformer une partie de
l'énergie cinétique en énergie de pression (Figure
1-5).
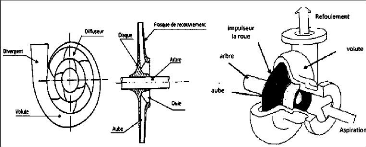
Figure 1-5: Eléments constitutifs d'une pompe
centrifuge [2].
6
7
GENERALITES SUR LES POMPES CENTRIFUGES
1.2.2.3.2. Classification des pompes
centrifuges
Les pompes peuvent se classer selon les critères suivants
[3] :
· Disposition de l'axe
a) Pompes à axe horizontal : Conçues pour
être disposée en surface, l'entretien et le démontage de
ces pompes sont alors simplifiées ;
b) Pompe à axe vertical : Ce sont des pompes
immergées spécialement conçues pour l'équipement
des puits profonds. Elles peuvent être commandées par un moteur
placé en surface ou par un moteur immergé ;
c) Pompe à axe Incliné : L'axe de rotation du
rotor est incliné par rapport à l'axe vertical.
· Nombre de roues
a) Monocellulaire. (Pompe centrifuge à une roue) ;
b) Bi étage. (Pompe centrifuge à deux roues) ;
c) Multicellulaire. (Pompe centrifuge à plusieurs
roues).
· Importance de la pression
engendrée
a) Basse pression ;
b) Moyenne pression ;
c) Haute pression.
· Forme de la roue
a) Roue à simple aspiration,
b) Roue à double aspiration.
· Moyens d'entraînement
a) Entraînement par courroie,
b) Entraînement par engrenage,
c) Entraînement par accouplement.
· Force motrice utilisée
a) Moteur électrique,
b) Moteur diesel ou essence,
c) Turbine à vapeur, turbine à gaz.
· Destination :
a) Usage ordinaire,
b) Liquide chargé,
c) Acide.
GENERALITES SUR LES POMPES CENTRIFUGES
1.2.2.3.3. Caractéristiques d'une pompe
centrifuge
A. Courbes rassemblées par le constructeur
Les constructeurs vendent leurs pompes avec un catalogue dans
lequel on trouve les courbes caractéristiques de la pompe. Dans le
même graphe on trouve les courbes suivantes [6] :
· çg = F (Qv).
· HMT = F (Qv).
· P = F (Qv).
· NPSH requis =F (Qv).
|
Avec :
|
- çg : Rendement globale de la pompe.
- HMT : Hauteur manométrique de la pompe.
- P : Puissance absorbée de la pompe.
- Qv : Débit volumique de la pompe.
- NPSH requis : Charge nette absolue à
l'aspiration.
|
|
|
|
|
B. Principales caractéristiques d'une pompe
centrifuge :
· Puissance utile (Pu) : travail
réalisé par la pompe.
???? = ?? · ?? · ???? [W] (1.1)
Avec :
- p : La masse volumique de fluide [Kg/m3
].
- g : La gravité [m/s2 ou N/Kg].
- Qv : Le débit volumique de la pompe.
[m3/h].
· Puissance absorbée (Pa) :
fournie sur l'axe de la pompe (moteur asynchrone, par exemple).
???? = ?? · ?? = ?? ·
30 [W] (1.2)
n??
8
Avec
- C : Couple moteur [N.m].
- w : Vitesse de rotation [rad/s]. - n :
Nombre de tour [tr/min].
· Rendement total
Le rendement total d'une pompe est le résultat de la
multiplication de trois types de rendements : le rendement hydraulique, le
rendement volumétrique et le rendement mécanique. Chaque type est
lié à un genre de pertes qui se passent dans la pompe :
a. Pertes hydrauliques : due aux frottements ;
b. Pertes volumétriques : causées par les
fuites du liquide à travers les jeux de la pompe ;
c. Pertes mécaniques : due aux frottements
mécaniques dans les paliers, les presses étoupes, etc.
9
GENERALITES SUR LES POMPES CENTRIFUGES
? Rendement hydraulique
Il est donné en fonction des pertes hydrauliques comme
suit :
P
??h = Ph (1.3)
Pm
? Rendement volumétrique
Ce type de rendement est lié aux pertes
volumétriques qui sont dues à l'existence de fuites de liquide
à l'intérieur de la pompe (à travers les joints, les
bagues, ...)
Q??é????
???? =
(1.4)
Qth
? Rendement mécanique
Il est lié aux pertes mécaniques qui
représentent les pertes en puissance mécanique du moteur
d'entrainement.
Le rendement mécanique (
????é??) d'une pompe est le rapport de la puissance
utile Pu (puissance hydraulique) communiquée au
liquide pompé à la puissance absorbée par la pompe
Pa (en bout d'arbre) ou par le groupe (aux
bornes du moteur). Si Q?? est le débit volume du
fluide, p sa masse volumique et HMT la
hauteur manométrique de la pompe.
Pu_ p. ??. Q??. ??????
????é?? = -- (1.5)
P?? P??
Le rendement de la pompe varie avec le débit.
· Rendement global (total)
Le rendement global de la pompe est déterminé
par la multiplication des trois rendements précédents :
??g = ??t = ??h.????.????
(1.6)
Le rendement global des pompes hydrauliques est compris
généralement entre 70% et 85%.
· NPSH requis : dépend de la
vitesse de la pompe ; elle est donnée par le constructeur [Pa].
· Hauteur manométrique ou hauteur
d'élévation d'une pompe (HMT) :
. Si on considère que Pa est la pression lue (en bar
absolu) à l'aspiration de la pompe et Pr pour celle lue au refoulement,
la HMT de la pompe est de manière simplifiée définie par
:
|
?????? =
|
P?? - P??
[m] (1.7)
p??
|
10
GENERALITES SUR LES POMPES CENTRIFUGES
Avec :
- Pa : pression d'aspiration [Pa].
- Pr : pression de refoulement [Pa].
C. Point de fonctionnement
C'est le point de fonctionnement qui fixe le débit, la
pression, la puissance, le rendement et le NPSH de la pompe. [15]
On obtient le point de fonctionnement de la pompe par
intersection de la courbe caractéristique de l'installation hydraulique
avec la courbe des HMT en fonction des débits de la pompe (Figure 1-6).
[6]
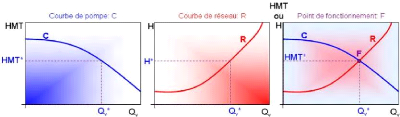
Figure 1-6: Point de fonctionnement d'une pompe centrifuge
[6].
1.2.2.3.4. Principe de fonctionnement d'une pompe
centrifuge On peut décomposer le fonctionnement en trois
étapes [1] : ? L'aspiration :
Le liquide est aspiré au centre du rotor par une
ouverture appelée distributeur dont le rôle est de conduire le
fluide depuis la conduite d'aspiration jusqu'à la section
d'entrée du rotor. La pompe étant amorcée,
c'est-à-dire pleine de liquide, la vitesse du fluide qui entre dans la
roue augmente et par conséquent la pression dans l'ouïe diminue et
engendre ainsi une aspiration et maintient l'amorçage.
? L'accélération :
Le rotor transforme l'énergie mécanique
appliquée à l'arbre de la machine en énergie
cinétique. A la sortie du rotor, le fluide se trouve projeté dans
la volute dont le but est de collecter le fluide et de le ramener dans la
section de sortie.
? Le refoulement :
Dans l'élargissement en sortie, qui se comporte comme
un divergent, le liquide perd de la vitesse au profit de l'accroissement de
pression. L'énergie cinétique est convertie en énergie de
pression au niveau de diffuseur.
GENERALITES SUR LES POMPES CENTRIFUGES
1.2.2.3.5. Phénomène de
cavitation
La cavitation est un terme employé pour décrire le
phénomène qui se produit dans une pompe quand le NPSH est
insuffisamment disponible (figure 1-7). [2]
En d'autres termes la cavitation est un phénomène
d'apparition, dans un liquide, de poches remplies de vapeur et de gaz
provoquées par l'abaissement de la pression sans apport de chaleur.
Le seul moyen d'empêcher les effets indésirables de
la cavitation c'est de s'assurer que le NPSH disponible dans le système
est plus élevé que le NPSH requis par la pompe. [2]

11
Figure 1-7: Dégâts de cavitation sur les
éléments d'une pompe centrifuge. [2]
1.2.2.3.6. Avantages et inconvénients des pompes
centrifuges
Voici quelques avantages et inconvénients que l'on peut
rencontrer sur une pompe centrifuge regroupés dans le tableau 1-2.
[6]
Tableau 1-2: Avantages et inconvénients des
pompes centrifuges
|
Avantages
|
Inconvénient
|
|
Ce sont des machines de construction simple, sans clapet ou
soupape, d'utilisation facile et peu coûteuses.
|
Impossibilité de pomper des liquides trop visqueux.
|
|
Leur débit est régulier et le fonctionnement
silencieux.
Elles sont adaptées à une très large
gamme de liquides
|
Phénomène de cavitation en cas de fuite d'air dans
la conduite d'aspiration
|
|
Leur rendement est souvent meilleur que celui des «
volumétriques ».
|
Elles ne sont pas auto-amorçantes.
|
|
A caractéristiques égales, elles sont plus
compactes que les machines volumétriques.
|
A l'arrêt, ces pompes ne s'opposent pas à
l'écoulement du liquide par gravité (donc, vannes à
prévoir...)
|
12
GENERALITES SUR LES POMPES CENTRIFUGES
1.3. Généralités sur les moteurs
asynchrones
1.3.1. Introduction
Les moteurs asynchrones représentent au moins 80 % des
moteurs électriques, ils sont le moteur le plus utilisé dans
toutes les applications industrielles ou domestiques, du fait de sa
facilité d'installation de son bon rendement et de son excellente
fiabilité. [7]
1.3.2. Définition
Une machine asynchrone est une machine à courant
alternatif dont la vitesse du rotor et la vitesse du champ magnétique
tournant ne sont pas égales. Le rotor est toujours en retard par rapport
à la vitesse du champ statorique.
La machine asynchrone a pour rôle de transformer
l'énergie électrique apportée par le courant alternatif en
énergie mécanique de rotation. [7]
1.3.3. Constitution de la machine
asynchrone
La machine asynchrone, souvent appelée moteur à
induction comprend (Figure I-8) un stator et un rotor, constitués de
tôles d'acier au silicium et comportant des encoches dans lesquelles on
place les enroulements. Le stator est fixe ; on y trouve les enroulements
reliés à la source. [7]
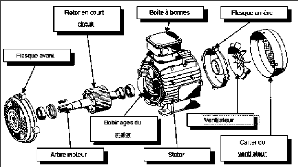
Figure 1-8: Eléments de constitution d'une machine
asynchrone. [7]
1.3.4. Principe de fonctionnement d'une machine
asynchrone
Le fonctionnement d'une machine asynchrone est basé sur
le principe de l'interaction électromagnétique du champ tournant
crée par le courant triphasé fourni à l'enroulement
statorique par le réseau, et des courants induits dans l'enroulement
rotorique lorsque les conducteurs de ce dernier sont coupés par le champ
tournant. [7]
13
GENERALITES SUR LES POMPES CENTRIFUGES
1.4. Accouplements 1.4.1.
Définition
Les accouplements sont des dispositifs qui assurent une
liaison entre l'arbre moteur et l'arbre d'une machine, ce qui permet de
transmettre la puissance du moteur à la machine concernée (Figure
1-9). [1]
Dans cette fonction :
- Ils offrent la possibilité de dissocier deux arbres
lorsqu'il est nécessaire.
- Ils tolèrent les petits défauts d'alignement
dû au déplacement des matériels en service.
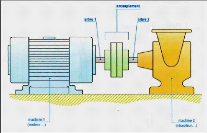
Figure 1-9: Schémas d'un accouplement. [13]
1.4.2. Différents Types
d'accouplement
Le choix d'un type d'accouplement dépend d'abord des
défauts d'alignement pouvant exister entre les deux arbres :
désalignements radial, axial, angulaire et écart en torsion
(Figure 1-10).
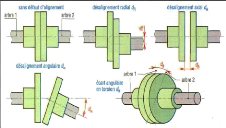
Figure 1-10: Différents Types de
désalignement [13].
On distingue plusieurs types d'accouplement :
- Accouplement mécanique. - Accouplement à
mâchoires. - Accouplement flexacier. - Accouplement à pignon.
14
GENERALITES SUR LES POMPES CENTRIFUGES
- Accouplement à plateau.
- Accouplement hydraulique. - Accouplement magnétique.
1.4.3. Critères de choix d'un
accouplement
Le choix d'un accouplement tient compte les critères
suivants :
- La durée de vie.
- Le facteur d'amortissement.
- L'encombrement.
- Les erreurs admissibles de centrage.
- L'inertie des masses.
- La facilité de montage.
1.5. Etude technique de la pompe SULZER 086 1.5.1.
Description et rôle des pompes Sulzer
Les pompes Sulzer ont été conçues pour
répondre aux exigences les plus strictes en termes de couverture
hydraulique et pour l'utilisation de tous types de liquides, ce qui en fait une
gamme de produits idéale pour les structures de pompage complexes
(Figure 1-11). [8]

Figure 1-11: Pompe centrifuge Sulzer.[8].
1.5.2. Caractéristiques et avantages des
pompes Sulzer
Voici quelques caractéristiques et avantages des pompes
Sulzer regroupés dans le tableau 1-3. [8]
15
GENERALITES SUR LES POMPES CENTRIFUGES
Tableau 1-3: Caractéristiques et avantages
des pompes Sulzer [8]
|
Caractéristiques
|
Avantages
|
1. Trous d'équilibrage brevetés
|
- Garantissent une circulation efficace des liquides
derrière la turbine et dans la chambre étanche
- Garantissent une étanchéité d'arbre
optimale en réduisant les arrêts inopinés et en limitant
les coûts de fonctionnement et d'entretien
|
2. Joint d'arbre WaterLessTM éprouvé
|
|
- Garnitures mécaniques doubles et simples, dynamiques et
efficaces, ainsi que par tresses
- Installation rapide et simple
|
|
|
7.Arbre résistant
|
- Réduit la flexion au niveau du presse-étoupe
jusqu'à < 0,05 mm / 0,002 po
|
|
8.Unité de roulement fiable
|
- L'unité de roulement fiable, simplifiée et
résistance limite les arrêts inopinés et réduit les
coûts d'entretien.
|
|
9.Vis vérins
|
- Permettent un démontage simple et limite les coûts
d'entretien
|
Toutes les pompes de gamme Sulzer ont été
normalisées, à l'aide de modules et composants communs pour
optimiser leur caractère interchangeable et faciliter l'installation et
l'entretien. Avec moins de pièces, on peut limitez les coûts de
stocks et optimisez la fiabilité des processus. [8]
1.5.3. Etanchéités
Sulzer
Les étanchéités spécifiquement
adaptées aux divers liquides et applications permettent de
réduire les coûts de fonctionnement et de limiter les temps
d'arrêt.
Sachant que les étanchéités Sulzer
nécessitent peu ou pas d'eau, ils optimisent les réductions des
coûts opérationnels et environnementaux. En outre, les conceptions
standard, faciles à comprendre réduisent le temps d'installation,
les coûts d'entretien et augmentent la fiabilité.
Les trous d'équilibrage brevetés de la turbine,
associés aux vannes de décharge, améliorent la circulation
des liquides et évitent le colmatage, ce qui crée ainsi des
conditions idéales derrière la turbine et optimales dans la
chambre d'étanchéité. [8]
16
GENERALITES SUR LES POMPES CENTRIFUGES
1.5.4. Description et rôle de la pompe Sulzer
086
Le raffinat ajouté dans broyeur avec le minerai
provenant du broyeur à sec, forme une pulpe. L'ajout du raffinat par
rapport à l'eau permet d'effectuer les procédures de
pré-lixiviation dans le broyeur.
À la sortie du broyeur, la pulpe est collectée
dans un réservoir. Deux pompes sont disposées en parallèle
dont l'une est la pompe centrifuge 086 pour envoyer la pulpe vers
l'hydrocyclone à travers un diamètre d'aspiration de 300 DN et un
diamètre de refoulement de 200 DN, la pression d'aspiration est de 5
bars et le refoulement est de 20 bars. Sa vitesse de rotation est de 980 tr/
min et a un débit de 842 m3/h. Et l'hydrocyclone lui permet
de réaliser le classement dimensionnel. Cette disposition en
parallèle des pompes a pour objectif d'augmenter les débits et
d'éviter l'arrêt en cas de défaillance d'une des pompes, si
l'une des pompes tombe en panne, l'autre peut continuer à assurer le
travail.
Au niveau de l'hydrocyclone, les fractions fines sont
envoyées aux cellules de lixiviation, tandis que les fractions
grossières sont collectées dans un autre broyeur. (Voir annexe
3)

Figure 1-12: Installation motopompe 086.
1.5.5. Principe de fonctionnement de la pompe Sulzer
086
Son principe de fonctionnement consiste à ce que le
moteur électrique d'une puissance de 200 kW est alimentée en
tension triphasée de 525 v fait tourner le rotor de la pompe sur lequel
est monté un impulseur conçu pour aspirer la pulpe (minerai +
raffinat) à travers le canal d'aspiration et le refouler vers
l'hydrocyclone.
1.6. Conclusion partielle
Dans ce chapitre, nous avons abordé les
généralités sur les pompes centrifuges, un composant viral
dans de nombreux secteurs industriels. L'intégration des moteurs
asynchrones et des accouplements qui forment le groupe motopompe, les
accouplements qui sont essentielle pour assurer une transmission efficace et
fiable de la puissance. Puis nous avons fini par faire une étude des
pompes Sulzer particulièrement celle de la pompe Sulzer 086.
17
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Chapitre 2: APPROCHE THÉORIQUE SUR LA MAINTENANCE
ET LA
FMD
2.1. Généralités sur la
maintenance
La maintenance des équipements est un aspect essentiel
de toute installation industrielle pour assurer un fonctionnement optimal et
prolonger la durée de vie des équipements.
2.1.1. Introduction
Le maintien des équipements de production est un enjeu
clé pour la productivité des usines aussi bien que pour la
qualité des produits. C'est un défi industriel impliquant la
remise en cause des structures figées actuelles et la promotion de
méthodes adaptées à la nature nouvelle des
matériels. [9]
La fonction maintenance, dont la vocation est d'assurer le bon
fonctionnement des outils de production, est maintenant une des fonctions
stratégiques majeures dans les entreprises. De manière plus
pragmatique, un système de production n'est performant que si sa
finalité, les objectifs qui lui sont attribués, les
résultats qu'il fournit et les moyens (financiers, stratégiques,
technologiques et humains) qu'il met en oeuvre, sont en parfaite
cohérence.
2.1.2. Définition
D'après la norme européenne, norme
française [AFNOR NF X 60-010], la maintenance est définie comme
l'ensemble des actions permettant de maintenir ou de rétablir un bien
dans un état spécifié ou en mesure d'assurer un service
déterminé. [9]
2.1.3. Le rôle de la
maintenance
Le rôle de la maintenance est ainsi de maintenir les
outils de production en état de fonctionner en toute
sécurité tout en réduisant les coûts de production.
Pour répondre aux enjeux économiques croissants, elle est une
source d'optimisation voire de profits. [1]
2.1.4. Le but de la maintenance
§ Redonner au matériel des qualités perdues
et nécessaires aux fonctionnements.
§ Faire le nécessaire pour assurer le bon
fonctionnement du bien, donc de réduire le nombre de défaillances
et augmenter la MTBF.
§ Ramener le plus vite possible le matériel en
état de fonctionnement et par la suite diminuer la MTTR. [1]
2.1.5. Objectifs de la maintenance
Le service de la maintenance doit fixer
régulièrement des objectifs pour qu'il soit bien efficace. [1]
2.1.5.1. Objectif financier
§ Réduire au minimum les dépenses de
maintenance. [1]
18
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.1.5.2. Objectifs opérationnels
- Maintenir les équipements dans les meilleures conditions
possibles.
- Assurer la disponibilité maximale de l'équipement
à un prix minimum. - Augmenter la durée de vie des
équipements
- Entretenir les installations avec le minimum de cout et les
remplacer à des Périodes prédéterminées.
- Assurer un fonctionnement sûr et efficace à tout
moment. - Augmenter le rendement des équipements. [1]
2.1.6. Types de maintenance
Il existe deux façons complémentaires
d'organiser les actions de maintenance à savoir : la maintenance
préventive et la maintenance corrective. La figure 2-1 illustre les
méthodes de maintenance selon la norme NF X60-000.
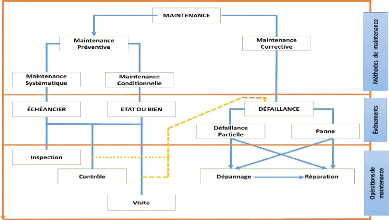
Figure 2-1:Méthodes de maintenance selon la norme NF
X60-000.
2.1.6.1. Maintenance préventive
C'est une maintenance effectuée selon des
critères prédéterminés, dans l'intention de
réduire la probabilité de défaillance d'un bien ou la
dégradation d'un service rendu. Elle doit permettre d'éviter les
défaillances du matériel en cours d'utilisation.
Les objectifs de la maintenance préventive sont :
- Augmenter la durée de vie du matériel.
- Diminuer la probabilité des défaillances en
service.
- Diminuer les temps d'arrêt en cas de révision ou
de panne.
- Prévenir et aussi prévoir les interventions
coûteuses de maintenance corrective.
19
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
- Permettre de décider la maintenance corrective dans de
bonnes conditions.
- Eviter les consommations anormales d'énergie, de
lubrifiant, etc....
- Améliorer les conditions du travail du personnel de
production.
- Diminuer le budget de maintenance ou supprimer les causes
d'accidents graves. [9] 2.1.6.1.1. Maintenance
systématique
C'est une maintenance préventive effectuée selon
un échéancier établi selon le temps ou le nombre
d'unités d'usage (d'autres unités peuvent être retenues
telles que : la quantité, la longueur et la masse des produits
fabriqués, la distance parcourue, le nombre de cycles effectués,
etc.).
Cette périodicité d'intervention est
déterminée à partir de la mise en service ou après
une révision complète ou partielle.
Cette méthode nécessite de connaître :
- Le comportement du matériel.
- Les modes de dégradation.
- Le temps moyen de bon fonctionnement entre 2 avaries. [9]
2.1.6.1.2. Maintenance conditionnelle
Maintenance prédictive (terme non normalisé),
c'est la maintenance préventive subordonnée à un type
d'événement prédéterminé (auto diagnostic,
information d'un capteur, mesure d'une usure, etc....).
La maintenance conditionnelle est donc une maintenance
dépendante de l'expérience et faisant intervenir des informations
recueillies en temps réel. Elle se caractérise par la mise en
évidence des points faibles (surveillance de ces points et
décision d'une intervention si certains seuils sont atteints).
Les paramètres mesurés peuvent porter sur :
- Le niveau et la qualité de l'huile. - Les
températures et les pressions.
- La tension et l'intensité du matériel
électrique.
- Les vibrations et les jeux mécaniques.
Le matériel nécessaire pour assurer la maintenance
préventive conditionnelle devra être fiable pour ne pas perdre sa
raison d'être. Il est souvent onéreux, mais pour des cas bien
choisis, il est rentabilisé rapidement. [9]
2.1.6.2. Maintenance corrective
C'est une opération de maintenance effectuée
après défaillance.
La maintenance corrective correspond à une attitude de
défense (subir) dans l'attente d'une défaillance fortuite,
attitude caractéristique de l'entretien traditionnel.
20
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Après apparition d'une défaillance, la mise en
oeuvre d'un certain nombre d'opérations dont les définitions sont
données ci-dessous. Ces opérations s'effectuent par étapes
(dans l'ordre) : [9]
- Test : c'est à dire la comparaison des mesures avec une
référence. - Détection ou action de déceler
l'apparition d'une défaillance.
- Localisation ou action conduisant à rechercher
précisément les éléments par lesquels la
défaillance se manifeste.
- Diagnostic ou identification et analyse des causes de la
défaillance.
- Dépannage, réparation ou remise en état
(avec ou sans modification).
- Contrôle du bon fonctionnement après
intervention.
- Amélioration éventuelle : c'est à dire
éviter la réapparition de la panne.
- Historique ou mise en mémoire de l'intervention pour une
exploitation ultérieure. 2.1.6.2.1. Maintenance
palliative
Consiste à pallier provisoirement l'effet d'une
défaillance afin de permettre la continuité de l'exploitation du
bien sans pour autant traiter les causes. L'action exécutée est
presque toujours une action de dépannage. Si cette maintenance n'est pas
complétée par une action de fond destinée à traiter
la cause première, on est conduit à constater la
répétition de la défaillance en question et on parle alors
de défaillance répétitive. [9]
2.1.6.2.2. Maintenance curative
Il s'agit d'une maintenance qui s'attaque réellement au
fond du problème en essayant de soigner le mal et traitant la cause
première, si le diagnostic permet de remonter jusqu'à cette cause
première. [9]
2.1.7. Opérations de la
maintenance
a. Les inspections : Ce sont des
activités de surveillance consistant à relever
périodiquement des anomalies et exécuter des réglages
simples ne nécessitant pas d'outillage, ni d'arrêt de l'outil de
production ou des équipements. Elle assure une surveillance quotidienne
de l'ensemble des équipements, évitant ainsi, l'apparition d'un
grand nombre de défaillances mineures, qui pourraient à long
terme avoir des conséquences majeures. Les rondes, sur matériel
en service, comprennent :
- La lubrification (contrôles, pleins, vidanges,).
- Des contrôles de pressions de températures, de
vibrations.
- Des examens sensoriels : Détection visuelle de
fuites, détection d'odeur, des bruits anormaux, etc....
- Des travaux mineurs : dépannages simples,
réglages.
- Ecoute des cognements de pompage ou des chocs hydrauliques
à l'aide d'un casque et avec l'ouïe. [9]
b. Les visites : Ce sont des
opérations de surveillance qui dans le cadre de la maintenance
préventive systématique, s'opèrent selon une
périodicité prédéterminée. Ces
21
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
interventions correspondant à une liste
d'opérations définies au préalable et qui peuvent
entrainer des montages d'organes et une immobilisation du matériel.
c. Le dépannage : Action sur un bien
en panne, en vue de le remettre en état de fonctionnement compte tenu de
l'objectif. Ainsi le dépannage peut être appliqué par
exemple sur des équipements fonctionnant en continu dont les
impératifs de production interdissent toute visite ou intervention
à l'arrêt.
d. La réparation : Intervention
définitive et limitée à la maintenance corrective
après panne ou défaillance. L'application de la réparation
peut être décidée soit immédiatement à la
suite d'un incident, ou d'une défaillance, soit après un
dépannage, soit après une visite de maintenance préventive
conditionnelle ou systématique.
e. Le contrôle : Il correspond
à des vérifications de conformité par rapport à des
données préétablies suivies d'un jugement. Le
contrôle peut être une activité d'information, inclure une
décision, déboucher comme les visites sur des opérations
de maintenance corrective. [9]
2.1.8. Les 5 niveaux de la
maintenance
- Réglages simples.
- Dépannages par échange standard et petites
opérations de maintenance préventive.
- Identification, diagnostic, réparation.
- Maintenance importante.
- Rénovation, reconstruction. [1]
2.1.9. Maintenance d'une pompe centrifuge
2.1.9.1. Procédure de démarrage
- Inspection avant le démarrage :
a. Vérification visuelle
- S'assurer que toutes les soupapes de vidange sont
complètement fermées.
- Vérifier que tous les accords et les tuyaux sont bien
fixés.
- Inspecter les câbles électriques pour
détecter les signes d'usures ou de
dommages.
- S'assurer que le niveau de liquide est adéquat dans la
pompe et le système.
- Vérifier que les vannes sont dans la bonne position ;
vanne d'aspiration ouverte
et celle de refoulement fermé.
b. Vérifications
mécaniques
- Faire tourner la roue de la pompe à la main pour
s'assurer qu'elle tourne librement et sans bruit anormal.
- Vérifier le graissage des paliers et des joints.
- S'assurer que les brides et les boulons sont bien
serrés.
22
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
c. Vérifications
électriques
- S'assurer que le moteur électrique est correctement
branché.
- Vérifier que la tension et la fréquence
d'alimentation correspondent aux spécifications du moteur.
- Tester le fonctionnement du moteur en faisant tourner à
vide pendant quelques minutes.
§ Démarrage :
a. Amorçage
- Faire annoncer le démarrage de la pompe.
b. Démarrage du moteur
- Démarrer le moteur électrique et le laisser
atteindre sa vitesse de rotation normale
- Ouvrir progressivement la vanne de refoulement
c. Surveillance
- Surveiller la pompe pendant quelques minutes après le
démarrage pour s'assurer qu'elle fonctionne correctement.
- Vérifier la température du moteur, les
vibrations, la pression et le débit.
§ Inspection après le
démarrage
a. Vérification du fonctionnement
- Vérifier qu'il n'y a pas d'anomalie de la pression de
refoulement.
- Vérifier qu'il n'y pas de bruits anormaux du moteur ou
du palier au moyen d'un sonomètre.
- Vérifier qu'il n'y a pas de vibration anormale et de
chute de la pression de refoulement dues au colmatage de la crépine
d'aspiration.
b. Vérifications des fuites
- Vérifier des fuites de la garniture mécanique.
- Inspecter les raccords et les tuyaux pour détecter
d'éventuelles fuites. [1]
2.1.9.2. Réglage du débit
Trois moyens sont possibles :
- Variation de la vitesse de rotation de la pompe par un
dispositif électronique. - Vanne de réglage située sur la
canalisation de refoulement de la pompe.
Pour éviter le risque de cavitation : suivant son
degré d'ouverture, la perte de charge du réseau va augmenter ou
diminuer ce qui va entraîner la variation du point de fonctionnement.
23
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Le réglage du débit est important pour des
besoins dus au procédé mais aussi pour se placer dans des plages
de fonctionnement où le rendement est meilleur. [1]
2.1.10. Problèmes relatifs à
l'utilisation des pompes centrifuges
Comme toutes les machines, elles font l'objet des
problèmes qui doivent être bien revus avant d'avoir recours
à leur utilisation. Le tableau 21 répertorie quelques
problèmes que nous pouvons avoir sur une pompe centrifuge. [1]
Tableau 2-1: Problèmes relatifs à
l'utilisation des pompes centrifuges
|
Défauts
|
Causes
|
Remèdes
|
|
Surchauffe et grippage de la pompe
|
- Pompe non amorcée.
- Fonctionnement à très faible
débit.
- Pièce rotative frottant sur une
pièce fixe
à l'intérieur.
- Roulements usés.
|
- Vérifier le remplissage.
- Remplacer les roulements
|
|
Faible durée de vie des roulements
|
- Fonctionnement à débit élevé.
- Désalignement dû aux contraintes
des tuyauteries.
- Arbre courbé.
|
- Mesurer la valeur et vérifier le maximum
autorisé.
- Vérifier que les faux ronds d'arbre sont dans les
limites acceptables
|
|
Faible durée de vie de la garniture mécanique
|
- Roulements usés.
- Désalignement dû aux contraintes
des tuyauteries Arbre courbé.
|
- Remplacer les roulements
- Vérifier que les faux ronds d'arbre sont dans les
limites acceptables
|
|
Fuite excessive de la garniture mécanique
|
- Roulements usés.
- Désalignement dû aux contraintes
des tuyauteries
- Arbre courbé.
|
- Remplacer les roulements.
- Vérifier que les faux ronds d'arbre sont dans les
limites acceptables
|
24
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
|
La pompe ne déplace pas le fluide
|
|
Soupapes (aspiration ou impulsion) fermées. Sens de
rotation incorrecte. L'air entre par le tuyau d'aspiration.
La hauteur maximale crée par la
|
|
Les ouvrir.
Changer les branchements du moteur.
Réviser herméticité du tuyau. Augmenter
la vitesse de rotation, si cela n'était possible, il serait
nécessaire de monter un démarreur plus grand ou une pompe plus
grande.
|
|
|
Pompe est intérieure à celle exigée par
l'installation.
|
|
|
|
|
Tuyau d'aspiration ou pompe mal amorcée
|
|
|
|
|
Roulements, mal montés ou mal
|
|
Changer les roulements : les monter à nouveau, si
nécessaire, les graisser.
|
|
Bruits et vibrations
|
|
lubrifies.
|
|
Changer les bagues et les installer de nouveau.
|
|
|
Bagues de frottements usés ou
|
|
Le démonter et le remplacer.
|
|
|
mal montées.
|
|
L'équilibrer ou le changer.
|
|
|
Axe décentré ou déformé.
|
|
Aligner l'accouplement.
|
|
|
Démarreur déséquilibré ou
usé.
|
|
Améliorer l'aspiration, nous consulter.
|
|
|
Mauvais alignement entre la pompe et le moteur...
|
|
Si cela est possible, tuyau de plus grand diamètre.
|
|
|
Diamètres de tuyau insuffisants.
|
|
|
|
|
Défaut d'isolement.
|
|
Vérifier l'isolement. Si les défauts Sont dus
à l'humidité sécher les
|
|
Echauffement anormal
|
|
Court-circuit entre les
|
|
bobinages. Dans les cas contraires démonter la machine et
réparer.
|
|
de carcasse
|
|
enroulements.
|
|
Vérifier la puissance absorbée par chaque phase ou
les chutes de tension.
|
|
|
Le rotor frotte contre le stator par
|
|
Remplacer les paliers.
|
|
|
ce que les paliers sont usés.
|
|
Réparer ou remplacer.
|
|
|
Paliers grippés.
|
|
|
25
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.2. Généralité sur la
Fiabilité, Maintenabilité et Disponibilité
(FMD)
La fiabilité, la maintenabilité et la
disponibilité sont des concepts clés dans le domaine de
l'ingénierie et de la gestion des systèmes.
2.2.1. Introduction
L'exécution de la maintenance dans une entreprise
industrielle est d'une importance capitale pour maintenir les
équipements en état de bon fonctionnement. La maintenance, dans
sa plus large définition, est l'ensemble de toutes les opérations
de gestion, de programmation et d'exécution.
Le calcul de la fiabilité d'un équipement
constitue un outil incontournable pour évaluer l'efficacité de
n'importe quelle entité. Les concepteurs et les utilisateurs sont
souvent confrontés à des contraintes par pauvreté ou par
manque de modèles permettant de faire des études
prévisionnelles correctes. [10]
2.2.2. Concepts de la FMD
2.2.2.1. Fiabilité
La fiabilité caractérise l'aptitude d'un
système ou d'un matériel à accomplir une fonction requise
dans des conditions données pendant un intervalle de temps donné.
[10]
2.2.2.1.1. Paramètres nécessaires à
la mesure de fiabilité
A. Fonction de fiabilité
Nous appelons R(t) la fonction de fiabilité,
qui représente la probabilité de fonctionnement sans
défaillances pendant un temps (t), ou la probabilité de
survie jusqu'à un temps (t).
??
-(??-y
?? )
R(??) = e (2.1)
Avec
- ã : Le paramètre de position - ç : Le
paramètre d'échelle - â : Le paramètre de forme
B. Fonction de répartition
La fonction de répartition F (t) est la
probabilité que le dispositif soit en panne à l'instant
t. Elle est exprimée par :
??
-(??-y
?? )
??(??) = 1 - R(??) = 1 - e (2.2)
26
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
C. MTBF
Le temps moyen jusqu'à défaillance (ou moyenne des
temps de bon fonctionnement) est :
temps de bon fonctionnement ( )
MTBF = 2.3
Nombre d'intervalles temps de bon
fonctionnement
1R(t)dt
t
MTBF = (2.4)
0
D. Taux de défaillance :
D'après le théorème des
probabilités conditionnelles cette probabilité est égale
à :
|
A(t)dt =
|
F(t + dt) - F(t)
|
dF(t)
=
(2.5)
1 - F(t)
|
|
R (t)
|
Avec A(t) taux de défaillance de la pièce
d'âge t. Nous avons donc :
A(t) = f (t) (2.6)
R(t)
Ou bien :
A(t) = 6 (t-Y)-13
t ~ )R-1 (2.7)
L'expérience montre que pour la plupart des composants,
le taux de défaillance suit une courbe en baignoire
représenté par la figure 2-2 :
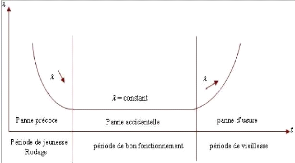
Figure 2-2: Courbe en baignoire [1].
Cette courbe représente trois périodes :
? La période de jeunesse ou de rodage
:
Correspond à l'apparition de défaillances, dues
à des malfaçons ou à des contrôles insuffisants.
Dans la pratique, le fabriquant procède à un rodage de son
matériel afin d'éviter que cette période ne se produise
après l'achat du matériel. [1]
27
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
? La période de bon fonctionnement :
Dans cette période, le taux d'avaries est sensiblement
constant, les avaries surviennent de manière aléatoire et ne sont
pas prévisibles par examen du matériel ; ces défaillances
sont dues à un grand nombre de causes et sont liées à la
fabrication des dispositifs. [1]
? La période de vieillissement :
Le taux d'avaries est croissant, cette période
correspond à une dégradation irréversible des
caractéristiques du matériel, d'où une usure progressive.
[1]
E. La densité de probabilité
La densité de probabilité É(t) se calcule
par l'expression suivante :
|
??(t) = ??(t) * ??(t) =
2.2.2.1.2. Modèles de
fiabilité
|
??-1
?? ?? (t - ?? . ??-(??-?? ??
?? )
?? ) (2.8)
|
Il est toujours possible d'associer à une variable
aléatoire une probabilité et définir ainsi une loi de
probabilité. Lorsque le nombre d'épreuves augmente
indéfiniment, les fréquences observées pour le
phénomène étudié tendent vers les
probabilités et les distributions observées vers les
distributions de probabilité ou loi de probabilité. Une loi de
probabilité est un modèle représentant "au mieux", une
distribution de fréquences d'une variable aléatoire. [10]
2.2.2.1.3. Loi de Wei bull
La loi de Wei Bull est utilisée en fiabilité, en
particulier dans le domaine de la mécanique. Cette loi a l'avantage
d'être très souple et de pouvoir s'ajuster à
différents résultats d'expérimentations. [1]
La loi de Wei bull est une loi continue à trois
paramètres :
? Le paramètre de position y qui
représente le décalage pouvant exister entre le début de
l'observation (date à laquelle on commence à observer un
échantillon) et le début du processus que l'on observe (date
à laquelle s'est manifesté pour la première fois le
processus observé).
? Le paramètre d'échelle ti
qui, comme son nom l'indique, nous renseigne sur l'étendue de
la distribution.
? Le paramètre de forme â qui
est associé à la cinétique du processus observé.
A. Application à la fiabilité
La distribution de Wei bull est souvent utilisée dans
le domaine de l'analyse de la durée de vie, grâce à sa
flexibilité car elle permet de représenter au moins
approximativement une infinité de lois de probabilité.
Un taux de panne croissant suggère une usure ou un
problème de fiabilité : les éléments ont de plus en
plus de chances de tomber en panne quand le temps passe.
Suivant les valeurs de â, le taux de défaillance est
:
28
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
- Soit décroissant (f3 < 1),
- Soit constant (f3 = 1),
- Soit croissant (f3 > 1).
- Soit 1.5< f3< 2.5 ? exprime un phénomène de
fatigue.
- Soit 3 < f3< 4 ? exprime un phénomène
d'usure.
La distribution de Wei bull permet donc de représenter
les trois périodes de la vie d'un dispositif (courbe de baignoire).
Le cas y > 0 correspond à des dispositifs dont la
probabilité de défaillance est infime jusqu'à un certain
âge y. [1]
B. Papier de Wei bull
Ce papier de Wei bull sert à lire graphiquement les
paramètres d'une loi de Wei bull dans le cas où le
paramètre y est nul.
? Echelles utilisées sur le papier de Wei bull
:
- Abscisse haute : échelle naturelle en X
- Abscisse intermédiaire : échelle logarithmique
(lecture du paramètre t)
- Abscisse basse : échelle logarithmique (on fait
correspondre à chaque valeur de t
son logarithme népérien ln t).
- Ordonnée gauche : on place les valeurs de F (t) en
pourcentage en échelle :
Y = ln(- ln(1 - ??(??))) (2.10)
- Ordonnée sur l'axe X = -1 (lecture du paramètre)
: ce sont les valeurs
x = ln(??) (2.11)
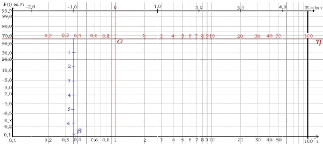
Figure 2-3: Papier de Wei bull. [1]
C. Signification des paramètres
- Paramètre d'échelle êta ç
: Ce paramètre permet d'utiliser le papier d'Allan Plait quel
que soit l'ordre de grandeur de t. Il n'a donc pas à être
interprété.
- Paramètre de forme bêta f3 :
Ce paramètre donne des indications sur le mode des défaillances
et sur l'évolution du taux de défaillances dans le temps.
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.2.2.1.4. Procédé de calcul
A. Préparation des données :
1. Calcul des Temps de bon fonctionnement.
2. Classement des temps de bon fonctionnement en ordre
croissant.
3. Recherche des données F (i), F(i) représente
la probabilité de panne au temps correspondant au Temps de bon
fonctionnement de l'ième défaillant. On a 3 cas différents
:
§ Si N > 50, regroupement des Temps de bon
fonctionnement par classes avec la fréquence cumulée :
N ??(??) (2.12)
??(i) =
Ni
N =
? Ri
§ 29
Si 20 < N < 50, On affecte un rang "Ni" à chaque
défaillance (approximation des rangs Moyens)
Ni
??(i) = N+ 1
|
??(??) (2.13)
|
|
§ Si N < 20, On affecte un rang "Ni" à chaque
défaillance (approximation des rangs médians) :
|
??(i) =
|
Ni - 0.3
|
??(??) (2.14)
|
|
N+ 0.4
|
Et on fait le Tracé du nuage des points M (F(i), t)
B. Recherche de y :
Si le nuage de points correspond à une droite, alors gamma
= 0. (ã = 0)
Si le nuage de points ne correspond pas à une courbe,
on la redresse par une translation de tous les points en ajoutant ou en
retranchant aux abscisses "t", une même valeur (gamma) afin d'obtenir une
droite comme le montre la figure suivante.
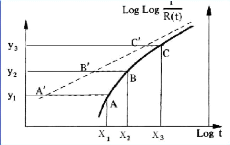
Figure 2-4: Redressement de la courbe par translation.
[1]
Ce redressement peut se faire par tâtonnement ou avec la
relation :
30
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
??3 * ??1 - ??2 2
?? = (2.15)
??3 + ??1 -
2??2
Considérons les points :
A (X1, Y1) ; B (X2, Y2) ; C (X3, Y3)
{
??3 > ??2 > ??1 2??2 =
??1 + ??3 En arrangeant on obtient :
(??3 - ??2). (??2
- ??1)
??= ??2 - (2.16)
(??3 - ??2) - (??2 -
??1)
C. Recherche de ti :
La droite de régression linéaire coupe l'axe A
à l'abscisse t = ç.
D. Recherche de f :
Bêta est la pente de la droite de corrélation. On
trace une droite parallèle à la droite de corrélation, et
passant par ç = 1 On lit ensuite bêta sur l'axe bêta est
sans dimension.
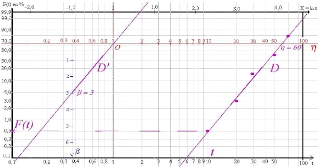
Figure 2-5: Recherche de bêta. [1]
2.2.2.1.5. Test de KOLMOGOROV SMIRNOV (K-S)
Avant la validation de toutes les Lois de fiabilité, il
est nécessaire de tester l'hypothèse pour savoir si nous devrons
accepter ou rejeter le modèle proposé par le test de K-S avec un
seuil de confiance de = 20%. Ce test consiste à calculer l'écart
entre la fonction théorique Fe(ti) et la fonction réelle F(t)
et prendre le maximum en valeur absolue Dn.max.
Cette valeur est comparée avec Dn. Qui est
donnée par la table de Kolmogorov Smirnov (voir annexe1). Si Dn.max.
> Dn. On refuse l'hypothèse.[1]
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.2.2.1.6. La fiabilité d'un
système
La détermination de la fiabilité d'un
système électronique, mécanique ou autre nécessite
tout d'abord de connaître la loi de la fiabilité (ou la loi de
défaillance) de chacun des composants intervenant dans le
système.
2.2.2.1.7. La fiabilité des systèmes
constitués de plusieurs composants A. En série
La fiabilité Rs d'un ensemble de n
constituants connectés en série est égale au produit
des fiabilités respectives RA, RB, RC... Rn de chaque
composant.
R??= R??.R??.R??....R?? (2.17)
Si les «n» composants sont
identiques avec une même fiabilité R la formule
sera la suivante :
R?? = R ?? (2.18)

31
Figure 2-6: Composants en série.
Si les taux de défaillances sont constants au cours du
temps, la fiabilité sera calculée suivant la formule :
R?? = (??-??????). (??-??????). (??-??????) ... (??-??????)
(2.19)
Avec :
1
??????F?? = A??+ A??+ A??...A?? (2.20)
Si en plus, les composants sont identiques : A?? = A?? = A??
= ? = A??
Alors :
??(??) = (??-??????) (2.21)
|
??????F?? =
|
1 (2.22)
??* A
|
B. En parallèle
La fiabilité d'un système peut être
augmentée en plaçant les composants en parallèle. Un
dispositif constitué de n composants en parallèle ne peut tomber
en panne que si les n composants tombent en panne au même moment.
Si Fi est la probabilité de
panne d'un composant, la fiabilité associée Ri
est son complémentaire :
F??= 1 - R?? (2.2)
32
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Fi représentant la
fiabilité associée.
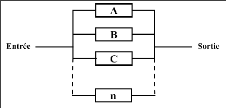
Figure 2-7: Composants en parallèle.
Soit les n composants de la figure ci-dessous montés en
parallèle. Si la probabilité de panne pour chaque composant
repéré (i) est notée Fi alors :
R?? = 1 - (1 - R)?? (2.23)
Le cas particulier de deux dispositifs en parallèle si
ë est constant RS est obtenu par :
R?? = 1 - (1 - R??). (1 - R??) = R?? + R?? - R??. R?? =
??-?????? + ??-?????? - ??-(????+????)?? (2.24)
2.2.2.2. La maintenabilité 2.2.2.2.1.
Définition
Dans des conditions données, la maintenabilité
est l'aptitude d'un bien à être maintenu ou rétabli dans un
état où il peut accomplir une fonction requise.
Maintenabilité = être rapidement
dépanné
C'est aussi la probabilité de rétablir un
système dans des conditions de fonctionnement spécifiées,
en des limites de temps désirées, lorsque la maintenance est
accomplie dans des conditions données, en utilisant des
procédures et des moyens prescrits. A partir de ces définitions,
on distingue :
? La maintenabilité intrinsèque : elle est
« construite » dès la phase de conception à partir d'un
cahier des charges prenant en compte les critères de
maintenabilité (modularité, accessibilité, etc.).
? La maintenabilité prévisionnelle : elle est
également « construite », mais à partir de l'objectif
de disponibilité.
? La maintenabilité opérationnelle : elle sera
mesurée à partir des historiques d'interventions. L'analyse de
maintenabilité permettra d'estimer la MTTR ainsi que les lois
probabilistes de maintenabilité (sur les mêmes modèles que
la fiabilité).
La maintenabilité caractérise la facilité
à remettre ou de maintenir un bien en bon état de fonctionnement.
Cette notion ne peut s'appliquer qu'a du matériel maintenable, donc
réparable.
La maintenabilité d'un équipement dépend
de nombreux facteurs (tableau2-2) [10] :
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Tableau 2-2: Facteurs de la maintenabilité
d'un équipement
|
Facteurs liés
à
l'EQUIPEMENT
|
Facteurs liés au
CONSTRUCTEUR
|
Facteurs liés à
la
MAINTENANCE
|
|
- Documentation
- Aptitude au démontage
- Facilité d'utilisation
|
- Conception
- Qualité du service après-
vente
- Facilité d'obtention des
pièces de rechange
- Coût des pièces de rechange
|
- Préparation et formation des personnels
- Moyens adéquats
- Etudes d'améliorations
(maintenance amélioratives)
|
On peut améliorer la maintenabilité en :
? Développant les documents d'aide à
l'intervention.
? Améliorant l'aptitude de la machine au démontage
(modifications risquant de coûter cher).
? Améliorant l'interchangeabilité des
pièces et sous ensemble.
2.2.2.2.2. Maintenabilité et
maintenance
Pour un technicien de maintenance, la maintenabilité
est la capacité d'un équipement à être
rétabli lorsqu'un besoin de maintenance apparaît. L'idée de
« facilité de maintenir » se matérialise par des
mesures réalisées à partir des durées
d'intervention. Il est évident que la maintenabilité
intrinsèque est le facteur primordial pour que la maintenance soit
performante sur le terrain. En effet, une amélioration ultérieure
de la maintenabilité initiale n'est jamais chose facile. Il est donc
indispensable que la maintenance sache définir ses besoins et les
intégrer au cahier des charges d'un équipement nouveau afin que
celui-ci puisse être facilement maintenable. [10]
2.2.2.2.3. Approche mathématique de la
maintenabilité M(t)
La maintenabilité peut se caractériser par sa
MTTR (Mean Time To Repair) ou encore Moyenne des Temps Techniques de
Réparation.
E Temps d'interventionpour n pannes
MTTR = (2.25)
Nombre de pannes
La figure 2-8 schématise les états successifs que
peut prendre un système réparable :
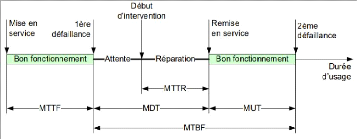
Figure 2-8: Schéma des états successifs que
peut prendre un système réparable. [10]
33
34
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Les N valeurs de l'échantillon des durées
d'intervention seront relevées à partir des bons de travaux
complétés, puis portés sur l'historique d'un
équipement, que ce soit sous une forme « papier » ou «
écran ». L'analyse de maintenabilité peut porter sur
l'ensemble de l'équipement (afin de déterminer sa
disponibilité opérationnelle le plus souvent), ou sur l'un
quelconque de ses modules. C'est ainsi que sont élaborés par
exemple les barèmes de temps de réparation automobile. Il existe
une analogie forte entre les notions de fiabilité et de
maintenabilité. Les démarches d'analyse sont donc semblables :
? La VA : c'est la durée d'intervention corrective ou
préventive de maintenance. Elle se note t = TTR (Time To Repair ou Temps
Technique de Réparation), de moyenne MTTR.
? La densité de probabilité est notée
f(t). La distribution des durées d'intervention est cependant
dissymétrique. Les lois de probabilité ajustables à cette
dissymétrie sont la loi « log normale », la loi « gamma
» et la loi « LVE » des valeurs extrêmes appelée
aussi loi de Gumbel.
? La fonction de répartition est notée M(t).
Elle exprime la probabilité qu'une intervention ait une durée TTR
< t, ou que le système en panne à t = 0 soit rétabli
à t .
??(??) = 1 - e-???? (2.26)
? De façon analogue au taux de défaillance, on
définit un taux de réparation ì(t) tel que
??(??) = ????????= ??=
|
1
(2.27)
??
|
|
Les calculs prévisionnels de maintenabilité
reposent sur l'hypothèse exponentielle, signifiant ici que le taux de
réparation est supposé constant. La répartition des TTR
est alors exponentielle.
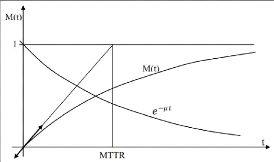
Figure 2-9: Courbe de la maintenabilité.
[10]
35
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.2.2.3. La disponibilité 2.2.2.3.1.
Introduction
La politique de maintenance d'une entreprise est
fondamentalement basée sur la disponibilité du matériel
impliqué dans le système de production. Pour qu'un
équipement présente une bonne disponibilité, il doit :
? Avoir le moins possible d'arrêts de production.
? Etre rapidement remis en bon état s'il tombe en
panne.
La disponibilité d'un équipement dépend de
nombreux facteurs :
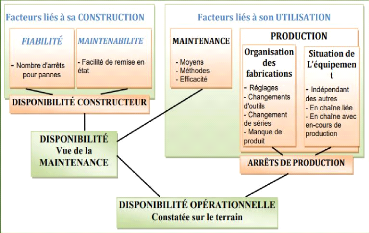
Figure 2-10: Facteurs de la disponibilité.
[10]
La disponibilité allie donc les notions de
fiabilité et de maintenabilité. Augmenter la disponibilité
passe par :
? L'allongement de la MTBF (action sur la fiabilité)
? La notion de le MTTR (action sur la maintenance)
2.2.2.3.2. Les types de disponibilité A.
Disponibilité intrinsèque :
Elle exprime le point de vue du concepteur. Ce dernier a
conçu et fabriqué le produit en lui donnant un certain nombre de
caractéristiques intrinsèques, c'est à dire des
caractéristiques qui prennent en compte les conditions d'installation,
d'utilisation, de maintenance et d'environnement, supposées
idéales.
MTBF
Di = (2.28)
MTBF + MTTR + MTTE
36
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
Où :
· TBF : Temps de bon fonctionnement.
· TTR : Temps techniques de réparation.
· TTE : Temps techniques d'exploitation.
B. Disponibilité opérationnelle
:
Il s'agit de prendre en compte les conditions réelles
d'exploitation et de maintenance. C'est la disponibilité du point de vue
de l'utilisateur.
Le calcul de disponibilité opérationnelle fait
appel aux mêmes paramètres TBF, TTR et TTE sauf que ces 3
paramètres ne sont plus basés sur les conditions idéales
de fonctionnement.
C. Disponibilité moyenne :
La disponibilité moyenne sur intervalle de temps
donné peut être évaluée par le rapport Suivant :
temp de disponibilité ( )
D° =
2.29
temps de disponibilité + temps
d'indisponibilité
TCBF
D° =(2.30) TCBF + TCI
Où :
· TCBF = Temps cumulé de bon fonctionnement.
· TCI = Temps cumulé d'immobilisation.
2.2.2.3.3. Amélioration de la
disponibilité
· L'allongement de la MTBF (action sur la
fiabilité).
· La réduction de la MTTR (action sur la
maintenabilité).
· Fiabilité.
· Maintenabilité.
· Logistique.
2.2.2.3.4. Quantification de la disponibilité
La disponibilité peut se mesurer :
· Sur un intervalle de temps donné
(disponibilité moyenne),
· A un instant donné (disponibilité
instantanée),
· A la limite, si elle existe, de la disponibilité
instantanée lorsque t?8 (disponibilité asymptotique).
37
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.2.2.4. La relation entre MUT, MTBF, et MTTR
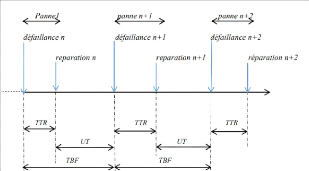
Figure 2-11: La relation entre MUT, MTBF, et MTTR.
[10]
2.2.3. Techniques utilisées en maintenance
2.2.3.1. Méthode ABC (Diagramme Pareto)
Parmi la multitude de préoccupations qui se posent
à un responsable de maintenance, il lui faut décider quelles
défaillances doivent être étudiées et/ou
améliorées en premier. Pour cela, il faut déceler celles
qui sont les plus importantes et dont la résolution ou
l'amélioration serait le plus rentable, en particulier en termes de
coûts d'indisponibilité.
La difficulté réside dans le fait que ce qui
« est important » et que ce qu'il « l'est moins » ne se
distinguent pas toujours de façon claire. La méthode ABC apporte
une réponse. Elle permet l'investigation qui met en évidence les
éléments les plus importants d'un problème afin de
faciliter les choix et les priorités.
On classe les événements (pannes par exemple)
par ordre décroissant de coûts (temps d'arrêts, coût
financier, nombre, etc..), chaque événement se rapportant
à une entité. On établit ensuite un graphique faisant
correspondre les pourcentages de coûts cumulés aux pourcentages de
types de pannes ou de défaillances cumulés. Sur le schéma,
on observe trois zones :
1. Zone A : 20% des pannes occasionnent 80% des coûts ;
2. Zone B : les 30% de pannes supplémentaires ne
coûtent que 15% supplémentaires ;
3. Zone C : les 50% de pannes restantes ne concernent que 5% du
coût global.
Conclusion : il est évident que la préparation
des travaux de maintenance doit porter sur les pannes de la zone A. [14]
38
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
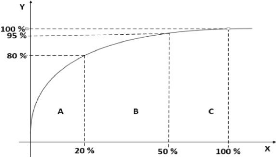
Figure 2-12: Diagramme de Pareto [4].
2.2.3.2. Diagramme des causes à effet 2.2.3.2.1.
Définition
Outil qui permet d'identifier les causes possibles d'un effet
constaté et donc de déterminer les moyens pour y remédier.
[14].
2.2.3.2.2. Représentation
Cet outil se présente graphiquement sous la forme
d'arêtes de poisson classant les catégories de causes
inventoriées selon la loi des 5 M (matière, main d'oeuvre,
milieu, matériels, méthodes)
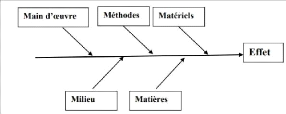
Figure 2-13: Diagramme cause et effet. [14]
? Il est très important de parvenir au consensus sur la
définition et les caractéristiques de la question traitée.
Il faut définir clairement l'effet sur lequel on souhaite directement
agir.
? Lister à l'aide de la méthode de «
brainstorming » par exemple, toutes les causes susceptibles de concerner
le problème considéré
Classer par famille toutes les causes d'un problème
donnée si nombre de causes par famille est trop important
2.2.3.2.3. Construction du diagramme
? Placer une flèche horizontalement pointée vers le
problème identifié ou le but recherché. ? Regrouper les
causes potentielles en familles, appelées les cinq M :
39
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
- Matière : Recense les causes ayant pour
origine les supports techniques et les produits utilisés.
- Main d'oeuvre : Problème de
compétence, d'organisation, de management.
- Matériel : Causes relatives aux
machines, aux équipements et moyens concernés. -
Méthode : Procédures ou modes opératoires
utilisés.
- Milieu : Environnement physique :
lumière, bruit, poussière, localisation, signalétique.
? Tracer les flèches secondaires correspondant au nombre
de familles de causes potentielles identifiées, et les raccorder
à la flèche principale
? Rechercher parmi les causes potentielles exposées, les
causes réelles du problème identifié.
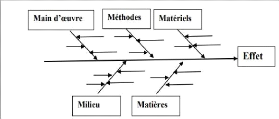
Figure 2-14: Schématique du diagramme cause et
effet. [14].
Ce sera notamment la cause la plus probable qu'il restera
à vérifier dans la réalité et à corriger. Le
diagramme Causes-Effet est donc l'image des causes identifiées d'un
dysfonctionnement potentiel pouvant survenir sur un système. Il se veut
le plus exhaustif possible en représentant toutes les causes qui peuvent
avoir une influence sur la sûreté de fonctionnement. Les 5 grandes
familles ou 5 facteurs primaires sont renseignés par des facteurs
secondaires et parfois tertiaires ; Les différents facteurs doivent
être hiérarchisés L'intérêt de ce diagramme
est son caractère exhaustif. [14]
2.2.3.3. Analyse de modes de défaillance, de leurs
effets et de leur criticité (AMDEC)
Le but d'une AMDEC est d'identifier les effets des modes de
bris d'équipement, de système ou d'usine. Cette analyse produit
généralement des recommandations qui conduisent à une
amélioration de la fiabilité de l'équipement.
L'AMDEC joue un rôle essentiel dans un programme
d'assurance fiabilité. Cette méthode peut s'appliquer à un
large éventail de problèmes survenant dans les systèmes
techniques. Elle peut être plus ou moins approfondies ou modifiées
en fonction du but à atteindre.
L'AMDEC est une méthode inductive qui permet de
réaliser une analyse qualitative de la fiabilité d'un
système depuis un niveau bas jusqu'à un niveau
élevé. [14]
40
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.2.3.4. Gestion de Maintenance Assistée par
Ordinateur (GMAO) 2.2.3.4.1. Définition
G.M.A.O. signifie Gestion de Maintenance Assistée par
Ordinateur. Il s'agit d'un logiciel spécialisé pour
réaliser la gestion d'un service technique. La Gestion de la Maintenance
Assistée par Ordinateur est constituée d'une base de
données (historique) qui est alimentée par le personnel de
maintenance via un formulaire. Chaque GMAO est personnalisée selon les
besoins spécifique d'exploitation de l'historique ou le fonctionnement
d'un site. [14]
2.2.3.4.2. Caractéristiques
générales
Un logiciel de GMAO permet de construire une base de
données dans laquelle on retrouvera :
· Les articles du magasin,
· Les fournisseurs,
· La gestion des entrées et sorties des articles,
· La gestion des achats,
· La gestion des actifs (équipements et
sous-ensembles),
· La gestion des interventions correctives,
· La gestion des interventions préventives,
· La gestion des demandes d'interventions,
· Les analyses financières et le suivi des
indicateurs de maintenance,
· La gestion des contacts clients et la facturation
2.3. Optimisation de la maintenance préventive
[11]
Il sera commode, de considérer ici qu'une machine (ou
un système) qui comporte un organe défaillant d'étudier
quelles sont les conséquences des décisions que l'on peut prendre
au sujet du remplacement de cet organe.
2.3.1. Remplacement systématique au bout du
temps Tr
La maintenance préventive de type systématique
consiste à faire des remplacements périodiques. Ces remplacements
sont effectués à des intervalles de temps fixes et
prédéterminés, si entre les périodes de
remplacement une défaillance se produit, on procède alors
à une maintenance corrective. Cette politique de maintenance
présente des défauts dans son principe puisqu'elle permet un
gaspillage de pièces de rechange. Ainsi, on pourra changer une
pièce ou un organe qui vient d'être remplacé dans
l'intervention d'une opération curative.
2.3.2. Détermination de la
périodicité optimale pour le remplacement préventif
[11]
Dans le cas du remplacement préventif, le
système ou appareil est remplacé par un nouveau avant qu'il ne
tombe en panne. Alors que, dans le cas d'un remplacement correctif c'est
l'unité ou la pièce défaillante qui est
remplacée.
La détermination de la périodicité
optimale pour le remplacement de pièces mécaniques, de
composants, de modules ou de sous-ensembles pose toujours un problème
économique et de
41
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
rentabilité, surtout lorsque les installations sont
similaires ou les machines sont identiques. Ce problème
économique peut être résolu par la connaissance de la
fiabilité opérationnelle et la détermination du moment le
plus avantageux pour effectuer cette opération de remplacement
préventif.
La périodicité optimale pour le remplacement
préventif peut être obtenue selon deux modèles
mathématiques : le modèle de remplacement par bloc et le
modèle de remplacement basée sur l'âge. Chaque
modèle peut donner lieu à plusieurs variantes.
2.3.2.1. Modèles de remplacements par
block
Toutes les pièces sont changées avec la
même périodicité T0 quel que soit l'âge de la
pièce et une pièce défaillante est remplacée
instantanément au moment de la défaillance (Figure 215).

Figure 2-15: Remplacement à période fixe
T0.
Avec
· S1 : Système 1
· R : Remplacement
· d : Défaillance
· T0 : Périodicité de
remplacement
2.3.2.2. Modèles de remplacements basés
sur l'âge
L'âge de chaque pièce est connu et on change la
pièce dès que son âge atteint la valeur T0 (Figure
2-16).

Figure 2-16: Remplacement lorsque l'âge de la
pièce T0 est atteint.
Avec :
· S1 : Système 1
· R : Remplacement
· d : Défaillance
· T0 : Age de la pièce
Cette étude consiste à faire un remplacement
préventif lorsque l'équipement a atteint l'âge T0 soit la
période de remplacement préventif choisie. La durée de la
période T0 a été déterminée de façon
à effectuer un remplacement préventif un peu avant le moment
où on estime que
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
l'équipement risque de tomber en panne. Cela permet de
minimiser les coûts. Si toutefois une panne survient, l'équipement
défaillant est remplacé par du neuf.
2.3.2.3. Choix entre réparation et remplacement
avant terme
Pour tout système complexe, il existe une date limite
appelée date L de réforme du système. Cette date L
résulte des phénomènes de fatigue agissant sur l'ensemble
du système. Elle est déterminée par des essais au banc de
fatigue et à partir de statistiques effectuées en temps
réel sur un échantillon.
Il intervient également dans la détermination de
L des facteurs de sécurité et des considérations
économiques. Les défaillances relevées au cours
d'utilisation du système conduiront à la réfection du
système ou à sa réforme avant terme.
La réfection (remise en état ou
réparation) se présente sous les deux aspects suivants :
? Les réparations mineures : ce sont des retouches ou
remplacements d'éléments simples.
? Les réparations majeures : elles conduisent à
reconstruire complètement les éléments autour de
l'élément pour lequel la durée de vie est fixée
L.
La réforme se présente sous les aspects suivants
:
? Dans le cas du matériel surchargé
au-delà des tolérances permises ou accidenté et reconnue
irréparable après expertise.
? Dans le cas où la milite L est arrivée.
? Dans le cas d'un système qui pourrait être
réparé mais dont le temps restant à utiliser est trop
faible pour qu'économiquement l'opération soit rentable. Le
problème est alors de déterminer t1 et t2, c'est-à-dire
l'âge auquel il convient de ne plus effectuer de réparation
majeure et mineure pour que le prix de revient majeur par système et par
unité de temps soit mineur (Fig 217).
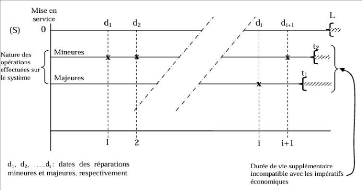
Figure 2-17: Schéma représentatif d'un
remplacement avant terme pour un système (S).
42
APPROCHE THÉORIQUE SUR LA MAINTENANCE ET LA
FMD
2.4. Conclusion partielle
En conclusion, nous avons exploré les dimensions
essentielles de la FMD qui sont intrinsèquement liées à
l'efficacité de la maintenance préventive. La fiabilité
assure une production continue sans défaillance imprévues, tandis
que la maintenabilité garantit que les interventions nécessaires
sont rapides et efficaces, minimisant ainsi le temps d'arrêt. La
disponibilité, résultant de la combinaison de la fiabilité
et de la maintenabilité, est le pilier final qui soutient la
disponibilité opérationnelle optimale de l'équipement.
L'optimisation de la maintenance préventive,
guidée par le principe de la FMD, permet non seulement d'anticiper et de
prévenir les pannes, mais aussi d'aligner les pratiques de maintenance
avec les objectifs stratégiques de l'entreprise. Cela conduit à
une amélioration de la sécurité, une réduction des
coûts et une augmentation de la productivité. En fin de compte,
une approche bien conçue de la maintenance préventive,
éclairé par la FMD, est un investissement stratégique pour
l'avenir, assurant la durabilité et la compétitivité dans
un marché de plus en plus exigeant.
43
44
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
Chapitre 3: ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE
PREVENTIVE DE LA POMPE CENTRIFUGE SULZER 086
3.1. Analyse FMD de la pompe centrifuge Sulzer 086
3.1.1. Cas étudié et préparation des
données
L'examen des fiches techniques de la pompe centrifuge Sulzer
086 a permis de collecter les données brutes relatives aux dates des
interventions ainsi que les temps de réparations correspondants.
Pour pouvoir exploiter ces données brutes, on
procède par :
? Le calcul des heures techniques de réparation (TTR)
(Tableau 3-1) ;
? Le calcul des heures de bon fonctionnement (TBF), qui
résultent des différences entre deux pannes successives. (Tableau
3-2).
3.1.2. Dossier historique de la pompe centrifuge
Sulzer 086
Les pannes enregistrées dans le tableau 3-1 ont
été recueillies à partir du 26 JUIN de l'année 2023
jusqu'au 06 FÉVRIER 2024.
Tableau 3-1: Dossier historique de la pompe.
Centrifuge Sulzer 086
|
N
|
Date de
panne
|
Début
d'arrêt
|
Heure de
démarrage
|
TTR
|
Interventions
|
1.
|
27/06/2023
|
08h15
|
09h00
|
0.75
|
Installer la tuyauterie d'aspiration
|
2.
|
28/07/2023
|
18h20
|
20h20
|
2
|
Installer la cage pour la pompe submersible
|
3.
|
30/07/2023
|
08h10
|
10h10
|
2
|
Effectuer toutes les taches électriques
|
4.
|
06/08/2023
|
15h25
|
16h25
|
1
|
Remplacement de l'arbre
|
5.
|
10/09/2023
|
10h00
|
10h15
|
0.25
|
Remplacement du manomètre
|
6.
|
21/09/2023
|
15h10
|
16h00
|
0.8
|
Rénovation de la pompe
|
7.
|
28/10/2023
|
20h10
|
21h20
|
1.1
|
Réparer la fuite de la ligne de presse-étoupe
|
8.
|
10/11/2023
|
10h40
|
10h50
|
0.1
|
Vidange de l'huile de la pompe
|
9.
|
25/11/2023
|
16h20
|
17h10
|
0.8
|
Remplacement des roulements
|
10.
|
30/11/2023
|
11h45
|
12h00
|
0.25
|
Panne électrique
|
11.
|
02/12/2024
|
11h00
|
12h00
|
1
|
Remplacement du joint mécanique
|
12.
|
07/12/2024
|
15h50
|
16h20
|
0.5
|
Réalignement du système d'entrainement
|
13.
|
|
11/12/2024
|
14h20
|
15h00
|
0.6
|
Remplacement du joint mécanique
|
|
45
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
14.
|
19/01/2024
|
10h15
|
10h35
|
0.3
|
Serrage des boulons d'encrage
|
15.
|
21/01/2024
|
10h20
|
10h40
|
0.3
|
Réglage du jeu de la roue
|
16.
|
24/01/2024
|
14h10
|
15h00
|
0.8
|
Remplacement de l'arbre
|
17.
|
|
06/02/2024
|
19h30
|
20h20
|
0.8
|
Remplacement du joint mécanique
|
|
3.1.3. Calcul du temps de bon
fonctionnement
Après l'exploitation du dossier historique des pannes
de la pompe centrifuge Sulzer 086, On peut calculer les temps de bon
fonctionnement (TBF) en le regroupant dans le tableau 3-2 :
TBF : Temps de fonctionnement entre
défaillance ou Temps de Bon Fonctionnement
Tableau 3-2: Calcul du TBF
|
N
|
Date de panne
|
Début d'arrêt
|
Heure de démarrage
|
TBF
|
|
1.
|
27/06/2023
|
08h15
|
09h00
|
754
|
|
2.
|
28/07/2023
|
18h20
|
20h20
|
38
|
|
3.
|
30/07/2023
|
08h10
|
10h10
|
175
|
|
4.
|
06/08/2023
|
15h25
|
16h25
|
835
|
|
5.
|
10/09/2023
|
10h00
|
10h15
|
269
|
|
6.
|
21/09/2023
|
15h10
|
16h00
|
893
|
|
7.
|
28/10/2023
|
20h10
|
21h20
|
303
|
|
8.
|
10/11/2023
|
10h40
|
10h50
|
366
|
|
9.
|
25/11/2023
|
16h20
|
17h10
|
115
|
|
10.
|
30/11/2023
|
11h45
|
12h00
|
47
|
|
11.
|
02/12/2024
|
11h00
|
12h00
|
123
|
|
12.
|
07/12/2024
|
15h50
|
16h20
|
95
|
|
13.
|
11/12/2024
|
14h20
|
15h00
|
932
|
|
14.
|
19/01/2024
|
10h15
|
10h35
|
48
|
|
15.
|
21/01/2024
|
10h20
|
10h40
|
76
|
|
16.
|
24/01/2024
|
14h10
|
15h00
|
317
|
|
17.
|
06/02/2024
|
19h30
|
20h20
|
217
|
Parmi les lois utilisées pour la mesure de la
fiabilité ont choisi la loi de Wei bull, c'est un modèle
mathématique particulièrement bien adapté à
l'étude statistique des défaillances, il couvre le cas où
le taux de défaillance et variable.
3.1.4. Calcul des paramètres de Wei
bull
Le tableau 3-3 comporte les TBF classés par ordre
croissant, et les F(i) calculés par la méthode des rangs
médians F(i)=?(??-0.3) /(??+0.4), (dans notre cas N =17 = 20) et on
trace la courbe de Wei bull (Figure 3.1) pour déduire les
paramètres â, ç et y :
46
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
Tableau 3-3: Classement des TBF et calcul des
F(i)
|
N°
|
TBF
|
F(i)
|
F(i)%
|
R(i)
|
|
1
|
38
|
0,04022989
|
4,02298851
|
0,95977011
|
|
2
|
47
|
0,09770115
|
9,77011494
|
0,90229885
|
|
3
|
48
|
0,15517241
|
15,5172414
|
0,84482759
|
|
4
|
76
|
0,21264368
|
21,2643678
|
0,78735632
|
|
5
|
95
|
0,27011494
|
27,0114943
|
0,72988506
|
|
6
|
115
|
0,32758621
|
32,7586207
|
0,67241379
|
|
7
|
125
|
0,38505747
|
38,5057471
|
0,61494253
|
|
8
|
175
|
0,44252874
|
44,2528736
|
0,55747126
|
|
9
|
217
|
0,5
|
50
|
0,5
|
|
10
|
269
|
0,55747126
|
55,7471264
|
0,44252874
|
|
11
|
303
|
0,61494253
|
61,4942529
|
0,38505747
|
|
12
|
317
|
0,67241379
|
67,2413793
|
0,32758621
|
|
13
|
366
|
0,72988506
|
72,9885057
|
0,27011494
|
|
14
|
754
|
0,78735632
|
78,7356322
|
0,21264368
|
|
15
|
835
|
0,84482759
|
84,4827586
|
0,15517241
|
|
16
|
893
|
0,90229885
|
90,2298851
|
0,09770115
|
|
17
|
932
|
0,95977011
|
95,9770115
|
0,04022989
|
3.1.5. Estimation des paramètres de la loi Wei
bull (ç, fi, y)
On utilise la méthode graphique en utilisant le
logiciel Excel pour voir l'allure de la courbe F(i)-TBF.
F(i)% - TBF
|
120 100 80 60 40 20
0
|
|
|
0 200 400 600 800 1000
|
Figure 3-1:Courbe F(i) - TBF.
On remarque que les points de notre courbe ne sont pas
alignés, on procède par un changement de variable.
? Premier changement des variables
On ordonne la gauche : on place les valeurs de F(t)
en pourcentage en échelle ln (- ln (1 - F (t))) et on ordonne aussi
sur l'axe X = -1 ; ce sont les valeurs ln (- ln (1 - F (t))).
Donc ??(t) = ln t et ??(t) = ln t(- ln(1 - ??(t)))
47
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
Tableau 3-4: Calcul de x(t) et
y(t)
|
N°
|
TBF
|
F(i)
|
F(i)%
|
R(i)
|
x(t)
|
ytt)
|
|
1
|
38
|
0,04022989
|
4,02298851
|
0,95977011
|
3,63758616
|
-3,19268466
|
|
2
|
47
|
0,09770115
|
9,77011494
|
0,90229885
|
3,8501476
|
-2,27487758
|
|
3
|
48
|
0,15517241
|
15,5172414
|
0,84482759
|
3,87120101
|
-1,78009153
|
|
4
|
76
|
0,21264368
|
21,2643678
|
0,78735632
|
4,33073334
|
-1,43098059
|
|
5
|
95
|
0,27011494
|
27,0114943
|
0,72988506
|
4,55387689
|
-1,1556011
|
|
6
|
115
|
0,32758621
|
32,7586207
|
0,67241379
|
4,74493213
|
-0,92411787
|
|
7
|
125
|
0,38505747
|
38,5057471
|
0,61494253
|
4,82831374
|
-0,72108079
|
|
8
|
175
|
0,44252874
|
44,2528736
|
0,55747126
|
5,16478597
|
-0,53726488
|
|
9
|
217
|
0,5
|
50
|
0,5
|
5,37989735
|
-0,36651292
|
|
10
|
269
|
0,55747126
|
55,7471264
|
0,44252874
|
5,59471138
|
-0,20426061
|
|
11
|
303
|
0,61494253
|
61,4942529
|
0,38505747
|
5,71373281
|
-0,04671151
|
|
12
|
317
|
0,67241379
|
67,2413793
|
0,32758621
|
5,75890177
|
0,10975448
|
|
13
|
366
|
0,72988506
|
72,9885057
|
0,27011494
|
5,90263333
|
0,26919297
|
|
14
|
754
|
0,78735632
|
78,7356322
|
0,21264368
|
6,62539237
|
0,43705252
|
|
15
|
835
|
0,84482759
|
84,4827586
|
0,15517241
|
6,72743172
|
0,62230533
|
|
16
|
893
|
0,90229885
|
90,2298851
|
0,09770115
|
6,79458658
|
0,8440821
|
|
17
|
932
|
0,95977011
|
95,9770115
|
0,04022989
|
6,83733281
|
1,16725026
|
On trace ensuite notre deuxième courbe en fonction de x(t)
- y(t)
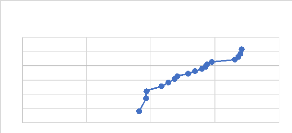
X(t)-Y(t)
2
1
0
- 1
- 2
- 3
- 4
0 2 4 6 8
Figure 3-2: Courbe x(t) - y(t).
On remarque que nos points ne sont toujours pas alignés
sur cette deuxième courbe, on change à nouveau la variable.
On calcul ã à partir de la formule 2.2, et
on trouve :
Tableau 3-5: Recherche de ã
|
Y1
|
-3,19268466
|
|
X1
|
3,63758616
|
T1
|
38
|
|
Y3
|
1,16725026
|
X3
|
6,83733281
|
T2
|
106,890662
|
|
Y2
|
-1,0127172
|
X2
|
4,67180646
|
T3
|
932
|
|
ã
|
31,724139
|
|
48
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
Deuxième changement de variable
x2' 4,31703564 t2'
74,9660718
t1' 6,275861
t3' 900,275861
Tableau 3-6: Deuxième changement de
variable
|
N°
|
TBF
|
F(i)
|
F(i)%
|
R(i)
|
ã
|
t'
|
x'
|
y
|
|
1
|
38
|
0,04022989
|
4,02298851
|
0,95977011
|
31,724139
|
6,275861
|
1,83671069
|
-3,1926846
|
|
2
|
47
|
0,09770115
|
9,77011494
|
0,90229885
|
31,724139
|
15,275861
|
2,72627387
|
-2,2748775
|
|
3
|
48
|
0,15517241
|
15,5172414
|
0,84482759
|
31,724139
|
16,275861
|
2,78968309
|
-1,7800915
|
|
4
|
76
|
0,21264368
|
21,2643678
|
0,78735632
|
31,724139
|
44,275861
|
3,79043963
|
-1,4309805
|
|
5
|
95
|
0,27011494
|
27,0114943
|
0,72988506
|
31,724139
|
63,275861
|
4,14750391
|
-1,1556011
|
|
6
|
115
|
0,32758621
|
32,7586207
|
0,67241379
|
31,724139
|
83,275861
|
4,42215872
|
-0,9241178
|
|
7
|
125
|
0,38505747
|
38,5057471
|
0,61494253
|
31,724139
|
93,275861
|
4,53556135
|
-0,7210807
|
|
8
|
175
|
0,44252874
|
44,2528736
|
0,55747126
|
31,724139
|
143,275861
|
4,96477187
|
-0,5372648
|
|
9
|
217
|
0,5
|
50
|
0,5
|
31,724139
|
185,275861
|
5,22184585
|
-0,3665129
|
|
10
|
269
|
0,55747126
|
55,7471264
|
0,44252874
|
31,724139
|
237,275861
|
5,46922343
|
-0,2042606
|
|
11
|
303
|
0,61494253
|
61,4942529
|
0,38505747
|
31,724139
|
271,275861
|
5,60313624
|
-0,0467115
|
|
12
|
317
|
0,67241379
|
67,2413793
|
0,32758621
|
31,724139
|
285,275861
|
5,65345665
|
0,10975448
|
|
13
|
366
|
0,72988506
|
72,9885057
|
0,27011494
|
31,724139
|
334,275861
|
5,81196658
|
0,26919297
|
|
14
|
754
|
0,78735632
|
78,7356322
|
0,21264368
|
31,724139
|
722,275861
|
6,58240714
|
0,43705252
|
|
15
|
835
|
0,84482759
|
84,4827586
|
0,15517241
|
31,724139
|
803,275861
|
6,68869819
|
0,62230533
|
|
16
|
893
|
0,90229885
|
90,2298851
|
0,09770115
|
31,724139
|
861,275861
|
6,75841485
|
0,8440821
|
|
17
|
932
|
0,95977011
|
95,9770115
|
0,04022989
|
31,724139
|
900,275861
|
6,80270123
|
1,16725026
|
On trace enfin la courbe x' - y
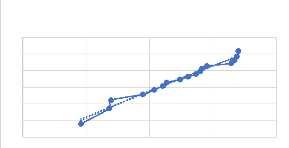
XI -Y
2
1
y = 0,7633x - 4,3029
0
-1
-2
-3
-4
0 2 4 6 8
Figure 3-3: courbe x' - y.
49
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
On remarque que notre deuxième courbe a une tendance
droite, on calcule ensuite nos paramètres :
|
fi
|
=
|
0,7633
|
|
ç
|
=
|
280,685006
|
|
ã
|
=
|
31,7639136
|
3.1.5.1. Test de KOLMOGOROV SMIRNOV
Le test de Kolmogorov Smirnov est un test hypothèse qui
permet de voir, pour un échantillon de durées observées,
si l'on peut accepter l'hypothèse d'une loi de distribution a un certain
risque de se tromper exprimer en pourcentage.
Afin de valider la loi de fiabilité, nous avons
calculé les écarts absolus entre le modèle
théorique et le modèle réel (Tableau 3-7) et le
comparé au valeurs seuils D?? ?? (voir Annexe 1)
Tableau 3-7: Le test de Kolmogorov
Smirnov
|
N°
|
TBF
|
F(i)
|
F(t)
|
F(i) - F(t)
|
|
1
|
38
|
0,04022989
|
0,19533699
|
0,1551071
|
|
2
|
47
|
0,09770115
|
0,22556004
|
0,12785889
|
|
3
|
48
|
0,15517241
|
0,22876031
|
0,0735879
|
|
4
|
76
|
0,21264368
|
0,30849994
|
0,09585626
|
|
5
|
95
|
0,27011494
|
0,35428165
|
0,08416671
|
|
6
|
115
|
0,32758621
|
0,39713586
|
0,06954965
|
|
7
|
125
|
0,38505747
|
0,41685474
|
0,03179727
|
|
8
|
175
|
0,44252874
|
0,50204456
|
0,05951583
|
|
9
|
217
|
0,5
|
0,56030039
|
0,06030039
|
|
10
|
269
|
0,55747126
|
0,62018245
|
0,06271118
|
|
11
|
303
|
0,61494253
|
0,65358949
|
0,03864696
|
|
12
|
317
|
0,67241379
|
0,66623522
|
0,00617858
|
|
13
|
366
|
0,72988506
|
0,70611245
|
0,02377261
|
|
14
|
754
|
0,78735632
|
0,88069141
|
0,09333508
|
|
15
|
835
|
0,84482759
|
0,8995657
|
0,05473812
|
|
16
|
893
|
0,90229885
|
0,91100098
|
0,00870213
|
|
17
|
932
|
0,95977011
|
0,91786275
|
0,04190737
|
D'après le tableau de K-S :
D?? ?????? = |??(i) - ??(t)| = 0.1551071 t??ndis??ue D?? ?
= D8,0.20 = 0.358
0.1551071 < 0.358 donc l'h??pothese du
??odele de Weibull est ??ccept??ble
50
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
3.1.5.2. Exploitation des paramètres de Wei bull
3.1.5.2.1. Calcul la fiabilité de la pompe
Le tableau en annexe 2 nous permet d'identifier les
paramètres : A=1.1380 et B= 1.4282 pour â= 0,8
Avec la formule ???????? = ??ç + y
???????? = 1.1380.280,685006 + 31,7639136 ???????? =
351,183451 heures
MTBF : Correspond à la durée
moyenne de la défaillance de bon fonctionnement après
réparation du système.
fi = 0,7633 A (â= 0,8) 1,138
ç = 280,685006 MTBF 351,183451
heures
ã = 31,7639136 en jours
14,6326438 jours
3.1.5.2.2. Calcul de R(t), F(t), ë(t) : « t =
MTBF =351 »
A partir de la formule 2-1, on calcul la fiabilité de
notre pompe :
??(??) = ??-(351.1-31.76
280.68 )0.76
??(??) = ??.???????????????????? = ????.??%
Nous avons 33 % de chance pour que la pompe centrifuge survive
au-delà de 351.1 h.
La fonction de réparation est calculée à
partir de la formule 2-2 :
??(??) = ?? - ??.???????????????????? =
??.????????????????????= 66.8%
Nous avons 66,8% de chance pour que la pompe centrifuge tombe en
panne entre 0 et
351h.
Le taux de défaillance est calculé par la formule
2-5 :
0.7633 351.1 - 31.76
??(??) = 280.685 (280.68 )0.76-1
??(??) =0.00263746785
La densité de probabilité de défaillance est
calculée par la formule 2-8 :
??-1
280.68 (351.1 - 31.76
0.76 . ??-(351.1-31.76
280.68 )0.76
??(??) = ??(??) * ??(??) = 280.68 )
??(??) =0.0008749465207
Nous avons 0,08749% de chance pour que la pompe centrifuge tombe
en panne juste à t = 351.1
h.
51
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
Tableau 3-8: Les paramètres de
fiabilité en fonction du MTBF
|
f(t=MTBF)
|
F (t=MTBF)
|
R(t=MTBF)
|
?(t=MTBF)
|
|
0.08749%
|
66.8 %
|
33.1 %
|
0.00263746785
|
3.1.5.2.3. Calcul du temps souhaitable pour une
intervention systématique L'efficacité que nous a
donné le constructeur de la pompe est de 79.5%
R(t) = 79.5% == t= ?
??-????
??(??) = ??( ??) (2.1)
1
t = ã - ç[lnR(t)]
â
?? = ???? h??u????s
Pour garder la fiabilité de la pompe à 79.5%, il
faut intervenir chaque temps systématique 73h. 3.1.5.3.
Étude du modèle de Wei bull
Les valeurs de la fonction de fiabilité, de
défaillance, de la fonction de probabilité et du taux de
défaillance pour la pompe sont calculées dans le tableau 4-9 :
Tableau 3-9: Les valeurs de R (t), F(t), f(t) et
ë(t)
|
N°
|
TBF
|
TTR
|
F(i)
|
R(t)
|
F(t)
|
?
|
|
1
|
38
|
0.75
|
0,04022989
|
0,94676396
|
0,19533699
|
0,00669539
|
|
2
|
47
|
2
|
0,09770115
|
0,89746278
|
0,22556004
|
0,00541933
|
|
3
|
48
|
2
|
0,15517241
|
0,89264846
|
0,22876031
|
0,00533839
|
|
4
|
76
|
1
|
0,21264368
|
0,78344106
|
0,30849994
|
0,00421091
|
|
5
|
95
|
0.25
|
0,27011494
|
0,72572027
|
0,35428165
|
0,00386939
|
|
6
|
115
|
0.8
|
0,32758621
|
0,67340357
|
0,39713586
|
0,00362572
|
|
7
|
125
|
1.1
|
0,38505747
|
0,64974249
|
0,41685474
|
0,00352964
|
|
8
|
175
|
0.1
|
0,44252874
|
0,54969231
|
0,50204456
|
0,00318855
|
|
9
|
217
|
0.8
|
0,5
|
0,48279457
|
0,56030039
|
0,00300027
|
|
10
|
269
|
0.25
|
0,55747126
|
0,41497868
|
0,62018245
|
0,00282961
|
|
11
|
303
|
1
|
0,61494253
|
0,377494
|
0,65358949
|
0,00274131
|
|
12
|
317
|
0.5
|
0,67241379
|
0,36336309
|
0,66623522
|
0,00270885
|
|
13
|
366
|
0.6
|
0,72988506
|
0,31899699
|
0,70611245
|
0,00260908
|
|
14
|
754
|
0.3
|
0,78735632
|
0,12779464
|
0,88069141
|
0,00217411
|
|
15
|
835
|
0.3
|
0,84482759
|
0,10739804
|
0,8995657
|
0,00212009
|
|
16
|
893
|
0.8
|
0,90229885
|
0,09506744
|
0,91100098
|
0,00208539
|
|
17
|
932
|
0.8
|
0,95977011
|
0,08767853
|
0,91786275
|
0,00206365
|
En fonction de ces différentes valeurs, nous trouvons
ensuite ces différentes courbes :
52
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
R(t)-TBF
|
1 0,8 0,6 0,4 0,2 0
|
|
|
0 200 400 600 800 1000
|
Figure 3-4: La courbe de fonction de
fiabilité.
F(t)-TBF
|
1 0,8 0,6 0,4 0,2 0
|
|
|
0 200 400 600 800 1000
|
Figure 3-5: La courbe de fonction de
répartition.
ë(t)-TBF
|
0,008 0,006 0,004 0,002
0
|
|
|
0 200 400 600 800 1000
|
Figure 3-6: La courbe taux de défaillance.
? Analyses des courbes :
Pour les courbes relatives à la fiabilité,
à la fonction de défaillance et au taux de défaillance on
peut tirer les constats suivants :
- Pour la fonction de fiabilité (Figure 3-4), la
fiabilité diminue d'une façon exponentielle avec le temps. Cette
décroissance est due à travers divers facteurs, parmi lesquels on
peut citer :
a. Le vieillissement des composants : Avec le temps, les
composants du système peuvent subir une usure naturelle qui entraine une
diminution de leur fiabilité.
53
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
b. Les conditions environnementales : Les conditions
environnementales telles que la température, l'humidité, la
poussière, etc., peuvent affecter la fiabilité des composants et
du système dans son ensemble.
c. La mauvaise maintenance : Une maintenance
inadéquate ou insuffisante peut entraîner une dégradation
de la fiabilité du système au fil du temps.
d. La conception du système : Une conception
inadéquate ou des choix de composants inappropriés peuvent
également contribuer à la diminution de la fiabilité du
système.
Il est important d'identifier les causes spécifiques de
la décroissance de la fiabilité afin de mettre en place des
actions préventives efficaces pour améliorer la fiabilité
du système.
- Pour la fonction de défaillance (Figure 3-5)
contrairement à la fonction de fiabilité
elle augmente avec le temps, cela peut indiquer plusieurs causes
possibles :
a. Le vieillissement accéléré : Certains
composants du système peuvent subir un vieillissement
accéléré en raison de conditions environnementales
défavorables, d'une surcharge de travail ou d'une utilisation intensive,
ce qui entraîne une augmentation de la probabilité de
défaillance.
b. Les défauts cachés : Il est possible que des
défauts ou des problèmes de fabrication non
détectés initialement commencent à se manifester avec le
temps, ce qui se traduit par une augmentation de la fonction de
défaillance.
c. Dégradation des composants : Les composants du
système peuvent subir une dégradation progressive due à
l'usure, à la corrosion, aux contraintes mécaniques, etc., ce qui
peut entraîner une augmentation de la probabilité de
défaillance.
d. Erreurs de conception : Une conception inadéquate
du système, des choix de matériaux inappropriés ou des
conditions de fonctionnement mal évaluées peuvent conduire
à une augmentation de la fonction de défaillance au fil du
temps.
Il est important d'identifier les causes spécifiques de
l'augmentation de la fonction de défaillance afin de prendre les mesures
nécessaires pour prévenir les défaillances et
améliorer la fiabilité du système.
- Pour le taux de défaillance (Figure 3-6), il a une
allure décroissante avec le temps, caractérisant ainsi la
période de jeunesse de la courbe en baignoire (Figure 2-2), cela peut
être dû à plusieurs facteurs :
a. Période de rodage : Au début de la vie du
système, les défaillances dues à des défauts de
fabrication initiaux ou à des conditions de fonctionnement
extrêmes peuvent se produire et être rapidement
détectées et corrigées, ce qui entraîne une
diminution du taux de défaillance.
54
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
b. Effet d'apprentissage : Les opérateurs et les
utilisateurs acquièrent de l'expérience dans l'entretien et
l'utilisation du système au fil du temps, ce qui peut réduire les
erreurs humaines et les défaillances liées à une mauvaise
manipulation.
c. Effet de l'environnement initial : Pendant la
période de jeunesse, les conditions environnementales peuvent être
plus favorables, ce qui contribue à réduire le taux de
défaillance.
Il est important de noter que cette décroissance du
taux de défaillance pendant la période de jeunesse n'est
généralement pas durable et peut-être suivie d'une
augmentation du taux de défaillance à mesure que le
système entre en phase de maturité et de vieillissement. Il est
essentiel de surveiller attentivement l'évolution de la courbe de
défaillance pour anticiper les éventuelles dégradations
futures et mettre en place des actions préventives appropriés.
3.1.5.3.1. Calcul de la maintenabilité de la pompe
centrifuge Sulzer 086 D'après l'historique des pannes de la
pompe :
MTTR = ?TR/N.
TR : Temps de réparation. N : Nombre de pannes.
MTTR = 13,25/17 = 0,77 h.
M (t) =1-??-ìt
Avec ? = 1/MTTR =1/0,77= 1,29
interventions/heure. M(MTTR) =1-??-0.77.1.29
M(MTTR) = 0,62964= 63%
Tableau 3-10: La
maintenabilité
|
TTR
|
M(t)
|
|
0,1
|
0,12453491
|
|
0,25
|
0,28287133
|
|
0,25
|
0,28287133
|
|
0,3
|
0,3290093
|
|
0,3
|
0,3290093
|
|
0,5
|
0,48572647
|
|
0,6
|
0,54977148
|
|
0,75
|
0,63119971
|
|
0,8
|
0,65492724
|
|
0,8
|
0,65492724
|
|
0,8
|
0,65492724
|
|
0,8
|
0,65492724
|
|
1
|
0,73552274
|
55
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
|
1
|
0,73552274
|
|
1,1
|
0,76845939
|
|
2
|
0,93005178
|
|
2
|
0,93005178
|
M(t)-TTR
|
1 0,8 0,6 0,4 0,2 0
|
|
|
|
0 0,5 1 1,5 2 2,5
|
Figure 3-7: La Courbe de maintenabilité de la
pompe.
D'après la courbe de maintenabilité (Figure
3-7), on constate que sa valeur croit avec le temps, cela signifie
généralement que le système devient plus facile à
maintenir et à réparer au fil du temps. Cette augmentation de la
maintenabilité peut être due à plusieurs facteurs :
a. Améliorations techniques : Les technologies
évoluent et les composants du système deviennent plus fiables,
plus faciles à remplacer et à réparer. Cela peut
contribuer à une maintenabilité du système.
b. Retour d'expérience : Les opérateurs et les
techniciens acquièrent de l'expérience dans la maintenance du
système, ce qui leur permet d'identifier plus rapidement les
problèmes et mettre en place des solutions efficaces. Ce retour
d'expérience peut améliorer la maintenabilité du
système au fil du temps.
c. Formation du personnel : Une formation continue du
personnel de maintenance peut également jouer un rôle important
dans l'amélioration de la maintenabilité du système, en
leur permettant de mieux comprendre son fonctionnement et d'effectuer des
interventions plus efficaces.
Il est important de noter que la croissance de la
maintenabilité soit généralement positive, il est
essentiel de surveiller régulièrement l'évolution de cette
courbe pour s'assurer que les améliorations se maintiennent dans le
temps et pour identifier tout potentiel déclin qui pourrait
nécessiter des actions correctives.
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
3.1.5.3.2. Calcul la disponibilité de la pompe
centrifuge Sulzer 086 ? Disponibilité intrinsèque de la
pompe :
|
Di=
|
????????
|
351,18
|
= ??.???? %
|
|
???????? + ???????? =
|
|
|
351,18 + 0.77
|
56
? Disponibilité instantanée :
D(??) = IL
A + IL + A
A + IL e-(??+??)??
1 1
A= ???????? = 351.18 = 0.00284h
|
IL =
|
1
???????? =
|
1
0.77
|
= 1.298 (
|
i????e????e????????
)
??e????e
|
A+ IL= 1.00065
|
D(??) =
|
1.298
1.00065 +
|
0.00284 1.00065 e
|
-(1.00065)??
|
Tableau 3-11: Disponibilité
instantané
|
t
|
D(t)
|
|
0
|
0,99610619
|
|
1
|
0,99349384
|
|
2
|
0,99128879
|
|
3
|
0,98942754
|
|
4
|
0,98785648
|
|
5
|
0,98653036
|
|
6
|
0,98541101
|
D(t)-t
|
0,998 0,996 0,994 0,992
0,99 0,988 0,986 0,984
|
|
|
0 1 2 3 4 5 6 7
|
Figure 3-8: Courbe de disponibilité
instantanée.
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
D'après la courbe de disponibilité (Figure 3-8),
on constate que sa valeur décroit avec le temps
Lorsque la courbe de la disponibilité
décroît avec le temps, cela signifie généralement
que la performance du système se dégrade au fil du temps. Voici
quelques explications possibles pour cette décroissance de la
disponibilité :
a. Usure et vieillissement : Avec le temps, les composants du
système peuvent subir de l'usure et du vieillissement, ce qui peut
entraîner des pannes plus fréquentes et une baisse de la
disponibilité.
b. Maintenance inadéquate : Si la maintenance
préventive n'est pas effectuée de manière
régulière ou adéquate, cela peut conduire à une
détérioration de la performance du système et à une
diminution de sa disponibilité.
c. Obsolescence : Les technologies et les équipements
peuvent devenir obsolètes avec le temps, ce qui peut rendre plus
difficile la maintenance et la réparation du système,
entraînant ainsi une baisse de disponibilité.
d. Facteurs externes : Des facteurs externes tels que les
conditions environnementales, les changements dans l'utilisation du
système ou les contraintes budgétaires peuvent également
influencer la disponibilité du système au fil du temps.
Lorsqu'on analyse une courbe de disponibilité
décroissante, il est important d'identifier les causes possibles de
cette tendance afin de mettre en place des actions correctives
appropriées. Cela peut inclure des stratégies de maintenance
préventive plus efficaces, des mises à niveau technologiques ou
des ajustements dans les pratiques opérationnelles pour améliorer
la disponibilité du système.
57
58
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
3.1.5.3.3. Interprétation des
résultats
Tableau 3-12: Interprétation des
résultats
|
I
|
Paramètres
|
Valeurs
|
Désignation
|
Interprétation
|
|
1
|
y
|
31.763
|
Paramètre de de position :
|
Lorsque le paramètre gamma est supérieur
à 1, cela indique une tendance à l'usure du système. Dans
notre cas, avec un paramètre
y de 31.7, cela suggère que la pompe n'a connu
aucune
défaillance possible entre t = 0 heure et
t = 31.763 heure
|
|
C'est le paramètre de position ; il indique le temps de
début d'apparition des défaillances sur l'équipement
|
|
2
|
fi
|
0.763
|
Paramètre de forme :
|
Lorsque le paramètre bêta est inférieur
à 1, cela indique que la courbe de défaillance est
décroissante, ce qui signifie que la probabilité de
défaillance diminue avec le temps. Dans notre cas, avec un
paramètre bêta étant de 0,763, cela suggère que la
pompe centrifuge a une tendance à une diminution de la
probabilité de défaillance au fil du temps.
|
|
C'est le paramètre de forme qui indique l'allure de
dégradation du matériel ou l'allure du taux de
défaillance
|
|
3
|
ë(t)
|
0.00284
|
Taux de défaillance :
|
Le taux de défaillance de 0,00284 qu'on a trouvé
dans le calcul de la fiabilité est une mesure importante qui indique la
probabilité que la pompe centrifuge tombe en panne par unité de
temps spécifique.
Un taux de défaillance de 0,00284 signifie qu'en
moyenne, la pompe centrifuge a une probabilité de 0,00284 h de tomber en
panne.
|
|
C'est aussi la probabilité de l'apparition d'une
défaillance à un instant t.
|
|
4
|
ì(t)
|
2.833
|
Taux de réparation :
|
Le taux de réparation de 2,833 qu'on a trouvé
dans le calcul de la fiabilité des paramètres de Wei bull est une
mesure importante qui indique la fréquence à laquelle la pompe
centrifuge peut être réparée en moyenne sur une
période donnée.
|
|
C'est un indicateur de l'aptitude d'un bien à être
dépanné et/ou réparé. C'est aussi un indicateur de
l'efficacité de la maintenance dans la phase d'une intervention.
|
59
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
|
|
|
|
Un taux de réparation de 2,833 signifie qu'en moyenne,
la pompe centrifuge pourrait nécessiter environ 2,833 réparations
par heure
|
|
5
|
MTBF
|
351h
|
Moyenne de temps de bon fonctionnement
:
|
Dans notre cas, une MTBF de 351 heures signifie que, en
moyenne, notre pompe centrifuge peut fonctionner pendant 351 heures avant de
rencontrer une panne. En résumé, notre pompe centrifuge a une
durée de fonctionnement moyenne de 351 heures avant qu'une panne ne
survienne.
|
|
La MTBF représente le temps moyen pendant lequel un
système ou un composant fonctionne avant de tomber en panne. Plus les
pannes sont espacées dans le temps, plus le système est
fiable.
|
|
6
|
MTTR
|
0.352941176 h
|
Moyenne des temps techniques de réparation
:
|
Il est important de noter que le MTTR correspond à un
temps de réparation typique et non à une garantie. Un fournisseur
qui
affiche un MTTR de 24 heures indique le temps qu'il lui faut
généralement pour effectuer une
réparation, mais certains incidents peuvent prendre plus ou moins de
temps. Dans notre cas, un MTTR de 0,3529 heure signifie que, en moyenne, la
réparation de la pompe centrifuge prend environ 21 minutes.
|
|
Le MTTR représente le temps moyen nécessaire pour
réparer et rétablir la fonctionnalité d'un
système. Il englobe le temps de diagnostic, de correction
et de test, ainsi que toutes les autres activités permettant de remettre
le service à disposition des utilisateurs finaux.
|
|
7
|
R(t)
|
0,33
|
Fiabilité :
|
Ayant une valeur de 33 %, valeur inférieure à la
moyenne; ceci traduit que la pompe n'est donc pas fiable
|
|
C'est la caractéristique indiquant une
probabilité ou une proportion de succès.
Autrement dit est considéré fiable, un
système dont la probabilité de connaitre une défaillance
est faible
|
60
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE
DE LA POMPE CENTRIFUGE SULZER 086
|
8
|
M
|
0 ,63
|
Maintenabilité :
|
Dans notre cas, une valeur de 0,63 pour la
maintenabilité indique que la pompe centrifuge est relativement facile
à entretenir et à réparer. Plus la valeur de
maintenabilité est élevée, plus il est aisé de
restaurer la pompe en cas de panne. Cela peut avoir un impact significatif sur
la disponibilité opérationnelle de la pompe, car des temps de
réparation plus courts permettent de minimiser les interruptions de
service.
|
|
La maintenabilité est l'aptitude d'une entité
à être
maintenue ou rétablie, sur un intervalle de temps
donné, dans un état dans lequel elle peut accomplir une fonction
requise, lorsque la maintenance est accomplie dans des conditions
données, avec des
procédures et des moyens prescrits1. En d'autres
termes, la maintenabilité mesure à quel point un
système ou un composant est facilement réparable.
|
|
9
|
D
|
0,99
|
Disponibilité :
|
Une disponibilité de 0,99 indique que la pompe est
opérationnelle à 99 % du temps. Cela indique que
la pompe centrifuge est prête à fonctionner la plupart du
temps.
|
|
La disponibilité d'une pompe centrifuge est un
indicateur essentiel qui mesure sa capacité à
fonctionner lorsque nécessaire.
|
61
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
3.2. Analyse par la méthode de Pareto
(ABC)
Cette méthode est basée sur la classification
des pannes selon la période où elles ont provoqué
l'arrêt de la machine sur une année complète, et cela nous
révélera les classifications des cellules A, B et C, où
nous commencerons la classification de la période la plus longue au plus
petit compte tenu du nombre de répétition (fréquence).
Tableau 3-13: Fréquences cumulées et
temps d'arrêt cumulés
|
Cause d'arrêt
|
Fr
|
Fr.c
|
Fr.c %
|
T.a
|
T.a.c
|
T.a.c %
|
Zone
|
|
Remplacement du joint mécanique
|
3
|
3
|
13,63636364
|
2
|
2
|
10,0452034
|
A
|
|
Remplacement de l'arbre
|
2
|
5
|
22,72727273
|
2
|
4
|
20,0904068
|
A
|
|
Remplacement de l'arbre
|
2
|
7
|
31,81818182
|
2
|
6
|
30,1356102
|
A
|
|
Panne électrique
|
2
|
9
|
40,90909091
|
2
|
8
|
40,1808137
|
A
|
|
Installer la cage pour le pompe submersible
|
1
|
10
|
45,45454545
|
2
|
10
|
50,2260171
|
A
|
|
Remplacement du joint mécanique
|
3
|
13
|
59,09090909
|
1,75
|
11,75
|
59,0155701
|
A
|
|
Rénovation de la pompe
|
1
|
14
|
63,63636364
|
1,5
|
13,25
|
66,5494726
|
A
|
|
Réparer la fuite de la ligne de presse-étoupe
|
1
|
15
|
68,18181818
|
1
|
14,25
|
71,5720743
|
A
|
|
Serrage des boulons d'encrage
|
1
|
16
|
72,72727273
|
1
|
15,25
|
76,594676
|
A
|
|
Réalignement du système d'entrainement
|
1
|
17
|
77,27272727
|
1
|
16,25
|
81,6172777
|
B
|
|
Installer le tuyau d'aspiration
|
1
|
18
|
81,81818182
|
1
|
17,25
|
86,6398795
|
B
|
|
Réglage du jeu de la roue
|
1
|
19
|
86,36363636
|
1
|
18,25
|
91,6624812
|
B
|
|
Effectuer toutes les taches électrique
|
1
|
20
|
90,90909091
|
0,83
|
19,08
|
95,8312406
|
B
|
|
Remplacement du manomètre
|
1
|
21
|
95,45454545
|
0,5
|
19,58
|
98,3425414
|
C
|
|
Vidange de l'huile de la pompe
|
1
|
22
|
100
|
0,33
|
19,91
|
100
|
C
|
62
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
Courbe de diagramme de Pareto :
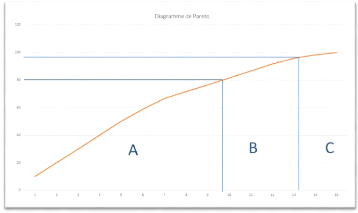
Figure 3-9: Présentation de diagramme de
Pareto.
? Zone A : On note que 9 types de
causes de pannes ont provoqué l'arrêt de la machine pendant 15,25
heures. Ce qui représente 80 % des heures d'arrêt.
? Zone B : on note que 4 types de
causes de pannes ont provoqué l'arrêt de la machine pendant 3,16
heures, ce qui représente 17% des heures d'arrêt.
? Zone C : On note que, 2types de
causes de pannes ont provoqué l'arrêt de la machine pendant 0.83
heures, ce qui représente 2% des heures d'arrêt.
3.3. Optimisation de la maintenance
préventive
3.3.1. Etude amélioratives de la sureté
de fonctionnement de la pompe centrifuge Sulzer 086
3.3.1.1. Présentation
Il est vrai que la pompe centrifuge Sulzer est une machine
capitale dans le processus de production de cuivre des usines MMG ; Cette
machine rencontre des pannes éventuelles qui impactent le fonctionnement
de l'outil tout en réduisant le rendement global de
l'équipement.
Les sources des arrêts de la machine sont les pannes,
celles-ci sont des éléments qui occasionnent le disfonctionnement
partiel ou global de la machine et ne permettent pas le fonctionnement de
l'équipement dans les bonnes conditions possibles.
Bien que les pannes soient imprévisibles pour
l'équipement en production, il est demandé de faire une
étude méthodologique pour l'amélioration du rendement
globale en termes de fiabilité, disponibilité et
maintenabilité de l'équipement d'où l'application de la
maintenance préventive systématique.
63
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
La maintenance préventive systématique est
l'ensemble des activités réalisées selon les
critères prédéterminés dans l'intention de
réduire la probabilité des défaillances d'un bien ou la
dégradation de l'équipement, elle consiste en une
opération de maintenance réalisée par un technicien de
manière régulière selon un certain cycle de temps.
3.3.1.2. Arbres des défaillances
Nous présentons les arbres de défaillances de
quelques organes de la pompe puis proposer quelques pistes des solutions
pouvant remédier aux problèmes que rencontre la pompe
centrifuge.
Nous allons présenter les arbres de défaillances
des organes/ éléments suivants :
? Les boulons de serrage
? L'arbre
? La fuite de la pompe
? Les roulements
? Le joint mécanique
3.3.1.2.1. L'arbre de défaillance des
boulons
Le diagramme ci-dessous nous permettra donc de trouver las
pannes primaires que peut connaitre les boulons avant défaillance.
|
NON ATTEINT
|
|
MANQUE D'OUTILLAGE
APPROPRIES
|
DESSERRAGE DES
BOULONS
COUPLE DE SERRAGE
DE FREIN D'ECROU
|
MANQUE DE SYSTÈME
VIBRATION
|
Figure 3-10:L'arbre de défaillance des boulons
64
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
Le tableau 3-14 nous montre la fiche de visite des boulons de
serrage
Tableau 3-14: Fiche de visite en maintenance
préventive systématique des boulons
|
CAUSES
PRINCIPALES
|
CAUSES SECONDAIRES
|
MODE DE
DEFAILLANCE
|
CONSEQUENCES
|
MESURE PREVENTIVE
|
|
Fatigue
|
Vibrations excessives
|
Rupture par fatigue
|
Fuite de liquide
|
Surveillance des vibrations
|
|
Surcharge de la pompe
|
Rupture par fatigue
|
Défaillance de la pompe
|
Protection contre la surcharge
|
|
Mauvais alignement des composants
|
Rupture par fatigue
|
Dommages aux composants
|
Alignement correct des composants
|
|
Corrosion
|
Humidité
|
Corrosion et perte de résistance
|
Rupture du boulon
|
Protection contre la corrosion
|
|
Produits chimiques
|
Corrosion et perte de résistance
|
Rupture du boulon
|
Utilisation de matériaux résistants aux produits
chimiques
|
|
Température élevée
|
Corrosion et perte de résistance
|
Rupture du boulon
|
Refroidissement de la pompe
|
|
Défaut de fabrication
|
Matériau défectueux
|
Rupture fragile
|
Fuite de liquide
|
Contrôle de la qualité des boulons
|
|
Usinage incorrect
|
Rupture fragile
|
Défaillance de la pompe
|
Contrôle de la qualité des boulons
|
|
Traitement thermique insuffisant
|
Rupture fragile
|
Dommages aux composants
|
Contrôle de la qualité des boulons
|
|
Mauvais serrage
|
Couple de serrage insuffisant
|
Défaut de serrage
|
Fuite de liquide
|
Procédure de serrage adéquate
|
|
Boulons desserrés
|
Défaut de serrage
|
Défaillance de la pompe
|
Contrôle du serrage des boulons
|
|
Outils de serrage inadaptés
|
Endommagement du boulon
|
Rupture du boulon
|
Utilisation d'outils de serrage adaptés
|
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
3.3.1.2.2. Arbre de défaillance des
roulements
Le diagramme ci-dessous nous permettra de trouver les pannes
primaires que peut connaitre les roulements avant défaillance
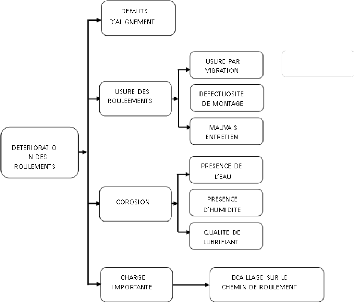
Figure 3-11: L'arbre de défaillance des
roulements
65
66
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
Le tableau 3-15 nous montre la fiche de visite des roulements
Tableau 3-15: Fiche de visite en maintenance
préventive systématique des roulements
|
CAUSE
PRINCIPALE
|
CAUSE SECONDAIRE
|
MODE DE
DEFAILLANCE
|
CONSEQUENCE
|
MESURE PREVENTIVE
|
|
Fatigue
|
Surcharge de la pompe
|
Usure excessive
|
Arrêt de la pompe
|
Protection contre la surcharge
|
|
Mauvais alignement des composants
|
Usure excessive
|
Dommages aux composants
|
Alignement correct des composants
|
|
Vibrations excessives
|
Usure excessive
|
Fuite de liquide
|
Surveillance des vibrations
|
|
Contamination du lubrifiant
|
Usure excessive
|
Défaillance du roulement
|
Protection contre la contamination
|
|
Usure
|
Charge excessive
|
Usure progressive
|
Arrêt de la pompe
|
Diminution de la charge
|
|
Lubrification insuffisante
|
Usure progressive
|
Dommages aux composants
|
Lubrification adéquate
|
|
Abrasion
|
Usure progressive
|
Fuite de liquide
|
Filtration du lubrifiant
|
|
Corrosion
|
Usure progressive
|
Défaillance du roulement
|
Protection contre la corrosion
|
|
Défaut de fabrication
|
Matériau défectueux
|
Rupture
|
Arrêt de la pompe
|
Contrôle de la qualité des roulements
|
|
Usinage incorrect
|
Rupture
|
Dommages aux composants
|
Contrôle de la qualité des roulements
|
|
Défauts de traitement thermique
|
Rupture
|
Fuite de liquide
|
Contrôle de la qualité des roulements
|
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
3.3.1.2.3. Arbre de défaillance de
l'arbre
Le diagramme ci-dessous nous permettra de trouver les pannes
primaires que peut connaitre l'arbre avant défaillance
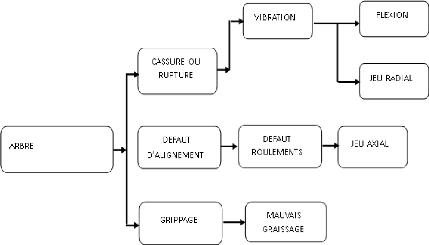
Figure 3-12: L'arbre de défaillance de
l'arbre
67
68
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
Le tableau 3-16 nous montre la fiche de visite de l'arbre
Tableau 3-16: Fiche de visite en maintenance
préventive systématique de l'arbre
|
CAUSE
PRINCIPALE
|
CAUSE SECONDAIRE
|
MODE DE
DEFAILLANCE
|
CONSEQUENCE
|
MESURE PREVENTIVE
|
|
Fatigue
|
Vibrations excessives
|
Rupture par fatigue
|
Fuite de liquide
|
Surveillance des vibrations
|
|
Surcharge de la pompe
|
Rupture par fatigue
|
Défaillance de la pompe
|
Protection contre la surcharge
|
|
Mauvais alignement des composants
|
Rupture par fatigue
|
Dommages aux composants
|
Alignement correct des composants
|
|
Corrosion
|
Humidité
|
Corrosion et perte de résistance
|
Rupture de l'arbre
|
Protection contre la corrosion
|
|
Produits chimiques
|
Corrosion et perte de résistance
|
Rupture de l'arbre
|
Utilisation de matériaux résistants aux produits
chimiques
|
|
Température élevée
|
Corrosion et perte de résistance
|
Rupture de l'arbre
|
Refroidissement de la pompe
|
|
Défaut de fabrication
|
Matériau défectueux
|
Rupture fragile
|
Fuite de liquide
|
Contrôle de la qualité de l'arbre
|
|
Usinage incorrect
|
Rupture fragile
|
Défaillance de la pompe
|
Contrôle de la qualité de l'arbre
|
|
Traitement thermique insuffisant
|
Rupture fragile
|
Dommages aux composants
|
Contrôle de la qualité de l'arbre
|
|
Surcharge
|
Débit excessif
|
Déformation et rupture
|
Fuite de liquide
|
Limitation du débit
|
|
Pression excessive
|
Déformation et rupture
|
Défaillance de la pompe
|
Limitation de la pression
|
69
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
3.3.1.2.4. Arbre de défaillance des joints
mécaniques
Le tableau 3-17 nous montre la fiche de visite des joints
mécaniques
Tableau 3-17: Fiche de visite en maintenance
préventive systématique des joints
mécaniques
|
CAUSE PRINCIPALE
|
CAUSE SECONDAIRE
|
MODE DE
DEFAILLANCE
|
CONSEQUENCE
|
MESURE PREVENTIVE
|
|
Usure
|
Abrasion
|
Dégradation des surfaces
|
Fuite de liquide
|
Sélection du joint adéquat
|
|
Corrosion
|
Dégradation des matériaux
|
Contamination du produit pompé
|
Installation correcte
|
|
Erosion
|
Dégradation des surfaces
|
Défaillance de la pompe
|
Surveillance des conditions de fonctionnement
|
|
Frottement excessif
|
Dégradation des surfaces
|
Dommages aux composants
|
Maintenance préventive
|
|
Défaut de fabrication
|
Matériau défectueux
|
Rupture du joint
|
Fuite de liquide
|
Sélection du joint adéquat
|
|
Usinage incorrect
|
Fuite du joint
|
Contamination du produit pompé
|
Installation correcte
|
|
Assemblage incorrect
|
Fuite du joint
|
Défaillance de la pompe
|
Contrôle qualité des composants
|
|
Mauvais montage
|
Alignement incorrect
|
Usure excessive
|
Fuite de liquide |
|
Installation correcte
|
|
Couple de serrage insuffisant
|
Fuite du joint
|
Défaillance de la pompe
|
Maintenance préventive
|
|
Dommages aux composants
|
Fuite du joint
|
Dommages aux composants
|
Contrôle qualité des composants
|
|
Conditions de
fonctionnement défavorables
|
Température excessive
|
Dégradation des matériaux
|
Fuite de liquide
|
Sélection du joint adéquat
|
|
Pression excessive
|
Déformation du joint
|
Défaillance de la pompe
|
Surveillance des conditions de fonctionnement
|
|
Vibration excessive
|
Usure excessive
|
Dommages aux composants
|
Contrôle des vibrations
|
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
3.3.1.2.5. Arbre de défaillance des fuites sur la
pompe
Le diagramme ci-dessous nous permettra de trouver les pannes
primaires que peut connaitre les fuites
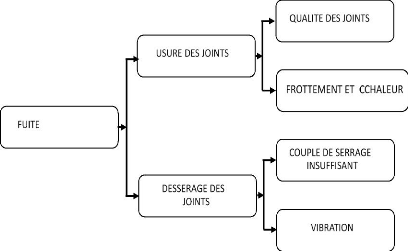
Figure 3-13 : L'arbre de défaillance des
fuites
70
71
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
Le tableau 3-16 nous montre la fiche de visites des fuites
Tableau 3-18: Fiche de visite en maintenance
préventive systématique des fuites
|
CAUSE PRINCIPALE
|
CAUSE SECONDAIRE
|
MODE DE
DEFAILLANCE
|
CONSEQUENCE
|
MESURE PREVENTIVE
|
|
Défaillance des joints
d'étanchéité
|
Usure
|
Perte d'étanchéité
|
Fuite de liquide
|
Surveillance et remplacement des joints
|
|
Corrosion
|
Dégradation du joint
|
Fuite de liquide
|
Protection contre la corrosion
|
|
Déformation
|
Perte d'étanchéité
|
Fuite de liquide
|
Utilisation de joints de qualité
|
|
Mauvais montage
|
Défaut d'étanchéité
|
Fuite de liquide
|
Procédure de montage adéquate
|
|
Défaillance des garnitures mécaniques
|
Usure
|
Perte d'étanchéité
|
Fuite de liquide
|
Surveillance et remplacement des garnitures
|
|
Corrosion
|
Dégradation de la garniture
|
Fuite de liquide
|
Protection contre la corrosion
|
|
Fissuration
|
Perte d'étanchéité
|
Fuite de liquide
|
Utilisation de garnitures de qualité
|
|
Mauvais montage
|
Défaut d'étanchéité
|
Fuite de liquide
|
Procédure de montage adéquate
|
|
Fissures dans le corps de pompe
|
Corrosion
|
Affaiblissement du corps de pompe
|
Fuite de liquide
|
Protection contre la corrosion
|
|
Fatigue
|
Propagation de la fissure
|
Fuite de liquide
|
|Surveillance des vibrations et des charges
|
|
Défaut de fabrication
|
Défaut du matériau
|
Fuite de liquide
|
Contrôle de la qualité du corps de pompe
|
|
Surcharge
|
Dépassement de la capacité du corps de pompe
|
Fuite de liquide
|
Protection contre la surcharge
|
|
Défaillance des boulons de serrage
|
Fatigue
|
Rupture du boulon
|
Fuite de liquide
|
Surveillance et remplacement des boulons
|
|
Corrosion
|
Affaiblissement du boulon
|
Rupture du boulon
|
Protection contre la corrosion
|
|
Défaut de fabrication
|
Défaut du matériau
|
Rupture du boulon
|
Contrôle de la qualité des boulons
|
|
Mauvais serrage
|
Défaut d'étanchéité
|
Fuite de liquide
|
Procédure de serrage adéquate
|
72
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
3.3.2. Proposition d'amélioration de la
maintenance
1. Fiabilité : 33%
- Objectif : Augmenter la fiabilité en réduisant le
taux de défaillances. - Actions possibles :
· Améliorer la qualité des composants :
Utiliser des composants de meilleure qualité et plus durables.
· Renforcer les inspections et les tests : Effectuer des
inspections et des tests plus fréquents pour identifier et corriger les
problèmes potentiels avant qu'ils ne causent des défaillances.
· Mettre en place une maintenance conditionnelle :
Surveiller l'état de la pompe et effectuer des interventions de
maintenance uniquement lorsque cela est nécessaire.
· Analyser les modes de défaillance critiques et
identifier les composants les plus susceptibles de tomber en panne.
· Mettre en place une maintenance préventive
basée sur les recommandations du constructeur et l'analyse des
défaillances.
· Utiliser des composants de meilleure qualité et
plus fiables.
· Surveiller les paramètres clés de la
pompe (température, vibrations, pression, etc.) pour détecter les
signes avant-coureurs de défaillance
2. Maintenabilité : 63%
- Objectif : Augmenter la maintenabilité en
réduisant le temps et les ressources nécessaires pour
réparer la pompe.
- Actions possibles :
· Utiliser des outils et des procédures de
maintenance standardisés : Faciliter la tâche des techniciens de
maintenance.
· Former les techniciens de maintenance : Assurer que
les techniciens disposent des compétences et des connaissances
nécessaires pour réparer la pompe de manière efficace.
· Améliorer l'accessibilité des composants
pour faciliter les interventions de maintenance.
· Simplifier les procédures de maintenance et
utiliser des outils adaptés.
· Utiliser des pièces de rechange d'origine et de
qualité.
3. Disponibilité : 99%
- Objectif : Maintenir la pompe en fonctionnement le plus
longtemps possible. - Actions possibles :
· Mettre en place un plan de maintenance
préventive rigoureux : Effectuer des interventions de maintenance
régulières pour prévenir les défaillances.
· Mettre en place un système de redondance :
Installer une pompe de secours en cas de panne de la pompe principale.
· Prévoir des stocks de pièces de rechange
critiques
73
ANALYSE FMD ET OPTIMISATION DE LA MAINTENANCE PREVENTIVE DE LA
POMPE CENTRIFUGE SULZER 086
? Optimiser les interventions de maintenance pour minimiser les
temps d'arrêt.
? Consulter le manuel du constructeur pour obtenir des
recommandations spécifiques de la pompe.
? Utiliser des outils de gestion de la maintenance pour suivre
les interventions et les stocks de pièces détachées.
? Suivre et analyser les données de maintenance :
Identifier les points faibles de la pompe et adapter le plan de maintenance en
conséquence.
En conclusion, l'optimisation de la maintenance
préventive d'une pompe centrifuge nécessite une approche globale
prenant en compte la fiabilité, la maintenabilité, la
disponibilité et l'efficacité de la pompe.
3.4. Conclusion partielle
Au sein de ce chapitre, une analyse FMD concernant la pompe
centrifuge Sulzer 086 a été réalisé. L'historique
des défaillances, exposé en préambule, a facilité
la détermination des paramètres de fidélité, de
maintenabilité et de disponibilité du dudit équipement.
Ces paramètres ont, par la suite, permis le calcul du temps optimal pour
les interventions systématiques de maintenance. Afin d'identifier les
défaillances majeures engendrant des arrêts prolongés, le
diagramme de Pareto a été élaboré. Les
données issues de ce diagramme, conjointement aux paramètres FMD,
ont fondé la base de propositions visant à améliorer les
pratiques de maintenance préventive de la pompe Sulzer 086.
74
CONCLUSION GENERALE
CONCLUSION GENERALE
Au terme de notre étude, nous pouvons conclure qu'une
analyse de fiabilité des systèmes de production relève
d'une importance majeure pour le maintien et la disponibilité des
équipements qui les constituent. La connaissance des indicateurs de
fiabilité en l'occurrence la MTBF, la disponibilité et la
maintenabilité nous ont permis d'acquérir des
éléments de réponse par rapport à la
stratégie de maintenance à déployer.
Ainsi, la complexité des phénomènes de
défaillances nous a amené à rechercher des moyens
d'améliorer les stratégies et les politiques de maintenance pour
permettre à l'équipement de remplir adéquatement les
fonctions pour lesquelles il a été conçu. La
théorie de fiabilité en ingénierie joue un rôle
très important dans la maintenance de tels équipements.
Pour maintenir un équipement dans des bonnes conditions
de travail, il s'avère nécessaire de connaitre l'état ou
la phase de vie de ce dernier afin de pouvoir en déduire les meilleures
décisions à appliquer. Dans le cas de notre pompe, La
fiabilité donnée par le constructeur est de 79.5%. Ainsi pour
garder la fiabilité à sa valeur maximale, nous avons
trouvé qu'il faudrait intervenir à chaque temps
systématique de 73h.
Dans le contenu de ce travail, nous avons traité les
notions importantes. Dans le premier chapitre sur les pompes centrifuges, les
notions conceptuelles et théories ont été posées au
cours de cette étude dans le but de pouvoir orienter notre travail dans
une philosophie bien déterminée en donnant les
définitions, les sortes des pompes, les applications et leurs principes
de fonctionnement.
Au second point nous avons fait une
généralité sur les notions de la maintenance ainsi que les
notions de la Fiabilité, Maintenabilité et
Disponibilité.
En fin, au troisième point nous avons calculé
les différents temps importants en se basant sur l'historique des pannes
de la pompe centrifuge Sulzer 086, la détermination des
paramètres de Wei bull respectivement le paramètre de position
qui a traduit que le système n'a connu aucune défaillance entre t
= 0h et t = 31.7 heures. Le paramètre de forme qui a défini que
l'outil est à la phase de la jeunesse avec â =0.763<1 ; Le taux
de défaillances qui a indiqué la fréquence d'apparition
des pannes sur l`équipement, X décroit brutalement ce qui traduit
aussi que le système est en état de jeunesse. ; Le taux de
réparation qui est de 33,1% a indiqué qu'à chaque fois
qu'il y a panne, les travaux d'entretien et de réparation ne sont pas
efficaces; La disponibilité qui est de l'ordre de 99.71 % qui
définit que la pompe est plus disponible mais pas fiable d'où le
taux de rendement global devient faible.
En dernier lieu nous avons présenté les arbres
de défaillances des éléments critique du système de
la pompe et proposer quelques pistes de solution en donnant pour chacun une
fiche de maintenance préventive systématique des
éléments afin de prolonger la durée de vie de la pompe.
75
CONCLUSION GENERALE
En définitive, la maintenance est un moyen par
excellence pouvant permettre l'étude des conditions de travail pour un
équipement dans le but de faire un point de vue sur la prolongation de
sa durée de vie. Dans ce travail, nous avons placé notre regard
sur une pompe centrifuge dans le but de faire la prévention de la pompe
contre les pannes éventuelles afin de prolonger sa durée de
vie.
Pour clore, nous croyons avoir été à la
hauteur de nos humbles présentations et ce modeste travail servira comme
point de départ pour d'autres travaux qui pourront aux jours à
venir l'enrichir, l'améliorer et le compléter.
76
BIBLIOGRAPHIE
BIBLIOGRAPHIE
[1] Bader Eddine Hocine Djeghbala Amor : Optimisation de la
maintenance préventive d'une pompe centrifuge GA -1102,
Université Kasdi Merbah Ouargla 2016.
[2] Kedjouh Ismail Khattab Redouane : Etude, Conception et
simulation d'une pompe centrifuge, Universite de Kasdi Merbah 2019.
[3] Mwamba Gift : Avant-projet de la conception d'un banc
d'essai pour pompe centrifuge (KSB), Université Protestante de
Lubumbashi 2023.
[4] MULAPI W : Notes de cours de Techniques de maintenance,
Université de Kinshasa/Faculté Polytechnique/ Département
de génie Mécanique, Kinshasa, 2015
[5] Fantazi Bahi Eddin : Etude de la cavitation dans les
pompes centrifuges, Université Mohamed Boudiaf - M'sila 2017
[6] Djaaoui Mohamed Amine : Analyse des modes de
défaillances, leurs effets et leurs criticités d'une pompe
centrifuge, Université Larbi Ben M'hidi Oum-El-Bouaghi 2020
[7] Généralités sur les machines
Asynchrones triphasées :
http://dspace.univ-tiaret.dz/bitstream/123456789/11560/3/14chapitre1.pd
[8] Pompe centrifuge monocellulaire AHLSTAR E10083 fr 8.2017,
Copyright (c) Sulzer Ltd 2017
[9] Lagouge TARTIBU : Technique de maintenance,
Université Mapon /Faculté Polytechnique/ Département de
génie Mécanique, cours inédit Bac3 2022-2023
[10] Pr. Ahmed BELLAOUAR M.A. Salim BELEULMI :
Fiabilité, Maintenabilité et Disponibilité,
Université Constantine 1 2013-2024
[11] BERREHAL Ryma : Détermination de la
Périodicité Optimale pour le Remplacement Préventif.
Université des frères Mentouri - Constantine 2017
[12] Gift NKULU : Etude sur la sûreté de
fonctionnement du broyeur à barres rodmill de la section des broyages
humide des usines de SHITURU, ISPT-LIKASI 2021-2022
[13] Pierre DUYSINX : transmission de puissance,
Université de liège 2022
[14] Josué Kavumu : Amélioration des
opérations de maintenance de station de pompage. Cas de la station de
pompage Kimilolo 1, Université Protestante de Lubumbashi 2023
ANNEXES
ANNEXES
Annexe 01 :
Tableau de la loi de Kolmogorov -Smirnov
|
N
|
Niveau significatif
|
|
0.2
|
0.15
|
0.1
|
0.05
|
0.01
|
|
1
|
0.900
|
0.925
|
0.950
|
0.975
|
0.995
|
|
2
|
0.684
|
0.726
|
0.776
|
0.842
|
0.929
|
|
3
|
0.565
|
0.597
|
0.642
|
0.708
|
0.828
|
|
4
|
0.494
|
0.525
|
0.564
|
0.624
|
0.733
|
|
5
|
0.446
|
0.474
|
0.510
|
0.565
|
0.669
|
|
6
|
0.410
|
0.436
|
0.470
|
0.521
|
0.618
|
|
7
|
0.381
|
0.405
|
0.438
|
0.486
|
0.577
|
|
8
|
0.358
|
0.381
|
0.411
|
0.457
|
0.543
|
|
9
|
0.339
|
0.360
|
0.388
|
0.432
|
0.514
|
|
10
|
0.322
|
0.342
|
0.368
|
0.410
|
0.490
|
|
11
|
0.307
|
0.326
|
0.352
|
0.391
|
0.468
|
|
12
|
0.295
|
0.313
|
0.318
|
0.375
|
0.450
|
|
13
|
0.284
|
0.302
|
0.325
|
0.361
|
0.433
|
|
14
|
0.274
|
0.292
|
0.314
|
0.349
|
0.418
|
|
15
|
0.266
|
0.283
|
0.304
|
0.338
|
0.404
|
|
16
|
0.252
|
0.274
|
0.295
|
0.328
|
0.392
|
|
17
|
0.250
|
0.266
|
0.286
|
0.318
|
0.381
|
|
18
|
0.244
|
0.259
|
0.278
|
0.309
|
0.371
|
|
19
|
0.237
|
0.252
|
0.272
|
0.301
|
0.363
|
|
20
|
0.231
|
0.246
|
0.264
|
0.294
|
0.356
|
|
25
|
0.210
|
0.220
|
0.240
|
0.270
|
0.320
|
|
30
|
0.190
|
0.200
|
0.220
|
0.240
|
0.290
|
|
35
|
0.180
|
0.190
|
0.210
|
0.230
|
0.270
|
|
>36
|
1.07
|
1.22
|
0.180
|
1.36
|
1.63
|
|
v??
|
v??
|
v??
|
v??
|
v??
|
77
ANNEXES
Annexe 02 :
Distribution de Wei bull : Valeurs des coefficients A et B en
fonction du paramètre de forme.
|
f3
|
A
|
B
|
f3
|
A
|
B
|
f3
|
A
|
B
|
|
0.2
|
120
|
1901
|
1.5
|
0.9027
|
0.613
|
4
|
0.9064
|
0.254
|
|
0.25
|
24
|
199
|
1.55
|
0.8994
|
0.593
|
4.1
|
0.9077
|
0.249
|
|
0.3
|
9.2625
|
50.08
|
1.6
|
0.8966
|
0.574
|
4.2
|
0.9086
|
0.244
|
|
0.35
|
5.291
|
19.98
|
1.65
|
0.8942
|
0.556
|
4.3
|
0.9102
|
0.239
|
|
0.4
|
3.3234
|
10.44
|
1.7
|
0.8922
|
0.54
|
4.4
|
0.9146
|
0.235
|
|
0.45
|
2.4686
|
6.46
|
1.75
|
0.8906
|
0.525
|
4.5
|
0.9125
|
0.23
|
|
0.5
|
24
|
47
|
1.8
|
0.8893
|
0.511
|
4.6
|
0.9137
|
0.226
|
|
0.55
|
1.7024
|
3.35
|
1.85
|
0.8882
|
0.498
|
4.7
|
0.9149
|
0.222
|
|
0.6
|
1.546
|
2.65
|
1.9
|
0.8874
|
0.486
|
4.8
|
0.916
|
0.218
|
|
0.65
|
1.3663
|
2.18
|
1.95
|
0.8867
|
0.474
|
4.9
|
0.9171
|
0.214
|
|
0.7
|
1.2638
|
1.85
|
2
|
0.8862
|
0.463
|
5
|
0.9162
|
0.21
|
|
0.75
|
1.1906
|
1.61
|
2.1
|
0.8857
|
0.443
|
5.1
|
0.9192
|
0.207
|
|
0.8
|
1.133
|
1.43
|
2.2
|
0.8856
|
0.425
|
5.2
|
0.9202
|
0.203
|
|
0.85
|
1.088
|
1.29
|
2.3
|
0.8859
|
0.409
|
5.3
|
0.9213
|
0.2
|
|
0.9
|
1.0522
|
1.17
|
2.4
|
0.8865
|
0.393
|
5.4
|
0.9222
|
0.197
|
|
1
|
1
|
1
|
2.6
|
0.8882
|
0.367
|
5.6
|
0.9241
|
0.191
|
|
1.05
|
0.9803
|
0.934
|
2.7
|
0.8893
|
0.355
|
5.7
|
0.9251
|
0.186
|
|
1.1
|
0.9649
|
0.878
|
2.8
|
0.8905
|
0.344
|
5.8
|
0.926
|
0.165
|
|
1.15
|
0.9517
|
0.83
|
2.9
|
0.8919
|
0.334
|
5.9
|
0.9269
|
0.183
|
|
1.2
|
0.9407
|
0.787
|
3
|
0.893
|
0.316
|
6
|
0.9277
|
0.18
|
|
1.25
|
0.99314
|
0.75
|
3.1
|
0.8943
|
0.325
|
6.1
|
0.9266
|
0.177
|
|
1.3
|
0.9236
|
0.716
|
3.2
|
0.8957
|
0.307
|
6.2
|
0.9294
|
0.175
|
|
1.35
|
0.917
|
0.667
|
3.3
|
0.897
|
0.299
|
6.3
|
0.9302
|
0.172
|
|
1.4
|
0.9114
|
0.66
|
3.4
|
0.8984
|
0.292
|
6.4
|
0.931
|
0.17
|
|
1.45
|
0.9067
|
0.635
|
3.5
|
0.8997
|
0.285
|
6.5
|
0.9316
|
0.168
|
|
1.5
|
0.9027
|
0.613
|
3.6
|
0.9011
|
0.278
|
6.6
|
0.9325
|
0.166
|
|
1.55
|
0.8994
|
0.593
|
3.7
|
0.9025
|
0.272
|
6.7
|
0.9335
|
0.163
|
|
1.6
|
0.8966
|
0.574
|
3.8
|
0.9083
|
0.266
|
6.8
|
0.934
|
0.161
|
|
1.65
|
0.8942
|
0.556
|
3.9
|
0.9051
|
0.26
|
6.9
|
0.9347
|
0.15
|
78
ANNEXES
Annexe 03 :
Flow sheet de l'usine de production du cuivre avec la pompe
centrifuge Sulzer 086.
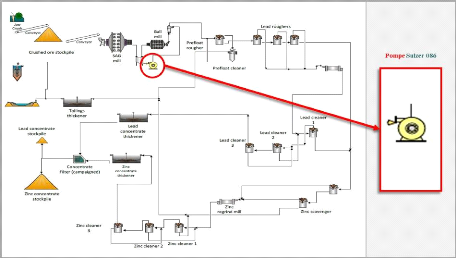
79


