|
UNIVERSITE DE LIKASI
FACULTE POLYTECHNIQUE
Département de
Métallurgie

Séparation du cuivre et du cobalt à
partir d'un concentré collectif
Par KASONGO CHRIS
Gradué en Sciences Appliquées
Mémoire présenté et défendu en vue
de l'obtention du Grade d'Ingénieur Civil Métallurgiste
Octobre 2015
UNIVERSITE DE LIKASI
FACULTE POLYTECHNIQUE
Département de
Métallurgie

Séparation du cuivre et du cobalt à
partir d'un concentré collectif
Par KASONGO CHRIS
Gradué en Sciences Appliquées
Mémoire présenté et défendu en vue
de l'obtention du Grade d'Ingénieur Civil Métallurgiste
Directeur : Pr Dr Ir ZEKA MUJINGA
Co - Directeur : Assistant Ir KAKUNDE NGOIE
Encadreur : Ir KADIANGA N'SONA
Octobre 2015
RESUME
Ce travail est consacré à l'étude de
séparation par flottation du cuivre et du cobalt contenus dans un
même concentré mixte. En effet, Les variations des cours du
cuivre, surtout leur diminution, affectent considérablement
l'économie du Katanga, laquelle est basée sur les mines. De plus,
les cours du cobalt sont fixes alors que ceux du cuivre varient beaucoup.
Dès lors, il apparait très avantageux de mettre au point un
procédé de séparation du cuivre et du cobalt à
partir du concentré afin de les traiter indépendamment.
Le concentré mixte cuprocobaltifère
étudié titre 10,04 % en cuivre et 4,71 % en cobalt. Pour ce
faire, les approches suivantes ont été envisagées :
L'influence du pH sur la séparation du cuivre et du cobalt, l'influence
du sulfhydrate de sodium sur la récupération du cuivre en
présence du cyanure de sodium comme déprimant du cobalt,
l'influence du cyanure de sodium sur la dépression du cobalt,
l'influence de la substitution de l'amyl xanthate de potassium par un
collecteur du type dithiophosphate sur la récupération du cuivre,
enfin, l'influence de l'effet d'association de l'amyl xanthate de potassium et
du dithiophosphate également sur la récupération du
cuivre.
La substitution du PAX par le DTP n'a pas
amélioré la séparation. Avec ce réactif, les
meilleurs résultats de la flottation du cuivre ont été
obtenus à la dose de 100 g/t du dithiophosphate. La dépression du
cobalt a été entravée par cette substitution.
Les essais d'association de l'amyl xanthate de potassium et du
dithiophosphate ont montré qu'il n'y a pas de synergie entre ces deux
collecteurs étant donné que la flottation du cuivre s'est
dépréciée par rapport au DTP. Les doses optimales
d'association du dithiophosphate à l'amyl xanthate de potassium ont
été respectivement de 50 et 100 g/t.
Ainsi, les meilleures conditions d'utilisation des
réactifs pouvant permettre cette séparation sont :
? 1000 g/t de sulfhydrate de sodium (NaHS) ;
? 100 g/t de l'amyl xanthate de potassium (PAX) ; ? 500 g/t du
cyanure de sodium (NaCN) ;
? pH 11.
Une étude cinétique a été
menée par exploitation des facteurs qui sont des indices du coefficient
des vitesses des minéraux de cuivre et de cobalt obtenus par
l'établissement des droites de régression des vitesses initiales
en fonction des doses des collecteurs, et a permis de constater que pour le cas
du PAX, les pentes du cuivre et du cobalt sont telles que leurs vitesses de
flottation sont nettement différentes pouvant permettre leur
séparation. La différence des vitesses de flottation se traduit
par les constantes cinétiques obtenues.
Les droites relatives au dithiophosphate se sont
caractérisé par un léger écart pouvant permettre la
séparation recherchée mais avec des performances peu
appréciables au regard des constantes cinétiques obtenues ;
Les essais d'associations étaient moins susceptibles
d'assurer la séparation recherchée, au regard de la figure
correspondante qui a montré des droites régressions
linéaire parallèles, et par conséquent les espèces
minérales flotteraient à la même vitesse.

TABLE DES MATIERES
RESUME
TABLE DES MATIERES i
LISTE DES FIGURES v
LISTE DES TABLEAUX vii
LISTE DES ABBREVIATIONS viii
EPIGRAPHE ix
DEDICACE x
EN MEMOIRE DE xi
REMERCIEMENTS xii
INTRODUCTION 1
CHAPITRE I 3
CONSIDERATIONS BIBLIOGRAPHIQUES SUR LA FLOTTATION A LA MOUSSE
3
1.1 Introduction 3
1.2 Définition et principe de la flottation à la
mousse 3
1.3 Types de procédés de la flottation à la
mousse 5
1.3.1 La flottation simple 5
1.3.2 La flottation différentielle 5
1.4 Réactifs de flottation 6
1.4.1 Le collecteur 7
1.4.2 Les modifiants 10
1.4.3 Agents moussants 12
1.5 Cinétique de flottation 12
1.6 Paramètres de flottation 14
1.7 Critères d'évaluation des résultats de
flottation 14
II
1.8 Compromis entre le rendement de récupération
et la teneur en minéral dans le concentré
16
Conclusion du premier chapitre 16
CHAPITRE II 18
FLOTTATION DES MINERAIS OXYDES CUPROCOBALTIFERES 18
2.1 Flottation des minerais oxydés et sulfurés
18
2.2 Flottation à l'aide des xanthates après
sulfuration superficielle 19
2.2.1 Mécanisme de sulfuration 19
2.2.2 Mécanisme de collection des minerais oxydés
par les xanthates 20
2.3 Flottation aux acides gras 21
2.4 Flottation des minerais oxydés
cuprocobaltifères au Katanga 23
2.4.1 Au concentrateur de Kamoto (KTC) 23
2.4.2 Au concentrateur de Kambove (KVC) 24
Conclusion du deuxième chapitre 24
CHAPITRE III 25
MATERIEL ET PROCEDURE EXPERIMENTALE 25
3.1 Origine de l'échantillon composite
étudié 25
3.2 Caractérisation de l'échantillon 26
3.2.1. Caractérisation chimique 26
3.2.1. Caractérisation chimique 26
3.2.2. Caractérisation granulochimique 27
3.3 Tests de flottation 31
3.3.1 Matériel utilisé 31
3.3.2 Mode opératoire des essais de flottation 32
3.3.3 Réactifs utilisés et préparation 33
3.3.4 Critères d'évaluation des résultats
33
III
CHAPITRE IV 35
PRESENTATION ET ANALYSE DES RESULTATS 35
4.1 Objectifs 35
4.2 Influence de la variation du pH 35
4.2.1 But 35
4.2.2 Conditions opératoires 36
4.2.3 Présentation des résultats 36
4.2.4 Analyse des résultats 39
4.3 Influence de la variation du sulfhydrate de sodium 39
4.3.1 But 39
4.3.2 Conditions opératoires 40
4.3.3 Présentation des résultats 40
4.3.4 Analyse des résultats 42
4.4 Influence de la dose de cyanure de sodium 43
4.4.1 But 43
4.4.2 Conditions opératoires 44
4.4.3 Présentation des résultats 44
4.4.4 Analyse des résultats 47
4.5 Influence de la dose du dithiophosphate 47
4.5.1 But 47
4.5.2 Conditions opératoires 47
4.5.3 Présentation des résultats 48
4.5.4 Analyse des résultats 50
4.6 Tests d'association du DTP et du PAX 50
4.6.1 But 50
4.6.2 Conditions opératoires 50
4.6.3 Présentation des résultats 51
iv
4.6.4 Analyse des résultats 53
4.7 Comparaison des résultats obtenus dans les
différentes conditions 53
4.7.1 Présentation des résultats 53
4.7.2 Analyse des résultats 56
4.8 Conclusion partielle des essais de flottation 56
CHAPITRE V 58
CINETIQUE DE FLOTTATION DU CUIVRE ET DU COBALT 58
5.1 Introduction 58
5.2 Récupération du cuivre et du cobalt au cours du
temps 58
5.3 Vitesses de récupération au cours du temps
64
5.4 Vitesses initiales de flottation 69
5.5 Indices de coefficient de vitesse 70
CONCLUSION GENERALE 73
REFERENCES BIBLIOGRAPHIQUES 75
V
LISTE DES FIGURES
Figure 1- Classification des collecteurs (Wills et
Napier-Munn, 2005) 8
Figure 2- Pourcentage poids, teneurs en cuivre et en cobalt
dans les différentes tranches 30
Figure 3- Distribution granulométrique de
l'échantillon composite étudié 30
Figure 4 - Schéma des essais de flottation 32
Figure 5 - Courbes de teneurs en cuivre en fonction du
rendement de récupération à
différentes valeurs du pH 38
Figure 6 - Courbes de
teneurs en cobalt en fonction du rendement de récupération
à
différentes valeurs du pH 38
Figure 7 - Courbes de
teneurs en cuivre en fonction du rendement de récupération
à
différentes valeurs de la dose du NaHS 42
Figure 8 -
Courbes de teneurs en cobalt en fonction du rendement de
récupération à
différentes valeurs de la dose du NaHS 42
Figure 9 -
Courbes de teneurs en cuivre en fonction du rendement de
récupération à
différentes valeurs de la dose du NaCN 46
Figure 10
- Courbes de teneurs en cobalt en fonction du rendement de
récupération à
différentes valeurs de la dose du NaCN 46
Figure 11
- Courbes de teneurs en cuivre en fonction du rendement de
récupération à
différentes valeurs de la dose du DTP 49
Figure 12 -
Courbes de teneurs en cobalt en fonction du rendement de
récupération à
différentes valeurs de la dose du DTP 49
Figure 13 -
Courbes de teneurs en cuivre en fonction du rendement de
récupération à
différentes valeurs de la dose du DTP à 100 g/t
PAX 52
Figure 14 - Courbes de teneurs en cobalt en fonction du rendement de
récupération à
différentes valeurs de la dose du DTP à 100 g/t
PAX 52
Figure 15 - Courbes de comparaison de la flottation du cuivre en
fonction des doses du PAX
et DTP 55
Figure 16 - Courbes de comparaison de la
flottation du cuivre en fonction des doses du PAX
et DTP 55
Figure 17 - Récupération cumulée du
cuivre au cours du temps avec le PAX 61
Figure 18 - Récupération cumulée du
cuivre au cours du temps avec le DTP 61
vi
Figure 19 - Récupération cumulée du cuivre
au cours du temps avec les essais d'association 62
Figure 20 - Récupération cumulée du cobalt
au cours du temps avec le PAX 62
Figure 21 - Récupération cumulée du cobalt
au cours du temps avec le DTP 63
Figure 22 - Récupération cumulée du cobalt
au cours du temps avec les essais d'association 63
Figure 24 - Vitesses de récupération du cuivre au
cours du temps avec le PAX 66
Figure 24 - Vitesses de récupération du cuivre au
cours du temps avec le DTP 66
Figure 25 - Vitesses de récupération du cuivre au
cours du temps avec les essais d'association
67
Figure 26 - Vitesses de récupération du cobalt au
cours du temps avec le DTP 67
Figure 27 - Vitesses de récupération du cobalt au
cours du temps avec le DTP 68
Figure 28 - Vitesses de récupération du cobalt au
cours du temps dans les essais d'association
68
Figure 29 - Vitesses initiales de
récupération du cuivre et du cobalt en fonction des doses du
PAX 70
Figure 30- Vitesses initiales de
récupération du cuivre et du cobalt en fonction des doses du
DTP 71
Figure 31 - Vitesses initiales de
récupération du cuivre et du cobalt en fonction des doses du
DTP+PAX 71
vii
LISTE DES TABLEAUX
Tableau 1 - Proportions constitutives de
l'échantillon du concentré étudié 25
Tableau 2 - Composition chimique de
l`échantillon étudié 26
Tableau 3 - Composition Minéralogique de
l'échantillon étudié 26
Tableau 4- Résultats des analyses
granulométriques de l'échantillon étudié 29
Tableau 5 - Synthèse des résultats
métallurgiques pour l'influence du pH 37
Tableau 6 - Synthèse des résultats
métallurgiques pour l'influence du ratio NaHS/PAX 41
Tableau 7 - Synthèse des résultats
métallurgiques pour l'influence de la dose du NaCN 45
Tableau 8 - Synthèse des résultats
métallurgiques pour l'influence de la dose du DTP 48
Tableau 9 - Synthèse des résultats
métallurgiques pour l'influence de la dose du DTP
à 100 g/t PAX 51
Tableau 10 -
Synthèse des résultats métallurgiques de comparaison dans
les différents
conditions 54
Tableau 11 - Récupérations de
cuivre à partir des collecteurs (g) 59
Tableau 12 - Récupérations du
cobalt à partir des collecteurs (g) 60
Tableau 13 - Vitesses de
récupération de cuivre des collecteurs (g/min) 65
Tableau 14 - Vitesses de
récupération de cobalt des collecteurs (g/min) 65
Tableau 15 - Vitesses initiales de
récupération du cuivre 69
Tableau 16 - Vitesses initiales de
récupération du cobalt ..69
Tableau 17 - Indices de coefficient de Vitesse
72
VIII
LISTE DES ABBREVIATIONS
CMSK : Compagnie Minière du Sud Katanga KTC :
Concentrateur de Kamoto KVC : concentrateur de Kambove Répart :
répartition
Rdt : rendement
GCM : Générale des Carrières et des Mines
G41: Sasfroth
DTP: Dithiophosphate (aero 3477 HIV Promoter)
EMT : Département d'Etudes Métallurgiques
PAX : Amyl Xanthate de Potassium
pH : Potentiel d'Hydrogène
NaCN : Cyanure de Sodium
NaHS : Sulfhydrate de sodium
ix
EPIGRAPHE
...Si tu peux conserver ton courage et ta tête Au
moment même où tous les autres les perdront, Alors les Rois, les
Dieux, la Chance et la Victoire Seront à tout jamais tes esclaves
soumis... Et, ce qui vaut bien mieux que les Rois et la Gloire, Tu seras un
Homme, mon Fils.
Rudyard Kipling
Personne d'autre ne peut écrire votre histoire,
celui que vous êtes, ce que vous faites, commence tout de
suite
Régis Chris Kasongo
X
DEDICACE
A mes très chers parents ; A mes frères et soeurs
; A mes amis ; A vous tous, Je dédie ce travail.
KASONGO CHRIS KATARI Régis
xi
EN MEMOIRE DE
Mon grand Père Ngeleka Mumba MASENGO
Grégoire
Ma Mère Kalenga KADJE
Scolastique
XII
REMERCIEMENTS
Tout le temps passé à la Faculté
Polytechnique, Département de Métallurgie, et le temps
passé au laboratoire d'études métallurgiques de la
Gécamines ont abouti à la réalisation du travail
présenté dans ce mémoire. Sans l'assistance technique,
financière et morale de certaines personnes, ce travail ne pouvait
être réalisé. Ne pas reconnaitre l'intervention de toutes
ces personnes qui ont participé à ma formation académique
et professionnelle serait de l'ingratitude.
Je tiens à exprimer au Pr Dr Ir Zeka Mujinga, Directeur
de ce Mémoire, ma profonde gratitude d'avoir participé à
la direction de ce travail, et cela malgré le temps qui a
été accordé à sa réalisation, et l'Assistant
Ingénieur Kakunde Ngoie d'avoir Co - dirigé ce travail.
Je remercie également de tout coeur l'Ingénieur
Civil Kadianga N'SONA, Divisionnaire de la Minéralurgie au
département d'étude Métallurgique de la Gécamines/
EMT, mon encadreur, sans lui ce travail ne pouvait être exposé au
grand jour. Ses remarques, suggestions et contributions techniques m`ont
été d'un grand apport.
Mes sincères remerciements à Monsieur John
MUTOMBO et monsieur Jean Paul KANYEMWA, contremaitres de
laboratoire de la minéralurgie, d'avoir consacré leur temps libre
afin d'effectuer mes essais au laboratoire.
Mes remerciements s'adressent également à tout
le corps enseignant; Professeurs, chefs des travaux, et assistants de la
faculté polytechnique et en particulier ceux du département de
métallurgie.
A mes très chers parents Mwandwe MALUPENGA
Austin, KAMWASHA Marie, pour votre soutient et sacrifice que
vous avez approuvé tout au long de ma formation Universitaire, à
MUKINDA KAYABWE Marie Jeanne et KAWAMA MAKONGA Donatienne,
également pour votre assistance ; recevez le fruit des multiples efforts
consentis ;
A toute ma famille, frères, soeurs, oncles, et tantes
pour votre présence dans les moments difficiles, votre amour, soutien et
réconfort ;
A mes compagnons de lutte et amis de promotion avec lesquels nous
avons passés sept dures années au sein de la Faculté
Polytechnique : MULUMBA WA MULUMBA Rodrigue TSHIKUNA LUBOYA
Chadrack, MUTAMBA KAMANGWE Bishow, TSHANJA SHETINGO
Fabrice, KUNDA KATUNANSA Médard, KABOBA KASEKE
Francis,
XIII
KALONDA KALENGA Carlos, TSHILONDA BUKASA
Trésor et NSENGA YUMBA Papy.
À mes amis : MUTEBA KAZADI Patrick, KAPYA SEYA
John, TADI KINYATA Jean Claude.
A mon cousin Jean Luc Mpanga KYENGE
1
INTRODUCTION
Au Katanga, le cobalt accompagne généralement le
cuivre dans les minerais cuprocobaltifères. Il se trouve souvent en
faible proportion que le cuivre. Selon les caractéristiques
électrochimiques, le cobalt est produit après l'extraction du
cuivre.
Du point de vue rentabilité économique, le
cobalt coûte très cher que le cuivre. De plus, les cours du cobalt
sont fixes alors que ceux du cuivre sont particulièrement sensibles
à la conjoncture économique et peut subir des brutales
variations. Les variations des cours du cuivre, surtout leur diminution,
affectent considérablement l'économie du Katanga, laquelle est
basée sur les mines. La dernière en date, est la fermeture de
l'entreprise Kamoto Copper Company pour dix huit mois. Il apparait très
avantageux de mettre au point un procédé de séparation du
cuivre et du cobalt à partir du minerai (Concentré) afin de les
traiter indépendamment.
La séparation du cuivre et du cobalt offre
l'opportunité aux industriels de rentabiliser leur production en
fonction des cours des métaux. En effet, cette option offre la
possibilité de traiter le cobalt indépendamment du cuivre, et ce
dernier pourra être mis en stock en attendant le rehaussement de ses
cours et de ne produire que le cobalt. C'est dans cette optique que ce travail
a été initié.
Ce travail porte sur un concentré mixte sulfure -
oxyde. Ici, nous étudieront les conditions optimales d'utilisation des
réactifs envisagés afin d'en dégager l'impact sur la
possibilité d'une séparation du cuivre et du cobalt contenus dans
le concentré collectif étudié. Les réactifs
testés sont le PAX, le NaHS, le dithiophosphate et le Cyanure de sodium,
comme déprimant du cobalt.
Il s'agit de réaliser des essais de flottation à
l'aide d'une part du xanthate PAX comme collecteur après ajustement du
pH et sulfuration de la partie oxyde avec le NaHS et à l'aide du
dithiophosphate, également comme collecteur, et de comparer les
résultats du point de vue cinétique et
sélectivité.
L'objectif a été d'étudier la
possibilité d'une éventuelle séparation du cuivre et du
cobalt contenus dans un concentré collectif. Ce travail est
subdivisé en deux grandes parties outre l'introduction et la conclusion
à savoir :
2
La partie bibliographique comprenant les parties suivantes :
? L'aperçu sur les notions de concentration des minerais
par flottation à la mousse ; ? La flottation des minerais
Cuprocobaltifères ;
La partie expérimentale qui comprend les chapitres
ci-dessous :
? Matériels et procédure expérimentale ;
? L'interprétation des résultats des essais de
flottation ; ? Cinétique de flottation du cuivre et du cobalt.
3
CHAPITRE I
CONSIDERATIONS BIBLIOGRAPHIQUES SUR LA FLOTTATION A LA
MOUSSE
1.1 Introduction
Le procédé de flottation est très ancien
puisqu'il a été appliqué dans l'industrie minière
depuis le XIXème siècle : l'huile est utilisée
comme collecteur pour séparer certains minéraux (ex. sulfite) de
la gangue. Au début du XXème siècle, la
flottation a été utilisée dans le traitement des eaux pour
récupérer des corps de densité inférieure à
celle de l'eau (ex. huile, fibres de papier). A partir des années 1960,
la flottation a été employée comme un
procédé alternatif à la sédimentation dans le
traitement d'eaux potables et d'eaux usées pour traiter des eaux peu
turbides, colorées et concentrées en algues ou acides fulviques.
Actuellement, la flottation est également utilisée de
manière intensive pour l'épaississement des boues (Huang,
2009).
Cette technique polyvalente permet le traitement de plusieurs
minerais complexes (plomb-zinc, cuivre-zinc, ...), de sulfures (cuivre, plomb,
zinc, ...), d'oxydes (hématite, cassitérite, ...), de
minéraux oxydés (malachite, cérusite, ...) et même
de minerais non-métalliques (fluorite, phosphates, charbon, ...).
Grâce à la flottation, il est possible de concentrer de
façon économique des minerais pauvres dont le traitement ne
serait pas rentable en utilisant les techniques de concentration
gravimétrique (Gosselin et al, 2005).
1.2 Définition et principe de la flottation
à la mousse
Dans la séparation des minéraux la flottation
à la mousse peut être définie comme un
procédé physico - chimique qui est utilisé pour
séparer deux ou plusieurs minéraux. Elle consiste à
créer des agrégats stables entre les bulles d'air et le ou les
solides choisis dans une pulpe composée des solides fins et de l'eau ;
ces agrégats sont recueillis dans une mousse à la surface.
Généralement les solides choisis adhérent aux bulles d'air
grâce à l'intervention des réactifs chimiques
spécifiques.
Le principe de la flottation des minerais est le suivant : les
particules solides sont mises en suspension par agitation dans de l'eau
après qu'un broyage en humide, plus ou moins poussé, ait
libéré de la gangue l'espèce minérale valorisable.
Ce mélange solide-eau (ou pulpe) est
4
conditionné avec un réactif chimique
appelé collecteur, dont le rôle est de rendre hydrophobe la
surface du minéral à flotter, afin de lui conférer une
affinité plus grande pour la phase gazeuse que pour la phase liquide
(Blazy et JDID, 2000).
On obtient une action sélective du collecteur en
faisant appel à des modificateurs, les déprimants et les
activants, qui modifient son affinité pour certaines surfaces
minérales. Il s'agit alors du procédé de flottation
différentielle, permettant par exemple la séparation des
sulfures, des oxydes, des silicates, des sels (Blazy et JDID, 2000).
La pulpe ainsi conditionnée est introduite dans des
réacteurs munis d'agitateurs aérés (cellules de
flottation) ou d'injecteurs d'air (colonne de flottation)
générant des bulles d'air et les dispersant. Les particules
rendues hydrophobes se fixent à la surface des bulles qui constituent un
vecteur de transport grâce à leur mouvement ascensionnel vers la
surface libre de la pulpe. On obtient ainsi une mousse surnageante
chargée en solides, appelée écume. La taille des bulles
(et en cela l'aire interfaciale liquide-air) et la durée de vie de la
mousse sont modulées par l'addition d'un moussant. Le liquide
entraîné est drainé par gravité à
l'intérieur même de la mousse, laquelle est recueillie par
débordement (Blazy et JDID, 2000).
Pour employer ce procédé de concentration, il
faut réunir trois conditions essentielles, dont l'ordre d'application
n'est pas prédéterminé (Ek et Masson, 1973) :
? obtention de bulles d'air stable pouvant former une mousse ;
? adhésion des minéraux à flotter aux bulles
d'air ;
? non-adhésion aux bulles des particules que l'on ne
veut pas flotter et mouillage de ces particules par l'eau.
Il apparait donc immédiatement que :
? la flottation est un phénomène de surface ;
? les interfaces entre les trois phases,
gazeuse-liquide-solide, jouent un rôle primordial. En pratique, ces trois
phases sont presque toujours l'air, l'eau et un minéral solide (Ek et
Masson, 1973).
5
1.3 Types de procédés de la flottation
à la mousse
Il existe deux procédures de flottation, à
savoir (Ek et Masson, 1973) : la flottation simple et la flottation
différentielle
1.3.1 La flottation simple
Dans cette procédure, on obtient un concentré de
faible poids et de teneur élevée en minéraux à
valoriser qui sera d'utilité pour la suite des opérations
métallurgiques, chimiques ou pour l'usage. A côté de
celui-ci, un rejet généralement plus abondant dans lequel la
teneur la plus faible en minéraux utiles est souhaitée et ce
rejet sera entreposé.
1.3.2 La flottation différentielle
Aussi appelée flottation chimique, la flottation
différentielle est appliquée sur des minerais complexes contenant
plusieurs espèces minérales d'intérêt
métallurgique qui ne doivent pas être recueillies dans un
concentré global pour faciliter les opérations
ultérieures.
La flottation différentielle des minerais oxydés
est beaucoup plus malaisée que celle des minerais sulfurés, car
les modifications de collection sont moins sélectives (Ek et Masson,
1973).
Dans la littérature, on ne parle presque pas de la
flottation différentielle des oxydes. Le cas le plus rencontré
est celui des minerais sulfurés.
Néanmoins, nous pouvons citer les exemples d'applications
suivants :
a) Les minerais de Cu - Co pour lesquels, lorsque les
collecteurs sont des acides gras, le silicate sodique déprime
successivement la gangue non dolomitique, les minéraux oxydés de
cobalt et la malachite. Dès lors, par addition étagée du
silicate et du collecteur, on peut flotter en tête un concentré de
cuivre (constituant le plus abondant) peu cobaltifère, puis un
concentré cuprocobaltifère contenant le reste du cuivre et le
cobalt (Ek et Masson, 1973) ;
b) Les minerais de cuivre et de cobalt sont traités
par flottation sélective dans l'ordre des minéraux de cuivre et
de cobalt, ou par une flottation globale, suivie d'une séparation des
minéraux de cuivre et de cobalt. En général, la
méthode de traitement préférée est la flottation
sélective pour une récupération optimale du cuivre et du
cobalt dans leurs concentrés respectifs. La chaux est souvent
ajoutée dans le procédé afin de maintenir le pH de 10
à 11 dans le circuit du cuivre, et la pulpe est conditionnée
pendant 10 à 15
? la plus part des minéraux, quand ils ne sont pas
contaminés en surface, adhèrent à l'eau, pas à
l'air, ils sont hydrophiles et aérophobes ;
6
minutes avec ajout d'une petite quantité du cyanure de
sodium à 25 g/t. Des grandes quantités du cyanure tendent
à déprimer les minéraux de cuivre. Les moussants du type
alcool, tel que l'aerofroth 70, et un collecteur du type dithiophosphate, avec
l'aerofloat 208 ou 238 et l'Aero 3501 promoter est
préféré, et sont ensuite ajoutés pour la flottation
sélective des sulfures de cuivre. Après la flottation du cuivre,
la pulpe est conditionnée pendant 15 minutes avec de l'acide sulfurique
pour atteindre le pH de 8-9, avec des petites quantités de sulphate de
cuivre, de l'isopropyl xanthate et un moussant adapté sont
ajoutés pour flotter le cobalt (Davorin, 1986).
Dans la flottation globale des minéraux de cuivre -
cobalt, l'isopropyl xanthate et un collecteur du type dithiophosphate sont
recommandés comme collecteurs, tout en opérant à un pH
naturel. Après lavage, le concentré global produit est
alimenté dans le circuit de séparation dans lequel la pulpe est
conditionnée avec de la chaux, et une petite quantité du cyanure
de sodium est recommandée pour déprimer le cobalt. Les
minéraux sulfurés de cuivre sont ensuite sélectivement
flottés (Davorin, 1986).
c) Les principaux minéraux de sulfure de cuivre
ordinaires peuvent contenir différents niveaux de sulfures de fer de
types variés, qui comprennent généralement la pyrite
(FeS2) (
www.danafloat.com).
Le cuivre libéré de la chalcopyrite activera la
pyrite, ce qui augmente la difficulté de séparation de la
chalcopyrite et de la pyrite. Les procédés de séparation
des sulfures de cuivre peuvent être : les valeurs élavées
de pH, le procédé avec des inhibiteurs organiques, le
procédé de contrôle électrochimique, et le
procédé avec le cyanure. Certaines recherches ont trouvées
une méthode de séparation de la chalcopyrite et de la pyrite.
Dans leur recherche, le BKY-1 était utilisé comme dispersant dans
une large gamme de pH, et le xanthate peut être utilisé comme
collecteur pour flotter sélectivement la chalcopyrite (Hong Zhong et al,
2014).
1.4 Réactifs de flottation
Pour réaliser les trois conditions essentielles de la
flottation, il faut faire intervenir les réactifs chimiques
spécifiques dont le choix est orienté par les constatations
suivantes (Ek et Masson, 1973):
7
? la parrafine et d'autres substances hydrocarbonés
adhèrent à l'air et pas à l'eau : elles sont hydrophobes
et aérophiles ;
? des nombreux minéraux peuvent être rendus
adhérents à l'air et pas à l'eau quand on ajoute à
la pulpe les réactifs chimiques bien choisis ;
? suivant les réactifs choisis, on peut souvent rendre
les minéraux adhérents soit à l'air, soit à
l'eau.
1.4.1 Le collecteur
Pour pouvoir agir comme collecteur, un réactif chimique
doit comporter un groupe hydrocarboné qui possède la plus grande
hydrophobicité et étant parfaitement non polaire, il n'a aucune
tendance à se dissoudre dans l'eau et un groupe d'accrochage qui doit
posséder pour un minéral utile une affinité marquée
et ce groupe a toujours tendance à se dissoudre dans l'eau (Ek et
Masson, 1973):
a) Types de collecteurs
La classification des collecteurs est donnée à
la figure 1.On classe les collecteurs en deux catégories : Les
collecteurs polaires et les collecteurs non polaires. Les collecteurs polaires
sont très utilisés en flottation, nous nous y
intéresserons plus particulièrement. Les collecteurs polaires
peuvent également être classés selon leur caractère
ionique ou non ionique. Les collecteurs polaires non ioniques sont souvent
très peu solubles dans l'eau, et sont, par conséquent très
peu utilisés contrairement aux collecteurs ioniques qui possèdent
un très grand domaine d'application en flottation (François,
2001).
Les collecteurs polaires ioniques sont des molécules
très complexes ayant une structure hétéropolaire,
C'est-à-dire une structure qui inclut une portion polaire et une autre
non polaire. C'est en fait la partie polaire qui est adsorbée par
réactions chimiques (adsorption chimique) avec les ions à la
surface du matériel ou par attraction électrostatique adsorption
physique) sur la surface du minéral. La partie organique non polaire est
disponible et augmente ainsi le caractère hydrophobe du minéral
(Wills et Napier-Munn, 2005).
Un collecteur ionique peut être de type cationique ou
anionique, ce dernier tant le plus souvent utilisé en raison de sa
sélectivité beaucoup plus intéressante (François,
2001).
8

Figure 1-Classification des
collecteurs (Wills et Napier-Munn, 2005)
b) Les xanthates
Les xanthates ou alkyldithiocarbonates, c'est-à-dire des
sels sodiques ou potassiques de
l'acide dithiocarbonique de formule chimique (Ek et Masson, 1973)
:

S
R O C
S Me
Où R est le radical hydrocarboné contenant 2
à 6 atomes de carbones et Me le méta (Na ou K).
Le plus souvent, le xanthate se présente sous forme d'une
poudre fine et très hygroscopique. Sa couleur varie entre le jaune
brillant et l'orange foncé.
Le xanthate est très soluble dans l'eau et forme une
solution alcaline. La solubilité dépend de la longueur de la
chaine hydrocarbonée. Plus longue est la chaine, moins est soluble le
xanthate.
Le type de xanthate utilisé lors de nos essais au
laboratoire est l'amyl xanthate de potassium. Ses caractéristiques sont
les suivantes (
www.flottec.com ;
www.alibaba.com) :
- Amyl Xanthate de Potassium (PAX)
? description : collecteur dont la base est un pentacarbone
alkyl isoamyl
d'alcool sous forme d'un sel de potassium ;
9
· formule chimique : C5H12OCS2K ;
· poids moléculaire : 203,4 ;
· apparence : poudre ou petite bille ;
· couleur : jaune ou blanche grisâtre ;
· densité : 0,94g/ml ;
· degré de pureté : produit de haut
pourcentage à 90% de substance de xanthate et 10% d'eau ;
· solubilité : facilement soluble dans l'eau
35g/100g à 20°C ;
· gardé dans un stock froid, sec et bien
ventilé, loin des sources de feu ;
· emballage : futs en tôle tendue, 160 litres ;
· application : collecteur puissant très
utilisé pour la flottation des minerais sulfurés, surtout pour la
concentration du cuivre, du nickel et de l'or associé à la
pyrite.
c) Les dithiophosphates
Les dithiophosphates (aryl- et alkyl- dithiophosphate) ou
aerofloats sont des composés chimiques de formule (Ek et Masson, 1973)
:

R O S
P
R O S
R étant un radical alkyl (2 à 5 atomes de
carbone) ou un radical aryl (presque toujours crésyl ou xylyl).
Ils sont généralement utilisés dans la
flottation des minerais sulfurés ou des minerais oxydés ayant
subi une sulfuration. L'avantage des dithiophosphates est leur application dans
la plage des pH acide. Leur stabilité est plus grande,
particulièrement dans la zone de pH allant de 4 à 12. Dans la
flottation des métaux nobles des composés de courtes chaines sont
préféré. Outre l'application en flottation, les
dithiophosphates aliphatique sont utilisés dans la précipitation
du cadmium d'une chaude solution d'acide phosphorique concentré. Les
dithiophosphates aromatiques sont utilisé
préférentiellement pour la flottation des minéraux de
plomb, contenant souvent l'argent (
www.alibaba.com).
Le type de dithiophosphate utilisé lors de nos essais
au laboratoire est l'Aero 3477 HIV
Promoter. Ses caractéristiques sont les suivantes :
(
www.chemblink.com;
www.aotongchem.com) :
10
- Aero 3477 HIV Promoter
· description : Ce collecteur est une solution aqueuse de
dibutyl
dithiophosphate de sodium avec une pureté de 49 à
53 %, de couleur jaune. Il est efficace dans la plage de pH comprise entre 10
et 13, plutôt stable chimiquement, pas d'odeur piquante ;
· nom chimique : Sodium O, O-diisobutyl dithiophosphate
;
· formule moléculaire : C8H18NaO2PS2 ;
· synonyme : Acide Phosphorodithioique, O, O-bis
(2-methylpropyl) ester, sel de sodium ;
· forme : liquide ;
· structure moléculaire :

· poids moléculaire : 264,3209 ;
· température d'ébullition : 292.8°C
à 760 mmHg ;
· point d'éclair : 130.9°C ;
· pression de vapeur : 0,00314mmHg à 25°C
;
· stockage : Gardé dans un lieu sec et bien
ventilé, loin du feu et de la lumière du soleil ; stocker dans le
"plastic drum" ;
· emballage : "plastics drums" de 200 kg ou dans des
sacs de 25 à 50 kg ;
· application : C'est un collecteur efficace pour le
minerai d'or et d'argent, pour les minerais sulfurés de cuivre et de
zinc. Il affiche un faible pouvoir collecteur pour la pyrite en milieu alcalin.
Ce réactif possède une pette propriété
moussante.
1.4.2 Les modifiants
Cette classe de réactifs regroupe tous les produits
chimiques dont la principale fonction n'est ni de collecter, ni
d'écumer. Ils sont utilisés afin de rendre sélective
l'action du ou des collecteurs employés lors de la flottation. L'usage
principal de ces agents modifiants est dans
11
la flottation différentielle d'un minerai
mélangé, c'est-à-dire pour la concentration
consécutive de deux ou plusieurs minéraux utiles dans un
même minerai. Ceux-ci peuvent être divisés en outre en 4
types : les Activants, les déprimants, les dispersants, et les
régulateurs de pH.
a) Activants
Les activants modifient la nature chimique de la substance
minérale de façon qu'elle puisse devenir hydrophobe après
traitement avec le collecteur. Ils sont normalement des sels solubles
(ionisables).on peut citer : CuSO4, Na2S ou NaHS, PbNO3 (Kalenga, 2012).
b) Déprimants
La dépression est utilisée pour augmenter la
sélectivité de la flottation en rendant certains minéraux
hydrophiles en empêchant leur flottation (Ek et Masson, 1973).
On peut aussi déprimer sélectivement certains
minéraux en utilisant des produits chimiques (solubles, ionisables).on
peut citer : le silicate de soude, les phosphates et polyphosphates,
colloïdes organiques (amidon) (Kalenga, 2012).
Le déprimant utilisé dans cette étude
est le cyanure de sodium.
c) Dispersants
La pulpe utilisée pour la flottation doit être
exempte de toute agglomération. Etant donné que la flottation est
un phénomène de surface, les particules doivent être
entièrement isolées. C'est ainsi que lorsqu'il s'avère
utile, la première étape d'une flottation sera la dispersion des
particules grâce à un agent dispersant (Havre, 1962).
d) Régulateurs de pH
Le pH influence la charge de surface des minéraux se
trouvant en milieu aqueux. Il a également une influence sur la
dissociation des réactifs de flottation et sur la répartition de
leurs espèces ioniques et moléculaires dans la pulpe. Le
rôle des régulateurs de pH est donc de ramener et/ou de fixer le
pH de la solution aqueuse à une valeur permettant d'assurer une bonne
collection des minéraux (Wills et Napier-Munn, 2005).
Le régulateur de pH le plus commun est l'ion hydroxyl
(OH-). Sa concentration est variée en ajustant la
basicité de la pulpe avec chaux vive (CaO), parfois le carbonate de
sodium (Rickard, 1921).
12
1.4.3 Agents moussants
Les agents moussants sont des réactifs organiques
très solubles dans l'eau qui sont adsorbées à l'interface
air-eau. Leur solubilité dans l'eau provient du fait qu'ils sont
hétéropolaires ; la partie polaire leur permet d'être
solubilisés. Les moussants sont responsables de la stabilité de
la mousse et par le fait même de l'attachement des particules aux bulles
d'air. Idéalement, les agents moussants agissent dans la phase liquide
et non à la surface des particules. L'interaction du moussant avec le
collecteur doit être évitée, le moussant diminuant la
sélectivité de ce dernier. Mais la réalité est tout
à fait différente. En fait, on observe
régulièrement les interactions entre le moussant, le
minéral et les autres réactifs. En plus de maintenir une certaine
stabilité de la mousse, les moussants ont pour fonction
d'améliorer la dispersion des bulles dans la pulpe (Gosselin et al, 1977
; François, 2001).
Il existe une large gamme de moussants synthétiques,
principalement constitués d'alcools de poids moléculaires
élevés. Ces produits synthétiques sont souvent
privilégiés en raison de leur stabilité importante,
contrairement aux produits naturels disponibles comme l'huile de pin. D'autres
produits comme les éthers polyglycols sont fréquemment
utilisés. Les alcools permettent généralement de drainer
plus facilement les particules de la gangue entrainées accidentellement,
donc d'obtenir une meilleur teneur du concentré, surtout si
l'alimentation contient beaucoup de schlamms. Le moussant stabilise les
agrégats bulles-particules (Evrard et Van Liedre., 2006 ;
François, 2001).
1.5 Cinétique de flottation
L'étude cinétique de la flottation comporte
l'examen de tous les facteurs qui influencent la vitesse de production du
concentré. Cette vitesse peut être définie de plusieurs
manières, mais dans les opérations effectuées sur les
minerais réels, elle est plus souvent mesurée par l'augmentation
du rendement de récupérations avec le temps (Ek et Masson, 1973 ;
Kalenga, 2012).
Il est couramment accepté que le processus de
flottation puisse être représenté, d'une façon assez
simpliste, par une réaction chimique entre une bulle d'air et une
particule minérale, réaction qui a une stoechiométrie et
une cinétique. On accepte aussi que la cinétique de cette
réaction soit de premier ordre par rapport à la concentration des
particules flottables (Ek et Masson, 1973).
13
Etsi de nombreux paramètres sont maintenus constants
(nature du minerai, densité de la pulpe, pH, mise de réactifs,
aération,...), on peut admettre que la quantité de minerai
passant dans la mousse ou, à l'inverse, la diminution de concentration
du minerai dans la pulpe est fonction directe de la concentration. La formule
s'écrit sous la forme différentielle, comme suit (Ek et Masson,
1973) :
~~ = k × C~ (1.1)
~~
Où C représente la concentration des particules
flottables dans la cuve à l'instant t, n est l'ordre de la
réaction et k est la constante cinétique de flottation.
Certains chercheurs ont proposé l'équation :
dC= k × (C - Coe) (1.2)
dt
Où Coeest la concentration résiduelle
en minéral utile flottable après une flottation prolongée
; c'est la proportion de ce minéral supposée non flottable dans
les conditions opératoires.
- Cinétique de flottation d'après le
modèle de Klimpel
L'équation de Klimpel est un modèle
mathématique appliqué en flottation discontinue de
laboratoire.
Le modèle cinétique de flottation en batch choisi
est de la forme :
r = R [1 - iex(Kt)
Kt ] (1.3)
Où r est la récupération cumulée
du minéral valorisable (ou gangue) au temps de flottation t, R, la
récupération à l'équilibre au temps t et K, la
constante de vitesse de premier ordre de la récupération
massique.
La résolution mathématique de cette
équation de Klimpel à deux inconnues est faite en fonction de K
qui varie en pratique entre 0,1 et 10. En effet, en prenant en
considération deux rendements de flottation r1 au temps t1 et r2
rendement cumulé au temps t2, l'équation se ramène ainsi
à la fonction :
|
1 r2
|
r2Kt2(1-e-Kt2)- 1
1 ri + 1
riKti(1-e-Kt1) = 0 =f (K) (1.4)
|
Le rendement de récupération est le rapport en
pourcentage de la masse du métal utile récupéré
dans le concentré, par la masse totale de ce même métal qui
était contenu dans le
14
La linéarisation de cette équation permet de
déterminer K et de dégager ainsi à partir de
l'équation de base (2.3) le paramètre R de
récupération limite.
Il est donc possible dans les diverses études de
réactifs de flottation, de comparer statistiquement plusieurs essais de
laboratoire suivant leurs profiles temps - récupération.
1.6 Paramètres de flottation
La réalisation pratique de la flottation
révèle qu'il existe un grand nombre de paramètres qui
interviennent dans le processus de réalisation de la flottation. Les
paramètres retenues sont les suivants : la granulométrie, la
nature et la dose des réactifs, le circuit de traitement adopté,
le pH ainsi que la durée des opérations, qui ont permis de
comprendre les phénomènes complexes intervenant lors d'une
flottation.
Ces paramètres sont (Blazy, 1970) :
· les paramètres physico-chimiques (nature du
minerai, dose des réactifs ;
· les paramètres liés à
l'appareillage (type de machine, le degré et le type d'aération
et d'agitation, l'écoulement de l'air) ;
· les paramétrés liés à la
préparation de la pulpe (la granulométrie, la nature du minerai,
le potentiel d'hydrogène, la densité de la pulpe, le temps de
conditionnement, la température).
1.7 Critères d'évaluation des
résultats de flottation
Les principaux critères d'évaluation de la
performance d'une flottation (Ek et Masson, 1973) :
· le rendement de récupération du
métal utile ;
· le rendement pondéral du concentré ;
· le taux de concentration de métal utile ;
· le taux d'épuisement.
a) Le Rendement de
récupération
15
minerai avant concentration. Le rendement de
récupération doit être le plus élevé
possible. Il est donné par la formule suivante :
? =
|
C.c A.a
|
× 100 ou ? = c(a--r)
a(c--r)
|
× 100 (1.5)
|
|
Avec :
a : teneur du métal dans le minerai avant concentration
;
A : masse du minerai à flotter ;
c : teneur du métal dans le concentré ;
C : masse du concentré ;
r : teneur du métal dans le rejet ;
b) Le Rendement pondérale de
concentration
Le rendement pondéral de concentration est le rapport
en pourcentage de la masse du concentré sur la masse du minerai
alimenté à la flottation. Pour une bonne opération de
flottation, le rendement pondéral de concentration doit être le
plus bas possible. Ce rendement est donné par la relation suivante :
ð = A× 100 ou ð = c--r × 100 (1.6)
Avec :
ð : Le rendement pondéral de concentration ; C :
masse du concentré ;
A : masse du minerai à flotter
c) Le Taux de concentration
Le taux de concentration est le rapport de la teneur de
l'élément utile dans le concentré sur la teneur de cet
élément dans l'alimentation. La flottation est d'autant meilleure
lorsqu'au bout du compte, on obtient un concentré dont le taux de
concentration de l'élément utile est plus élevé. Le
taux de concentration est donné par l'expression :
16
ô = C (1.7)
a
Avec :
ô : le rendement pondéral de concentration ;
c : teneur du métal dans le concentré ;
a : teneur du métal dans le minerai avant
concentration.
1.8 Compromis entre le rendement de
récupération et la teneur en minéral utile dans le
concentré
Lors de la concentration, l'objectif poursuivi est de pouvoir
récupérer tout le minéral utile dans un concentré
qui aurait la plus faible masse possible. Dans ce cas, la teneur du
minéral dans ce concentré serait élevée ;
cependant, en pratique cela n'est pas toujours le cas, les opérations de
flottation n'étant pas sélectives jusqu'à ce point. Pour
pallier à cette limitation, on serait alors tenté de chercher
à prolonger la flottation de façon à avoir une grande
masse de concentré contenant presque tout le métal utile, mais de
faible teneur. Cela se faisant lorsqu'on vise à avoir un grand rendement
de récupération (Gill, 1991).
Une meilleure opération de flottation est celle qui se
conclut par un concentré de forte teneur en élément utile,
et dont le rendement de récupération est élevé
(Bouchard, 2006).
Comme ces deux concepts sont en opposition, Il convient donc
de se donner un compromis entre la teneur en élément utile que
l'on désire avoir dans le concentré, et le rendement de
récupération permettant d'avoir un tel concentré (Kelly et
Spottiswood, 1982).
Conclusion du premier chapitre
Cette partie a été consacrée en une
revue bibliographique de la technique de concentration par flottation
appliquée aux minerais oxydés et sulfurés, tout en
abordant les différents réactifs intervenant dans le processus de
flottation à la mousse.
La littérature n'a pas fournie une littérature
approfondie de la flottation différentielle appliquée aux
minerais oxydés qui se prêtent mal à cette technique de
concentration, à cause des modifications de collection qui sont moins
sélectives, le seul cas abordé était celui de la
17
flottation différentielle à l'aide des acides
gras. Cependant, la flottation différentielle s'adapte facilement aux
minerais sulfurés. Les différents exemples d'application fournis
dans ce chapitre ont permis de comprendre les différentes
démarches de séparation des différents minéraux
sulfurés présents dans un même minerai et/ou un même
concentré sur base d'un choix judicieux des réactifs chimiques
pouvant permettre la dépression, l'activation, et la collection d'un
minéral sulfuré particulier.
18
CHAPITRE II
FLOTTATION DES MINERAIS OXYDES CUPROCOBALTIFERES
2.1 Flottation des minerais oxydés et
sulfurés
Les minerais cuprocobaltifères contiennent le cuivre
et le cobalt sous forme des minéraux sulfurés et/ou des
minéraux oxydés.
Les minerais sulfurés en général, par
leur nature offrent une certaine facilité d'enrichissement par
flottation, par contre les minerais oxydés posent problème lors
de la flottation.
Les minerais oxydés flottent difficilement pour les
raisons suivantes :
? les minerais oxydés sont plus hydrophiles à
cause des liaisons ioniques ou atomiques non saturées
prédominantes, qui réagissent avec les molécules polaires
de l'eau ;
? les minéraux de la gangue ont une structure
semblable à celle des minéraux valorisables et par
conséquent le mode d'action des réactifs est moins
sélectif ;
? ces minerais ont une tendance accrue à la production
des fines lors de la fragmentation, ce qui diminuerait les performances
métallurgiques lors de leur concentration.
Les minerais mixtes sulfures - oxydes avec une proportion
importante en minéraux sulfurés, subissent un traitement en deux
stades que l'on appelle flottation différentielle ou mieux
séquentielle. On flotte en premier lieu les minéraux
sulfurés à l'aide des réactifs appropriés en
ajustant préalablement le pH de la pulpe entre le pH naturel et le pH
critique ; ce qui en améliore la flottabilité selon le type de
minéralisation principale du minerai mixte traité. On flotte
ensuite, de manière générale, les oxydes par sulfuration
superficielle. Ainsi, on obtient successivement un concentré
sulfuré et un concentré oxydé.
La concentration des minerais oxydés de cuivre se fait
principalement par les deux méthodes ci-après (Kanda, 2012):
? flottation à l'aide des xanthates après
sulfuration superficielle ;
? flottation à l'aide des acides gras ;
Puisque les constances de dissociations des équations
(2.3) et (2.4) sont très faibles respectivement 9.10-15et
1,2.10-15et que celle de l'équation (2.2) est très
élevée, la
19
Le choix entre l'un des procédés est
décidé par la prise en compte de la caractérisation
minéralogique du minerai, des coûts des réactifs, des
objectifs fixés par le concentrateur (teneur et rendement
désiré).
2.2 Flottation à l'aide des xanthates
après sulfuration superficielle
Les minerais oxydés de cuivre - cobalt ne sont pas
facilement récupérables à l'aide des collecteurs des
sulfures tels les xanthates. Pour les permettre de flotter, il est d'usage
industriel de les sulfurer superficiellement afin de les flotter comme des
minéraux sulfurés. La sulfuration a pour objectif la formation
d'une couche de sulfure à la surface des grains des minéraux
oxydés de Cu-Co, afin de les flotter par des collecteurs usuels des
sulfures tel les xanthates (Kanda, 2012).
En effet, il est admis que les minéraux oxydés
des métaux de base comme la smithsonite, la cérusite, la cuprite,
la ténorite et l'azurite ne se prêtent pas à la flottation
avec les collecteurs traditionnels des sulfures à cause de leur grande
hydrophilie. L'hydratation des minéraux oxydés libère des
ions métalliques polyvalents dans l'eau de la pulpe conduisant à
une consommation exagérée des réactifs de flottation. La
malachite et l'hétérogénite, contenus dans les minerais
oxydés cuprocobaltifères, sont également des
minéraux hydrophiles. Leur sulfuration avec le sulfure de sodium (Na2S),
le sulfhydrate de sodium (NaHS) ou le sulfure d'ammonium [(NH4)2S] permet de
les rendre aptes à la collection avec les collecteurs de type
sulfhydrile (Shengo, 2013).
2.2.1 Mécanisme de sulfuration
Le rôle de l'agent sulfurant est de former une
pellicule sulfure à la surface des grains d'oxydes valorisables pour
permettre la fixation d'un collecteur sulfhydrique approprié. (Bouchard,
2006)
La formation de cette couche se fait à l'aide du NaHS
selon les réactions suivantes :
NaSH+H2O ? NaOH+H2S
|
(2.1)
|
NaOH ? Na+ + OH-
|
(2.2)
|
H2S ? H+ + HS-
|
(2.3)
|
HS- ? H+ + S2-
|
(2.4)
|
|
20
concentration des ions (OH)- augmente plus
rapidement que celle des ions H+ et la pulpe devient très
alcaline. L'hydrolyse et la dissociation de NaHS libèrent les ions
OH-, HS- et S2-dans la solution. Ceux-ci peuvent
réagir avec les sites des minéraux en modifiant leurs
surfaces.
Les réactions suivantes vont donc avoir lieu avec le
site de cuivre lors de la sulfuration par les ions sulfures présent dans
la pulpe en fonction de la dissociation des ions hydrogénosulfures.
Cu2+ + S2- ? CuS (2.5)
La présence de l'oxygène de l'air dans la pulpe
provoque préférentiellement l'oxydation des ions HS-
et S2- ainsi que celle du film de surface qui est formé
à la surface des minerais oxydés. Les réactions possibles
avec l'oxygène de l'air sont les suivantes : (Blazy, 1970)
2NaHS + 2O2 ? Na2 SO4+H2S
|
(2.6)
|
CuS + 2O2 ? CuSO4
|
(2.7)
|
CuSO4 + H2S ? CuS + H2SO4
|
(2.8)
|
2NaHS + 4O2 ? Na2SO4 + H2SO4
|
(2.9)
|
|
2.2.2 Mécanisme de collection des minerais
oxydés par les xanthates
Il y a deux mécanismes possibles par lesquels les
collecteurs parviennent à rendre hydrophobes les grains collectés
: l'adsorption physique et la chemisorption (Barry, 2006).
a) L'adsorption physique
La fixation physique d'un collecteur sur la surface d'un
minéral résulte de l'attraction électrostatique entre
l'ion effectif de ce collecteur avec la surface chargée de
minéral. Les xanthates étant des collecteurs anioniques, leur
adsorption physique stipule que la charge de minéral valorisable soit
positive. Ainsi, le mécanisme de collection est le suivant (Ek et
Masson, 1973) :
? attraction électrostatique entre l'ion xanthique et
la surface positive du collecteur, suivie de l'adsorption ;
? à des températures élevées, on
assiste à un accroissement plus marqué de la densité
d'adsorption, puisqu' à ce moment les forces engendrées par les
liaisons hydrogènes entre les chaines hydrocarbonées s'ajoutent
aux forces d'attraction électrostatique ;
? lorsque la charge de surface est neutralisée il n'y
a presque plus d'attraction électrostatique. La seule force qui est
enjeu en ce moment est celle d'attraction causée
21
par les liaisons hydrogènes. A des concentrations
encore plus élevées du collecteur, on pourrait prévoir une
stabilisation de l'adsorption, car la surface adsorbant de plus en plus du
collecteur anionique, deviendrait éventuellement de signe négatif
repoussant par la suite le collecteur.
b) La chemisorption
La chemisorption de collecteur explique qu'au cours du
processus d'adsorption du collecteur qu'il y ait au moins une étape
reposant sur un mécanisme chimique. Le processus de chemisorption du
collecteur comprend les étapes suivantes (Ek et Masson, 1973) :
? Dissolution partielle de minéral, ce qui donne un
élément métallique dissocié en solution aqueuse
:
Mn+ (surf)= Mn+ (aq) (2.10)
? Hydrolyse de métal dissocié pour donner un ion
complexe de type hydroxylé :
(2.11)
Mn+ (aq) + H2O (MOH) n-1 aq+H+
? Chemisorption de complexe hydroxylé par la surface
du minéral et annulation partielle de la charge de surface ;
? Adsorption physique du collecteur avec partage de l'atome
d'hydrogène du complexe hydroxylé entre ce dernier et l'ion du
collecteur.
2.3 Flottation aux acides gras
Dans le procédé de flottation aux acides gras
tel que réalisé au Katanga, l'acide gras est utilisé sous
forme d'une mixture additionnée à une pulpe de minerai
broyé, et préalablement conditionnée. Les travaux
antérieurs indiquent que les collecteurs souvent utilisés sont
des mélanges d'acides gras non-saturés dont le rôle serait
plutôt moussant, et des acides gras saturés, dont le rôle
est collecteur. A ce jour, la mixture est d'une composition variable selon les
fabricants. Elle est généralement à base d'huile de palme
hydrolysée et de gasoil (Kanda, 2012).
La mixture est émulsionnée dans l'eau chaude en
présence d'une quantité de carbonate de sodium qui augmente la
stabilité de l'émulsion.
Actuellement , l'acide gras collecteur utilisé est
l'huile de palme reconstruite à 75 % , ceci signifie que l'huile de
palme hydrolysée est ramenée par mélange avec l'huile de
palme brute à une acidité de 75 % .Cette huile de palme dite
reconstituée est mélangée avec du gasoil et du
22
tall oil dans les proportions de 72 % , 24 % ,4 % , le tout
est émulsifié dans de l'eau chaude légèrement
carbonatée. Le Rinkalore est le nouveau réactif de type acide
gras, en promotion qui remplace l'huile de palme comme collecteur devenue rare
au Katanga et devant être importé.
La qualité de l'eau employée dans les
concentrateurs est d'une importance capitale. Les eaux de rivières
pompées par les industriels installés au Katanga sont
relativement dures. La qualité de l'eau est aussi fonction des terrains
qu'elle traverse ainsi que des saisons. Les ions Ca++ et Mg++
ainsi que les sels alcalino-terreux contenus dans les eaux des
rivières consomment les acides gras par formation des savons
insolubles.
Ils ont aussi un effet floculant sur la pulpe. Ainsi pour
corriger cette dureté de l'eau, le carbonate de sodium est
utilisé lors du conditionnement de la pulpe. Le silicate de sodium est
utilisé quant à lui, comme dispersant de la gangue et
déprimant. L'ordre dans lequel s'exerce l'effet de dépression du
silicate de sodium sur un minerai de cuivre-cobalt Katangais est le suivant
(Kanda, 2012):
? quartz, chrysocolle ;
? cuprite, hématite ;
? malachite ;
? calcite, dolomie, talc
Comme la calcite, la dolomie et le talc sont les moins
déprimés, ils sont souvent collectés avant la malachite,
c'est la raison pour laquelle le procédé aux acides gras ne
convient pas pour les minerais à gangue talqueuse ou dolomitique. Pour y
remédier, certains industriels pré-flottent la gangue et flotte
ensuite les minéraux porteurs de cuivre et de cobalt (Kanda, 2012).
Les acides gras possèdent un bon pouvoir collecteur de
la malachite en milieu alcalin, ce pouvoir découle de leur
affinité pour ce minéral. La collection est aussi satisfaisante
pour l'hétérogénite et la pseudomalachite mais
relativement nulle pour la chrysocolle.
Le pH optimum pour la flottation des minerais oxydés
est souvent compris entre 8 et 10.
Dans l'échelle de dépression des
minéraux par le silicate de sodium, l'hétérogénite
se place entre la gangue et la malachite, ce qui suggère que l'on
pourrait récupérer les minéraux de cobalt
légèrement après la malachite lors de la flottation aux
acides gras. Par une addition étagée de la mixture, on arrive
à flotter en tête un concentré riche en cuivre et
légèrement cobaltifère qui sera suivi d'un
concentré cuprocobaltifère collectant le reste du cobalt
flottable (Kanda, 2012).
23
2.4 Flottation des minerais oxydés
cuprocobaltifères au Katanga
2.4.1 Au concentrateur de Kamoto (KTC)
Les minerais oxydés et mixtes provenant des mines de
T17 et de KOV ont des teneurs moyennes en cuivre et en cobalt qui sont
respectivement de 4,5 % et 0,4 %.
Ils sont traités à l'aide des réactifs
suivants : le sulfhydrate de sodium NaHS comme agent sulfurant, le potassium
Normal Butyl Xanthate PNBX comme collecteur principal, le G41 comme agent
moussant et stabilisant de la mousse, le silicate de sodium Na2SiO2 comme
dispersant des fines particules et déprimant de la gangue, le Rinkalore
5 (90% Rinkalore 5 et 10% de KOH) comme collecteur et moussant, la mixture qui
un mélange de 95 % du gas - oil et de 5 % de Rinkalore 10 comme
collecteur d'appoint, et agent minéralisant moussant.
Le traitement commence par une préflottation dans les
machines ébaucheuses 611-612-621622, en vue de flotter d'abord les
minéraux sulfurés et les éliminer du circuit et le rejet
sera constitué uniquement des minerais oxydés. Le
concentré des premiers bancs des machines 611-612-621-622, alimente la
machine finisseuse 631 et le concentré des deuxièmes bancs,
rentre en tête du circuit et le rejet alimente les tanks Cell pour
oxyde.
Le rejet de la préflottation constitue l'alimentation
du circuit des oxydes. Passant par trois conditionneurs placés en
série (053-054-055), on alimente trois rangées de six colonnes et
une rangée de cinq colonnes. Le concentré des colonnes est fini
et est envoyé dans le tank 11/1 pour l'expédition aux usines
hydrométallurgiques de Luilu. Le rejet des colonnes est alimenté
dans deux distributeurs.
Un distributeur alimente les machines ébaucheuses
601-602-603-604 à quatorze cellules. Un autre distributeur alimente les
machines ébaucheuses 801-802-803-804 à quatorze cellules.
Les premiers bancs des deux machines ébaucheuses,
alimente le tank 11/1 pour les usines hydrométallurgiques de Luilu, et
les deuxièmes bancs alimentent également le tank 11/1. Le rejet
des deux machines ébaucheuses est un rejet définitif qui passe
par la bâche 5/75N et est envoyé à l'embouage ou à
potopoto et au retraitement des sables.
24
2.4.2 Au concentrateur de Kambove (KVC)
Les minerais traités contiennent en moyenne 2,5 % Cu
et 0,25 % Co, provenant de la mine de Kamfundwa. La pulpe est alimentée
dans un conditionneur où sont ajoutés les différents
réactifs de flottation du cuivre. Le circuit de flottation cuivre est
constitué d'un ébauchage suivi d'un épuisement, et d'une
étape de retraitement des sables. A l'ébauchage le
concentré de tête est considéré comme
concentré fini et est envoyé à la décantation, et
le reste du concentré ébauché avec le concentré de
tête de l'épuisement sont également envoyés à
la décantation, tandis que le concentré de queue de
l'épuisement avec tout le concentré du retraitement des sables
sont renvoyés en tête de flottation cuivre (ébauchage). Le
type des machines de flottation utilisées à KVC est le Wemco,
ainsi que des cellules Denver. Les réactifs utilisés sont : le
Moussant (G41), l'amyl xanthate de potassium (KAX), le silicate de sodium
(Na2SiO3), le sulfhydrate de sodium (NaHS) et la mixture (90/10) de gasoil et
de Rinkalore 10.
Conclusion du deuxième chapitre
La flottation à l'aide des xanthates après
sulfuration superficielle reste la méthode la plus utilisée dans
la concentration des minerais oxydés cuprocobaltifères
pratiquée actuellement dans les concentrateurs rencontrés au
Katanga. La flottation des minerais oxydés du cuivre aux acides gras
naturels ne se pratique plus au Katanga. L'acide gras est utilisé sous
forme d'une mixture additionnée à une pulpe de minerai
broyé, et préalablement conditionnée. La mixture est
émulsionnée dans l'eau chaude en présence d'une
quantité de carbonate de sodium qui augmente la stabilité de
l'émulsion.
Dans ce chapitre, nous avons compris que les minerais
oxydés se prêtaient mal à la flottation, suite à
leurs liaisons ioniques ou atomiques non saturées prédominantes,
qui réagissent avec les molécules polaires de l'eau, et du fait
que les minéraux de la gangue ont une structure semblable à celle
des minéraux valorisables et par conséquent le mode d'action des
réactifs est moins sélectif, enfin, ces minerais ont une tendance
accrue à la production des fines lors de la fragmentation, ce qui
diminuerait les performances métallurgiques lors de leur concentration.
Les minerais sulfurés par contre, présentent des natures de
flottation différentes qui facilitent leur concentration.
25
CHAPITRE III
MATERIEL ET PROCEDURE EXPERIMENTALE
3.1 Origine de l'échantillon composite
étudié
Cette étude porte sur trois échantillons
obtenus différemment. Le premier échantillon a été
prélevé sur le concentré produit au concentrateur de
Kambove. Ce concentrateur produit principalement les concentrés
oxydés de cuivre et de cobalt à partir des minerais oxydés
de Kamfundwa. Le deuxième échantillon a été
prélevé sur les concentrés produits au concentrateur de
CMSK. Ce concentrateur produit des concentrés à partir des
minerais de Luiswishi. Le troisième échantillon a
été prélevé sur un concentré produit au
laboratoire d'EMT. Ce concentré a été flotté dans
une machine de flottation de laboratoire de type DENVER.
Ces trois échantillons ont été
analysés par la méthode instrumentale à l'ICP (tableau 1).
Le premier et le deuxième échantillon sont riches en cuivre avec
des teneurs supérieures à 10 %, tandis que le troisième
échantillon est pauvre en cuivre avec une teneur d'environ 6 %. Quant
à la teneur en cobalt, le deuxième et le troisième
échantillon sont riches en cobalt avec des teneurs supérieures
à 5 %, tandis que le premier échantillon ne contient presque pas
du cobalt.
Tableau 1 - Proportions constitutives de
l'échantillon du concentré étudié
Dénomination
|
Teneurs (%)
|
|
Cobalt
|
1er échantillon : Concentré de Kambove
|
11
|
0,45
|
2ème échantillon : Concentré de CMSK
|
12
|
6
|
3ème échantillon : Concentré du
laboratoire EMT
|
5,89
|
8
|
|
Ces trois échantillons ont été
mélangés en un seul composite sur lequel ont porté tous
nos tests expérimentaux. Ils ont été
mélangés dans les proportions respectives de 29,1 ; 48,9 ; et
21,8 %. Pour ce faire, nous avons constitués 13,7 kg de
l'échantillon composite en prenant respectivement 4 ; 6,7 ; et 3 kg de
l'échantillon, ce qui correspond aux valeurs calculées des
teneurs en cuivre et en cobalt qui sont respectivement de 10,37 et 4,81 %
26
3.2 Caractérisation de l'échantillon
3.2.1 Caractérisation chimique du
concentré
L'échantillon composite a été
analysé chimiquement en détail (tableau 2). Cette analyse montre
que les teneurs en cuivre et en cobalt sont respectivement de 10,04 % et 4,71
%.
Tableau 2 - Composition chimique de
l`échantillon étudié
Eléments
|
Teneur (%)
|
Eléments
|
Teneur (%)
|
Cu total
|
10,04
|
MgO total
|
9,13
|
Cu oxyde
|
5,28
|
MgO soluble
|
0,30
|
Co total
|
4,71
|
Zn
|
0,04
|
Co oxyde
|
2,15
|
Mn
|
0,18
|
CaO total
|
0,69
|
SiO2
|
69,80
|
CaO soluble
|
0,29
|
Fe total
|
4,30
|
|
La teneur en cuivre oxyde est de 5,28 %, soit une proportion
de 52,53 % par rapport au cuivre total. De même, la teneur en cobalt
oxyde est de 2,15 %, soit une proportion de 45,64 % par rapport au cobalt
total. Il ressort de ce qui précède que l'échantillon
composite contient environ 47,4 % cuivre sous forme sulfurée et 54,35 %
cobalt sous forme sulfurée. L'analyse montre en outre que la gangue est
principalement constituée de la silice (69,80 %) et de la
magnésie (9,16 %).
3.2.2. Caractérisation minéralogique du
concentré
La caractérisation minéralogique a
été réalisée au microscope optique. Les principaux
minéraux utiles identifiés sont repris dans le tableau 3.
Tableau 3 - Composition Minéralogique
de l'échantillon étudié
Classes
|
Minéraux principaux
|
Oxydes
|
Malachite
|
|
Sulfures
|
Chalcopyrite
|
|
|
|
|
27
L'échantillon étudié est un
concentré mixte oxyde - sulfure. Les minéraux de cuivre sont la
malachite (CuCO3.Cu(OH)2), la chalcopyrite (CuFeS2), la bornite (Cu5FeS4), la
chalcosine (Cu2S) et la Carrollite (CoCu2S4); le Cobalt était
principalement sous forme d'hétérogénite
(CoO3.Co2O3.CuO.7H2O). La gangue principalement formée de quartz (SiO2),
de la dolomite (CaMg(CO3)2), et des oxydes de fer (limonite FeO(OH).nH2O).
3.2.3. Caractérisation granulochimique
L'objectif de la caractérisation
granulométrique est de déterminer la répartition des
minéraux de valeur sur chaque tranche granulométrique
c'est-à-dire les poids et les teneurs respectives des minéraux
dans différentes tranches granulométrique et cela afin de
connaitre la tranche dans laquelle est repartie la majeure partie du cuivre et
du cobalt. Ces fractions sont constituées des particules dont la
dimension couvre un intervalle restreint et diminue d'une fraction à
l'autre. La méthode de tamisage utilisée dans cette étude
permet la récupération d'échantillons
séparés en fonction de la taille des particules. Vu la finesse de
grains, le tamisage humide a été préféré au
tamisage à sec.
Le principe d'analyse consiste à classer les grains
constituant l'échantillon en utilisant une série de tamis,
emboités les uns sur les autres, dont les dimensions des ouvertures sont
décroissantes du haut vers le bas. L'échantillon
étudié est placé en haut des tamis et le classement des
grains est obtenu par le mouvement vibratoire horizontal et des secousses
verticales. Les fractions granulométriques obtenues ont
été soumises à l'analyse chimique afin de
déterminer la teneur en cuivre et en cobalt.
a) Matériel utilisé
Le matériel suivant a été utilisé
:
? un jeu de 6 tamis de la série américaine
TYLER, soit 65, 100, 150, 200, 270, et 325 mesh ;
? un appareil vibreur porteur de la série des tamis,
« RO-TAP », dont la marche se règle à l'aide d'une
minuterie dans une plage de 0 à 30 minutes ;
? une balance de marque SARTORIUS de charge maximale 4000
grammes ;
? le spectre d'absorption atomique pour la
détermination des teneurs en Cuivre et en Cobalt.
28
b) Mode opératoire
Nous avons procédé comme suit :
· peser 500 g de l'échantillon et répulper
;
· effectuer un tamisage humide de la pulpe sur un tamis de
325 mesh;
· sécher à l'étuve les deux produits
obtenus, les refus et les passants de ce tamis, séparément
à l'étuve pendant 24 heures ;
· tamiser les refus sec sur l'appareil « RO-TAP »
en utilisant le jeu de 6 tamis ;
· mettre ensemble toutes les fractions inférieures
à 400 mesh ;
· peser les refus des différentes tranches
granulométriques et déterminer leurs proportions ;
· pour chaque fraction granulométrique, faire
analyser le cuivre et cobalt ;
· calculer leurs répartitions.
Les résultats de l'analyse granulométrique et
granulochimique sont donnés dans le tableau 4 et présentés
aux figures 2 et 3.
29
Tableau 4- Résultats des analyses
granulochimiques de l'échantillon étudié
Tranches
|
Poids
|
Cuivre
|
Cobalt
|
Micron mètre
|
g
|
%
|
%
|
Poids (g)
|
Répart. (%)
|
%
|
Poids (g)
|
Répart. (%)
|
+212
|
8,67
|
1,77
|
9,59
|
0,83
|
1,86
|
3,74
|
0,32
|
1,42
|
-212 + 150
|
5,47
|
1,11
|
7,99
|
0,44
|
0,98
|
7,54
|
0,41
|
1,88
|
|
14,14
|
2,88
|
8,97
|
1,27
|
2,84
|
5,21
|
0,74
|
3,22
|
-150 + 106
|
12,79
|
2,6
|
9,34
|
1,19
|
2,67
|
5,17
|
0,66
|
2,89
|
|
26,93
|
5,48
|
9,15
|
2,46
|
5,52
|
5,19
|
1,4
|
6,12
|
-106 + 75
|
21,87
|
4,45
|
13,79
|
3,02
|
6,75
|
5,66
|
1,24
|
5,42
|
|
48,8
|
9,94
|
11,23
|
5,48
|
12,27
|
5,4
|
2,64
|
11,53
|
-75 + 53
|
4,08
|
0,83
|
11,95
|
0,49
|
1,09
|
5,02
|
0,2
|
0,9
|
|
52,88
|
10,77
|
11,28
|
5,97
|
13,36
|
5,37
|
2,84
|
12,43
|
-53 + 45
|
32,85
|
6,69
|
13,52
|
4,44
|
9,94
|
5,63
|
1,85
|
8,09
|
|
85,73
|
17,46
|
12,14
|
10,41
|
23,3
|
5,47
|
4,69
|
20,52
|
- 45
|
405,37
|
82,54
|
8,49
|
34,25
|
76,7
|
4,48
|
18,16
|
79,48
|
Total
|
491,1
|
100
|
9,09
|
44,66
|
100
|
4,65
|
22,85
|
100
|
|

% Poids % Cuivre % Cobalt
30
90 80 70 60 50 40 30 20 10
0
212 181 128 90 69 54 22
Dimension des tamis (um)
Figure 2- Pourcentage poids,
teneurs en cuivre et en cobalt dans les différentes tranches

Passants cumulés (%)
101
99
97
95
93
91
89
87
Figure 3-Distribution
granulométrique de l'échantillon composite
étudié
1,00 1,20 1,40 1,60 1,80 2,00 2,20 2,40 2,60 2,80 3,00
Log Dimension des particules (um)
31
L'examen de la courbe de la figure 2 montre que :
· une prédominance de la classe fine
(inférieure à 45 um) contenant environ 76,7 % de cuivre et79,48 %
de cobalt pour une proportion pondérale de 82,54 % ;
· la fraction supérieure à 200 mesh renferme
environ 12,27 % de cuivre et 11,53 % de cobalt ;
· 13,79 % de cuivre et 5,66 % de cobalt sont contenus dans
la tranche granulométrique de 200 mesh ;
· Les teneurs cuivre et cobalt sont respectivement de 11,03
et 8,99 % dans les tranches granulométriques allant de - 200 à +
400 mesh.
Cette étude montre que l'échantillon composite
étudié n'a pas nécessité de broyage vue que
l'échantillon est un concentré dont la granulométrie est
déjà adaptée pour les opérations de flottations
ultérieures.
3.3 Tests de flottation
3.3.1 Matériel utilisé
Le matériel suivant a été utilisé
:
· une machine de flottation de marque Metso;
· une cellule de flottation de 2,5 litres ;
· un chronomètre;
· un pH-mètre
· des pans pour recueillir la mousse et une brosse ;
· des pissettes ;
· une éprouvette graduée de 2000 ml, des
béchers, des pipettes et des seringues ;
· une étuve pour sécher les concentrés
;
· un bassin de réserve d'eau ;
· un petit racleur des concentrés ;
· une balance électronique:
Figure 4 - Schéma des
essais de flottation
32
3.3.2 Mode opératoire des essais de flottation
Le mode opératoire des essais de flottation est le
suivant :
· faire une prise d'essai de 500 g de concentré ;
· mettre la prise du concentré dans la cellule de
flottation du laboratoire, et ajouter de l'eau ;
· ajuster le pH (pour le cas où l'on doit flotter
à un pH précis) et conditionner la pulpe pendant cinq minutes
;
· assurer un temps de conditionnement de cinq minutes
pour le NaCN, et de deux minutes pour les autres réactifs, et d'une
minute pour le 41G ;
· ouvrir la vanne d'admission d'air dans la pulpe;
· recueillement des cinq fractions des concentrés
flottés ;
· sécher les différentes fractions des
concentrés et le rejet à l'étuve ;
· peser les fractions obtenues et le rejet avant de les
soumettre aux analyses pour déterminer les teneurs cuivre et cobalt.

500 g
Ajustement pH
NaHS
NaCN
DTP PAX G41
1' 1' 1' 1' 1' Rejet
A B C D E
Les essais de flottation limités en simple
ébauchage ont été réalisés suivant le
schéma de la figure 4
33
3.4 Réactifs utilisés et
préparation Les réactifs utilisés sont :
· le sulfhydrate de Sodium (NaHS) : agent sulfurant
artificiel. préparé en solution à 12 %, en pesant 12 g de
NaHS que l'on dissout dans un volume d'eau de 100 ml ;
· l'amyl Xanthate de potassium (PAX) : comme collecteur.
Il est préparé à 1,2 %, en raison 1,2 g de KAX qu'on
additionne avec de l'eau, puis ramené à 100 ml par ajout d'une
autre quantité d'eau ;
· le Sasfroth (G41) : moussant. Utilisé sans
dilution préalable ;
· le lait de chaux : régulateur de pH ;
· l'aero 3477 (DTP) : collecteur du cuivre.
utilisé sans dilution préalable ;
· le cyanure de sodium (NaCN) : déprimant du
cobalt. Il a été préparé à 1,2 % en pesant
1,2 g de cyanure que l'on dissout dans 100 ml d'eau.
? Expression de la consommation des solutions de
réactifs
Les quantités en gramme par tonne des réactifs
utilisé au laboratoire ont été converties en millilitre de
solution à l'aide de la formule suivante :
V = m * C1 (3.1)
* 106
Avec :
· V : volume de la solution du réactif [ml] ;
· m : masse de minerai à flotter [g] ;
· C1 : masse en gramme de réactif à
utiliser pour traiter une tonne de minerai [g/t] ;
· : concentration en pourcentage pondéral du
réactif considéré dans sa solution de laboratoire [%].
Pour les réactifs utilisés sans dilution, on
pèse les gouttes et on transforme les doses en g/t en nombre de
gouttes.
3.5 Critères d'évaluation des
résultats
Notre étude consiste à entrevoir la
possibilité d'une séparation cuivre - cobalt par comparaison des
performances des différents réactifs envisagés qui
permettraient cette
34
séparation, tout en favorisant la flottation du cuivre
et la dépression du cobalt. Nous avons retenu les critères
suivants pour l'évaluation des résultats des essais de
flottation, à savoir :
? Les performances métallurgiques exprimées par
: les teneurs en cuivre et en cobalt dans les concentrés et les rejets,
et enfin le rendement de récupération du cuivre et du cobalt des
concentrés de tête et des concentrés ébauchés
(Voir le point I.7) ;
? La cinétique de flottation à partir des
vitesses initiales de récupération du cuivre et du cobalt
à l'aide des différents collecteurs (Voir détails au
chapitre V).
35
CHAPITRE IV
PRESENTATION ET ANALYSE DES RESULTATS
4.1 Objectifs
Les essais de flottation réalisés dans ce
travail ont pour objet la séparation du cuivre et du cobalt contenus
dans un même concentré, et ce, en favorisant la flottation du
cuivre et la dépression du cobalt. De ce fait, le rejet de la flottation
du cuivre constitue le concentré de cobalt.
Les essais ont été réalisés par
sulfuration avec l'utilisation de l'amyl xanthate de potassium et/ou le
dithiophosphate comme collecteur pour la flottation du cuivre, tandis que le
cyanure de sodium a été utilisé pour déprimer le
cobalt.
Pour atteindre cet objectif, nous avons réalisé
cinq séries d'essais de flottation portant sur :
? l'influence de la variation du pH sur la séparation
du cuivre et du cobalt et l'éventualité d'une dépression
du cobalt tout en favorisant la flottation du cuivre;
? l'influence de l'agent sulfurant sur la
récupération du cuivre en présence du cyanure de sodium
comme déprimant du cobalt, tout en fixant la dose de la dose de l'agent
sulfurant favorable à cette dépression ;
? l'influence de la variation du cyanure de sodium pour
entrevoir la possibilité de déprimer davantage le cobalt le
cobalt ;
? évaluer l'effet du dithiophosphate (DTP) comme
collecteur du cuivre dans la séparation ;
? étudier l'effet d'association du dithiophosphate et
de l'amyl xanthate de potassium sur la séparation.
4.2 Influence de la variation du pH
4.2.1 But
Les tests de flottation au laboratoire pour ces essais ont
consisté à étudier l'influence du pH afin de retrouver le
pH qui conduirait à la meilleure séparation du cuivre et du
cobalt.
36
4.2.2 Conditions opératoires
Ces tests ont été réalisés dans les
conditions suivantes :
? Sulfhydrate de sodium : 1000 g/t ;
? Amyl xanthate de potassium : 100 g/t ; ? 41 G : 20 g/t ;
? Valeurs de pH : 8, 9, 10, 11, 12.
4.2.3 Présentation des résultats
Les résultats détaillés sont
donnés dans l'annexe A. La synthèse des résultats est
donnée dans le tableau 5 et présentée aux figures 5 et
6.
37
Tableau 5 - Synthèse des
résultats métallurgiques pour l'influence du pH
N° Essai
|
pH
|
Fractions
|
% Poids
|
Cuivre
|
Cobalt
|
|
Rdt (%)
|
Teneur
(%)
|
Rdt (%)
|
4435/1
|
8
|
C. de tête
|
10,43
|
6,06
|
6,82
|
4,18
|
9,54
|
|
35,77
|
6,54
|
13,33
|
3,78
|
29,46
|
|
64,23
|
10,78
|
74,74
|
5,02
|
70,54
|
|
100
|
9,26
|
100
|
4,66
|
100
|
4425/2
|
9
|
C. de tête
|
10,01
|
8,81
|
9,54
|
4,18
|
8,99
|
|
34,54
|
8,64
|
32,28
|
3,96
|
29,40
|
|
65,45
|
9,56
|
67,72
|
5,02
|
70,60
|
|
100
|
9,24
|
100
|
4,65
|
100
|
4435/3
|
10
|
C. de tête
|
10,92
|
9,95
|
11,38
|
3,96
|
11,34
|
|
31,79
|
9,02
|
30,04
|
3,82
|
31,83
|
|
68,21
|
9,79
|
69,96
|
3,82
|
68,17
|
|
100
|
9,54
|
100
|
3,81
|
100
|
4435/4
|
11
|
C. de tête
|
10,7
|
12,45
|
14,69
|
3,55
|
8,91
|
|
35,44
|
9,80
|
38,33
|
3,66
|
30,47
|
|
64,56
|
8,66
|
61,67
|
4,59
|
69,53
|
|
100
|
9,07
|
100
|
4,26
|
100
|
4435/5
|
12
|
C. de tête
|
9,5
|
10,41
|
13,26
|
3,25
|
8,46
|
|
29,75
|
9,06
|
36,14
|
3,28
|
26,69
|
|
70,25
|
6,78
|
63,86
|
3,81
|
73,31
|
|
100
|
7,46
|
100
|
3,65
|
100
|
|

5 10 15 20 25 30 35 40
Rendement de Récupération Cuivre (%)
Figure 5 - Courbes de teneurs en
cuivre en fonction du rendement de récupération à
différentes valeurs du pH
2 7 12 17 22 27 32
Rendement de Récupération Cobalt (%)
Figure 6 - Courbes de teneurs en
cobalt en fonction du rendement de récupération à
différentes valeurs du pH
13
12
11
Teneur Cuivre (%)
10
9
8
7
6
5
38
pH 8
pH 9
pH 10
pH 11
pH 12
4,3
4,1
Teneur Cobalt (%)
3,9
3,7
3,5
3,3
3,1
pH 8
pH 9
pH 10
pH 11
pH 12
39
4.2.4 Analyse des résultats
Dans le domaine choisi de pH, les rendements de
récupération de cuivre et de cobalt sont peu affectés par
la variation du pH, bien que celui du cuivre à pH 11 soit nettement
amélioré (tableau 5, figure 5 et 6). Cependant la
sélectivité de la flottation du cuivre varie sensiblement, et
allant de 6 à 12 % Cu pour les concentrés de tête. La
meilleure teneur est obtenue à pH 11.
La teneur du cobalt dans les concentrés obtenus varie
de 3 à 4 %, valeurs inférieures à la teneur de
l'échantillon (tableau 5, figure 5). Ce qui suggère que la
flottation du cobalt est légèrement entravée. Des essais
réalisés, le cobalt est fortement déprimé à
pH 12. Au regard des rendements de récupération et des teneurs
obtenus, il est clair que la flottation du cobalt est très peu
influencée par la variation de pH.
La flottabilité du cuivre à pH 8-9 est
limitée par le potentiel électrocinétique, fonction du pH,
qui ne favorise pas la collection des minéraux de cuivre (tableau 5,
figure 6). Avec l'augmentation du pH, la collection du cuivre s'améliore
avec l'accroissement du potentiel. Toutefois, les teneurs obtenues n'indiquent
pas une bonne flottabilité du cuivre par rapport à celle de
l'alimentation.
Le comportement du cobalt est probablement lié au
faible ratio de sulfurant. Les minéraux oxydés de cobalt exigeant
des doses relativement élevées pour mieux flotter.
Les meilleurs résultats de la flottation du cuivre ont
été obtenus à pH 11 donnant un concentré de
tête titrant 12,45 % Cu et 3,55 % Co, avec des rendements de
récupération respectifs de 14,69 et 8,91 %. Ainsi, la suite des
essais sera réalisée à pH 11 qui a permis de mieux flotter
le cuivre.
4.3 Influence de la variation du sulfhydrate de
sodium
4.3.1 But
Les essais de flottation pour cette série ont
consisté à varier les doses du sulfhydrate de sodium et de voir
son influence sur la récupération du cuivre, en présence
du cyanure de sodium. L'amyl xanthate de potassium a été
varié au même moment que le NaHS dans le rapport de 1/10 du
NaHS.
40
4.3.2 Conditions opératoires
Ces tests ont été réalisés dans les
conditions suivantes :
? Sulfhydrate de sodium : 500, 1000, 2000, 3000, et 4000 g/t ; ?
Amyl xanthate de potassium : 50, 100, 200, 300, et 400 g/t ; ? 41 G : 20 g/t
;
? NaCN : 500 g/t ;
? pH : 11.
Contrairement aux tests précédents, dans cette
série, les essais ont été effectués en
présence du cyanure de sodium afin d'évaluer la dépression
du cobalt.
4.3.3 Présentation des résultats
Les résultats métallurgiques
détaillés sont repris dans l'annexe B. La synthèse des
résultats est donnée dans le tableau 6 et présentée
aux figures 7 et 8.
41
Tableau 6 - Synthèse des
résultats métallurgiques pour l'influence du ratio
NaHS/PAX
N° Essai
|
NaHS
|
Fractions
|
% Poids
|
Cuivre
|
Cobalt
|
|
Rdt
(%)
|
Teneur
(%)
|
Rdt (%)
|
4435/6
|
500
|
C. de tête
|
8,96
|
8,9
|
8,23
|
3,77
|
7,35
|
|
31,58
|
8,88
|
28,92
|
3,98
|
27,34
|
|
68,42
|
10,07
|
71,08
|
4,88
|
72,66
|
|
100
|
9,69
|
100
|
4,6
|
100
|
4435/7
|
1000
|
C. de tête
|
10,96
|
16,90
|
19,88
|
3,41
|
9,22
|
|
35,88
|
11,25
|
43,32
|
3,52
|
31,19
|
|
64,12
|
8,24
|
56,68
|
4,35
|
68,81
|
|
100
|
9,32
|
100
|
4,05
|
100
|
4435/8
|
2000
|
C. de tête
|
10,07
|
15,64
|
16,43
|
4,1
|
9,11
|
|
35,39
|
10,69
|
39,48
|
3,84
|
29,98
|
|
64,61
|
8,98
|
60,52
|
4,91
|
70,02
|
|
100
|
9,59
|
100
|
4,53
|
100
|
4435/9
|
3000
|
C. de tête
|
8,28
|
14,98
|
13,85
|
5,79
|
10,5
|
|
32,68
|
10,59
|
38,69
|
4,47
|
32,00
|
|
67,32
|
8,15
|
61,31
|
4,61
|
68,00
|
|
100
|
8,95
|
100
|
4,56
|
100
|
4435/10
|
4000
|
C. de tête
|
8,7
|
13,41
|
13,44
|
6,11
|
12,12
|
|
32,19
|
10,35
|
38,37
|
4,75
|
34,89
|
|
67,81
|
7,89
|
61,63
|
4,21
|
65,11
|
|
100
|
8,68
|
100
|
4,38
|
100
|
|

18
17
16
15
Teneur cuivre (%)
14
13
12
11
10
9
8
42
500 g/t NaHS 1000 g/t NaHS 2000 g/t NaHS 3000 g/t NaHS 4000 g/t
NaHS
5 15 25 35 45 55
Rendement de récupération cuivre
(%)
Figure 7 - Courbes de teneurs en
cuivre en fonction du rendement de récupération à
différentes valeurs de la dose du NaHS
Teneur cobalt (%)
4,5
6,5
5,5
3,5
4
6
5
3

500 g/t NaHS 1000 g/t NaHS 2000 g/t NaHS 3000 g/t NaHS 4000 g/t
NaHS
0 5 10 15 20 25 30 35 40
Rendement de récupération cobalt
(%)
Figure 8 - Courbes de teneurs en
cobalt en fonction du rendement de récupération à
différentes valeurs de la dose du NaHS
43
4.3.4 Analyse des résultats
Les résultats obtenus montrent que les performances de
flottation du cuivre sont faibles à 500 g/t, et à partir de 2000
g/t les teneurs en tête du cuivre diminuent avec l'augmentation de la
dose de NaHS (tableau 6, figure 7). Les performances du cobalt
s'améliorent avec l'augmentation de la dose de NaHS (tableau 6, figure
8).
Les meilleures performances sont à 1000 g/t pour le
cuivre avec un concentré de tête titrant 16,9 % pour un rendement
de récupération de 19,88 %, avec une teneur du concentré
ébauché à 11,25 % avec un rendement de
récupération de 43,32 %.
La flottation du cobalt présente les meilleures
performances à 4000 g/t avec un concentré de tête titrant
6,11 % pour un rendement de récupération correspondant à
12,12 % et une teneur du concentré ébauché titrant 4,75 %
pour un rendement de récupération de 34,89 %.
La flottation du cuivre se déprécie avec
l'augmentation de la dose de sulfurant probablement suite à un
excès, tandis que celle du cobalt s'améliore étant
donné les doses exigées pour sa flottation.
Il ressort de ce qui précède que l'effet
escompté du cyanure de sodium sur le cobalt n'a été
atteint. La forte consommation du sulfurant aurait un effet boostant plus
important que celui dépressif du cyanure.
La flottation du cuivre et la faible teneur du cobalt dans le
concentré sont obtenues avec la dose de 1000 g/t ; cette dose est
susceptible d'assurer une séparation efficiente du cuivre et du cobalt
de l'échantillon.
La comparaison des résultats obtenus à 1000 g/t
de sulfurant sans et avec ajout de cyanure de sodium indique que la flottation
du cuivre est améliorée dans les tests avec ajout du cyanure,
essentiellement du point de vue de la sélectivité, avec un gain
de 4 % en tête ; la dépression du cobalt est perceptible avec un
rejet à 4,35 contre 3,81 %.
4.4 Influence de la dose de cyanure de sodium
4.4.1 But
Cinq essais de variation du NaCN ont été
effectués aux doses : 400, 500, 600, 700 et 800 g/t, dans le but
d'étudier son influence sur la possibilité de dépression
du cobalt.
44
4.4.2 Conditions opératoires
Les conditions opératoires ont été les
suivantes :
? NaCN : 400, 500, 600, 700 et 800 g/t ; ? Sulfhydrate de sodium
: 1000 g/t ; ? Amyl xanthate de potassium : 100 g/t ; ? 41 G : 20 g/t ;
? pH : 11.
4.4.3 Présentation des résultats
Les résultats métallurgiques sont donnés
dans l'annexe C. La synthèse des résultats est
présentée dans le tableau 7 et présentée aux
figures 9 et 10.
45
Tableau 7 - Synthèse des
résultats métallurgiques pour l'influence de la dose du NaCN
N° Essai
|
NaCN
(g/t)
|
Fractions
|
% Poids
|
Cuivre
|
Cobalt
|
|
Rdt
(%)
|
Teneur
(%)
|
Rdt
(%)
|
4435/12
|
400
|
C. de tête
|
10,44
|
16,57
|
18,83
|
3,57
|
8,29
|
|
35,99
|
10,86
|
42,55
|
3,96
|
31,71
|
|
64,01
|
8,25
|
57,45
|
4,8
|
68,29
|
|
100
|
9,19
|
100
|
4,50
|
100
|
4425/13
|
500
|
C. de tête
|
10,96
|
16,90
|
19,88
|
3,51
|
9,34
|
|
35,88
|
11,25
|
43,32
|
3,71
|
32,30
|
|
64,12
|
8,24
|
56,68
|
4,35
|
67,70
|
|
100
|
9,32
|
100
|
4,12
|
100
|
4435/14
|
600
|
C. de tête
|
11,03
|
16,71
|
18,37
|
3,85
|
9,13
|
|
38,55
|
11,01
|
42,32
|
3,79
|
31,44
|
|
61,45
|
9,42
|
57,68
|
5,19
|
68,56
|
|
100
|
10,03
|
100
|
4,65
|
100
|
4435/15
|
700
|
C. de tête
|
9,87
|
12,94
|
13,64
|
3,72
|
8,10
|
|
33,91
|
9,31
|
33,69
|
3,84
|
28,72
|
|
66,09
|
9,40
|
66,31
|
4,89
|
71,28
|
|
100
|
9,37
|
100
|
4,53
|
100
|
4435/16
|
800
|
C. de tête
|
9,46
|
11,29
|
11,49
|
3,59
|
7,13
|
|
37,14
|
8,62
|
34,43
|
3,94
|
30,71
|
|
62,86
|
9,70
|
65,57
|
5,25
|
69,29
|
|
100
|
9,30
|
100
|
4,76
|
100
|
|

400 g/t NaCN 500 g/t NaCN 600 g/t NaCN 700 g/t NaCN 800 g/t
NaCN
46
17
15
Teneur Cuivre (%)
13
11
9
7
5 15 25 35 45 55
Rendement de récupération Cuivre
(%)
Figure 9 - Courbes de teneurs en
cuivre en fonction du rendement de récupération à
différentes valeurs de la dose du NaCN
Teneur Cobalt (%)
3,9
3,8
3,7
3,6
3,5
3,4
4

400 g/t NaCN 500 g/t NaCN 600 g/t NaCN 700 g/t NaCN 800 g/t
NaCN
5,00 10,00 15,00 20,00 25,00 30,00 35,00
Rendement de récupération Cobalt
(%)
Figure 10 - Courbes de teneurs en
cobalt en fonction du rendement de récupération à
différentes valeurs de la dose du NaCN
47
4.4.4 Analyse des résultats
Les résultats du tableau 7 et les figures 9 et 10
indiquent que pour les cinq essais réalisés en variant la dose
NaCN, les performances métallurgiques s'améliorent avec la dose
du NaCN pour le cuivre jusqu'à 500 g/t au-delà de laquelle les
performances chutent. La teneur du concentré de tête du cuivre est
de 16,9 % pour un rendement de récupération de 19,88 %, avec une
teneur du concentré ébauché titrant 11,25 % avec un
rendement de récupération de 43,32 %.
L'étude de l'influence du cyanure de sodium a
été envisager pour évaluer son impact sur la
dépression du cobalt qui a été observée à la
dose de 500 g/t avec une teneur en tête de 3,91 %, un rendement de
récupération de9,34 % et une teneur en concentré
ébauché de 3,79 % pour un rendement de récupération
de 32,30. La teneur du cobalt dans le rejet est de 4,12 %.
Au regard des courbes de sélectivité du cuivre
et du cobalt, on observe que c'est la dose de 500 g/t qui a contribué
à une meilleure flottation du cuivre et a conduit à la
dépression du cobalt. Cette dose a été alors
été retenue pour la suite des essais.
4.5 Influence de la dose du dithiophosphate
4.5.1 But
Ces tests ont consisté en la substitution du PAX par
le dithiophosphate (DTP) afin de voir s'il pourrait améliorer la
récupération du cuivre. Dans ces essais, il sera également
question de rechercher les conditions optimales de l'utilisation de ce
collecteur sur la séparation du cuivre et du cobalt de
l'échantillon.
4.5.2 Conditions opératoires
Les conditions opératoires de ces essais sont les
suivantes:
· DTP : 25, 50, 75, et 100 g/t ;
· PAX : 0 g/t ;
· Sulfhydrate de sodium : 1000 g/t ;
· NaCN : 500 g/t ;
· 41 G : 20 g/t ;
· pH : 11.
48
4.5.3 Présentation des résultats
Nous résumons dans le tableau 8 les résultats
obtenus et présentons les détails dans l'annexe C. Les courbes
traduisant l'évolution des rendements de récupération en
fonction de la teneur du cuivre et cobalt sont présentées
respectivement sur les figures 11 et 12.
Tableau 8 - Synthèse des
résultats métallurgiques pour l'influence de la dose du DTP
N° Essai
|
DTP
(g/t)
|
Fractions
|
% Poids
|
Cuivre
|
Cobalt
|
|
Rdt
(%)
|
Teneur
(%)
|
Rdt (%)
|
4435/17
|
25
|
C. de tête
|
10,99
|
7,33
|
9,43
|
3,33
|
8,41
|
|
38,07
|
6,45
|
28,95
|
3,22
|
28,39
|
|
61,93
|
9,74
|
71,05
|
5,00
|
71,61
|
|
100
|
8,49
|
100
|
4,32
|
100
|
4425/18
|
50
|
C. de tête
|
10,59
|
9,45
|
9,71
|
4,17
|
9,93
|
|
38,17
|
8,5
|
31,46
|
3,88
|
33,24
|
|
61,86
|
11,42
|
68,54
|
4,80
|
66,76
|
|
100
|
10,31
|
100
|
4,45
|
100
|
4435/19
|
50
|
C. de tête
|
10,98
|
10,99
|
13,08
|
4,49
|
11,32
|
|
35,01
|
8,93
|
33,87
|
4,07
|
32,71
|
|
64,99
|
9,39
|
66,13
|
4,51
|
67,29
|
|
100
|
9,23
|
100
|
4,31
|
100
|
4435/20
|
100
|
C. de tête
|
9,15
|
11,99
|
11,47
|
3,78
|
8,53
|
|
37,01
|
9,09
|
35,15
|
4,42
|
30,26
|
|
62,99
|
9,85
|
64,85
|
5,12
|
69,74
|
|
100
|
9,57
|
100
|
4,62
|
100
|
|

25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
49
Teneur cuivre (%)
|
13 12 11 10 9 8 7 6 5
|
|
5 10 15 20 25 30 35 40
Rendement de récupération Cuivre
(%)
Figure 11 - Courbes de teneurs en
cuivre en fonction du rendement de récupération à
différentes valeurs de la dose du DTP
Teneur cobalt (%)
4,6
4,4
4,2
3,8
3,6
3,4
3,2
4
3

25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
5 10 15 20 25 30 35
Rendement de récupération cobalt
(%)
Figure 12 - Courbes de teneurs en
cobalt en fonction du rendement de récupération à
différentes valeurs de la dose du DTP
50
4.5.4 Analyse des résultats
Les meilleurs résultats métallurgiques sont
obtenus avec la dose de 100 g/t du DTP pour le cuivre (tableau 8, figure 11) et
à la dose de 75 g/t pour le cobalt (tableau 8, figure 12) en comparant
les teneurs en tête et en ébauchage de la flottation, mais le
meilleur rendement du concentré ébauché du cobalt est
observé à 50 g/t et correspond à 33,24 %.
Son ajout comme collecteur principal occasionne des
variations considérables dans la flottation du cuivre,
c'est-à-dire qu'aucune amélioration des teneurs en tête du
cuivre n'a été observée. Les résultats obtenus aux
doses inférieures à 100 g/t indiquent une insuffisance de la
collection du cuivre.
La dose de 100 g/t du DTP est la meilleure, il a
été obtenu dans ces conditions un concentré de tête
titrant 11,99 % cuivre et 4,31 % cobalt avec un rendement de
récupération de 11,47 % cuivre et 8,53 % cobalt ; et un
concentré ébauché de 9,09 % cuivre et 3,78 % cobalt avec
un rendement de récupération de 35,15 % cuivre et 30,26 %
cobalt.
4.6 Tests d'association du DTP et du PAX
4.6.1 But
Ces essais de flottation ont été initiés
pour évaluer l'effet de la combinaison de ces deux collecteurs sur
l'éventuelle amélioration de la récupération du
cuivre et de la dépression du cobalt. Ainsi, quatre essais de flottation
de variation de la dose du DTP ont été effectués tout en
gardant la dose de PAX à 100 g/t, et les autres réactifs ont
été maintenus à leurs doses optimales.
4.6.2 Conditions opératoires
Ces tests ont réalisés dans les conditions
suivantes :
· DTP : 25, 50, 70, et 100 g/t ;
· Sulfhydrate de sodium : 1000 g/t ;
· PAX : 100 g/t ;
· NaCN : 500 g/t ;
· 41 G : 20 g/t ;
· pH : 11.
51
4.6.3 Présentation des résultats
Les résultats détaillés sont repris dans
l'annexe E. La synthèse des résultats est donnée dans le
tableau 9. Les figures 13 et 14 donnent respectivement les résultats de
la flottation pour le cuivre et le cobalt.
Tableau 9 - Synthèse des
résultats métallurgiques par influence de la dose du DTP
à
100 g/t PAX
N° Essai
|
DTP
(g/t)
|
Fractions
|
% Poids
|
Cuivre
|
Cobalt
|
|
Rdt
(%)
|
Teneur
(%)
|
Rdt (%)
|
4435/21
|
25
|
C. de tête
|
8,57
|
8,97
|
8,37
|
3,9
|
7,28
|
|
30,65
|
8,26
|
27,54
|
3,7
|
24,68
|
|
69,35
|
9,6
|
72,46
|
4,99
|
75,32
|
|
100
|
9,19
|
100
|
4,59
|
100
|
4435/22
|
50
|
C. de tête
|
11,27
|
11,58
|
12,80
|
3,99
|
9,67
|
|
38,48
|
10,35
|
39,03
|
3,62
|
29,91
|
|
61,52
|
10,11
|
60,97
|
5,3
|
70,09
|
|
100
|
10,20
|
100
|
4,65
|
100
|
4435/23
|
75
|
C. de tête
|
10,58
|
11,04
|
11,74
|
4,86
|
14,5
|
|
40,06
|
9,58
|
38,54
|
3,62
|
40,88
|
|
59,94
|
10,21
|
61,46
|
3,5
|
59,12
|
|
100
|
9,96
|
100
|
3,55
|
100
|
4435/24
|
100
|
C. de tête
|
8,9
|
10,99
|
10,42
|
4,25
|
8,15
|
|
36,26
|
9,65
|
37,27
|
3,82
|
29,83
|
|
63,74
|
9,24
|
62,73
|
5,11
|
70,17
|
|
100
|
9,39
|
100
|
4,64
|
100
|
|

0 10 20 30 40 50
Rendement de récupération cuivre
(%)
Figure 13 - Courbes de teneurs en
cuivre en fonction du rendement de récupération à
différentes valeurs de la dose du DTP à 100 g/t PAX
5 15 25 35 45
Rendement de récupération
(%)
Figure 14 - Courbes de teneurs en
cobalt en fonction du rendement de récupération à
différentes valeurs de la dose du DTP à 100 g/t PAX
52
13
12
11
10
9
Teneur cuivre (%)
8
7
4,6
4,3
4
Teneur Cobalt (%)
3,7
3,4
25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
53
4.6.4 Analyse des résultats
Les meilleurs résultats d'association de ces deux
collecteurs sont tels que la qualité du concentré de tête
en cuivre est plus faible comparée à l'utilisation du PAX
(tableau 9, figure 14). La dépression du cobalt n'est pas
améliorée avec l'obtention des teneurs légèrement
supérieures (tableau 9, figure 15). Il s'en suit que ces deux
réactifs produisent des effets antagonistes et défavorables
à la flottation du cuivre.
La dose de 50 g/t de DTP conduit aux meilleures performances
métallurgiques pour le cuivre. Il a alors été produit dans
ces conditions, un concentré titrant en tête 11,58 %en cuivre avec
un rendement de récupération de 12,80 % cuivre; et en
ébauchage, 10,35 % en cuivre avec un rendement de
récupération de 39,03 % cuivre.
Les fortes et les faibles doses d'adjonction du DTP au PAX
par rapport à la dose optimale traduisent une diminution de la
sélectivité dans la collection des minéraux du cuivre en
tête. Le cuivre comme le cobalt sont fortement déprimés
à la dose de 25 g/t DTP.
4.7 Comparaison des résultats obtenus dans les
différentes conditions
4.7.1 Présentation des résultats
La comparaison des meilleurs résultats
métallurgiques obtenus lors des tests de flottation de
l'échantillon effectués avec le PAX, le DTP et leur association,
synthétisés dans le tableau 10 et donnés sur base des
figures 15 et 16, respectivement pour le cuivre et le cobalt, montre que la
substitution du PAX par le DTP ne conduit pas à l'amélioration de
la flottation du cuivre comme l'association de ces deux collecteurs. Ces
meilleurs résultats ont été obtenus aux essais 4435/7 pour
le PAX, 4435/20 pour le DTP et 4435/22 pour l'association.
54
Tableau 10 - Synthèse des
résultats métallurgiques de comparaison dans les
différents
conditions
N° Essai
|
Doses (g/t)
|
Fractions
|
% Poids
|
Cuivre
|
Cobalt
|
|
Rdt (%)
|
%
|
Rdt (%)
|
4435/7
|
100
PAX
|
C. de tête
|
10,96
|
16,90
|
19,88
|
3,41
|
9,22
|
|
35,88
|
11,25
|
43,32
|
3,52
|
31,19
|
|
64,12
|
8,24
|
56,68
|
4,35
|
68,81
|
|
100
|
9,32
|
100
|
4,05
|
100
|
4435/20
|
100
DTP
|
C. de tête
|
9,15
|
11,99
|
11,47
|
4,31
|
8,53
|
|
37,01
|
9,09
|
35,15
|
3,78
|
30,26
|
|
62,99
|
9,85
|
64,85
|
5,12
|
69,74
|
|
100
|
9,57
|
100
|
4,62
|
100
|
4435/22
|
50
DTP + 100
PAX
|
C. de tête
|
11,27
|
11,58
|
12,80
|
3,99
|
9,67
|
|
38,48
|
10,35
|
39,03
|
3,62
|
29,91
|
|
61,52
|
10,11
|
60,97
|
5,3
|
79,09
|
|
100
|
10,20
|
100
|
4,65
|
100
|
|

55
100 g/t PAX
50 g/t DTP + 100 g/t PAX 100 g/t DTP
18
17
16
15
14
13
12
11
Teneur Cuivre (%)
10
9
Figure 16 - Courbes de
comparaison de la flottation du cuivre en fonction des doses du PAX
et du DTP
8
10 15 20 25 30 35 40 45
Rendement de récupératiion Cuivre
(%)
Figure 15 - Courbes de comparaison
de la flottation du cuivre en fonction des doses du PAX
4,4
4,2
4
Teneur Cobalt (%)
3,8
3,6
3,4
3,2
et du DTP

100 g/t PAX
50 g/t DTP + 100 g/t PAX 100 g/t DTP
5 10 15 20 25 30 35
Rendement de récupération
Cobalt
56
4.7.2 Analyse des résultats
L'analyse du tableau 10 et des figures 15 et 16 renseigne que
:
· la substitution du PAX par le DTP comme leur
association ne sont pas susceptibles d'améliorer la flottabilité
du cuivre. Le cobalt par contre est relativement déprimé avec
l'utilisation du PAX ;
· la flottabilité du cobalt est sensiblement
améliorée avec le DTP qui conduit à une
dépréciation de la flottation du cuivre ;
· l'association de ces deux collecteurs conduit à
des performances intermédiaires ; et s'avère de ce fait moins
intéressante pour l'atteinte de l'objectif de l'étude.
Ainsi, le PAX et le DTP interagiraient pour donner un
composé qui aurait un effet dépressif sur le cuivre. L'option
d'associer ces des réactifs ne saurait être envisagée pour
flotter le cuivre et déprimer le cobalt. Pour ce faire, l'utilisation du
PAX comme seul collecteur serait indiquée.
4.8 Conclusion partielle des essais de flottation
Cette étude a été menée dans le
but d'entrevoir les conditions de séparation du cuivre et du cobalt
à partir d'un même concentré mixte cuprocobaltifère.
Les tests de flottation réalisés avec différents
réactifs dont particulièrement les types de collecteurs, ont
permis de mettre en évidence les conditions qui permettraient
d'envisager cette séparation, en favorisant le flottation du cuivre et
la dépression du cobalt. L'amyl xanthate de potassium et le
dithiophosphate DTP ont été les collecteurs utilisés.
Les meilleures conditions d'utilisation des réactifs
pouvant permettre cette séparation sont :
· 1000 g/t de sulfhydrate de sodium (NaHS) ;
· 100 g/t de l'amyl xanthate de potassium (PAX) ;
· 500 g/t du cyanure de sodium (NaCN) ;
· pH 11.
La substitution du PAX par le DTP n'a pas
amélioré la séparation. Avec ce réactif, les
meilleurs résultats de la flottation du cuivre ont été
obtenus à la dose de 100 g/t du dithiophosphate. La dépression du
cobalt a été entravée par cette substitution.
57
Les essais d'association de l'amyl xanthate de potassium et du
dithiophosphate ont montré qu'il n'a pas de synergie entre ces deux
collecteurs étant donné que la flottation du cuivre s'est
dépréciée par rapport au DTP. Les doses optimales
d'association du dithiophosphate à l'amyl xanthate de potassium ont
été respectivement de 50 et 100 g/t.
58
CHAPITRE V
CINETIQUE DE FLOTTATION DU CUIVRE ET DU COBALT
5.1Introduction
Dans le chapitre précédent, seule l'influence
des collecteurs a été jugée importante sur la
séparation du cuivre et du cobalt dans le concentré. C'est ainsi
que dans ce chapitre, les résultats des essais 4435/6 à 4435/10,
et essai 4435/17 à 4435/24 ont été exploités pour
déterminer les facteurs qui sont des indices du coefficient des vitesses
des minéraux de cuivre et de cobalt.
Cette détermination est obtenue par
l'établissement des droites de régression des vitesses initiales
en fonction des doses des collecteurs. Ces droites de régression quant
à elles nécessitent l'établissement des courbes
cinétiques. Ceci a été fait afin d'expliquer les
conditions de séparation retenues lors des essais de flottation.
5.2 Récupération du cuivre et du cobalt
au cours du temps
Les récupérations cumulées de chaque
espèce pour différents collecteurs en fonction du temps ont
été déterminées à partir des poids
cumulés du cuivre et du cobalt dans les fractions
récupérées. Les résultats sont donnés dans
les tableaux 11 et 12 et présentés sur les figures 18 à
23.
59
Tableau 11 - Récupérations de
cuivre à partir des collecteurs (g)
|
FRACTIONS
|
Essais avec PAX
|
Essais avec DTP
|
Essais d'association PAX + DTP
|
|
50 g/t
|
100 g/t
|
200 g/t
|
300
g/t
|
400 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100
g/t
|
|
A (1')
|
3,98
|
9,24
|
7,85
|
6,19
|
5,82
|
3,98
|
4,99
|
6,02
|
5,45
|
3,84
|
6,52
|
5,82
|
4,88
|
|
B (1')
|
3,1
|
4,31
|
3,68
|
4,23
|
3,99
|
2,99
|
4,08
|
3,45
|
3,98
|
2,81
|
5,21
|
4,12
|
4,08
|
|
A+B
|
7,08
|
13,55
|
11,53
|
10,41
|
9,81
|
6,97
|
9,07
|
9,47
|
9,43
|
6,65
|
11,73
|
9,94
|
8,96
|
|
C (1')
|
2,93
|
2,66
|
2,7
|
2,69
|
2,73
|
2,09
|
3,15
|
217
|
3,18
|
2,18
|
3,26
|
3,24
|
2,99
|
|
A+B+C
|
10,01
|
16,21
|
14,22
|
13,1
|
12,54
|
9,06
|
12,49
|
11,64
|
12,61
|
8,83
|
14,99
|
13,18
|
11,94
|
|
D (1')
|
2,13
|
2,06
|
2,65
|
2,18
|
2,16
|
1,77
|
2,17
|
2,06
|
2,36
|
1,78
|
2,56
|
3,14
|
2,75
|
|
A+B+C+D
|
12,14
|
18,26
|
16,88
|
15,27
|
14,7
|
10,87
|
14,4
|
13,71
|
14,97
|
10,61
|
17,55
|
16,31
|
14,7
|
|
E (1')
|
1,8
|
1,9
|
2
|
2
|
1,9
|
1,4
|
1,8
|
1,9
|
1,7
|
2
|
2,3
|
2,8
|
2,7
|
|
A+B+C+D+E
|
13,98
|
20,13
|
18,87
|
17,27
|
16,63
|
12,22
|
16,18
|
15,6
|
16,7
|
12,63
|
19,88
|
19,13
|
17,44
|
60
Tableau 12 - Récupérations du
cobalt à partir des collecteurs (g)
|
FRACTIONS
|
Essais avec PAX
|
Essais avec DTP
|
Essais d'association PAX + DTP
|
|
50 g/t
|
100 g/t
|
200 g/t
|
300
g/t
|
400 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
|
A (1')
|
1,69
|
1,86
|
2,06
|
2,39
|
2,65
|
1,81
|
2,2
|
2,46
|
1,96
|
1,67
|
2,25
|
2,56
|
1,89
|
|
B (1')
|
1,33
|
1,27
|
1,28
|
1,71
|
1,78
|
1,29
|
1,77
|
1,66
|
1,61
|
1,26
|
1,72
|
1,51
|
1,68
|
|
A+B
|
3,02
|
3,13
|
3,54
|
4,1
|
4,43
|
3,1
|
3,98
|
4,12
|
3,57
|
2,93
|
3,96
|
4,07
|
3,57
|
|
C (1')
|
1,26
|
1,18
|
1,2
|
1,18
|
1,27
|
1,09
|
1,38
|
1,07
|
1,36
|
1,03
|
1,17
|
1,27
|
1,38
|
|
A+B+C
|
4,28
|
4,31
|
4,54
|
5,28
|
5,7
|
4,19
|
5,35
|
5,19
|
4,93
|
3,96
|
5,14
|
5,34
|
4,94
|
|
D (1')
|
1,06
|
1,01
|
1,18
|
1,01
|
0,99
|
1,02
|
1,05
|
1,02
|
1,03
|
0,88
|
0,96
|
1,07
|
0,99
|
|
A+B+C+D
|
5,33
|
5,32
|
5,72
|
6,29
|
6,69
|
5,2
|
6,4
|
6,21
|
5,96
|
4,84
|
6,1
|
6,41
|
5,94
|
|
E (1')
|
0,93
|
0,99
|
1,05
|
0,99
|
0,95
|
0,9
|
0,97
|
0,9
|
0,99
|
0,82
|
0,85
|
0,82
|
0,96
|
|
A+B+C+D+E
|
6,27
|
6,3
|
6,77
|
7,29
|
7,64
|
6,11
|
7,37
|
7,11
|
6,95
|
5,66
|
6,95
|
7,23
|
6,9
|
Récupération cumulé cuivre
(g)
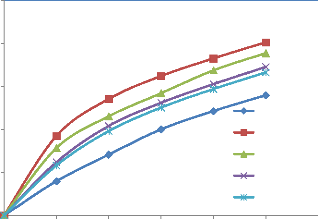
50 g/t PAX 100 g/t PAX 200 g/t PAX 300 g/t PAX 400 g/t PAX
61
25 20 15 10 5 0
Figure 18 -
Récupération Cumulée du cuivre au cours
du temps avec le DTP
0 1 2 3 4 5 6
Temps (minutes)
Figure 17 -
Récupération Cumulée du cuivre au cours
du temps avec le PAX

Récupération cumulée cuivre
(g)
25
20
15
10
0
5
25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
0 1 2 3 4 5 6
Temps (minutes)
25
20
15
10
5
Récupération cumulée cuivre
(g)
0

25 g/t PAX+ 100 g/t DTP 50 g/t PAX+ 100 g/t DTP 75 g/t PAX+
100 g/t DTP 100 g/t PAX+ 100 g/t DTP
62
Figure 20 -
Récupération Cumulée du cobalt au cours
du temps avec le PAX
0 1 2 3 4 5 6
Temps (minutes)
Figure 19 -
Récupération Cumulée du cuivre au cours
du temps avec les essais d'association

Récupération cumulée cobalt
(g)
4
9
8
0
7
6
5
3
2
1
50 g/t PAX 100 g/t PAX 200 g/t PAX 300 g/t PAX 400 g/t PAX
0 1 2 3 4 5 6
Temps (minutes)
9
8
7
6
5
4
3
2
Récupération cumulée cobalt
(g)
1
0

25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
63
Figure 22 -
Récupération Cumulée du cobalt au cours
du temps avec les essais d'association
0 1 2 3 4 5 6
Temps (minutes)
Figure 21 -
Récupération Cumulée du cobalt au cours
du temps avec le DTP

Récupération cumulée cobalt
(g)
4
9
8
0
7
6
5
3
2
1
25 g/t PAX+ 100 g/t DTP 50 g/t PAX+ 100 g/t DTP 75 g/t PAX+
100 g/t DTP 100 g/t PAX+ 100 g/t DTP
0 1 2 3 4 5 6
Temps (minutes)
64
L'allure parabolique des courbes des figures 18 à 23
montre que la récupération des espèces
étudiées (cuivre et cobalt) augmente en fonction de
l'évolution du temps de flottation et ne tend pas vers un palier,
c'est-à-dire que plus le temps de flottation augmente, plus le poids
cumulé récupéré du cuivre et du cobalt augmente.
Ceci montre clairement que les poids cumulés finals du cobalt sont
faibles avec des valeurs inférieures à 8 g par rapport aux poids
cumulé du cuivre qui offrent des valeurs supérieures à 10
g.
5.3 Récupération au cours du temps
Pour comparer les résultats obtenus avec
différents collecteurs, chaque courbe de récupération
cumulée sera transformée en une valeur qui représente la
performance du collecteur en termes de récupération du cuivre
et/ou du cobalt.
Ceci a été fait en divisant le poids de chaque
fraction par le temps de flottation par rapport à la courbe de
récupération cumulée des espèces en fonction du
temps à différents intervalles de temps (0-1, 1-2, 2-3, 3-4, 4-5
minute) et en rapportant la valeur obtenue au point milieu de chaque intervalle
de temps pour représenter toute la classe.
Les tableaux 13 et 14 reprennent respectivement les valeurs
des vitesses de récupération du cuivre et du cobalt pour
différents collecteurs aux différentes doses et les figures 23
à 28 en sont des illustrations.
65
Tableau 13 - Vitesses de
récupération de cuivre des collecteurs (g/min)
|
Intervalle
de temps
|
Essais avec PAX
|
Essais avec DTP
|
Essais d'association PAX + DTP
|
|
50 g/t
|
100 g/t
|
200 g/t
|
300 g/t
|
400 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
|
0-1
|
3,98
|
9,24
|
7,85
|
6,19
|
5,82
|
3,98
|
4,99
|
6,02
|
5,45
|
3,84
|
6,52
|
5,82
|
4,88
|
|
1-2
|
3,1
|
4,31
|
3,68
|
4,23
|
3,99
|
2,99
|
4,08
|
3,45
|
3,98
|
2,81
|
5,21
|
4,12
|
4,08
|
|
2-3
|
2,93
|
2,66
|
2,7
|
2,69
|
2,73
|
2,09
|
3,15
|
2,17
|
3,18
|
2,18
|
3,26
|
3,24
|
2,99
|
|
3-4
|
2,13
|
2,06
|
2,65
|
2,18
|
2,16
|
1,77
|
2,17
|
2,06
|
2,36
|
1,78
|
2,56
|
3,14
|
2,75
|
|
4-5
|
1,8
|
1,9
|
2
|
2
|
1,9
|
1,4
|
1,8
|
1,9
|
1,7
|
2
|
2,3
|
2,8
|
2,7
|
Tableau 14 - Vitesses de
récupération de cobalt des collecteurs (g/min)
|
Intervalle
de temps
|
Essais avec PAX
|
Essais avec DTP
|
Essais de synergie PAX + DTP
|
|
50 g/t
|
100 g/t
|
200 g/t
|
300 g/t
|
400 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
25 g/t
|
50 g/t
|
75 g/t
|
100 g/t
|
|
0-1
|
1,69
|
1,86
|
2,06
|
2,39
|
2,65
|
1,81
|
2,2
|
2,46
|
1,96
|
1,67
|
2,25
|
2,56
|
1,89
|
|
0-2
|
1,33
|
1,27
|
1,28
|
1,71
|
1,78
|
1,29
|
1,77
|
1,66
|
1,61
|
1,26
|
1,72
|
1,51
|
1,68
|
|
0-3
|
1,26
|
1,18
|
1,2
|
1,18
|
1,27
|
1,09
|
1,38
|
1,07
|
1,36
|
1,03
|
1,17
|
1,27
|
1,38
|
|
0-4
|
1,06
|
1,01
|
1,18
|
1,01
|
0,99
|
1,02
|
1,05
|
1,02
|
1,03
|
0,88
|
0,96
|
1,07
|
0,99
|
|
0-5
|
0,93
|
0,99
|
1,05
|
0,99
|
0,95
|
0,9
|
0,97
|
0,9
|
0,99
|
0,82
|
0,85
|
0,82
|
0,96
|
|
50 g/t PAX 100 g/t PAX 200 g/t PAX 300 g/t PAX 400 g/t PAX
|
66
12
10
8
6
4
2
Vitesse de récupération cuivre
(g/min)
0
Figure 24 -Vitesses de
récupération du cuivre au cours du temps avec le DTP
0 1 2 3 4 5
Temps (minutes)
12
11
10
9
8
7
6
5
4
3
2
Vitesse de récupération cuivre
(g/min)
1
0
Figure 24 -Vitesses de
récupération du cuivre au cours du temps avec le PAX

25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP

0 1 2 3 4 5
Temps (minutes)

0 1 2 3 4 5
Temps (minutes)
Figure 25 -Vitesses de
récupération du cuivre au cours du temps avec les essais
d'association
0 1 2 3 4 5
Temps (minutes)
Figure 26 -Vitesses de
récupération du cobalt au cours du temps avec le DTP
67
12
10
8
6
4
2
Vitesse de récupération cuivre
(g/min)
0
3
2,5
2
1,5
1
Vitesse de récupération cobalt
(g/min)
0,5
0
25 g/t PAX+ 100 g/t DTP 50 g/t PAX+ 100 g/t DTP 75 g/t PAX+
100 g/t DTP 100 g/t PAX+ 100 g/t DTP
50 g/t PAX 100 g/t PAX 200 g/t PAX 300 g/t PAX 400 g/t PAX

0 1 2 3 4 5
Temps (minutes)
Figure 27 -Vitesses de
récupération du cobalt au cours du temps avec le DTP
0 1 2 3 4 5
Temps (minutes)
Figure 28 -Vitesses de
récupération du cobalt au cours du temps dans les essais
d'association
68
3
2,5
2
1,5
1
Vitesse de récupération Cobalt
(g/min)
0,5
3
2,5
2
1,5
1
Vitesse de récupération cobalt
(g/min)
0,5
0
25 g/t DTP 50 g/t DTP 75 g/t DTP 100 g/t DTP
25 g/t PAX+ 100 g/t DTP 50 g/t PAX+ 100 g/t DTP 75 g/t PAX+
100 g/t DTP 100 g/t PAX+ 100 g/t DTP
69
L'allure asymptotique des courbes des figures 23 à 28
montre que la vitesse de flottation des espèces diminue avec
l'augmentation du temps de flottation. Cette diminution peut être
expliquée par le fait que plus on récupère les fractions
dans le concentré au début de la flottation, plus la
quantité de matière diminue, ce qui traduit la diminution de la
vitesse à la fin de l'opération de flottation.
5.4 Vitesses initiales de flottation
L'extrapolation de chaque courbe des figures 23 à 28 au
temps zéro donne des valeurs des vitesses initiales de
récupération du cuivre et du cobalt pour l'étude
comparative de chaque collecteur étudié. Les différentes
vitesses initiales trouvées pour les trois collecteurs sont reprises
dans les tableaux 15 et 16.
Tableau 15 - Vitesses initiales de
récupération du cuivre
|
Cuivre
|
Doses
|
Equations
|
R2
|
Vitesses initiale
|
|
PAX
|
50
|
y = 0,033x2 - 0,700x + 4,263
|
0,969
|
4,263
|
|
100
|
y = 0,756x2 - 5,475x + 11,48
|
0,977
|
11,48
|
|
200
|
y = 0,569x2 - 4,119x + 9,378
|
0,934
|
9,378
|
|
300
|
y = 0,327x2 - 2,682x + 7,458
|
0,998
|
7,458
|
|
400
|
y = 0,273x2 - 2,334x + 6,900
|
0,999
|
6,900
|
|
DTP
|
25
|
y = 0,13x2 - 1,288x + 4,593
|
0,995
|
4,593
|
|
50
|
y = 0,073x2 - 1,196x + 5,623
|
0,993
|
5,623
|
|
75
|
y = 0,427x2 - 3,102x + 7,345
|
0,983
|
7,345
|
|
100
|
y = 0,114x2 - 1,483x + 6,099
|
0,995
|
6,099
|
|
DTP + PAX
|
25
|
y = 0,195x2 - 1,446x + 4,528
|
0,996
|
4,528
|
|
50
|
y = 0,239x2 - 2,305x + 7,759
|
0,983
|
7,759
|
|
75
|
y = 0,25x2 - 1,952x + 6,641
|
0,978
|
6,641
|
|
100
|
y = 0,167x2 - 1,408x + 5,615
|
0,981
|
5,615
|
70
Tableau 16 - Vitesses initiales de
récupération du cobalt
|
Cobalt
|
Doses
|
Equations
|
R2
|
Vitesses initiale
|
|
PAX
|
50
|
y = 0,023x2 - 0,296x + 1,801
|
0,969
|
1,801
|
|
100
|
y = 0,075x2 - 0,578x + 2,083
|
0,956
|
2,8083
|
|
200
|
y = 0,097x2 - 0,697x + 2,296
|
0,894
|
2,296
|
|
300
|
y = 0,12x2 - 0,95x + 2,841
|
0,998
|
2,841
|
|
400
|
y = 0,135x2 - 1,094x + 3,149
|
0,999
|
3,149
|
|
DTP
|
25
|
y = 0,066x2 - 0,541x + 2,026
|
0,973
|
2,026
|
|
50
|
y = 0,054x2 - 0,549x + 2,499
|
0,995
|
2,499
|
|
75
|
y = 0,135x2 - 1,054x + 2,938
|
0,987
|
2,938
|
|
100
|
y = 0,038x2 - 0,444x + 2,183
|
0,988
|
2,183
|
|
DTP + PAX
|
25
|
y = 0,055x2 - 0,486x + 1,888
|
0,997
|
1,888
|
|
50
|
y = 0,084x2 - 0,777x + 2,638
|
0,995
|
2,638
|
|
75
|
y = 0,117x2 - 0,977x + 2,923
|
0,955
|
2,923
|
|
100
|
y = 0,019x2 - 0,351x + 2,099
|
0,965
|
2,099
|
5.5 Indices de coefficient de vitesse
Les pentes des chacune de droites de vitesses initiales
reprises dans le tableau 17 sont des indices de coefficient de vitesse de
récupération du cuivre et du cobalt pour chaque collecteur.
10
8
6
4
Vitesses initiales (g/min)
14
12
Cuivre
Cobalt
y = -0,0157x + 12,72 R2 = 0,9485
y = 0,0038x + 1,6314 R2 = 0,9842
Figure 29 -Vitesses initiales de
récupération du cuivre et du cobalt en fonction des doses
du
PAX
2
0
10 110 210 310 410 510
Doses ( g/t)
71

Cuivre Cobalt
y = 0,025x + 4,3552 R2 = 0,4977
y = 0,0036x + 2,1847 R2 = 0,0853
|
Vitesses initiales (g/t)
|
8 7 6 5 4 3 2 1
|
0
20 40 60 80 100
Doses (g/t)
Figure 30 -Vitesses initiales de
récupération du cuivre et du cobalt en fonction des doses
du
DTP
|
9
|
|
|
|
|
|
|
|
|
|
|
|
|
8
7
|
|
Cuivre
Cobalt
|
|
|
|
|
Vitesses initiales (g/min)
|
6 5 4 3
|
|
|
y = 0,0086x + 5,6001
R2 = 0,04
|
|
|
|
2
1
0
|
|
|
|
y = 0,0037x + 2,1582 R2 = 0,0617
|
|
Figure 31 - Vitesses initiales de
récupération du cuivre et du cobalt en fonction des doses
du
DTP+PAX
20 40 60 80 100
Doses (g/t)
72
Tableau 17 - Indices de coefficient de
Vitesse
|
Collecteurs
|
Constantes cinétiques de récupération
|
|
Cuivre
|
Cobalt
|
|
PAX
|
-0,0157
|
0,0038
|
|
DTP
|
0,025
|
0,0036
|
|
DTP + PAX
|
0,0086
|
0,0037
|
La comparaison des indices des coefficients de vitesse de
récupération du cuivre et du cobalt avec chaque collecteur pris
individuellement, et leur mélange permet de dire que les essais
d'associations sont moins susceptibles d'assurer la séparation
recherchée, au regard de la figure 31 qui montrent des droites de
régression linéaire parallèles, et par conséquent
les espèces minérales flotteraient à la même
vitesse.
Les droites relatives au DTP de la figure 30 se
caractérisent par un léger écart pouvant permettre la
séparation recherchée mais avec des performances peu
appréciables au regard des constantes cinétiques obtenues.
La situation s'inverse pour le cuivre à la figure 30
sur laquelle les pentes du cuivre et du cobalt sont telles que leurs vitesses
de flottation sont nettement différentes pouvant permettre leur
séparation. La différence des vitesses de flottation se traduit
par les constantes cinétiques obtenues.
Il ressort de ce qui précède que la
séparation du cuivre et du cobalt peut être envisagée avec
l'utilisation du PAX comme collecteur. Il permet d'assurer des vitesses de
flottation différentes pour leurs espèces minérales. En
effet, il y a lieu d'exploiter cette caractéristique pour produire deux
concentrés respectivement riches en cuivre et cobalt.
73
CONCLUSION GENERALE
L'objectif poursuivi dans ce travail était d'entrevoir
une séparation du cuivre et du cobalt, contenus dans un même
concentré mixte, et de comparer du point de vue performances
métallurgiques et cinétique, les réactifs collecteurs
utilisés, en l'occurrence l'amyl xanthate de potassium, et le DTP, dans
la flottation d'un concentré mixte oxyde - sulfure
étudié.
Pour y parvenir, nous nous sommes proposé de favoriser
la flottation du cuivre et favoriser la dépression du cobalt qui restera
concentré dans le rejet à l'aide du cyanure de sodium, tout en
prévoyant d'évaluer l'impact qu'aurait la variation du pH sur
cette séparation, d'étudier l'influence du sulfurant en
présence du cyanure de sodium sur la récupération du
cuivre, d'étudier la dépression du cobalt par variation des doses
du cyanure de sodium, d'évaluer l'influence de la substitution du PAX
par le DTP sur la récupération du cuivre, d'étudier
l'impact d'association du PAX et du dithiophosphate sur la séparation,
et enfin, d'expliquer les résultats obtenus lors des essais par une
étude cinétique.
Les tests de flottation réalisés avec
différents réactifs dont particulièrement les types de
collecteurs, ont permis de mettre en évidence les conditions qui
permettraient d'envisager cette séparation, en favorisant le flottation
du cuivre et la dépression du cobalt. L'amyl xanthate de potassium et le
dithiophosphate DTP ont été les collecteurs utilisés.
Les meilleures conditions d'utilisation des réactifs
pouvant permettre cette séparation sont :
? 1000 g/t de sulfhydrate de sodium (NaHS) ;
? 100 g/t de l'amyl xanthate de potassium (PAX) ; ? 500 g/t du
cyanure de sodium (NaCN) ;
? pH 11.
La substitution du PAX par le DTP n'a pas
amélioré la séparation. Avec ce réactif, les
meilleurs résultats de la flottation du cuivre ont été
obtenus à la dose de 100 g/t du dithiophosphate. La dépression du
cobalt a été entravée par cette substitution.
Les essais d'association de l'amyl xanthate de potassium et du
dithiophosphate ont montré qu'il n'y a pas de synergie entre ces deux
collecteurs étant donné que la flottation du cuivre s'est
dépréciée par rapport au DTP. Les doses optimales
d'association du dithiophosphate à l'amyl xanthate de potassium ont
été respectivement de 50 et 100 g/t.
74
Une étude cinétique a été
menée par exploitation des facteurs qui sont des indices du coefficient
des vitesses des minéraux de cuivre et de cobalt obtenus par
l'établissement des droites de régression des vitesses initiales
en fonction des doses des collecteurs, et a permis de constater que :
? pour le cas du PAX, les indices du cuivre et du cobalt sont
telles que leurs vitesses de flottation sont nettement différentes
pouvant permettre leur séparation. La différence des vitesses de
flottation se traduit par les constantes cinétiques obtenues ;
? les droites relatives au DTP se caractérisent par un
léger écart pouvant permettre la séparation
recherchée mais avec des performances peu appréciables au regard
des constantes cinétiques obtenues ;
? les essais d'associations sont moins susceptibles d'assurer
la séparation recherchée, au regard de la figure correspondante
qui montrent des droites régression linéaire parallèles,
et par conséquent les espèces minérales flotteraient
à la même vitesse ;
Il ressort de ce qui précède que la
séparation du cuivre et du cobalt peut être envisagée avec
l'utilisation du PAX comme collecteur. Il permet d'assurer des vitesses de
flottation différentes pour leurs espèces minérales. En
effet, il y a lieu d'exploiter cette caractéristique pour produire deux
concentrés respectivement riches en cuivre et cobalt.
Pour ce qui est de ce travail, l'objectif n'a pas
été atteint, du fait qu'on a travaillé sur un
concentré mixte, et il nous a été difficile de
déterminer la part de flottabilité de chaque espèce.
Cependant, ce travail a permis de donner les conditions dans lesquelles cette
séparation pouvait être envisagée.
Ainsi, nous recommandons aux futurs chercheurs de travailler
sur des concentrés de même nature, c'est-à-dire, soit des
oxydés, soit des sulfurés et séparer le cuivre du cobalt
avec les réactifs qui ont été utilisé dans ce
travail, de faire également un choix judicieux des réactifs
activateurs ou déprimant d'un minéral particulier. Si le cyanure
sera utilisé come déprimant du cobalt, essayer de l'utiliser
à des faibles doses pour n'est pas déprimer à la
même occasion les minéraux de cuivre. Pour ceux qui travailleront
avec des minéraux sulfurés, envisager de flotter le cobalt
à des pH acides, et tenter d'utiliser le sulphate de cuivre comme
activateur. Entrevoir également une étude du temps de
flottation.
Kalenga Ngoy Mwana ,2012 ; Cours de préparation de
minerais ; Fac. Polytechnique UNILU, Lubumbashi RDC. Inédit.
75
REFERENCES BIBLIOGRAPHIQUES
A Blackburn, D. et Bergeron, M. 1999 ; Protocole
d'évaluation de la traitabilité des sédiments, des sols et
des boues à l'aide des technologies minéralurgiques,
Ministère des Travaux publics et Services gouvernementaux du Canada,
Sainte-Foy.
Barry A. Wills, Tim Napier-Munn, 2005, Mineral processing
technology, Elsiever science and technology books, 7th edition, p.p.
267-300.
Blazy, 1970 ; La valorisation des minerais, Presse
universitaire de France, Paris, p. 416
Blazy et Jdid (E.-A.) ; 09-2000 - Flottation : aspects
pratiques. Traité Génie des procédés. [J 3
360] ; Techniques de l'ingénieur.
Ek, C. et Masson. A, 1973 ; Cours de minéralurgie et
préparation des minerais, Edition Derroux, Liège.
Davorin M.I. Dobrovic, 1986; chief Metallurgical engineer,
Mining Chemicals Handbook Page 94
Evrard et Van Liedre, 2006 ; Préparation des
minerais, Fac des Sciences Appliquées, Université Catholique
de Louvain.
HUANG Zhujun, 2009 ; Efficacité de Capture dans les
Procédés de Flottation ; institut national des sciences
appliquées de Toulouse ; thèse de doctorat.
H. HAVRE, 1962, Préparation mécanique et
concentration des minerais par flottation et sur les liqueurs denses,
Librairie Ch.beranger, Paris.
François Turgeon., Optimisation d'un
procédé de flottation en colonne à des fins
environnementales pour la récupération des particules fines et
ultrafines de chalcopyrite ; Université de Québec, INRS
Géo - Ressources. Inédit.
76
Kanda Tumba Jean Marie., 2012 Etude de flottabilité
de la malachite à l'aide de l'Amyl xanthate de potassium et des acides
gras, thèse de doctorat, Université de
Liège.
Kelly et Spottiswood. 1982, Introduction to
Mineral processing, New York: John Willey et Sons.
Shengo Lutandula Michel., 2013 ; Etude de recyclage de
l'eau résiduaire des minerais oxydés Cuprocobaltifères du
gisement de Luiswishi, thèse de Doctorat, Université de
Liège.
T.A. Rickard, 1921, Concentration by flotation, New
York: Springr-Verlag.
URL -1
http://www.flottec.com
(Visité 07/09/2015) URL -2
http://www.alibaba.com
(Visité 08/09/2015) URL -3
http://www.chemblink.com
(Visité 08/09/2015). URL - 4 http: //
www.aotongchem.com
(Visité le 09/09/2015) URL - 5 http: //
www.danafloat.com (Visité
le 10/10/2015)
77
Annexe A- influence de la variation du pH
Annexe A1 - Résultats détaillés
obtenus à pH 8
|
4435/1
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
PAX
|
G 41
|
|
A
|
1'
|
51,59
|
10,43
|
6,06
|
3,13
|
6,82
|
4,18
|
2,16
|
9,54
|
1000
|
100
|
20
|
|
B
|
1'
|
45,07
|
9,11
|
6,62
|
2,98
|
6,51
|
3,69
|
1,66
|
7,35
|
|
|
|
|
|
96,66
|
19,54
|
6,32
|
6,11
|
13,33
|
3,95
|
3,82
|
16,89
|
|
|
|
|
C
|
1'
|
30,7
|
6,20
|
6,76
|
2,08
|
4,53
|
3,56
|
1,09
|
4,83
|
|
|
|
|
|
127,36
|
25,74
|
6,43
|
8,19
|
17,86
|
3,86
|
4,91
|
21,72
|
|
|
|
|
D
|
1'
|
27,76
|
5,61
|
6,95
|
1,93
|
4,21
|
3,53
|
0,98
|
4,33
|
|
|
|
|
|
155,12
|
31,35
|
6,52
|
10,11
|
22,07
|
3,80
|
5,89
|
26,05
|
|
|
|
|
E
|
1'
|
21,88
|
4,42
|
6,68
|
1,5
|
3,19
|
3,52
|
0,77
|
3,41
|
|
|
|
|
|
177
|
35,77
|
6,54
|
11,58
|
25,26
|
3,76
|
6,66
|
29,46
|
|
|
|
|
Rejet
|
|
317,79
|
64,23
|
10,78
|
34,26
|
74,74
|
5,02
|
15,95
|
70,54
|
|
|
|
|
Alim
|
|
494,79
|
100
|
9,26
|
45,83
|
100
|
4,57
|
22,62
|
100
|
1000
|
100
|
20
|
78
Annexe A2 - Résultats
détaillés obtenus à pH 9
|
4435/2
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
PAX
|
G 41
|
|
A
|
1'
|
49,46
|
10,01
|
8,81
|
4,36
|
9,54
|
4,18
|
2,07
|
8,99
|
1000
|
100
|
20
|
|
B
|
1'
|
37,81
|
7,65
|
9,13
|
3,45
|
7,56
|
3,95
|
1,49
|
6,49
|
|
|
|
|
|
87,27
|
17,66
|
8,95
|
7,81
|
17,10
|
4,08
|
3,56
|
15,48
|
|
|
|
|
C
|
1'
|
31,93
|
6,46
|
8,69
|
2,77
|
6,08
|
3,88
|
1,24
|
5,39
|
|
|
|
|
|
119,2
|
24,12
|
8,88
|
10,58
|
23,17
|
4,03
|
4,80
|
20,87
|
|
|
|
|
D
|
1'
|
28,08
|
5,68
|
8,42
|
2,36
|
5,18
|
3,86
|
1,08
|
4,71
|
|
|
|
|
|
147,28
|
29,80
|
8,79
|
12,95
|
28,35
|
3,99
|
5,88
|
25,58
|
|
|
|
|
E
|
1'
|
23,39
|
4,73
|
7,68
|
1,8
|
3,93
|
3,76
|
0,88
|
3,82
|
|
|
|
|
|
170,67
|
34,54
|
8,64
|
14,74
|
32,28
|
3,96
|
6,76
|
29,40
|
|
|
|
|
Rejet
|
|
323,5
|
65,46
|
9,56
|
30,93
|
67,72
|
5,02
|
16,24
|
70,60
|
|
|
|
|
Alim
|
|
494,17
|
100
|
9,24
|
45,67
|
100
|
4,65
|
23,00
|
100
|
1000
|
100
|
20
|
79
Annexe A3 - Résultats
détaillés obtenus à pH 10
|
4435/3
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
PAX
|
G 41
|
|
A
|
1'
|
54,54
|
10,92
|
9,95
|
5,43
|
11,38
|
3,96
|
2,16
|
11,34
|
1000
|
100
|
20
|
|
B
|
1'
|
33,53
|
6,71
|
8,8
|
2,95
|
6,19
|
3,73
|
1,25
|
6,57
|
|
|
|
|
|
88,07
|
17,63
|
9,51
|
8,38
|
17,57
|
3,87
|
3,41
|
17,91
|
|
|
|
|
C
|
1'
|
25,7
|
5,14
|
8,69
|
2,23
|
4,68
|
3,75
|
0,96
|
5,06
|
|
|
|
|
|
113,77
|
22,77
|
9,33
|
10,61
|
22,25
|
3,84
|
4,37
|
22,97
|
|
|
|
|
D
|
1'
|
24,99
|
5,00
|
8,03
|
2,01
|
4,21
|
3,7
|
0,92
|
4,86
|
|
|
|
|
|
138,76
|
27,78
|
9,09
|
12,62
|
26,46
|
3,82
|
5,30
|
27,82
|
|
|
|
|
E
|
1'
|
20,08
|
4,02
|
8,5
|
1,7
|
3,58
|
3,8
|
0,76
|
4,01
|
|
|
|
|
|
158,84
|
31,79
|
9,02
|
14,32
|
30,04
|
3,82
|
6,06
|
31,83
|
|
|
|
|
Rejet
|
|
340,74
|
68,21
|
9,79
|
33,36
|
69,96
|
3,81
|
12,98
|
68,17
|
|
|
|
|
Alim
|
|
499,58
|
100
|
9,54
|
47,68
|
100
|
3,81
|
19,04
|
100
|
1000
|
100
|
20
|
80
Annexe A4 - Résultats
détaillés obtenus à pH 11
|
4435/4
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
PAX
|
DTP
|
|
A
|
1'
|
53,45
|
10,70
|
12,45
|
6,65
|
14,69
|
3,55
|
1,90
|
8,91
|
1000
|
100
|
20
|
|
B
|
1'
|
36,01
|
7,21
|
9,13
|
3,29
|
7,26
|
3,35
|
1,21
|
5,67
|
|
|
|
|
|
89,46
|
17,90
|
11,11
|
9,94
|
21,95
|
3,47
|
3,10
|
14,58
|
|
|
|
|
C
|
1'
|
34,3
|
6,86
|
9,22
|
3,16
|
6,98
|
4,01
|
1,38
|
6,46
|
|
|
|
|
|
123,76
|
24,77
|
10,59
|
13,10
|
28,93
|
3,62
|
4,48
|
21,04
|
|
|
|
|
D
|
1'
|
28,88
|
5,78
|
8,11
|
2,34
|
5,17
|
3,71
|
1,07
|
5,03
|
|
|
|
|
|
152,64
|
30,55
|
10,12
|
15,45
|
34,10
|
3,64
|
5,55
|
26,07
|
|
|
|
|
E
|
1'
|
24,45
|
4,89
|
7,83
|
1,9
|
4,23
|
3,83
|
0,94
|
4,40
|
|
|
|
|
|
177,09
|
35,44
|
9,80
|
17,36
|
38,33
|
3,66
|
6,49
|
30,47
|
|
|
|
|
Rejet
|
|
322,56
|
64,56
|
8,66
|
27,93
|
61,67
|
4,59
|
14,81
|
69,53
|
|
|
|
|
Alim
|
|
499,65
|
100
|
9,07
|
45,29
|
100
|
4,26
|
21,29
|
100
|
1000
|
100
|
20
|
81
Annexe A5- Résultats
détaillés obtenus à pH 12
|
4435/5
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
PAX
|
G 41
|
|
A
|
1'
|
47,48
|
9,50
|
10,41
|
4,94
|
13,26
|
3,25
|
1,54
|
8,46
|
1000
|
100
|
20
|
|
B
|
1'
|
27,37
|
5,48
|
9,41
|
2,58
|
6,91
|
3,21
|
0,88
|
4,81
|
|
|
|
|
|
74,85
|
14,98
|
10,04
|
7,52
|
20,17
|
3,24
|
2,42
|
13,27
|
|
|
|
|
C
|
1'
|
25,37
|
5,08
|
8,82
|
2,24
|
6,00
|
3,36
|
0,85
|
4,67
|
|
|
|
|
|
100,22
|
20,05
|
9,73
|
9,76
|
26,17
|
3,27
|
3,27
|
17,94
|
|
|
|
|
D
|
1'
|
26,87
|
5,38
|
8,15
|
2,19
|
5,87
|
3,39
|
0,91
|
4,99
|
|
|
|
|
|
127,09
|
25,43
|
9,40
|
11,95
|
32,05
|
3,29
|
4,19
|
22,94
|
|
|
|
|
E
|
1'
|
21,59
|
4,32
|
7,07
|
1,5
|
4,09
|
3,17
|
0,68
|
3,75
|
|
|
|
|
|
148,68
|
29,75
|
9,06
|
13,47
|
36,14
|
3,28
|
4,87
|
26,69
|
|
|
|
|
Rejet
|
|
351,11
|
70,25
|
6,78
|
23,81
|
63,86
|
3,81
|
13,38
|
73,31
|
|
|
|
|
Alim
|
|
499,79
|
100
|
7,46
|
37,28
|
100
|
3,65
|
18,25
|
100
|
1000
|
100
|
20
|
82
Annexe B - Influence de la dose de sulfhydrate de
sodium (NaHS) et de l'amyl xanthate de potassium (KAX)
Annexe B1 - Résultats détaillés
obtenus avec la dose de 500 g/t de NaHS et 50 g/t de KAX
|
4435/6
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
44,7
|
8,96
|
8,9
|
3,98
|
8,23
|
3,77
|
1,69
|
7,35
|
500
|
500
|
50
|
20
|
|
B
|
1'
|
32,44
|
6,50
|
9,56
|
3,10
|
6,42
|
4,1
|
1,33
|
5,80
|
|
|
|
|
|
|
77,14
|
15,47
|
9,18
|
7,08
|
14,65
|
3,91
|
3,02
|
13,16
|
|
|
|
|
|
C
|
1'
|
32,15
|
6,45
|
9,1
|
2,93
|
6,05
|
3,92
|
1,26
|
5,50
|
|
|
|
|
|
|
109,29
|
21,91
|
9,15
|
10,01
|
20,70
|
3,91
|
4,28
|
18,66
|
|
|
|
|
|
D
|
1'
|
25,63
|
5,14
|
8,33
|
2,13
|
4,42
|
4,12
|
1,06
|
4,61
|
|
|
|
|
|
|
134,92
|
27,05
|
9,00
|
12,14
|
25,11
|
3,95
|
5,33
|
23,26
|
|
|
|
|
|
E
|
1'
|
22,55
|
4,52
|
8,15
|
1,8
|
3,80
|
4,14
|
0,93
|
4,07
|
|
|
|
|
|
|
157,47
|
31,58
|
8,88
|
13,98
|
28,92
|
3,98
|
6,27
|
27,34
|
|
|
|
|
|
Rejet
|
|
341,24
|
68,42
|
10,07
|
34,36
|
71,08
|
4,88
|
16,65
|
72,66
|
|
|
|
|
|
Alim
|
|
498,71
|
100
|
9,69
|
48,34
|
100
|
4,60
|
22,92
|
100
|
500
|
500
|
50
|
20
|
83
Annexe B2 - Résultats
détaillés obtenus avec la dose de 1000 g/t de NaHS et 100 g/t de
KAX
|
4435/7
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
54,67
|
10,96
|
16,9
|
9,24
|
19,88
|
3,41
|
1,86
|
9,22
|
1000
|
500
|
100
|
20
|
|
B
|
1'
|
39,46
|
7,91
|
10,92
|
4,31
|
9,27
|
3,21
|
1,27
|
6,27
|
|
|
|
|
|
|
94,13
|
18,88
|
14,39
|
13,55
|
29,15
|
3,33
|
3,13
|
15,49
|
|
|
|
|
|
C
|
1'
|
31,55
|
6,33
|
8,43
|
2,66
|
5,72
|
3,73
|
1,18
|
5,82
|
|
|
|
|
|
|
125,68
|
25,20
|
12,90
|
16,21
|
34,87
|
3,43
|
4,31
|
21,31
|
|
|
|
|
|
D
|
1'
|
27,33
|
5,48
|
7,52
|
2,06
|
4,42
|
3,69
|
1,01
|
4,99
|
|
|
|
|
|
|
153,01
|
30,68
|
11,94
|
18,26
|
39,30
|
3,47
|
5,32
|
26,30
|
|
|
|
|
|
E
|
1'
|
25,92
|
5,20
|
7,21
|
1,9
|
4,02
|
3,81
|
0,99
|
4,89
|
|
|
|
|
|
|
178,93
|
35,88
|
11,25
|
20,13
|
43,32
|
3,52
|
6,30
|
31,19
|
|
|
|
|
|
Rejet
|
|
319,72
|
64,12
|
8,24
|
26,34
|
56,68
|
4,35
|
13,91
|
68,81
|
|
|
|
|
|
Alim
|
|
498,65
|
100
|
9,32
|
46,48
|
100
|
4,05
|
20,21
|
100
|
1000
|
500
|
100
|
20
|
84
Annexe B3 - Résultats
détaillés obtenus avec la dose de 2000 g/t de NaHS et 200 g/t de
KAX
|
4435/8
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
50,19
|
10,07
|
15,64
|
7,85
|
16,43
|
4,1
|
2,06
|
9,11
|
2000
|
500
|
200
|
20
|
|
B
|
1'
|
32,17
|
6,45
|
11,43
|
3,68
|
7,69
|
3,99
|
1,28
|
5,68
|
|
|
|
|
|
|
82,36
|
16,52
|
14,00
|
11,53
|
24,12
|
4,06
|
3,34
|
14,80
|
|
|
|
|
|
C
|
1'
|
28,32
|
5,68
|
9,52
|
2,70
|
5,64
|
4,22
|
1,20
|
5,29
|
|
|
|
|
|
|
110,68
|
22,20
|
12,85
|
14,22
|
29,76
|
4,10
|
4,54
|
20,09
|
|
|
|
|
|
D
|
1'
|
33,12
|
6,64
|
8,01
|
2,65
|
5,55
|
3,56
|
1,18
|
5,22
|
|
|
|
|
|
|
143,8
|
28,85
|
11,74
|
16,88
|
35,31
|
3,97
|
5,72
|
25,31
|
|
|
|
|
|
E
|
1'
|
32,64
|
6,55
|
6,1
|
2,0
|
4,17
|
3,23
|
1,05
|
4,67
|
|
|
|
|
|
|
176,44
|
35,39
|
10,69
|
18,87
|
39,48
|
3,84
|
6,77
|
29,98
|
|
|
|
|
|
Rejet
|
|
322,08
|
64,61
|
8,98
|
28,92
|
60,52
|
4,91
|
15,81
|
70,02
|
|
|
|
|
|
Alim
|
|
498,52
|
100
|
9,59
|
47,79
|
100
|
4,53
|
22,58
|
100
|
2000
|
500
|
200
|
20
|
85
Annexe B4 - Résultats
détaillés obtenus avec la dose de 3000 g/t de NaHS et 300 g/t de
KAX
|
4435/9
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
41,29
|
8,28
|
14,98
|
6,19
|
13,85
|
4,81
|
1,99
|
8,88
|
3000
|
500
|
300
|
20
|
|
B
|
1'
|
35,66
|
7,15
|
11,85
|
4,23
|
9,46
|
4,79
|
1,71
|
7,64
|
|
|
|
|
|
|
76,95
|
15,42
|
13,53
|
10,41
|
23,32
|
4,80
|
3,69
|
16,52
|
|
|
|
|
|
C
|
1'
|
27,88
|
5,59
|
9,64
|
2,69
|
6,02
|
4,24
|
1,18
|
5,29
|
|
|
|
|
|
|
104,83
|
21,01
|
12,50
|
13,10
|
29,34
|
4,65
|
4,88
|
21,80
|
|
|
|
|
|
D
|
1'
|
25,57
|
5,12
|
8,51
|
2,18
|
4,87
|
3,96
|
1,01
|
4,53
|
|
|
|
|
|
|
130,4
|
26,14
|
11,71
|
15,27
|
34,21
|
4,52
|
5,89
|
26,33
|
|
|
|
|
|
E
|
1'
|
32,64
|
6,54
|
6,12
|
2,0
|
4,47
|
3,04
|
0,99
|
4,44
|
|
|
|
|
|
|
163,04
|
32,68
|
10,59
|
17,27
|
38,69
|
4,22
|
6,88
|
30,77
|
|
|
|
|
|
Rejet
|
|
335,89
|
67,32
|
8,15
|
27,38
|
61,31
|
4,61
|
15,48
|
69,23
|
|
|
|
|
|
Alim
|
|
498,93
|
100
|
8,95
|
44,65
|
100
|
4,48
|
22,37
|
100
|
3000
|
500
|
300
|
20
|
86
Annexe B5 - Résultats
détaillés obtenus avec la dose de 4000 g/t de NaHS et 400 g/t de
KAX
|
4435/10
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
43,42
|
8,70
|
13,41
|
5,82
|
13,44
|
6,11
|
2,65
|
12,12
|
4000
|
500
|
400
|
20
|
|
B
|
1'
|
33,87
|
6,78
|
11,77
|
3,99
|
9,20
|
5,25
|
1,78
|
8,12
|
|
|
|
|
|
|
77,29
|
15,48
|
12,69
|
9,81
|
22,63
|
5,73
|
4,43
|
20,24
|
|
|
|
|
|
C
|
1'
|
30,82
|
6,17
|
8,87
|
2,73
|
6,31
|
4,13
|
1,27
|
5,81
|
|
|
|
|
|
|
108,11
|
21,65
|
11,60
|
12,54
|
28,94
|
5,28
|
5,70
|
26,06
|
|
|
|
|
|
D
|
1'
|
24,69
|
4,95
|
8,73
|
2,16
|
4,97
|
3,99
|
0,99
|
4,50
|
|
|
|
|
|
|
132,8
|
26,60
|
11,07
|
14,70
|
33,92
|
5,04
|
6,69
|
30,56
|
|
|
|
|
|
E
|
1'
|
27,92
|
5,59
|
6,91
|
1,9
|
4,45
|
3,4
|
0,95
|
4,34
|
|
|
|
|
|
|
160,72
|
32,19
|
10,35
|
16,63
|
38,37
|
4,75
|
7,64
|
34,89
|
|
|
|
|
|
Rejet
|
|
338,52
|
67,81
|
7,89
|
26,71
|
61,63
|
4,21
|
14,25
|
65,11
|
|
|
|
|
|
Alim
|
|
499,24
|
100
|
8,68
|
43,34
|
100
|
4,38
|
21,89
|
100
|
4000
|
500
|
400
|
20
|
87
Annexe C - Influence de la dose de cyanure de
Sodium
Annexe C1 -Résultats détaillés
obtenus avec la dose de 400 g/t
|
4435/12
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
52,03
|
10,44
|
16,57
|
8,62
|
18,83
|
3,57
|
1,86
|
8,29
|
1000
|
400
|
100
|
20
|
|
B
|
1'
|
40,79
|
8,19
|
9,82
|
4,01
|
8,75
|
4,1
|
1,67
|
7,46
|
|
|
|
|
|
|
92,82
|
18,63
|
13,60
|
12,63
|
27,58
|
3,80
|
3,53
|
15,75
|
|
|
|
|
|
C
|
1'
|
34,48
|
6,92
|
8,63
|
2,98
|
6,50
|
4,25
|
1,47
|
6,54
|
|
|
|
|
|
|
127,3
|
25,55
|
12,26
|
15,60
|
34,07
|
3,92
|
5,00
|
22,29
|
|
|
|
|
|
D
|
1'
|
29,72
|
5,97
|
7,65
|
2,27
|
4,97
|
4,09
|
1,22
|
5,42
|
|
|
|
|
|
|
157,02
|
31,52
|
11,38
|
17,88
|
39,04
|
3,96
|
6,21
|
27,71
|
|
|
|
|
|
E
|
1'
|
22,3
|
4,48
|
7,2
|
1,6
|
3,51
|
4,02
|
0,90
|
4,00
|
|
|
|
|
|
|
179,32
|
35,99
|
10,86
|
19,48
|
42,55
|
3,96
|
7,11
|
31,71
|
|
|
|
|
|
Rejet
|
|
318,89
|
64,01
|
8,25
|
26,31
|
57,45
|
4,8
|
15,31
|
68,29
|
|
|
|
|
|
Alim
|
|
498,21
|
100
|
9,19
|
45,79
|
100
|
4,50
|
22,41
|
100
|
1000
|
400
|
100
|
20
|
88
Annexe -Résultats
détaillés obtenus avec la dose de 500 g/t
|
4435/13
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
54,67
|
10,96
|
16,9
|
9,24
|
19,88
|
3,51
|
1,92
|
9,34
|
1000
|
500
|
100
|
20
|
|
B
|
1'
|
39,46
|
7,91
|
10,92
|
4,31
|
9,27
|
3,91
|
1,54
|
7,51
|
|
|
|
|
|
|
94,13
|
18,88
|
14,39
|
13,55
|
29,15
|
3,68
|
3,46
|
16,85
|
|
|
|
|
|
C
|
1'
|
31,55
|
6,33
|
8,43
|
2,66
|
5,72
|
3,73
|
1,18
|
5,73
|
|
|
|
|
|
|
125,68
|
25,20
|
12,90
|
16,21
|
34,87
|
3,69
|
4,64
|
22,58
|
|
|
|
|
|
D
|
1'
|
27,33
|
5,48
|
7,52
|
2,06
|
4,42
|
3,69
|
1,01
|
4,91
|
|
|
|
|
|
|
153,01
|
30,68
|
11,94
|
18,26
|
39,30
|
3,69
|
5,65
|
27,49
|
|
|
|
|
|
E
|
1'
|
25,92
|
5,20
|
7,21
|
1,9
|
4,02
|
3,81
|
0,99
|
4,81
|
|
|
|
|
|
|
178,93
|
35,88
|
11,25
|
20,13
|
43,32
|
3,71
|
6,63
|
32,30
|
|
|
|
|
|
Rejet
|
|
319,72
|
64,12
|
8,24
|
26,34
|
56,68
|
4,35
|
13,91
|
67,70
|
|
|
|
|
|
Alim
|
|
498,65
|
100
|
9,32
|
46,48
|
100
|
4,12
|
20,54
|
100
|
1000
|
500
|
100
|
20
|
89
Annexe C 3 -Résultats
détaillés obtenus avec la dose de 600 g/t
|
4435/14
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PÄX
|
G 41
|
|
A
|
1'
|
54,99
|
11,03
|
16,71
|
9,19
|
18,37
|
3,85
|
2,12
|
9,13
|
1000
|
600
|
100
|
20
|
|
B
|
1'
|
33,78
|
6,78
|
10,49
|
3,54
|
7,08
|
3,9
|
1,32
|
5,68
|
|
|
|
|
|
|
88,77
|
17,81
|
14,34
|
12,73
|
25,45
|
3,87
|
3,43
|
14,81
|
|
|
|
|
|
C
|
1'
|
37,17
|
7,46
|
8,13
|
3,02
|
6,04
|
3,86
|
1,43
|
6,19
|
|
|
|
|
|
|
125,94
|
25,26
|
12,51
|
15,75
|
31,50
|
3,87
|
4,87
|
21,00
|
|
|
|
|
|
D
|
1'
|
35,13
|
7,05
|
8,27
|
2,91
|
5,81
|
3,88
|
1,36
|
5,88
|
|
|
|
|
|
|
161,07
|
32,31
|
11,58
|
18,66
|
37,30
|
3,87
|
6,23
|
26,88
|
|
|
|
|
|
E
|
1'
|
31,11
|
6,24
|
8,06
|
2,5
|
5,01
|
3,4
|
1,06
|
4,56
|
|
|
|
|
|
|
192,18
|
38,55
|
11,01
|
21,17
|
42,32
|
3,79
|
7,29
|
31,44
|
|
|
|
|
|
Rejet
|
|
306,3
|
61,45
|
9,42
|
28,85
|
57,68
|
5,19
|
15,90
|
68,56
|
|
|
|
|
|
Alim
|
|
498,48
|
100
|
10,03
|
50,02
|
100
|
4,65
|
23,19
|
100
|
1000
|
600
|
100
|
20
|
90
Annexe C 4 -Résultats
détaillés obtenus avec la dose de 700 g/t
|
4435/15
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
49,25
|
9,87
|
12,94
|
6,37
|
13,64
|
3,72
|
1,83
|
8,10
|
1000
|
700
|
100
|
20
|
|
B
|
1'
|
33,16
|
6,65
|
8,53
|
2,83
|
6,05
|
3,86
|
1,28
|
5,66
|
|
|
|
|
|
|
82,41
|
16,52
|
11,17
|
9,20
|
19,69
|
3,78
|
3,11
|
13,76
|
|
|
|
|
|
C
|
1'
|
33,94
|
6,80
|
7,79
|
2,64
|
5,66
|
3,9
|
1,32
|
5,85
|
|
|
|
|
|
|
116,35
|
23,32
|
10,18
|
11,85
|
25,35
|
3,81
|
4,44
|
19,61
|
|
|
|
|
|
D
|
1'
|
26,51
|
5,31
|
7,47
|
1,98
|
4,24
|
3,92
|
1,04
|
4,59
|
|
|
|
|
|
|
142,86
|
28,64
|
9,68
|
13,83
|
29,58
|
3,83
|
5,47
|
24,21
|
|
|
|
|
|
E
|
1'
|
26,3
|
5,27
|
7,29
|
1,9
|
4,10
|
3,88
|
1,02
|
4,51
|
|
|
|
|
|
|
169,16
|
33,91
|
9,31
|
15,74
|
33,69
|
3,84
|
6,50
|
28,72
|
|
|
|
|
|
Rejet
|
|
329,68
|
66,09
|
9,4
|
30,99
|
66,31
|
4,89
|
16,12
|
71,28
|
|
|
|
|
|
Alim
|
|
498,84
|
100
|
9,37
|
46,73
|
100
|
4,53
|
22,62
|
100
|
1000
|
700
|
100
|
20
|
91
Annexe C5 -Résultats
détaillés obtenus avec la dose de 800 g/t
|
4435/16
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
G 41
|
|
A
|
1'
|
47,16
|
9,46
|
11,29
|
5,32
|
11,49
|
3,59
|
1,69
|
7,13
|
1000
|
800
|
100
|
20
|
|
B
|
1'
|
38,04
|
7,63
|
8,55
|
3,25
|
7,02
|
3,94
|
1,50
|
6,32
|
|
|
|
|
|
|
85,2
|
17,10
|
10,07
|
8,58
|
18,51
|
3,75
|
3,19
|
13,45
|
|
|
|
|
|
C
|
1'
|
41,52
|
8,33
|
7,8
|
3,24
|
6,99
|
3,99
|
1,66
|
6,98
|
|
|
|
|
|
|
126,72
|
25,43
|
9,32
|
11,82
|
25,50
|
3,83
|
4,85
|
20,43
|
|
|
|
|
|
D
|
1'
|
38,07
|
7,64
|
7,32
|
2,79
|
6,01
|
4,4
|
1,68
|
7,06
|
|
|
|
|
|
|
164,79
|
33,07
|
8,86
|
14,60
|
31,51
|
3,96
|
6,52
|
27,49
|
|
|
|
|
|
E
|
1'
|
20,27
|
4,07
|
6,67
|
1,4
|
2,92
|
3,77
|
0,76
|
3,22
|
|
|
|
|
|
|
185,06
|
37,14
|
8,62
|
15,95
|
34,43
|
3,94
|
7,29
|
30,71
|
|
|
|
|
|
Rejet
|
|
313,24
|
62,86
|
9,7
|
30,38
|
65,57
|
5,25
|
16,45
|
69,29
|
|
|
|
|
|
Alim
|
|
498,3
|
100
|
9,30
|
46,34
|
100
|
4,76
|
23,73
|
100
|
1000
|
800
|
100
|
20
|
92
Annexe D - Influence de la dose de Dithiophosphate
Annexe D1-Résultats détaillés
obtenus avec la dose de 25 g/t
|
4435/17
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
DTP
|
G 41
|
|
A
|
1'
|
54,3
|
10,92
|
7,33
|
3,98
|
9,06
|
3,64
|
1,98
|
8,63
|
1000
|
500
|
25
|
20
|
|
B
|
1'
|
42,42
|
8,53
|
7,05
|
2,99
|
6,81
|
4,13
|
1,75
|
7,65
|
|
|
|
|
|
|
96,72
|
19,44
|
7,21
|
6,97
|
15,87
|
3,85
|
3,73
|
16,28
|
|
|
|
|
|
C
|
1'
|
40,19
|
8,08
|
7,79
|
3,13
|
7,13
|
4,11
|
1,65
|
7,21
|
|
|
|
|
|
|
136,91
|
27,52
|
7,38
|
10,10
|
23,00
|
3,93
|
5,38
|
23,50
|
|
|
|
|
|
D
|
1'
|
32,19
|
6,47
|
7,5
|
2,41
|
5,50
|
3,76
|
1,21
|
5,29
|
|
|
|
|
|
|
169,1
|
33,99
|
7,40
|
12,52
|
28,50
|
3,90
|
6,59
|
28,78
|
|
|
|
|
|
E
|
1'
|
20,28
|
4,08
|
6,9
|
1,4
|
3,19
|
4,45
|
0,90
|
3,94
|
|
|
|
|
|
|
189,38
|
38,07
|
7,35
|
13,92
|
31,68
|
3,96
|
7,49
|
32,73
|
|
|
|
|
|
Rejet
|
|
308,06
|
61,93
|
9,74
|
30,01
|
68,32
|
5
|
15,40
|
67,27
|
|
|
|
|
|
Alim
|
|
497,44
|
100
|
8,83
|
43,92
|
100
|
4,60
|
22,90
|
100
|
1000
|
500
|
25
|
20
|
93
Annexe D2-Résultats
détaillés obtenus avec la dose de 50 g/t
|
4435/18
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
DTP
|
G 41
|
|
A
|
1'
|
52,81
|
10,59
|
9,45
|
4,99
|
9,66
|
4,17
|
2,20
|
9,71
|
1000
|
500
|
50
|
20
|
|
B
|
1'
|
47,8
|
9,58
|
8,54
|
4,08
|
7,90
|
4,1
|
1,96
|
8,64
|
|
|
|
|
|
|
100,61
|
20,17
|
9,02
|
9,07
|
17,56
|
4,14
|
4,16
|
18,35
|
|
|
|
|
|
C
|
1'
|
40,22
|
8,06
|
8,5
|
3,42
|
6,62
|
4,2
|
1,69
|
7,45
|
|
|
|
|
|
|
140,83
|
28,23
|
8,87
|
12,49
|
24,17
|
4,15
|
5,85
|
25,79
|
|
|
|
|
|
D
|
1'
|
25,49
|
5,11
|
8,51
|
2,17
|
4,20
|
4,12
|
1,05
|
4,63
|
|
|
|
|
|
|
166,32
|
33,34
|
8,81
|
14,66
|
28,37
|
4,15
|
6,90
|
30,42
|
|
|
|
|
|
E
|
1'
|
23,9
|
4,79
|
7,45
|
1,8
|
3,45
|
4,07
|
0,97
|
4,29
|
|
|
|
|
|
|
190,22
|
38,14
|
8,64
|
16,44
|
31,81
|
4,14
|
7,87
|
34,71
|
|
|
|
|
|
Rejet
|
|
308,57
|
61,86
|
11,42
|
35,24
|
68,19
|
4,8
|
14,81
|
65,29
|
|
|
|
|
|
Alim
|
|
498,79
|
100
|
10,36
|
51,68
|
100
|
4,55
|
22,69
|
100
|
1000
|
500
|
50
|
20
|
94
Annexe D3 -Résultats
détaillés obtenus avec la dose de 75 g/t
|
4435/19
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
DTP
|
G 41
|
|
A
|
1'
|
54,79
|
10,98
|
10,99
|
6,02
|
13,08
|
4,49
|
2,46
|
11,32
|
1000
|
500
|
75
|
20
|
|
B
|
1'
|
43,48
|
8,71
|
7,93
|
3,45
|
7,49
|
3,82
|
1,66
|
7,64
|
|
|
|
|
|
|
98,27
|
19,70
|
9,64
|
9,47
|
20,57
|
4,19
|
4,12
|
18,96
|
|
|
|
|
|
C
|
1'
|
27,61
|
5,53
|
7,87
|
2,17
|
4,72
|
3,87
|
1,07
|
4,92
|
|
|
|
|
|
|
125,88
|
25,23
|
9,25
|
11,64
|
25,28
|
4,12
|
5,19
|
23,88
|
|
|
|
|
|
D
|
1'
|
25,57
|
5,13
|
8,07
|
2,06
|
4,48
|
3,99
|
1,02
|
4,69
|
|
|
|
|
|
|
151,45
|
30,36
|
9,05
|
13,71
|
29,77
|
4,10
|
6,21
|
28,57
|
|
|
|
|
|
E
|
1'
|
23,2
|
4,65
|
8,15
|
1,9
|
4,11
|
3,87
|
0,90
|
4,13
|
|
|
|
|
|
|
174,65
|
35,01
|
8,93
|
15,60
|
33,87
|
4,07
|
7,11
|
32,71
|
|
|
|
|
|
Rejet
|
|
324,27
|
64,99
|
9,39
|
30,45
|
66,13
|
4,51
|
14,62
|
67,29
|
|
|
|
|
|
Alim
|
|
498,92
|
100
|
9,23
|
46,05
|
100
|
4,36
|
21,73
|
100
|
1000
|
500
|
75
|
100
|
95
Annexe D4 -Résultats
détaillés obtenus avec la dose de 100 g/t
|
4435/20
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
DTP
|
G 41
|
|
A
|
1'
|
45,46
|
9,15
|
11,37
|
5,17
|
10,72
|
4,51
|
2,05
|
8,62
|
1000
|
500
|
100
|
20
|
|
B
|
1'
|
39,29
|
7,91
|
10,13
|
3,98
|
8,26
|
4,31
|
1,69
|
7,12
|
|
|
|
|
|
|
84,75
|
17,07
|
10,80
|
9,15
|
18,98
|
4,42
|
3,74
|
15,75
|
|
|
|
|
|
C
|
1'
|
37,49
|
7,55
|
9,97
|
3,74
|
7,75
|
4,4
|
1,65
|
6,94
|
|
|
|
|
|
|
122,24
|
24,62
|
10,54
|
12,89
|
26,73
|
4,41
|
5,39
|
22,69
|
|
|
|
|
|
D
|
1'
|
31,49
|
6,34
|
8,84
|
2,78
|
5,77
|
4,36
|
1,37
|
5,78
|
|
|
|
|
|
|
153,73
|
30,96
|
10,19
|
15,67
|
32,50
|
4,40
|
6,77
|
28,46
|
|
|
|
|
|
E
|
1'
|
30,07
|
6,06
|
5,76
|
1,7
|
3,59
|
3,3
|
0,99
|
4,17
|
|
|
|
|
|
|
183,8
|
37,01
|
9,47
|
17,40
|
36,10
|
4,22
|
7,76
|
32,64
|
|
|
|
|
|
Rejet
|
|
312,79
|
62,99
|
9,85
|
30,81
|
63,90
|
5,12
|
16,01
|
67,36
|
|
|
|
|
|
Alim
|
|
496,59
|
100
|
9,71
|
48,21
|
100
|
4,79
|
23,77
|
100
|
1000
|
500
|
100
|
20
|
96
Annexe E - Influence d'association du Dithiophosphate
et de l'Amyl xanthate de potassium
Annexe E1 -Résultats détaillés
obtenus avec la dose de 25 g/t dithiophosphate
|
4435/21
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
DTP
|
G 41
|
|
A
|
1'
|
42,79
|
8,57
|
8,97
|
3,84
|
8,38
|
3,9
|
1,67
|
7,28
|
1000
|
500
|
100
|
25
|
20
|
|
B
|
1'
|
34,74
|
6,96
|
8,1
|
2,81
|
6,15
|
3,63
|
1,26
|
5,50
|
|
|
|
|
|
|
|
77,53
|
15,53
|
8,58
|
6,65
|
14,53
|
3,78
|
2,93
|
12,77
|
|
|
|
|
|
|
C
|
1'
|
28,26
|
5,66
|
7,72
|
2,18
|
4,76
|
3,65
|
1,03
|
4,50
|
|
|
|
|
|
|
|
105,79
|
21,19
|
8,35
|
8,83
|
19,29
|
3,74
|
3,96
|
17,27
|
|
|
|
|
|
|
D
|
1'
|
24,43
|
4,89
|
6,99
|
1,71
|
3,73
|
3,61
|
0,88
|
3,85
|
|
|
|
|
|
|
|
130,22
|
26,09
|
8,10
|
10,54
|
23,02
|
3,72
|
4,84
|
21,12
|
|
|
|
|
|
|
E
|
1'
|
22,77
|
4,56
|
8,86
|
2,0
|
4,41
|
3,59
|
0,82
|
3,56
|
|
|
|
|
|
|
|
152,99
|
30,65
|
8,21
|
12,56
|
27,43
|
3,70
|
5,66
|
24,68
|
|
|
|
|
|
|
Rejet
|
|
346,18
|
69,35
|
9,6
|
33,23
|
72,57
|
4,99
|
17,27
|
75,32
|
|
|
|
|
|
|
Alim
|
|
499,17
|
100
|
9,17
|
45,79
|
100
|
4,59
|
22,94
|
100
|
1000
|
500
|
100
|
25
|
20
|
97
Annexe E2 -Résultats
détaillés obtenus avec la dose de 50 g/t dithiophosphate
|
4435/22
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
DTP
|
G 41
|
|
A
|
1'
|
56,27
|
11,27
|
11,58
|
6,52
|
12,80
|
4,1
|
2,31
|
9,80
|
1000
|
500
|
100
|
50
|
20
|
|
B
|
1'
|
47,64
|
9,54
|
10,94
|
5,21
|
10,24
|
3,91
|
1,86
|
7,91
|
|
|
|
|
|
|
|
103,91
|
20,82
|
11,29
|
11,73
|
23,03
|
4,01
|
4,17
|
17,71
|
|
|
|
|
|
|
C
|
1'
|
33,51
|
6,71
|
9,73
|
3,26
|
6,40
|
3,5
|
1,17
|
4,98
|
|
|
|
|
|
|
|
137,42
|
27,53
|
10,91
|
14,99
|
29,44
|
3,89
|
5,34
|
22,69
|
|
|
|
|
|
|
D
|
1'
|
29,09
|
5,83
|
8,81
|
2,56
|
5,03
|
3,7
|
1,08
|
4,57
|
|
|
|
|
|
|
|
166,51
|
33,36
|
10,54
|
17,55
|
34,47
|
3,86
|
6,42
|
27,27
|
|
|
|
|
|
|
E
|
1'
|
25,55
|
5,12
|
9,1
|
2,3
|
4,57
|
3,32
|
0,85
|
3,60
|
|
|
|
|
|
|
|
192,06
|
38,48
|
10,35
|
19,88
|
39,03
|
3,78
|
7,27
|
30,87
|
|
|
|
|
|
|
Rejet
|
|
307,06
|
61,52
|
10,11
|
31,04
|
60,97
|
5,3
|
16,27
|
69,13
|
|
|
|
|
|
|
Alim
|
|
499,12
|
100
|
10,20
|
50,92
|
100
|
4,72
|
23,54
|
100
|
1000
|
500
|
100
|
50
|
20
|
98
Annexe E3 -Résultats
détaillés obtenus avec la dose de 75 g/t dithiophosphate
|
4435/23
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
DTP
|
G
41
|
|
A
|
1'
|
52,76
|
10,58
|
11,04
|
5,82
|
11,74
|
4,86
|
2,56
|
14,50
|
1000
|
500
|
100
|
75
|
20
|
|
B
|
1'
|
42,21
|
8,47
|
9,76
|
4,12
|
8,30
|
3,57
|
1,51
|
8,52
|
|
|
|
|
|
|
|
94,97
|
19,05
|
10,47
|
9,94
|
20,04
|
4,29
|
4,07
|
23,02
|
|
|
|
|
|
|
C
|
1'
|
36,31
|
7,28
|
8,91
|
3,24
|
6,52
|
3,5
|
1,27
|
7,19
|
|
|
|
|
|
|
|
131,28
|
26,34
|
10,04
|
13,18
|
26,56
|
4,07
|
5,34
|
30,20
|
|
|
|
|
|
|
D
|
1'
|
34,68
|
6,96
|
9,04
|
3,14
|
6,32
|
3,09
|
1,07
|
6,06
|
|
|
|
|
|
|
|
165,96
|
33,30
|
9,83
|
16,31
|
32,87
|
3,86
|
6,41
|
36,26
|
|
|
|
|
|
|
E
|
1'
|
33,73
|
6,77
|
8,34
|
2,8
|
5,67
|
2,42
|
0,82
|
4,62
|
|
|
|
|
|
|
|
199,69
|
40,06
|
9,58
|
19,13
|
38,54
|
3,62
|
7,23
|
40,88
|
|
|
|
|
|
|
Rejet
|
|
298,76
|
59,94
|
10,21
|
30,50
|
61,46
|
3,5
|
10,46
|
59,12
|
|
|
|
|
|
|
Alim
|
|
498,45
|
100
|
9,96
|
49,63
|
100
|
3,55
|
17,69
|
100
|
1000
|
500
|
100
|
75
|
20
|
99
Annexe E4 -Résultats
détaillés obtenus avec la dose de 100 g/t dithiophosphate
|
4435/24
|
Temps
|
POIDS
|
Cuivre
|
Cobalt
|
Conditions opératoires
|
|
(g)
|
%
|
%
|
Pds(g)
|
Rdt(%)
|
%
|
Pds(g)
|
Rdt(%)
|
NaHS
|
NaCN
|
PAX
|
DTP
|
G 41
|
|
A
|
1'
|
44,36
|
8,90
|
10,39
|
4,61
|
9,69
|
4,25
|
1,89
|
8,02
|
1000
|
500
|
100
|
100
|
20
|
|
B
|
1'
|
41,26
|
8,28
|
10,69
|
4,41
|
9,27
|
4,11
|
1,70
|
7,21
|
|
|
|
|
|
|
|
85,62
|
17,18
|
10,53
|
9,02
|
18,96
|
4,18
|
3,58
|
15,23
|
|
|
|
|
|
|
C
|
1'
|
32,37
|
6,50
|
10,13
|
3,28
|
6,89
|
4,25
|
1,38
|
5,85
|
|
|
|
|
|
|
|
117,99
|
23,68
|
10,42
|
12,30
|
25,86
|
4,20
|
4,96
|
21,09
|
|
|
|
|
|
|
D
|
1'
|
33,12
|
6,65
|
9,6
|
3,18
|
6,68
|
4,11
|
1,36
|
5,79
|
|
|
|
|
|
|
|
151,11
|
30,33
|
10,24
|
15,48
|
32,54
|
4,18
|
6,32
|
26,88
|
|
|
|
|
|
|
E
|
1'
|
29,56
|
5,93
|
9,28
|
2,7
|
5,77
|
3,25
|
0,96
|
4,09
|
|
|
|
|
|
|
|
180,67
|
36,26
|
10,09
|
18,22
|
38,31
|
4,03
|
7,28
|
30,96
|
|
|
|
|
|
|
Rejet
|
|
317,6
|
63,74
|
9,24
|
29,35
|
61,69
|
5,11
|
16,23
|
69,04
|
|
|
|
|
|
|
Alim
|
|
498,27
|
100
|
9,55
|
47,57
|
100
|
4,72
|
23,51
|
100
|
1000
|
500
|
100
|
100
|
20
|
|
|


