IV.3. TESTS DE FLOTTATION
IV.3.1. OBJECTIFS DES ESSAIS DE FLOTTATION
L'objectif de notre étude est d'améliorer le
rendement de récupération du cobalt par l'usage séquentiel
du booster et du tall-oil par rapport aux conditions présentes au
Concentrateur de Kolwezi dont les exigences sont les suivantes :
? Alimentation ou teneur du minerai : 2 à 3,5% Cu et 0,54%
Co
? Teneur du concentré fini 15 à 20% Cu, 2 à
3% Co
? Rendement de récupération : 80% Cuivre et 42%
Cobalt ? Teneur du rejet final : 1,2% Cuivre et 0,4 % Cobalt
(Source : Résultats métallurgiques DCE/KZC, le
09/03/2015)
IV.3.2. APPRECIATION DE L'EFFICACITE DES ESSAIS DE
FLOTTATION
Pratiquement l'appréciation des essais de flottation se
fera sur base des éléments suivants :
- Les concentrés de tête ;
- Les récupérations en tête ;
- Les récupérations globales des concentrés
ébauchés ; - Les teneurs dans les différents rejets.
32
IV.3.3. CONDUITE DES ESSAIS DE FLOTTATION AU LABORATOIRE
Signalons par la présente occasion que tous les essais
que nous avons réalisés tout le long de notre étude n'ont
été faits que par un simple ébauchage et cela se faisait
de la manière suivante :
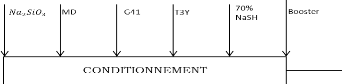

références :
Figure 4. Schéma de flottation avec un simple
ébauchage des concentrés
IV.4. RESULTATS DES ESSAIS DE FLOTTATION AVEC
EBAUCHAGE
Pour arriver à mieux effectuer ces essais de
flottation, et conformément à notre cadre d'étude, nous
avons subdivisé nos essais de flottation en quatre grandes
catégories à savoir :
- Essai de flottation dans les conditions de
référence (KZC) ; - Essai de flottation avec le booster
fractionné ;
- Essai de flottation avec le tall-oil fraction ;
- Essai de flottation avec le booster et le tall-oil
fractionnés.
IV.4.1. ESSAIS DE FLOTTATION DANS LES CONDITIONS DE
REFERENCE
Une série d'essais a été
réalisée dans les conditions du concentrateur de Kolwezi
où le booster est ajouté totalement au conditionnement pour avoir
des résultats que nous allons considérer tout au long de notre
étude comme résultats de référence.
Le tableau 6 et la figure 5 ci-dessous nous présentent
les résultats de
33
Tableau 6. Résultats synthétiques de
flottation en référence
Téneur Cobalt(%)
0,80
0,60
0,40
0,20
0,00
1,40
1,20
1,00
0,0 10,0 20,0 30,0 40,0 50,0
Rendement de récupération
Cobalt(%)
REFERENCE
FRACTION
POIDS
COBALT
%
%
Rdt
Taux
C tête
5,71
1,2
13,4
2,35
C ébauché
36,57
0,62
44,2
1,21
1
Rejet
63,43
0,45
55,8
Alim
100
0,51
100
Evolution du rendement de
récupération du Cobalt
Conditions de KZC
Figure 5. Evolution du rendement de
récupération du Cobalt en référence
Une analyse objective a été faite sur ces
résultats et le constat fait nous révèle
ce qui suit :
- Le concentré de tête a une teneur de cobalt de
1,20% et un rendement de récupération de 13,4%
- Le concentré ébauché quant à lui
a une teneur cobalt de 0,62% et un rendement de récupération de
44,2%
- La teneur cobalt dans le rejet est de 0,45%.
IV.4.2. ESSAIS DE FLOTTATION AVEC LE BOOSTER
FRACTIONNE
34
Dans cette catégorie d'essais de flottation, neuf
essais ont étaient effectués avec le sulfudrate de sodium et le
booster fractionnés. Les résultats de ces essais sont
présentés synthétiquement dans le tableau 7 et des essais
jugés bons pour cette catégorie sont traduits par la figue 6. Les
annexes nous fournissent les détails possibles.
Tableau 7. Résultats synthétiques de
flottation avec le Booster fractionné
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
POIDS
|
|
COBALT
|
|
BOOSTER
|
FRACTION
|
%
|
%
|
Rdt(%)
|
Taux
|
|
C tête
|
6,63
|
1,38
|
18,08
|
2,73
1,69
|
|
C ébauché
|
26,52
|
0,86
|
44,81
|
|
R
|
73,48
|
0,38
|
55,19
|
|
0-0-0%
|
Alim
|
100
|
0,51
|
100,00
|
1,00
|
|
C tête
|
6,97
|
1,25
|
16,55
|
2,37
1,23
|
|
C ébauché
|
38,63
|
0,65
|
47,56
|
|
R
|
61,37
|
0,45
|
52,44
|
|
50-50-0%
|
Alim
|
100
|
0,53
|
100,00
|
1,00
|
|
C tête
|
6,45
|
1,49
|
16,86
|
2,61
1,27
|
|
C ébauché
|
41,94
|
0,72
|
53,14
|
|
R
|
58,06
|
0,46
|
46,86
|
|
25-25-50%
|
Alim
|
100
|
0,57
|
100,00
|
1,00
|
|
C tête
|
7,78
|
1,33
|
22,32
|
2,87
1,69
|
|
C ébauché
|
38,89
|
0,78
|
65,71
|
|
R
|
61,11
|
0,26
|
34,29
|
|
75-25-0%
|
Alim
|
100
|
0,46
|
100,00
|
1,00
|
|
C tête
|
13,26
|
1,32
|
32,09
|
2,42
1,43
|
|
C ébauché
|
46,96
|
0,78
|
66,94
|
|
R
|
53,04
|
0,34
|
33,06
|
|
25-75-0%
|
Alim
|
100
|
0,55
|
100,00
|
1,00
|
|
C tête
|
6,42
|
1,27
|
14,18
|
2,21
1,23
|
|
C ébauché
|
46,52
|
0,71
|
57,21
|
|
R
|
53,48
|
0,46
|
42,79
|
|
0-0-100%
|
Alim
|
100
|
0,57
|
100,00
|
1,00
|
|
C tête
|
9,04
|
1,48
|
28,19
|
3,12
1,47
|
|
C ébauché
|
40,96
|
0,70
|
60,20
|
|
R
|
59,04
|
0,32
|
|
|
0-100-0%
|
Alim
|
100
|
0,47
|
100,00
|
|
|
C tête
|
8,62
|
1,27
|
22,73
|
|
|
C ébauché
|
42,53
|
0,78
|
68,97
|
|
R
|
57,47
|
0,26
|
|
35
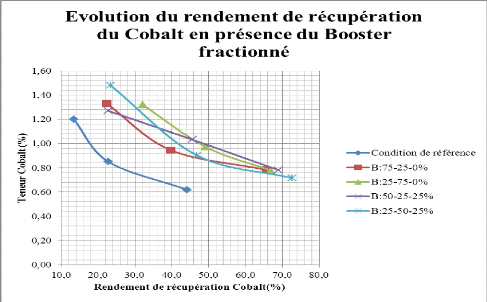
Figure 6. Evolution du rendement de
récupération du Cobalt en présence du Booster
Après survol du présent tableau nous avons
retenus quatre essais aux fractions différentes du booster qui nous
serviront d'essais d'amélioration du rendement de
récupération cobalt.
Ces essais nous laissent voir ce qui suit par rapport aux
conditions de
référence :
- A la fraction de 75-25-0% du booster, nous avons un
concentré de tête et ébauché titrant respectivement
1,33 et 0,78% cobalt avec un rendement de récupération de 22,32
et 65,71% ;
- A la fraction de 25-75-0% du booster, nous avons
remarqué presque une situation similaire du cas précédent
mais avec une nette variation du rendement de récupération dans
le concentré de tête ;
- A la fraction de 50-25-25% du booster, la teneur du
concentré de tête diminue et le rendement de
récupération en tête est quasiment similaire à celui
de la fraction 75-250% du booster, mais quant au concentré
ébauché nous avons noté une légère
amélioration du rendement de récupération du cobalt et la
teneur globale est équivalente à celles de deux cas
précédents ;
36
- Nous avons constaté une amélioration sensible
du rendement de récupération du cobalt dans le concentré
ébauché avec diminution de la teneur global, et un
concentré de tête qui a une teneur de 1,48 avec comme rendement de
récupération de 23,36% à la fraction de 25-50-25% du
booster
Notons également que dans les quatre essais retenus,
nous avons enregistré les teneurs de cobalt dans les différents
rejets respectivement de : 0,26 ; 0,34 ; 0,26 et 0,27%.
Les effets suivants ont été observés pendant
le déroulement de ces essais :
- Dans les fractions du milieu, des pétillements de la
mousse ont été observés à la surface de la pulpe,
dus normalement à un excès de NaSH ;
- La mousse a été chargée en
minéraux de cobalt dans la première fraction, puis un virement
brusque de la couleur qui passe du vert foncé vers une couleur presque
grise.
IV.4.3. ESSAIS DE FLOTTATION AVEC LE TALL OIL
FRACTIONNE
Sept essais de flottation ont été
effectués dans cette catégorie du tall-oil fractionné. La
présentation synthétique de ces résultats se fait dans le
tableau 8 et la traduction graphique des essais jugés bons et retenus se
fait à la figure 7. Comme nous l'avons dit précédemment,
les annexes fournissent beaucoup plus les détails.
Teneur Cobalt (%)
70-0-30% 30-0-70% 30-70-0%
70-30-0%
2,50
2,00
0,50
0,00
1,50
1,00
10,0 20,0 30,0 40,0 50,0 60,0 70,0 80,0 Rendement de
récupération Cobalt(%)
COBALT
Taux
3,00
1,37
1,00
41,61
3,11
1,61
1,00
36,25
3,68
1,49
1,00
25,48
3,39
C ébauché
42,55
0,81
66,07
1,55
1,00
R
57,45
0,31
33,93
Alim
100,00
0,52
100,00
C tête
6,56
1,79
21,91
3,34
C ébauché
45,36
0,80
67,36
1,49
1,00
R
54,64
0,32
32,64
Alim
100,00
0,54
100,00
C tête
5,88
2,00
21,77
3,70
C ébauché
42,78
0,73
57,64
1,35
1,00
R
57,22
0,40
42,36
Alim
100,00
0,54
100,00
C tête
7,65
2,15
26,45
3,46
C ébauché
47,54
0,97
73,85
1,55
1,00
R
52,46
0,31
26,15
Alim
100,00
0,62
100,00
Evolution du rendement de récupération
du
Cobalt en présence du Tall Oil
fractionné
Condition de référence T:0-0-100% T:70-0-30%
T:30-0-70% T:70-30-0%
Figure 7. Evolution du rendement de
récupération en présence du Tall-oil
fractionné
37
Tableau 8. Résultats synthétiques de
flottation avec le Tall-oil fractionné
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
TALL OIL
|
|
|
|
|
|
|
POIDS
|
|
|
|
|
FRACTION
|
%
|
%
|
Rdt(%)
|
|
C tête
|
5,85
|
1,78
|
17,54
|
|
100-0-0%
|
C ébauché
|
42,55
|
0,81
|
58,39
|
|
|
R
|
57,45
|
0,43
|
|
|
|
Alim
|
100,00
|
0,59
|
100,00
|
|
C tête
|
7,32
|
1,45
|
22,76
|
|
0-100-0%
|
C ébauché
|
39,63
|
0,75
|
63,75
|
|
|
R
|
60,37
|
0,28
|
|
|
|
Alim
|
100,00
|
0,47
|
100,00
|
|
C tête
|
5,38
|
1,88
|
19,81
|
|
0-0-100%
|
C ébauché
|
50,00
|
0,76
|
74,52
|
|
|
R
|
50,00
|
0,26
|
|
|
|
Alim
|
100,00
|
0,51
|
100,00
|
|
C tête
|
5,85
|
1,78
|
19,85
|
38
Il ressort de l'examen des résultats obtenus, quatre
essais ont été retenus et nous fournissent les informations
suivantes :
- Le tall-oil fractionné comme suit 0-0-100% nous donne
un concentré de tête et un concentré ébauché
titrant respectivement 1,88 et 0,76 % cobalt, un rendement de
récupération de tête et celui du concentré
ébauché de : 19,81 et 74,52% pour le cobalt. Un rejet titrant
0,26% cobalt ;
- A une fractionné de 30-0-70%, nous avons
remarqué une augmentation négligeable du rendement de
récupération de tête par rapport à la fraction de
0-0-100 % tall- oil, une teneur cobalt en tête de 1,79 tandis que
l'ébauché diminue en rendement de récupération et
augmente en teneur global ;
- Enfin, par rapport au second essai retenu dans cette
catégorie, il y a eu une augmentation d'environ 6% du rendement de
récupération global et 0,17% de la teneur globale du cobalt
à la fraction de 70-30-0% et un rejet de 0,31% cobalt.
Les effets suivants ont été observés
pendant la réalisation de cette catégorie
d'essais :
- Les pétillements exagérés de la mousse
;
- Une couche noire brillante apparaissait chaque fois à la
surface de la mousse dès la
première fraction et disparaissait progressivement dans
les fractions suivantes ;
- En plus d'activer le cobalt, le tall- oil active aussi le
manganèse jusqu'aller à 1,5% dans la teneur globale avec un
rendement de récupération de 61 % à l'ébauchage.
IV.4.4. ESSAI DE FLOTTATION AVEC LE BOOSTER ET LE
TALL-OIL
FRACTIONNES
Dans le but d'améliorer le rendement de
récupération du cobalt, nous sommes arrivé à
utiliser le booster ainsi que le tall- oil tous fractionnés. Une
combinaison de différentes fractions du booster et du tall -oil retenue
dans les deux catégories a été réalisée dans
la présente catégorie. Ainsi, nous avons écarté
tous les essais qui nous ont fourni un rendement de récupération
global en cobalt inférieur à 50% et nous avons retenu quatre
essais dont la présentation synthétique se fait dans le tableau 9
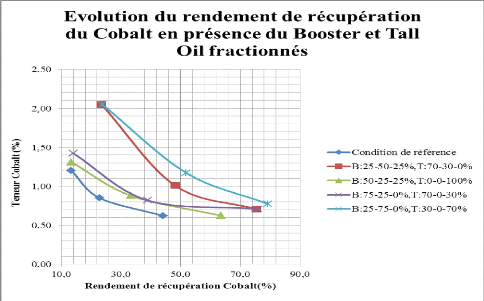
et traduit graphiquement à la figure 8.
39
Tableau 9. Résultats synthétiques de
flottation avec le Booster et Tall- oil fractionnés
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
BOOSTER
|
TALL OIL
|
|
|
|
|
|
|
|
|
|
|
|
POIDS
|
|
|
|
FRACTION
|
%
|
%
|
Rdt(%)
|
|
25-50-25%
|
70-30-0%
|
C tête
|
6,38
|
2,05
|
23,47
|
|
|
C ébauché
|
59,57
|
0,71
|
75,34
|
|
|
R
|
40,43
|
0,34
|
|
|
Alim
|
100,00
|
0,56
|
100,00
|
COBALT
Taux
3,7
1,3
1,0
24,66
2,4
1,2
1,0
36,45
2,6
1,3
1,0
24,13
25-75-0%
30-0-70%
3,9
1,5
1,0
20,84
Alim
100,00
0,53
100,00
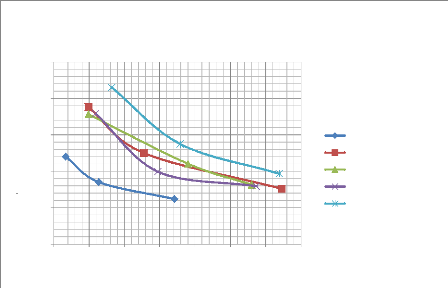
Figure 8. Evolution du rendement de
récupération du cobalt en présence du Booster
et
Tall- oil fractionnés.
Par la même occasion, signalons qu'à cet essai
qui donne un bon résultat, nous avons observé une concentration
en cuivre dont les renseignements sont les suivants :
40
L'examen des résultats du tableau 9 laisse voir ce qui
suit :
- Le booster fractionné en 25-50-25% et le tall-oil en
70-30-0% conduit à un concentré de tête et un
concentré ébauché titrant respectivement 2,05 et 0,71 %
cobalt, un rendement de récupération en cobalt de 23,47 et
75,34%, la teneur du cobalt dans le rejet est de 0,34% ;
- Par rapport au premier cas de la catégorie d'essais,
à la fraction du booster de 50-2525% et celle du tall-oil de 0-0-100%,
on constate une diminution sensible de rendement de récupération
et de la teneur respectivement pour le concentré de tête et le
concentré ébauché. Le rejet possède une teneur en
cobalt de 0,44% ;
- 75-25-0% du booster et 70-0-30% du tall-oil laissent voir
sans équivoque que le concentré de tête titre 1,42% cobalt
en ayant un rendement de récupération de 14,09%, un
ébauchage du concentré titrant 0,71% cobalt et un rendement de
récupération de 75,87% ;
- Une amélioration nette a été
observée en fractionnant le booster et le tall-oil de la manière
suivante : 25-75-0% et 30-0-70%. Dans ce cas, on observe un concentré de
tête et un concentré ébauché titrant respectivement
2,05% et 0,77% cobalt, possédant comme rendement de
récupération en tête et global de 23,74% et 79,16% avec un
rejet de flottation titrant 0,24%.
IV.5. DISCUSSIONS
Nous notons une amélioration des résultats
entre, d'une part, nos meilleurs résultats trouvés au laboratoire
à ceux dans les conditions de référence et d'autre part,
à ceux rencontré au niveau de l'usine dans ses conditions
standards. Ceci, étant nous avons retenu l'essai de flottation en
fractionnant le booster et le tall- oil respectivement de la manière
suivante : 25-75-0% et 30-0-70% comme bon résultat dans la
catégorie des combinaisons de ces différents activant.
Comparativement à l'essai de référence
dont les résultats sont représentés synthétiquement
dans le tableau 10 et l'essai de la combinaison de booster et tall-oil
respectivement en fraction de 25-75-0% et 30-0-70%, nous pouvons juger cette
combinaison meilleure car elle a amélioré sensiblement le
rendement de récupération du cobalt.
41
- Le concentré de tête et le concentré
ébauché titrent respectivement : 23,43% et 5,06% cuivre ;
- Le rendement de récupération de tête et
celle récupération global de : 47% et 89,8% de cuivre ;
- Un rejet titrant 0,68% cuivre.
Tableau 10. Résultats synthétiques
comparatifs
|
EFFICACITE
|
REFERENCE
|
BO+TO
|
|
Concentré de tete
|
1.20
|
2.05
|
|
Concentré ébauché
|
0.62
|
0.77
|
|
Rendement de tete
|
13.4
|
23.47
|
|
Rendement ébauché
|
44.2
|
79.2
|
|
Rejet de flottation
|
0.51
|
0.24
|
IV.6. ANALYSES GRANULOMETRIQUES DES REJETS
Dans ce paragraphe, nous présentons une synthèse
des analyses granulochimiques effectuées sur les rejets d'essais de
flottation que nous avons jugé meilleurs dans les différentes
catégories, puis une comparaison et une brève explication sur
l'analyse des rejets de flottation dans les conditions standards et le rejet de
flottation avec le booster et le tall- oil fractionnés.
Tableau 11. Analyses granulochimiques des rejets de
flottation
|
|
|
|
|
|
|
|
|
|
|
|
|
BOOSTER
|
|
|
|
|
TALL OIL
|
|
|
BOOSTER+TALL OIL
|
|
|
|
Tranches
|
|
Poids
|
Cobalt
|
|
|
Poids
|
Cobalt
|
|
Poids
|
|
Cobalt
|
|
|
Mesh
|
Microns
|
g
|
%
|
%
|
%Pc
|
g
|
%
|
%
|
%Pc
|
g
|
%
|
%
|
%Pc
|
|
48
|
300
|
86
|
14,48
|
0,39
|
76,18
|
53
|
11,3
|
0,34
|
81,23
|
45
|
9,62
|
0,41
|
81,8
|
|
65
|
208
|
173
|
29,12
|
0,24
|
46,7
|
145
|
30,92
|
0,32
|
32,89
|
164
|
35
|
0,24
|
42,9
|
|
100
|
149
|
122
|
20,54
|
0,29
|
21,58
|
32
|
6,823
|
0,01
|
32,56
|
78
|
16,7
|
0,32
|
18,3
|
|
150
|
104
|
90
|
15,15
|
0,17
|
10,72
|
86
|
18,34
|
0,2
|
14,64
|
72
|
15,4
|
0,01
|
17,5
|
|
200
|
75
|
75
|
12,63
|
0,15
|
2,727
|
86
|
18,34
|
0,02
|
12,85
|
55
|
11,8
|
0,2
|
6,68
|
|
270
|
55
|
30
|
5,05
|
0,11
0,383
45
|
9,595
|
0,19
3,938
36
|
7,69
|
0,15
|
|
325
48
|
12
|
2,02
|
0,04
0,043
6
|
1,279
|
0,15
3
10
|
2,14
|
0,12
|
42
Teneur Cobalt(%)
0,45
0,35
0,25
0,15
0,05
0,4
0,3
0,2
0,1
0
Variation de la teneur du Cobalt dans les rejets de
flottation
0 50 100 150 200 250 300 350
Ouvertures des tamis en microns
Booster
Tall oil
Booster et Tall oil Conditions de KZC
Figure 9. Variation de la teneur du Cobalt dans les
différentes tranches des rejets
43
CONCLUSION
La présente étude s'inscrit dans l'ensemble des
voies susceptibles d'améliorer le rendement de
récupération du cobalt au Concentrateur de Kolwezi en faisant une
combinaison des différentes fractions du booster et du tall- oil.
Après caractérisation granulométrique de
l'alimentation de la flottation dudit Concentrateur, les résultats ont
révélés qu'environ 3% de cobalt sont renfermés dans
la tranche de plus de 48 mesh et plus de 90% dans la tranche supérieure
à 200 mesh, proportion qui n'est pas la bienvenue à la
flottation. Ceci étant, nous n'avons pas tenu compte de cet aspect
granulométrique, mais nous nous sommes attelés sur l'aspect
distribution des réactifs comme un des paramètres pour
améliorer le rendement de récupération de cobalt.
A l'issue de nos essais de flottation aux laboratoires, dans
la catégorie du tall-oil fractionné, nous avons constaté
avec amertume la concentration du manganèse qui est pour nous une
impureté.
Dans la catégorie du booster et du tall-oil
fractionnés, la combinaison de 2575-0% du booster et de 30-0-70% du
tall-oil, fournit des résultats jugés meilleurs pour cette
étude. Respectivement pour le cobalt et le cuivre, nous avons un
concentré de tête titrant 2,05 et 23,43%, un concentré
ébauché ayant pour teneur 0,77 et 5,06%, un rendement de
récupération en tête de 23,74 et 47% ; en ébauchage,
nous avons obtenu un rendement de 79,16 et 89,8%. En ce qui concerne les rejets
de flottation, nous avons enregistré une teneur de 0,24 % pour le cobalt
et 0,68 % pour le cuivre.
44
PERSPECTIVES
Au regard des résultats de cette étude, il
convient à la direction du contrôle d'exploitation du
concentrateur de Kolwezi d'orienter la suite de l'étude de la
manière suivante :
- Poursuivre la même étude en multipliant les
essais de combinaisons des fractions des activants et en révisant le
dosage du sulfudrate de sodium ;
- Tenir compte de la granulométrie ou déterminer
la courbe de broyabilité et se ramener dans les meilleures conditions
;
- Lors des essais de flottation avec le tall-oil, chercher
comment ne pas récupérer le manganèse car plusieurs
études du genre, élimination du manganèse par
précipitation dans le circuit cobalt (cas des usines hydro
métallurgiques de la Gécamines) traitant déjà ce
problème de manganèse.
En plus du point technique, il faudra établir une
caractérisation environnementale des rejets issus de la flottation dans
les cas de la combinaison du booster et tall- oil.
45
REFERENCES BIBLIOGRAPHIQUES
1. Anne GOSSELIN, DENN BLACKBURN, MARIO BERGERON, Mars 1999.
Protocole d'évaluation de la traitabilité des sédiments de
sels et des boues à l'aide des techniques métallurgiques.
2. Christian KATWIKA NDOLWA ,2014. Bases fondamentales de
préparation des minerais. UNIKOL Inédit.
3. NGENDA BANKA Richard ,2015. Génie métallurgique
I, UNIKOL inédit.
4. Serge BOUCHARD ,2005. Traitement du minerai, Edition le
Griffon d'Argile.
5. Corneille EK et Al Masson, 1973. Cours de minéralurgie
et préparation des minerais. Edition DERROUX Liège.
6. Pierre Blazy, 1970. La valorisation des minerais, Presse
universitaire de France.
7. Paris Barry A. Wills et Tim Napier-Munn, 2006. Mineral
Processing Technology,
8. Jean Marie KANDA NTUMBA, Décembre 2012. Etude de la
flottabilité de la malachite à l'aide de l'Amylxanthate de
potassium et acides gras. thèse de doctorat, Université de
Liège
9. ZEKA MUJINGA, 2015. Chimie analytique, UNIKOL
Inédit.
10. Notes de service DCE/KZC
,\NN IXES
A
|
|


