DEDICACE
Ils ont su inculquer en nous des vertus qu'ils
possédaient.
Nous dédions ce mémoire de fin de cycle à
Dieu le tout puissant qui dans sa grande miséricorde, nous a
donné l'intelligence, la force et le courage d'établir ce
document.
Nous pensons tout particulièrement aux êtres qui
ont influencé positivement notre vie et qui nous sont chers. Nous ne
manquerons de mentionner certains noms qui nous ont soutenus à tous les
niveaux:
·
· Notre défunt père Bernard
GOORE Bi, Paix à son âme ;
·
· Notre mère Mme Christine GOORE, pour
avoir financé nos études et supporté nos caprices ;
·
· Notre Parrain grâce a qui nous
réalisons nos rêves et qui occupe la place d'un père dans
notre vie, merci ;
·
· Notre fiancée Dialia Dite COULIBALY,
qui avec beaucoup de sacrifices
n'a ménagé aucun effort pour nous apporter son
aide dans tous les sens ;
·
· Toute notre famille et nos
amis pour nous avoir apporté soutien moral et
intellectuel ;
Et à tous ceux, dont nous n'avions pu mentionner les noms
ici.
REMERCIEMENT
Nous tenons à exprimer notre profonde gratitude
à toutes les personnes qui nous ont été d'une aide
appréciable pour la réalisation complète de notre travail
au sein d'ABB Technology SA CI. A tous ceux qui ont permis l'élaboration
de ce document. Nous témoignons également notre sincère
reconnaissance. Nos remerciements vont particulièrement à
l'endroit de:
M. Sully SCHÄCHTER et M. Raoul
ABY, Directeurs respectifs des Groupes TASQ-QM et CSI/IAQT,
initiateurs de cette formation;
La direction générale d'ABB Technology
SA pour son accord,
M. Magloire ELOGNE, DG d'ABB Technology SA pour
sa rigueur, son dévouement pour la Qualité et pour la recherche
sans faille de l'amélioration continue;
M. Koffi DJAHA, notre tuteur de stage pour son
assistance et son soutien nonobstant ses occupations;
M. Biguess KOUAME, Responsable CSM qui nous a
été comme un père au sein de l'entreprise;
L'ensemble du personnel et surtout les
différents responsables des activités pour l'accueil et la
convivialité qui ont prévalu lors de notre mission;
M. Ernest SEHI BI Consultant-Formateur, notre
encadreur pédagogique pour sa disponibilité et son assistance
durant l'élaboration de ce document;
Docteur Adama KONATE Directeur des PME/PMI de la
CI au CCIA, pour ses conseils et son soutien financier;
A notre FAMILLE qui malgré toutes les
difficultés n'a jamais cessé de nous soutenir spirituellement.
Sans vous nous ne serons pas parvenu jusqu'à ce niveau ;
Que Dieu le Tout Puissant, le miséricordieux leur accorde
longue vie.
TABLE DE MATIERE
DEDICACE 1
REMERCIEMENTS 2
TABLE DES MATIERES 3
AVANT PROPOS 5
RESUME 6
ABSTRACT 7
LISTE DES TABLEAUX 8
LISTE DES FIGURES 9
LISTE DES ABREVIATIONS 10
INTRODUCTION 12
Iere PARTIE : ETUDE ANALYTIQUE DU SUJET 14
a) Contexte general 15
b) Problematique 15
c) Objectif et Resultats de la mission 16
d) Approche méthodologique 17
e) Intérêts et limites de la mission 17
IIere PARTIE : GENERALITES DE L'ETUDE
18
CHAPITRE I : PRESENTATION DE ABB TECHNOLOGY
19
I. Historique 19
1) Présentation du groupe 19
2) Présentation de ABB Technology CI 20
II. Mission et activités 20
III. Historique Qualité 23
IV. Ressources Humaines 23
V. Clients et environnement concurrentiel 23
CHAPITRE II : ANALYSE STRUCTURELLE ET ORGANISATIONNELLE
24
III' PARTIE : ETAT DES LIEUX 26
I. Objectif et Méthodologie de l'état des lieux
27
II. Présentation des résultats 28
II-1 Diagnostic qualité 28
a) Objectif du diagnostic Qualité 28
b) Deroulement du diagnostic Qualite 28
c) Resultats du diagnostic Qualite 31
II-2 Exploitation documentaire 36
a) Objectif de l'exploitation documentaire 36
b) Déroulement de l'exploitation documentaire 36
c) Résultats de l'exploitation documentaire 36
II-3 Enquête d'opinion interne 38
a) Objectif de l'enquête d'opinion interne 38
b) Déroulement de l'enquête d'opinion interne
38
c) Résultats de l'enquête d'opinion interne 40
III. Conclusion de l'état des Lieux 50
IV~rn' PARTIE : ANALYSE DES CAUSES ET EFFET
51
I. Présentation de l'analyse technique 51
II. Classification des causes 51
III. Représentation graphique de la relation cause-effet
5 3
Verne PARTIE : PROPOSITION ET MISE EN OEUVRE
56
DES SOLUTIONS
CHAPITRE I : PROPOSITIONS DE SOLUTIONS 57
CHAPITRE II : MISE EN OEUVRE DES SOLUTIONS
59
I. Plan d'actions 59
II. Proposition d'un échéancier de mise en oeuvre
pour la réparation d'un moteur 62
VI~rn~ PARTIE : EVALUATION DES SLOLUTIONS 65
RECOMMANDATIONS 70
APPORT A ABB ET ENSEIGNEMENT TIRE DE LA MISSION
73
CONCLUSION 76
BIBLIOGRAPHIE 78
ANNEXES 81
AVANT PROPOS
En cette période de forte concurrence et de forte
compétitivité en dépit des frontières de nos Etats,
où les facteurs contribuant à la compétitivité tels
que la qualité, les prix concurrentiels et la livraison dans les
délais sont amenés à jouer un rôle primordial dans
l'amélioration continue de la qualité de l'ouvrage. Dès
lors, les entreprises quelque soit leur domaine d'activité sont
contraintes à mettre en oeuvre des dispositifs permettant d'assurer la
qualité de leurs prestations ou leurs produits.
Aujourd'hui au-delà de la satisfaction des clients, on
vise la fidélisation de ses clients en proposant des produits ou des
prestations de services de qualité, à moindre coût dans le
respect des délais de livraison. En effet l'assurance de la
qualité nécessite une démarche qualité devant
apporter une valeur ajoutée à l'entreprise par la garantie de la
satisfaction totale de ses clients.
De ce fait les entreprises ivoiriennes n'ont guerre le choix de
se conformer à ces nouvelles exigences mondiales.
Afin de motiver nos entreprises à être proche de
ses clients à travers la Qualité, la clairvoyance de certains
dirigeants a conduit à Abidjan, l'Institut Africain de la Qualité
Totale (IAQT), résultant du partenariat entre le Groupe Conseil et
Stratégie International (CSI) et les Techniques Avancées
Système Qualité Optimisation Management (TASQ-OM) de France. Cet
institut forme des cadres (Ingénieurs et Mastères
Spécialisés) et des techniciens Supérieurs au
métier de la Qualité, des stratégies et des techniques
d'organisation d'entreprise.
La mise en évidence des connaissances reçues
lors de la formation, conduit, nous étudiant à effectuer une
mission au sein de ABB Technology SA afin d'être imprégner de la
profession de Manager Qualiticien. Les résultats de cette mission
devront faire l'objet d'une soutenance publique devant un jury composé
d'enseignants et professionnels du domaine de management.
C'est dans ce cadre que notre présence que nous avons
été admis en stage professionnel pour une durée de 6 mois
a ABB Technology SA en vue « d'améliorer le respect de
délais de livraison ».
RESUME
Au cours de ces dernières années, les
différents domaines d'activités ont connu une forte
évolution technologique et une compétitivité accrue.
L'avènement de la qualité a été pour les
entreprises un facteur très important dans l'amélioration de
leurs prestations. La qualité est devenue alors un outil de gestion
privilégié permettant de répondre au mieux aux exigences
des clients et de les fidéliser.
Du fait de la concurrence de plus en plus accrue, ABB
Technology SA certifié depuis 2002, s'est engagé donc à
réduire les délais de réalisation et de livraison de ses
prestations de services en vue de préserver son image de marque
auprès de sa clientèle.
Le présent travail qui s'inscrit dans cette logique, a
pour objet de permettre à ABB Technology «
d'améliorer le respect de ses délais de livraison
».
Pour ce faire l'état des lieux effectué à
partir d'un diagnostic qualité, d'une exploitation documentaire et d'une
enquête d'opinion interne nous a permis de déceler les faiblesses
du système en place et les causes majeures engendrant le non respect des
délais.
Les résultats recueillis nous ont conduits à une
analyse technique des causes et effets pour faciliter la recherche des actions
correctives et guider le pilotage des actions futures.
La mise en oeuvre des actions correctives identifiées,
s'est faite à partir d'un plan d'action, lequel nous a permis de
proposer une méthode de planification afin d'assurer le suivi et
l'exécution des tâches.
Les recommandations suggérées suite à
l'évaluation des actions menées, ont été l'occasion
pour nous de permettre à la direction d'éviter ce problème
de non respect de livraison.
En somme, le travail réalisé a été
pour nous l'occasion de participer au projet d'amélioration continue de
ABB Technology pour optimiser ses processus et à la satisfaction de ses
clients dans les délais fixés.
ABSTRACT
During these last years, the various spheres of activities
knew a strong technological development and an increased competitiveness. The
advent of quality was for the companies a very significant factor in the
improvement of their services. Quality became a privileged management tool then
making it possible to answer best the requirements of the customers and create
customer loyalty.
Because of increasingly increased competition, ABB Technology
SA certified since 2002, was thus committed reducing its and delivery
completion dates of its provisions of services in order to preserve its public
image near its customers.
This work which falls under this logic has the aim of making it
possible to ABB Technology "to improve the respect of its delivery
periods".
With this intention the inventory of fixtures carried out
starting from a diagnosis quality, an abstract and a public opinion poll
interns allowed us to detect the weaknesses of the system in place, generating
no the respect of the deadlines.
The results collected led us to a technical analysis of the
causes and effects to facilitate the research of the corrective actions and to
guide the piloting of the future actions.
The implementation of the identified corrective actions, was
done starting from an action plan, which enabled us to propose a method of
planning in order to ensure the follow-up and the execution of the tasks.
The recommendations suggested following the evaluation of the
carried out actions, were the occasion for us to make it possible the direction
to avoid this problem of no respect of delivery.
All things considered, work carried out was for us the
occasion to take part in the project of continuous improvement of ABB
Technology to optimize its processes and in satisfaction of its customers
within the allowed time.
LISTE DES TABLEAUX
REFERENCES TITRES PAGES
TABLEAU 1 Echéancier de notre mission
13
TABLEAU 2 Liste des personnes interrogées
30
TABLEAU 3 Les principales observations
37
TABLEAU 4 Récapitulatif du diagramme de
Pareto 47
TABLEAU 5 Classification des causes par zone
selon la courbe ABC 48
TABLEAU 6 Classification des causes par famille
52
TABLEAU 7 Classification des actions
identifiées par ordre et par famille 57
TABLEAU 8 Plan d'actions 60
TABLEAU 9 Proposition d'échéancier
pour la réparation d'un moteur de 75 à 63
100 CV de puissance sans travaux mécaniques
TABLEAU 10 Proposition
d'échéancier pour la réparation d'un moteur de 75 à
64
100 CV de puissance avec travaux mécaniques
TABLEAU 11 Récapitulatif des actions
menées 68
TABLEAU 12 Evaluation globale des
résultats par activités principales 69
LISTE DES FIGURES
|
REFERENCE
|
TITRES
|
PAGES
|
|
FIGURE
|
1
|
Connaissance sur la Qualité
|
43
|
|
FIGURE
|
2
|
Appréciation du travail fourni par ABB
|
43
|
|
FIGURE
|
3
|
Délais de réalisation
|
43
|
|
FIGURE
|
4
|
Le respect des délais d'engagement
|
44
|
|
FIGURE
|
5
|
La connaissance des procédures
|
44
|
|
FIGURE
|
6
|
L'application des procédures
|
44
|
|
FIGURE
|
7
|
Le délai d'exécution
|
45
|
|
FIGURE
|
8
|
Le délai de livraison fournisseur
|
45
|
|
FIGURE
|
9
|
L'implication du personnel
|
45
|
|
FIGURE
|
10
|
Un programme d'amélioration continue
|
46
|
|
FIGURE
|
11
|
Connaissance de l'opinion des clients sur la qualité des
prestations
|
46
|
|
FIGURE
|
12
|
Représentation du diagramme de Pareto
|
47
|
|
FIGURE
|
13
|
Représentation du diagramme d'Ishikawa
|
54
|
LISTE DES ABREVIATIONS
|
ABB: Power and Productivity For a Better
World TM
ISO : International Standard organisation
IAQT : Institut Africain de la Qualité Totale
SMQ: System de Management de la Qualité
PDG : Président Directeur Général
DG : Directeur Général
DAF : Directeur Administratif et Financier
RH : Ressources Humaines
RQ : Responsable Qualité
PP : Pilote Processus
KAM : Key Account Manager
PR : Processus de Réalisation
PM : Processus de Management
PS : Processus Support
DIR : Processus Direction
MDR : Processus Management des Ressources
|
|
ACH : Processus Achat et Moyens
Généraux
COM : Processus Commercial
PAP : Processus Power & Automation
Product
PAT : Processus Process Automation
PWS : Processus Power System
GAP : Groupe d'Amélioration et de
Progrès
INF : Système d'Information
SBS : Substation Middle Voltage TFO :
Transformers Services
CMS : Condition Motoring Services
TMM : Total Motors Management MTS : Motors
Services
APS : ABB Performances Services BC
: Bon de Commande
DCM : Demande de Commande Matériel
SPSS : Statistical Package for the Social
Sciences
IT : Instruction de Travail MO
: Mode Opératoire
|
INTRODUCTION
Depuis F. Winslow TAYLOR (1856-1915) les techniques et pratiques
organisationnelles ont subi de profondes mutations. Cela est dû en
majeure partie à l'évolution de l'économie de production
et de consommation.
Il n'est possible aujourd'hui d'atteindre le niveau de
qualité requis qu'en utilisant un système de management de la
qualité digne de ce nom. Plusieurs entreprises, de par le monde, l'ont
compris et intègrent dans leurs stratégies ce modèle de
management considéré par Gilbert STORA et Michel de MONTAIGNE
comme « L'implication de toutes les fonctions de l'entreprise
qui interviennent dans la vie d'un produit ou d'un service pendant la
durée du cycle, avec la totalité du personnel, orientant tous les
moyens vers la prévention des défaillances, systématisant
la relation client - fournisseur, prenant en compte tous les besoins des
clients relatifs à la qualité, aux délais, aux prix, aux
performances, avec pour objectif final la satisfaction totale des clients,
c'est-à-dire le zéro - défaut ».
La devise « Le client est roi
» se vérifie encore plus de nos jours. A mesure que
s'améliore la qualité de la vie, le niveau de qualité
exigé des produits et de services augmente également. Partout
dans le monde, les clients exigent que le produit ou le service pour lequel ils
ont payé corresponde à leurs spécifications,
réponde à leurs attentes dans les délais et qu'il
fonctionne comme prévu. La qualité est alors vue comme la
capacité de répondre aux attentes du consommateur à un
coût, un prix et délai « acceptable
» aussi bien par l'entreprise que par le client.
C'est pour faciliter cette activité, qu'est arrivée
la série de normes ISO 9000, se présentant comme une alternative
de management, susceptible de conduire une entreprise à
l'efficacité et à l'efficience, et ainsi donc vers
l'excellence.
Conscientes de ce fait, des entreprises comme ABB Technology SA
savent qu'il faut être réactif pour être performant. Alors
elles cherchent et se demandent, quelles actions menées pour respecter
les délais de livraison malgré la qualité de mes
prestations?
Leurs préoccupations trouveront, certainement, leurs
réponses au terme de notre
travail.
Aussi, pour mener à bien cette mission et suivre les
activités qui seront réalisées, nous avons
élaboré le tableau d'échéancier ci-dessous.
Tableau N° 1: Echéancier de notre
mission
|
ETAPES
|
ACTIVITES
|
OUTILS
|
PERIODE
|
|
1. Etat des lieux
|
~ Diagnostic Qualité ~ Exploitation documentaire
- Enquête d'opinion interne
~ Traitement de données
|
· Brainstorming
· Les feuilles de relevés (Tableaux)
· Diagramme de Pareto
· Graphique (en secteur ou radar)
|
29 Mai au 30 Août 2009
|
2. Recueil les informations et interpreter
|
~ Traitement de données
~ Classification des causes
~ Identification des
causes majeures
|
· Les feuilles de relevés
(Tableaux)
· Graphique (en secteur ou radar)
· Diagramme de Pareto
|
08 au 30 Août 2009
|
|
3. Réalisation d'une analyse causes et effet
|
.- Choix des familles .- Regroupement des causes par famille
|
~ Diagramme d'Ishikawa
|
02 au 10 Septembre 2009
|
4. Propositions de solutions
|
|
.- Sélection des solutions
|
· Les feuilles de relevés (Tableaux)
· Brainstorming
|
15 Septembre au 10 Octobre
|
5. Mise en oeuvre
des solutions
|
.- Mise à exécution des
solutions choisies
|
· Les feuilles de relevés (Tableaux)
· QQOCQP
|
15 Octobre au 15 Décembre
|
6. Evaluation des résultats obtenus
|
.- Appréciation des résultats obtenus
|
· Les feuilles de relevés (Tableaux)
|
25 Novembre au 31 Décembre
|
|
Ière Partie : ETUDE ANALYTIQUE DU
SUJET
a) Contexte général
b) Problématique
c) Objectif et résultats de la mission
d) Approche méthodologique
e) Intérêts de la mission
Ière PARTIE : ETUDE ANALYTIQUE DU SUJET
a) Contexte général
Certifié depuis 2002, ABB Technology Appartient au
domaine des technologies de l'énergie et de l'automation. Cette
entreprise est spécialisée dans la réparation des moteurs
industriels et transformateurs de puissance et de distribution, dans
l'installation de système de réseau électrique, puis la
vente de produits Basse Tension (BT), Moyenne Tension (MT) et Haute Tension
(HT).
Aussi, pour confirmer et préserver sa
notoriété sur son segment de marché, ABB Technologie, se
doit de fournir à sa clientèle des produits conformes à
leurs exigences dans les délais. Comme toute entreprise se souciant de
la satisfaction totale de ses clients, elle met un accent particulier sur la
maîtrise des prestations, le respect des engagements, puis le respect des
exigences réglementaires et légales liées à leurs
métiers.
b) Problématique
L'expansion et la libération des marchés de
consommation en dépit des frontières de nos Etats, sont
proportionnelles aux taux élevés des exigences des clients. Alors
dans cet univers concurrentiel, deux (2) facteurs indispensables perdurent:
parvenir à la satisfaction du client, si possible en un coup et
respecter les délais de livraison fixés. Ainsi ces deux (2)
facteurs permettent de donner confiance aux clients.
Cependant leur non respect engendre des problèmes assez
délicats (réclamations clients, perte des clients, mauvaise image
de marque...). Afin d'éviter, voire diminuer l'impact de ces
désagréments, des entreprises comme ABB Technology SA se donnent
les moyens de palier l'une de ces insuffisances qui lui fait défaut.
C'est ainsi que la mission d'améliorer le respect des
délais de livraison nous a été
confié. Cela nous emmène à nous poser la question suivante
:
Comment réduire les délais de livraison et
au mieux augmenter le taux de livraison?
C'est à cette préoccupation que nous avons
tenté de répondre durant nos six (8) mois de présence
à ABB Technology SA.
c) Objectif et résultats de la
mission
L'objectif global de notre mission est de parvenir à la
satisfaction totale des clients en comblant leurs attentes clés
tels que la rapidité de livraison, la conformité des produits et
la quantité exacte livrée. Il s'agit de permettre
à ABB Technology de posséder une organisation capable de :
" Identifier et corriger toutes les causes internes;
i' Respecter et maitriser 90% de la durée d'intervention
au MTS/TFO en 3 mois;
i' Réduire et éviter les pertes de temps sur
l'importation des produits (gain d'au moins 1h à 1jour).
i' Planifier et suivre systématiquement 50% des
activités en 6 mois (SBS,MTS ,TFO,COM);
" Garantir le gain et le respect de délais des appels
d'offres ;
1' Fidéliser et agrandir le portefeuille client ;
1' Améliorer le fonctionnement interne.
La livraison dans les délais est cruciale car elle
permet de fidéliser et d'agrandir sa clientèle surtout
lorsqu'elle devient tout à fait satisfaite. Ainsi les résultats
attendus de cette mission, nous permettrons:
~ A Court terme, de
- Diminuer les réclamations clients ;
- Respecter les procédures et les
délais de traitement des dossiers ;
- Maitriser et diminuer le respect des
délais d'exécution (cible 75%) ; - De planifier
ses activités ;
- Améliorer le fonctionnement interne et
l'image de ABB auprès de sa clientèle.
~ A moyen et long terme
- Planifier et suivre systématiquement
des activités ; - Eviter les réclamations
clients ;
- Améliorer le respect des
approvisionnements importés ; - Maintenir et augmenter
le portefeuille client ;
- Promouvoir la démarche
d'amélioration continue ;
- Optimiser le système de Management de
la Qualité de ABB ; - Fidéliser et agrandir le
portefeuille client de l'entreprise ;
d) Approche Méthodologique
Notre méthodologie de travail s'articule autour des
points suivants :
u Décrire la situation actuelle à travers un
état des lieux (un diagnostic qualité, une exploitation
documentaire et une enquête d'opinion interne) ;
u Collecter les informations et identifier les causes majeures
;
u Mener une analyse des causes et effet ;
u Proposer des solutions ;
u Mettre en oeuvre les solutions choisies ;
u Evaluer les résultats obtenus.
e) INTERETS DE LA MISSION
~ Intérêt pour l'entreprise
- Dynamiser son organisation et rendre le
fonctionnement interne plus flexible et réactif ;
- Développer une culture d'entreprise
axée sur la satisfaction permanente et totale des parties prenantes
surtout le client.
) Intérêt pour nous Stagiaire
- Confronter les méthodes
théoriques d'optimisation à la pratique du terrain ;
- Développer notre sens de responsabilité et
d'animateur de groupes ;
- Conduire et suivre un projet d'optimisation
d'un SMQ.
IIème Partie : GENERALITES DE
L'ETUDE
Chapitre I : Présentation de ABB
Technology
Chapitre II : Analyse Structurelle et
Organisationnelle de ABB
CHAPITRE I : PRESENTATION DE ABB TECHNOLOGY
I. HISTORIQUE
1) PRESENTATION DU GROUPE ABB
C'est une histoire plus que centenaire d'une entreprise en
mouvement vouée au succès. Et quiconque est en mouvement laisse
des traces.
Devenu ABB Technology suite à la fusion en 1988 du groupe
Suédois ASEA et du groupe Suisse BROWN BOVERI & CORPORATION
(BBC).
ABB Technology leader mondial dans les technologies de
l'énergie et de l'automation, emploie environ 120 000 personnes
reparties dans environ 100 pays.
Son chiffre d'affaire s'élevait à plus de 38,3
milliards de dollars et des revenus de 34,9 milliards de dollars en 2008. La
mondialisation du groupe ABB lui confère une très grande
flexibilité. Ses principaux domaines d'activités sont :
· La Production de l'énergie ;
· Les Systèmes d'énergie ;
· Les produits d'automation ;
· L'Automation de Process ;
· Le Robotique ;
· Le service.
En Afrique, le groupe ABB est présent dans 47 pays avec 8
directions régionales dont ABB Egypte assure la supervision, Aussi ABB
Côte d'Ivoire couvre le réseau de vente des différents
produits BT, MT et HT de notre zone géographique. L'expérience
acquise dans plusieurs pays lui permet d'occuper une place de choix et
d'intervenir sur différents projets, notamment la production
d'énergie (Exemple : La centrale d'AZITO), la génération
d'énergie (alternateur), le transport et la distribution
d'énergie (construction de lignes haute tension), l'utilisation de
l'énergie(équipement et installation MT et BT), les techniques de
contrôle et commande (technique de mesure, de protection), la
télécommunication, la réparation des machines tournantes
(moteurs électriques, alternateurs...) et statique(transformateurs), le
service (les finances et transport...).
En côte d'voire depuis 1984, le groupe ABB est
représenté par deux (2) sociétés : AZITO O&M et
ABB Technology SA
i' AZITO O&M est la plus grande centrale d'énergie de
la sous région avec une capacité de production de 450 MW
i' ABB Technology est la filiale chargée de la vente des
produits et services du groupe ABB
NB : L'organigramme du groupe se trouve à
l'ANNEXE I, page 89
2) PRESENTATION DE ABB TECHNOLOGY CI
ABB Technology CI, née en juillet 2001 de la fusion des
sociétés ABB Côte d'Ivoire SA et ABB AJ Entreprises suite
à la crise que traverse la Côte d'Ivoire.
Aujourd'hui, ABB Technology CI représente un pôle de
compétence qui s'exporte dans toute l'Afrique de l'Ouest.
ABB Technology CI offre des produits, des systèmes et des
services parfaitement adaptés aux besoins de ses clients.
NB: L'organigramme de ABB Technology CI se trouve
à ANNEXE II, page 90
II. MISSION ET ACTIVITES
Situé à en Côte d'Ivoire, dans la ville
d'Abidjan, rue du Canal Zone 4, ABB Technology est spécialisée
dans les activités suivantes :
1. Réparation des machines tournantes et statiques en
atelier et sur site
2. Contrat de service : TMM, Full Service,
Prédictif...
3. Installation industrielle et tertiaire.
4. Installation électrique pour les réseaux :
lignes, postes, électrification rurale.
5. Vente de produits, systèmes et projets ABB
Le Système de management de la Qualité de ABB
Technology repose sur sept (7) processus principaux :
1. PROCESSUS DIRECTION (PM)
Assure l'efficacité du fonctionnement de l'entreprise
à travers le SMQ.
2. PROCESSUS MANAGEMENT DES RESSOURCES (PS) Met
à la disposition des différents services, les ressources
nécessaires au fonctionnement adéquat de la
société.
3. PROCESSUS COMMERCIAL (PS)
Augmente la réactivité et son impact commercial en
assurant la satisfaction du client dans le respect des intérêts de
ABB.
4. PROCESSUS D'ACHAT ET MOYENS GENERAUX (PS)
Approvisionner ABB Technology en produits et services de
qualité aux meilleures conditions de prix et de délais
5. PROCESSUS POWER & AUTOMATION PRODUCTS (PR)
Vend dans notre zone de couverture les produits HT, MT et BT des
usines ABB ainsi que les formations en rapport avec ses domaines de
compétences.
6. PROCESSUS PROCESS AUTOMATION (PR)
Répare des machines électriques tournantes
(moteurs) et les contrats de maintenance de parc moteurs (TMM), les drives et
de transformateurs.
7. PROCESSUS POWER SYSTEM (PR)
Réalise les extensions de réseaux
électriques et répare les machines électriques statiques
(transformateurs, réactances...)
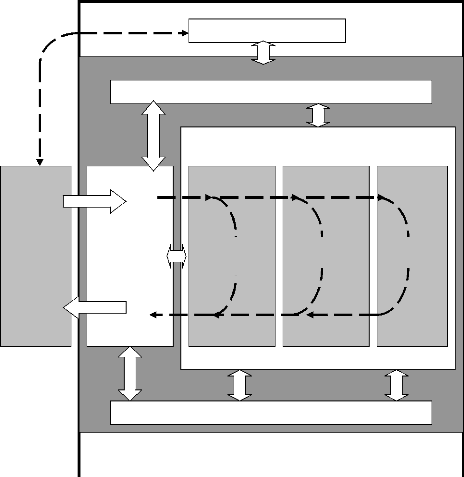
La cartographie présentée ci après
permet de faciliter la
compréhension des interactions entre les
différents processus susnommés.
Satisfaction
Exigences
CLIENT
PROCESSUS
COMMERCIAL
PROCESSUS MANAGEMENT DES RESSOURCES
PROCESSUS ACHAT ET MOYENS GENERAUX
POWER &
AUTOMATION
PRODUCTS
ABB Technology SA
PROCESSUS DIRECTION
PROCESSUS DE REALISATION
PROCESS
AUTOMATION
POWER
SYSTEM
*- Cartographie des Processus
Cartographie des processus au 28/11/2010 Signature du
responsable QSE
III. HISTORIQUE QUALITE DE ABB TECHNOLOGY
1999 : Début de la démarche
qualité
Le champ était l'atelier de réparation des machines
électriques tournantes.
2002 : Certification AFAQ de l'atelier de
réparation des machines électriques tournantes à la norme
ISO 9002 : 1994.
2004 : Certification AFAQ de l'atelier de
réparation des machines électriques tournantes à la norme
ISO 9001 : 2000.
2007 : Certification AFAQ de l'ensemble des
activités de ABB Technology à la norme ISO 9001 : 2000
2010 : En attente de l'audit de renouvellement
du certificat ISO à la norme ISO 9001 : 2008.
IV. LES RESSOURCES HUMAINES
A travers son personnel essentiellement local, hautement
qualifié composé d'une centaine d'employés environs. ABB
Technology fourni des services et des systèmes qui satisfont aux besoins
des clients. Les employés sont regroupés par activités et
par processus en fonction de leur compétence et leur capacité
requis.
V. CLIENTS ET ENVIRONNEMENT
L'extension de la mondialisation dans tous les secteurs
contraint les entreprises à être proactives. Depuis plus de 30
ans, ABB développe des systèmes et fabrique des produits
répondant aux besoins des clients quelques soit leurs
localités.
Aujourd'hui, ABB demeure toujours à l'avant-garde de
l'innovation. Les clients et les partenaires ivoiriens ou de l'Afrique du
secteur des technologies de l'énergie et de l'automation
bénéficient du double avantage que leur procure ABB Technology
CI:
1' Un savoir-faire à la pointe du progrès
1' Une recherche innovante à l'échelle mondiale.
CHAPITRE II : ANALYSE STRUCTURELLE ET
ORGANISATIONNELLE
Dans son essai littéraire paru en 1993, les
éditions Strategor définissent une structure comme étant
"l'ensemble des fonctions et des relations déterminant formellement les
missions et les fonctions que chaque unité de l'organisation doit
accomplir et les modes de collaboration entre ces unités".
En effet la politique d'une entreprise est
généralement axée sur la stratégie, la structure,
l'identité et la décision qui constituent les (4) quatre leviers
principaux. Cependant la vision stratégique du groupe ABB va
au-delà de cette assertion car elle repose sur :
- Le Coût et la croissance
- L'unité (One ABB)
- L'ouverture vers l'extérieur
- L'innovation
- Le respect des règles
En effet la structure organisationnelle de ABB Technology
repose sur l'organisation opérationnelle
caractérisée par un regroupement des moyens, des ressources, des
expertises et d'activités par processus en vue de réaliser un
objectif ou un projet précis. Cette organisation est aussi
appelée organisation divisionnelle ou
organisation par projet.
Les différents processus de réalisation
(PAT, PAP et PWS) produisent des biens, ne
s'adressent pas aux même marchés, ainsi on peu de besoin de
coordination.
Notons que cette organisation joue un rôle important
dans les relations entre le siège du groupe et ABB Technology CI
à travers la standardisation des résultats attendus.
La direction générale garantie la mise à
disposition des ressources ou des moyens suivants:
o Les ressources communes : personnel, informatique et recherche
;
o Les moyens de contrôle (Tableaux de bord en ligne, les
audits, les revues de direction et de processus) ;
o Les moyens de coordination et d'intégration.
La mise à disposition de ces ressources
précitées motive les employés, car ils maîtrisent
mieux les étapes pour parvenir à l'objectif global.
IIIème Partie: ETAT DES
LIEUX
I. Objectif et méthodologie de l'état des
lieux
II. Présentation des résultats de
l'état des lieux
III. Conclusion de l'état des lieux
I. OBJECTIF ET METHODOLOGIE DE L'ETAT DES LEIUX
~ Objectif de l'état des lieux
Afin de mieux nous familiariser à l'environnement et
proposer des solutions adéquates, nous avons fait le présent
état des lieux pour permettre de décrire la situation
générale dans laquelle ABB Technology se trouvait. Il s'agissait
donc de rechercher les causes profondes dues aux non respect des délais
de livraison, nonobstant la qualité de ses prestations de services.
~ Méthodologie de l'état des
lieux
Notre état des lieux présente trois (3) parties:
( 1ème Partie : Un diagnostic
Qualité
Il s'agit dans un premier temps, de mener un diagnostic
Qualité afin de nous permettre d'analyser le système en place
suivant les exigences de la norme ISO 9001: 2000.
La synthèse du diagnostic Qualité nous a permis de
mettre en évidence les points forts, les points faibles et contraintes
à partir d'éléments observables.
( 2ère Partie : L'exploitation
documentaire
Ensuite dans un second temps, nous avons recensé les
problèmes à partir :
o Des enquêtes de satisfaction des
clients (proximités et général) ;
o Des réclamations clients ;
o Des rapports d'audits internes (du 20/05/09 au 05/06/09) en
tant qu'observateur ;
o Du rapport de l'audit de suivi (du 18/08/09 au 19/08/09) en
tant qu'observateur ;
o Des rapports de GAP etc.....
~ 3ème Partie : Une enquête
d'opinion interne
En fin nous avons mené une enquête d'opinion
interne à l'endroit du personnel (acteurs identifiés) pour mieux
appréhender les réalités de l'entreprise mais aussi pour
nous permettre d'évaluer leur motivation et leur implication.
II. PRESENTATION DES RESULTATS
1) DIAGNOSTIC QUALITE
a) Objectifs du diagnostic Qualité
Le diagnostic Qualité est nécessaire pour le
pilotage et l'aide à la prise de décision. Il permet de mesurer
les écarts entre les pratiques réelles et les exigences avec les
recommandations du référentiel concernant le système de
management de la qualité de l'organisme.
Nous avons adopté une grille basée sur la norme
ISO 9001:2000 selon quatre (4) critères définis:
- Ecrit et pratiquer
- A améliorer
- Ecrit non pratiquer
- Non existant
b) Déroulement du diagnostic Qualité
Nous avons interviewé les personnes dont les
activités sont directement en relation avec les chapitres de la norme.
Cette interview nous a permis de passer en revue toutes les exigences et les
recommandations de la norme ISO 9001 :2000, grâce à une
check-list. Aussi vous trouverez les fonctions des personnes
interrogées dans le TABLEAU N° 2 / page 32.
Afin d'effectuer des analyses pertinentes, nous avons
défini :
> Une grille de cotation
La grille de cotation permet d'évaluer le niveau de
conformité du système de management de ABB Technology SA par
rapport aux exigences normatives, nous avons attribuée comme cotation
aux critères :
· A améliorer = 1
· Ecrit et pratiquer = 0,7
· Ecrit non pratiquer = 0,2
· Non existant = 0,1
Ensuite nous avons affecté des coefficients
conformément aux exigences, tels
que :
· Les exigences mineures =
1
· Les recommandations = 2
· Les exigences majeures (Manuel
Qualité, six procédures obligatoires, les enregistrements, les
responsabilités et la planification)= 5
Nous avons opté pour ce choix à cause des raisons
suivantes:
- Les exploitations statistiques prévues ;
- La simplicité opérationnelle ;
- La capacité à évaluer simplement le
niveau de satisfaction aux
exigences ;
- La capacité à mieux interpréter les
données.
> La synthèse des résultats
Nous avons présenté le bilan des notes obtenues
pour l'ensemble des chapitres du référentiel en pourcentage. Cela
nous permet de mieux apprécier le niveau de satisfaction et d'identifier
les carences du système de management de la qualité.
> La cartographie radar
La cartographie radar est très lisible et claire, avec
des informations précises dans un plan construit et pertinent. Avec
cette cartographie, les actions prioritaires sont identifiées.
Supérieur à 90 % = très
bien maîtrisé ;
De 70 % à 90 % = suffisamment
maîtrisé, on peut optimiser ;
De 50% à 70%= moyennement
maîtrisé, revoir les dysfonctionnements ; Inférieur
à 50 % = insuffisamment maîtrisé, revoir dans les
détails.
Le tableau suivant donne la liste des personnes
interrogées:
Tableau 2: LA LISTE DES PERSONNES
INTERROGEES
PROCESSUS
|
FONCTION
|
AUDIT
(INTERNE/SUIVI)
|
ENTRETIEN
PERSONNEL
|
DATE
|
DIRECTION
|
DG / Pilote du Processus
|
X
|
|
20/05/09
|
|
X
|
X
|
AU BESION
|
MANAGEMENT DES
RESSOURCES
|
DAF / Pilote du Processus
|
X
|
|
25/05/09
|
|
X
|
|
|
X
|
|
|
X
|
|
|
X
|
|
|
|
X
|
04/08/09
|
ACHAT ET MOYENS
GENEAUX
|
DAF Adjoint
|
X
|
|
27/05/09
|
|
X
|
|
|
X
|
|
|
X
|
|
|
X
|
X
|
27/05/09
04/08/09
|
COMMERCIAL
|
DG / Pilote du Processus
|
X
|
|
26/05/09
|
|
X
|
|
|
Responsable KAM / Pilote processus
|
X
|
X
|
04/08/09
|
|
X
|
|
26/05/09
|
|
X
|
|
26/05/09
|
|
X
|
|
26/05/09
|
PROCESS AUTOMATION
|
Respo. division PAT/ Pilote Processus
|
X
|
|
20/05/09
|
|
X
|
X
|
20/05/09
11/08/09
|
|
X
|
|
22/05/09
|
|
X
|
|
22/05/09
|
POWER SYSTEM
|
Respo. TFO. Services
|
X
|
X
|
10/06/09
|
|
X
|
X
|
13/08/09
|
|
X
|
|
11/06/09
|
|
c) Résultats du diagnostic
QualitéCHAPITRE 4: SYSTÈME DE MANAGEMENT DE LA
QUALITE
POINTS DU CHAPITRE
|
Résultats
|
Moyenne
|
4.1 Exigences Générales
|
91%
|
83%
|
4.2 Généralités
|
80%
|
|
97%
|
|
68%
|
|
77%
|
|
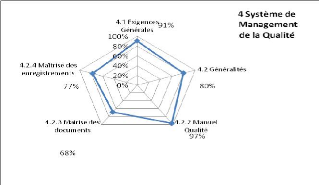
Chapitre 4 : Les exigences du système de
management de la qualité sont suffisamment maîtrisées et
satisfaites à 83%, il faut juste changer au mieux en adaptant les
meilleures conditions de fonctionnement aux points à
améliorer.
CHAPITRE 5: RESPONSABILITE DE LA DIRECTION
POINTS DU CHAPITRE
|
Résultats
|
Moyenne
|
5.1 Engagement de la direction
|
84%
|
78%
|
5.2 Ecoute client
|
87%
|
|
85%
|
|
65%
|
|
80%
|
|
82%
|
|
62%
|
|
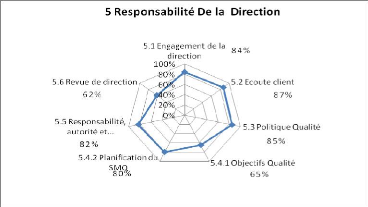
Chapitre 5 : La responsabilité de la direction est
de 78%, les exigences sont suffisamment maîtrisées, on comprend
que la volonté de progrès est effective. Cependant son engagement
doit être renforcé d'avantage pour mieux optimiser le
système de management de l'organisme.
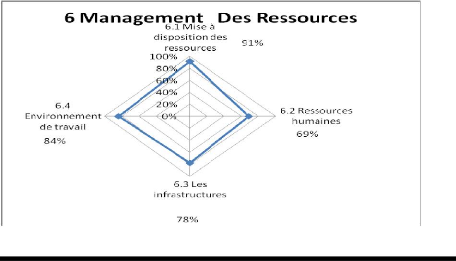
CHAPITRE 6: MANAGEMENT DES RESSOURCES
POINTS DU CHAPITRE
|
Résultats
|
Moyenne
|
6.1 Mise à disposition des ressources
|
91%
|
80%
|
6.2 Ressources humaines
|
69%
|
|
78%
|
|
84%
|
|
Chapitre 6 : Le management des ressources, les exigences
sont suffisamment maîtrisées et satisfaites à 80%, il faut
revoir les points à améliorer.
CHAPITRE 7: REALISATION DU PRODUIT
POINTS DU CHAPITRE
|
Résultats
|
Moyenne
|
7.1 Planification de la réalisation du produit
|
65%
|
71 %
|
7.2 Processus client
|
52%
|
|
80%
|
|
68%
|
|
59%
|
|
100%
|
|
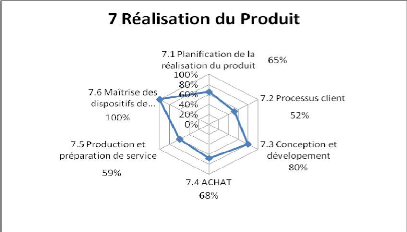
Chapitre 7 : La Réalisation du produit /
prestation de services, les exigences sont satisfaites à 71%, elles sont
suffisamment maîtrisées, il faut juste améliorer les
pratiques.
CHAPITRE 8: MESURE, ANALYSE ET AMELIORATION
POINTS DU CHAPITRE
|
Résultats
|
Moyenne
|
8.1 Généralités
|
79%
|
75 %
|
8.2.1 Satisfaction du client
|
77%
|
|
67%
|
|
79%
|
|
65%
|
|
61%
|
|
100%
|
|
74%
|
|
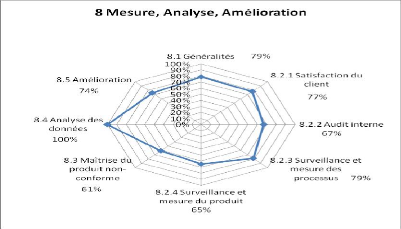
Chapitre 8 : Mesure, Analyse et Amélioration, ses
exigences sont satisfaites à 75%, elles sont suffisamment
maîtrisées. Il faut continuer à s'impliquer d'avantage dans
une démarche d'amélioration continue..
RECAPITULATION DU DIAGNOSTIC QUALITE
|
TAUX DE CONFORMITE
PAR CHAPITRE
|
MOYENNE GENERALE
|
4 SMQ
|
83%
|
77%
|
5 Responsabilité de la Direction
|
78%
|
|
80%
|
|
71%
|
|
75%
|
|
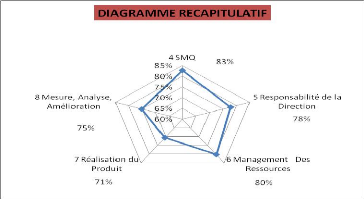
La moyenne générale de satisfaction aux exigences
de la norme est de 77%, le système de management de la qualité
est suffisamment maîtrisé au sein de ABB Technology. Cependant il
faut s'atteler sur les points à améliorer pour le rendre encore
plus dynamique.
Au travers de ce diagnostic qualité, nous avons pu
distinguer :
· . Les points forts du système de
management actuel
- Un engagement formel de la direction dans la démarche
qualité : la politique qualité, la charte qualité et les
objectives qualités sont définis et écrits ;
- Une influence positive de la maison mère ;
- Couvre toute la zone est/ouest l'Afrique en vente de
matériels technologique et de l'automation ;
- Implication du DG dans la recherche de la qualité au
sein des différents processus ;
- Esprit d'anticipation et la quête d'activités
nouvelles à réaliser (ABB Technology possède le seul
service de vente, de maintenance et d'entretien des transformateurs de
distribution en Côte d'Ivoire) ;
- Bonne gestion et organisation des métiers ;
- Une volonté d'amélioration continue
affichée par l'ensemble de l'entreprise ;
- Expertise avérée et démonstration d'un
savoir maîtrisé dans toutes les activités ; - L'ensemble du
personnel mobilisé ;
- Le système informatique développé ;
- Regroupe plusieurs activités (SBS, TFO, CMS, TMM et
MTS)
- Mise en place spontanée d'une équipe de
réflexion (task-force ou réunion de GAP) pour les
problèmes potentiels ou avérés.
· . Les points à améliorer du
système de management actuel - Sensibiliser le personnel sur le
respect des procédures ;
- Veiller au respect des délais pour les actions à
entreprendre ;
- Planifier systématiquement les activités au sein
de tous les processus surtout ceux de réalisation ;
- Suivre l'évaluation des formations surtout sur l'usage
des outils de suivi de commandes ;
- Renforcer la communication en interne surtout le suivi des
commandes ; - Mettre à jour le système documentaire ;
- Mieux évaluer le choix du commercial sur les
fournisseurs ;
NB : Le détail des points forts
et des points à améliore est en ANNEXE III / page
91
2) EXPLOITATION DOCUMENTAIRE
a) Objectif de l'exploitation
documentaire
Cette analyse documentaire fut réalisée pour
apprécier les relations entre les processus et rechercher les
préoccupations profondes en vue d'accroître la productivité
de l'organisme.
b) Déroulement de l'exploitation
documentaire
Cette exploitation documentaire à pour source, des
données issues des enregistrements disponible dans l'entreprise en
rapport avec les éléments précités à la
deuxième partie de la méthodologie (page
27). Elle regroupe des écarts constatés
lors des audits internes (20/05/09 au 05/06/09) et de celui de suivi (18/08/09
au 19/08/09) au cours desquels nous faisions parti de l'équipe d'audit
en temps qu'observateur, dont le but de certains thèmes
développés fut l'amélioration du respect des délais
de livraison et la maîtrise du système documentaire.
c) Résultat de l'exploitation documentaire
Les principales observations nous ont donné le tableau
ci-dessous.
Tableau 3 : LES PRINCIPALES OBSERVATIONS
|
PROCESSUS
|
CONSTATS
|
OBSERVATION
|
|
La fiche de suppléance (la matrice de compétence)
n'est pas à jour
|
En cas d'absence avéré, l'interchangeabilité
en ressource humaine n'est pas garantie d'où retard occasionné
|
|
Absence de réseau de distribution interne et de produits
en Côte d'ivoire
|
La contrainte majeure est l'obligation de toujours importer les
produits car il n'y a pas de stock
|
|
Usage de documents non codifiés
|
La recherche d'information au besoin et l'usage de documents non
en vigueur causent des problèmes de validation
|
|
Management des
Ressources
|
Les activités de conception d'application et de
maintenance informatique ne sont ni planifiées, ni enregistrées
systématiquement
|
Les temps de conception et les étapes évolutives ne
sont pas maîtrisées et partagées par les
concernés.
En cas de panne d'un ordinateur, on constate un problème
de planification
|
|
Le recrutement du personnel n'est pas suivi et appliqué
Aucun délai de recrutement fixé
|
Le déficit en ressources humaines ralenti le travail
|
|
Achat
et
Moyens Généraux
|
Mauvaise application des procédures (validation DCM,
évaluation des fournisseurs et contrôle de réception)
|
Le non respect des procédures pourrait entrainer des
erreurs, une perte de temps et des reprises des travaux
|
|
Le contrôle de réception du matériel
commandé n'est pas toujours fait par les demandeurs
|
Un mauvais contrôle de réception entraine deux (2)
risques engendrant un retard:
-48 heures légalement imparties pour la réception
d'une commande (loi du commerce interne)
-Risque de réceptionner un produit non conforme
|
|
Un manque de coordination entre le délai du client final
et celui du fournisseur
|
Différenciation du délai entre les demandeurs et
le service achat, on a deux (2) réalités différentes pour
une même situation vis-à-vis du même client
|
|
Commercial
|
Le planning des visites aux clients non évalué
après exécution
|
Les clients non visités peuvent passer inaperçus,
la planification du travail endigue ses situation et permet d'être
objectif
|
|
Absence de planning de suivi
des enquêtes, ni de plan commercial Un problème
d'efficacité commerciale
|
Le feedback du client n'est pas garantie d'où
difficulté d'accroître la satisfaction du client
|
|
Power & Automation Product
|
Le logiciel de suivi des commandes encours n'est pas
utilisé par les demandeurs
|
Problème sur l'usage du logiciel de suivi, alors que les
commandes encours ne sont pas parfaitement suivies
|
|
Usage de support d'enregistrement (calculation form) non
codifié, ni posté sur la base
|
Risque d'utilisation de documents de diverses formats et
présentations.
|
|
Power Système
|
Le planning des travaux au TFO est effectif
La planification dans l'ensemble des activités du SBS
n'est pas systématique
|
Un problème de planification des activités ou
des tâches d'où manque d'exhaustivité sur les projets et
les travaux encours ou échus.
|
|
Process Automation
|
Le planification des travaux à effectuer sur les moteurs
n'est pas systématique
|
|
La gestion du personnel de site au TMM n'est pas
planifiée
|
|
Le planning de livraison des moteurs n'est pas
systématique, voir inexistant
|
|
La vérification des équipements de mesure n'est pas
à jour
|
Risque d'usage d'appareils erronés et accidents
imprévisibles
|
|
Le remplissage incorrect de supports d'enregistrement (Form AT
07/05 section bobinage)
|
Problème d'insuffisance de données
d'entrées d'où non maîtrise des interactions entre les
activités. Cela pourrait entrainer une perte de temps pour le recueil
d'informations
|
3) L'ENQUETE D'OPINION INTERNE
a) Objectif de l'enquête d'opinion
interne
Cette enquête d'opinion interne fut
réalisée en 25 (vingt cinq) jours afin de mieux
appréhender les réalités de l'entreprise et
d'évaluer l'implication du personnel. Il s'agissait de :
1' Trouver les causes liées au non respect des
délais de livraison ; 1' Rechercher des solutions adéquates pour
palier ce problème ;
1' Mettre en évidence les relations entre les
responsables et leurs
collaborateurs ;
1' Evaluer l'implication du personnel.
b) Déroulement de l'enquête d'opinion
interne
ABB comporte 84 travailleurs, tous repartis par processus.
Nous avons donc procédé à une enquête partielle car
il était pratiquement impossible d'étudier tous les individus de
la population pour des raisons d'indisponibilité, de coût et de
délais. Notre échantillon comprend les acteurs jugés
directement impliqués dans l'amélioration du respect des
délais. Les acteurs identifiés par processus sont:
· Les pilotes processus ;
· Les pilotes suppléants ;
· Les responsables d'activités ;
· Les différents chefs de section ;
· Les responsables de projets ou de sites ;
· Le chauffeur.
Nous avons donc identifié au total 24 (vingt quatre)
acteurs, cependant n'ont pu être interrogés que 21 (vingt un)
personnes car les 3 (trois) autres étaient en missions pour une longue
durée.
L'enquête s'est effectuée à l'aide d'un
questionnaire comportant 4 (quatre) fiches que les acteurs devaient renseigner
(voir l'annexe VI). Le questionnaire fut anonyme et devait être
renseigné individuellement. Des questions ouvertes et des
questions fermées ont été posées
au personnel. Le questionnaire à été administré
selon un programme avec notre assistance pour permettre aux uns et autres de
mieux comprendre les questions posées. A la fin de l'enquête, les
21 (vingt un) fiches ont été renseignées et ont permis le
traitement des données.
> Le traitement des résultats
Après le recueil des données le traitement
s'est fait par codification de toutes les réponses données par
acteur. Après la codification, nous avons rentré les
données dans le logiciel de traitement de données statistiques
SPSS for Windows (Statistical
Package for the Social
Sciences / Paquet Statistique pour les sciences sociales),
utilisé la plus part du temps en analyse statistique depuis 1968. Cela
nous a permis de réaliser une base de données comportant des
variables avec leurs modalités et des valeurs attribuées par
rapport aux différentes questions posées afin de rendre flexible
l'interprétation des réponses. Par la suite, nous avons
mené des analyses et construit des graphiques pour illustrer les
résultats obtenus.
> La synthèse des résultats
Elle présente le bilan des notes obtenues pour chaque
variable en fonction des modalités en fréquence (en pourcentage
%) à cause de l'exploitation statistique prévue.
> Les Représentations graphiques
La représentation graphique des informations
récoltées, se présente sous forme de deux (2) diagrammes
et une courbe.
+ Le diagramme à secteur : pour mieux
visualiser les différentes valeurs
d'une variable donnée à partir d'un cercle
divisé en segment.
·
· Le diagramme de Pareto :
aide dans la prise de décision, en exposant et en classant par
ordre décroissant les causes ou les problèmes. Ainsi donc plus la
surface de colonne est grande, plus la cause ou le problème est
important. Le principe est que 20% des causes sont à l'origine de 80%
des conséquences.
·
· La courbe ABC : Il
s'agit de délimiter sur la courbe obtenue du diagramme de Pareto, des
zones à partir de l'allure de la courbe. En
général la courbe possède (2) deux
cassures, ce qui permet de définir (3) trois zones :
- La zone A : Constitue les causes à traiter en
priorité (Cause majeure)
- La zone B : Composée des causes secondaires dont on
traite les premiers éléments jusqu'à satisfaction, si les
décision et modifications de la zone précédente ne
satisfont pas.
- La zone C : comporte les causes négligeables, mais
qu'il faut éviter si possible.
C'est la représentation cumulée des valeurs de
tous les problèmes ou les causes identifiées jusqu'à
obtenir 100%. On distingue :
- Le segment "A" : qui représente 75% à 80% de
l'ensemble ;
- Le segment "A"+"B" : qui représente 90% à 95% de
l'ensemble ; - Le segment "A"+"B"+"C" : qui représente 100% de
l'ensemble.
L'exploitation de cette loi permet de déterminer les
éléments les plus
pénalisants afin d'en diminuer leurs effets.
c) Les résultats de l'enquête d'opinion
interne
> Présentation des résultats en
fréquence par variable
CONNAISSANCE SUR LA QUALITE
Valide
|
Fréquence
|
Pourcentage valide
|
Pourcentage
cumulé
|
SAIT TOUT
|
|
|
|
PARFAITEMENT
|
8
|
38,1
|
38,1
|
NOTIONS VAGUES
|
11
|
52,4
|
90,5
|
NE SAIT PAS DU TOUT
|
2
|
9,5
|
100,0
|
Total
|
21
|
100,0
|
|
|
APPRECIATION DE LA QUALITE DU TRAVAIL FOURNI PAR ABB
TECHNOLOGY
Valide
|
Fréquence
|
Pourcentage valide
|
Pourcentage
cumulé
|
BONNE MOYENNE Total
|
15 6 21
|
71,4 28,6 100,0
|
71,4
100,0
|
|
DUREE DE REALISATION DES PROJETS
Valide
|
Fréquence
|
Pour cent
|
Pourcentage
valide
|
Pourcentage
cumulé
|
ACCEPTABLE
|
8
|
38,1
|
38,1
|
38,1
|
MAUVAIS
|
12
|
57,1
|
57,1
|
95,2
|
SANS OPINION
|
1
|
4,8
|
4,8
|
100,0
|
Total
|
21
|
100,0
|
100,0
|
|
|
RESPECT DES ENGAGEMENTS (approvisionnement
importé)
Valide
|
Fréquence
|
Pour cent
|
Pourcentage
valide
|
Pourcentage
cumulé
|
NON
|
21
|
100,0
|
100,0
|
100,0
|
|
CONNAISSANCE DES PROCEDURES
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
OUI
NON
Total
|
14 7 21
|
66,7 33,3 100,0
|
66,7
100,0
|
|
APPLICATION DES PROCEDURES
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
OU
NON
Total
|
11
10
21
|
52,4 47,6 100,0
|
52,4
100,0
|
|
TEMPS D'INTERVENTION (MTS /TFO)
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
COURT
|
6
|
28,6
|
28,6
|
MOYEN
|
9
|
42,9
|
71,4
|
LONG
|
4
|
19,0
|
90,5
|
NE SAIT
|
2
|
9,5
|
100,0
|
Total
|
21
|
100,0
|
|
|
PERIODE DE LIVRAISON FOURNISSEUR
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
BON
|
3
|
14,3
|
14,3
|
MAUVAIS
|
17
|
81,0
|
95,2
|
TRES
|
|
|
|
MAUVAIS
|
1
|
4,8
|
100,0
|
Total
|
21
|
100,0
|
|
|
IMPLICATION PERSONNEL DANS L'AMELIORATION DES
PRESTATIONS
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
OUI TOUT A FAIT
|
17
|
81,0
|
81,0
|
OUI UN PEU
|
3
|
14,3
|
95,2
|
PAS
|
|
|
|
VRAIMENT
|
1
|
4,8
|
100,0
|
Total
|
21
|
100,0
|
|
|
EXISTANCE D'UN PROGRAMME D'AMELIORATION
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
OUI
NON
Total
|
15 6 21
|
71,4 28,6 100,0
|
71,4
100,0
|
|
CONNAISSANCE DE L'OPINION DES CLIENTS SUR LA QUALITE DES
PRESTATIONS
Valide
|
Fréquence
|
Pourcentage
valide
|
Pourcentage
cumulé
|
OU
NON
Total
|
11
10
21
|
52,4 47,6 100,0
|
52,4
100,0
|
|
> Présentation graphique des
variables
Figure 1 :
Représentation Graphique en secteur de SPSS pour
évaluer la connaissance du personnel sur la Qualité
Connaissance sur la Qualité
CONNAISSANCE SUR LA QUALITE
SAIT TOUT PARFAITEMENT NOTIONS VAGUES
NE SAIT PAS DU TOUT
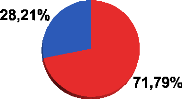
Appréciation du travail fourni par ABB
Technology SA
Figure 2 :
Représentation Graphique en secteur de SPSS pour
l'appréciation du travail de ABB Technology SA
|
|
|
|
|
BONNE MOYENNE
|
|
|
|
|
APPRECIATION DE LA QUALITE DU TRAVAIL FOURNI PAR ABB
TECHNOLOGY
|
|
Figure 3:
Représentation Graphique en secteur de SPSS pour le
délai de Réalisation des projets et/ou des prestations
Durée de réalisation des
projets
|
ACCEPTABLE MAUVAIS
SANS OPINION
|
|
|
DUREE DE REALISATION DES PROJETS
Le respect des engagements d'approvisionnement
importé
RESPECT DES DELAIS D'ENGAGEMENTS
NON


Figure 4:
Représentation Graphique en secteur de SPSS sur le respect
des délais d'engagements des approvisionnements importés
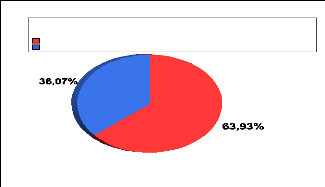
CONNAISSANCE DES PROCEDURES
OUI NON

APPLICATION DES PROCEDURES
OU NON

Figure 5:
Représentation Graphique en secteur de SPSS sur le
respect des délais d'engagements
La connaissance des procédures

Figure 6:
Représentation Graphique en secteur de SPSS sur
l'application des procédures.
L'application des procédures
Figure 7:
Représentation Graphique en secteur de SPSS sur le
délai d'exécution
Le temps d'intervention moteur
TEMPS D'INTERVENTION MTS/TFO
COURT MOYEN LONG
NE SAIT PAS
Figure 8:
Représentation Graphique en secteur de SPSS sur le
délai de livraison fournisseur
La période de livraison
fournisseur

PERIODE DE LIVRAISON FOURNISSEUR
|
|
BON
MAUVAIS
TRES MAUVAIS
|
|
Les secteurs montrent effectifs
IMPLICATION DU PERSONNEL
DANS L'AMELIORATION DES PRESTATIONS
OUI TOUT A FAIT OUI UN PEU
PAS VRAIMENT


Figure 9:
Représentation Graphique en secteur de SPSS sur
l'évaluation de l'implication du personnel
L'implication du personnel
Un programme d'amélioration
continue
Figure 10:
Représentation Graphique en secteur de SPSS sur la
connaissance du programme d'amélioration
CONNAISSANCE DU PROGRAMME D'AMELIORATION
OUI NON

Connaissance de l'opinion des clients sur la
qualité des prestations
CONNAISSANCE DE L'OPINION DES CLIENTS
SUR LA QUALITE DES PRESTATIONS DE SERVICE
OU NON
Figure 11:
Représentation Graphique en secteur de SPSS sur la
connaissance des clients sur la qualité des prestations de Services
Il semble donc que chez la plupart du personnel, il se pose un
problème de définition du thème « QUALITE
». Une uniformité de la définition de ce
thème pourrait permettre une meilleure orientation du travail dans le
sens de l'obtention de la satisfaction du client.
Aussi il a été constaté une importante
proportion qui ne connaît pas véritablement l'existence d'un
programme d'amélioration et l'opinion des clients en dépit des
enquêtes générales et de proximité
réalisées. Un non respect total des engagements des délais
concernant les approvisionnements importés a été
remarqué. Le délai de réalisation des projets est
jugé mauvais, celui d'intervention sur moteur est moyen avec un
délai de livraison fournisseur considéré mauvais.
En plus il a été signifié un
problème de non respect des délais de livraison des moteurs aux
clients au MTS.
Cependant le personnel de ABB Technology s'implique
énormément dans l'amélioration des prestations, ce qui est
un avantage considérable pour améliorer le délais de
livraison.
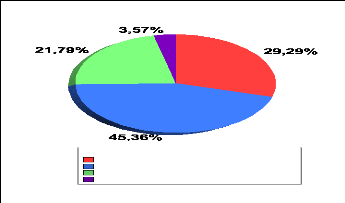
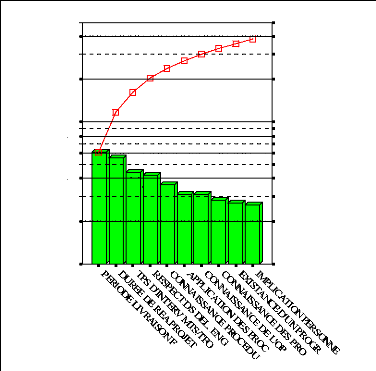
> Représentation graphique du diagramme de
PARETO
400
100
OccLrrences
200
100
40
20
60
80
10
61
56
44
42
36
31
31
28
27
26
PoLr-cent Currule
CAUSES
Figure 11 :
Représentation Graphique du diagramme de
PARETO et de la courbe ABC à partir de
SPSS
TABLEAU 4 : RECAPITULATIF DU DIAGRAMME DE
PARETO
VARIABLES
|
EFFECTIFS %
|
Période livraison fournisseur
|
61
|
Durée de réalisation projet
|
56
|
Temps d'intervention moteur
|
44
|
Respect des engagements (Approvisionnement
importé)
|
42
|
Connaissance sur la Qualité
|
36
|
Application des procédures
|
31
|
Connaissance de l'opinion des clients
|
31
|
Connaissance des procédures
|
28
|
Existence d'un programme d'amélioration
|
27
|
Implication du personnel
|
26
|
|
NB : Les résultats de la courbe sont en
fréquence cumulée. Le tableau ci-dessous donne l'appartenance des
causes par rapport aux différentes zones précitées.
TABLEAU 5 : CLASSIFICATION DES CAUSES PAR
ZONE
ZONES
|
CAUSES OU VARIABLES
|
INTERVALLE
(%cumulé)
|
A
|
-Période de livraison fournisseur
-Durée de réalisation de projet
-Temps d'intervention moteur (délais
d'exécution)
|
[100 ;
|
44]
|
B
|
-Respect des délais d'engagement -Connaissance sur la
qualité -Application des procédures -Connaissance de l'opinion
des clients
|
]44 ;
|
31]
|
C
|
-Connaissance des procédures
-Existence d'un programme d'amélioration -Implication du
personnel
|
]31 ;
|
0]
|
|
III. CONCLUSION DE L'ETAT DES LIEUX
ABB Technology SA regroupe plusieurs activités, ce qui
lui confère l'aptitude d'être multidisciplinaires dans son domaine
d'activités. Elle possède des atouts (points forts) qui peuvent
être exploités pour pallier les insuffisances (points à
améliorer) engendrant le non respect des délais.
Aussi l'analyse documentaire, nous a permis de faire une
étude ergonomique au sein de cette société. Le
problème majeur est celui de l'organisation et la planification
systématique des activités.
Les résultats de l'enquête d'opinion interne nous
montre que, ABB Technology dispose d'un personnel expérimenté et
proactif qui lui permet de fournir une prestation de qualité aux clients
en dépit d'un mauvais délai de livraison. Aussi Cette
enquête d'opinion interne, nous a permis d'identifier rapidement les
priorités d'action (voir TABLEAU 4,
ci-dessus).
L'analyse prédictive faite au travers de cet état
des lieux, nous a permis de déceler les causes majeures, de tirer des
conclusions fiables sur les faits actuels et sur les actions futures.
Afin de faciliter la mise en oeuvre des actions correctives et
préventives, nous allons mener une analyse entre les causes possibles et
le non respect des délais de livraison.
IIIème Partie: ANALYSE DES
CAUSES
ET EFFET
I. Présentation de l'analyse
technique
II. Classification des causes
III. Représentation graphique de la relation
cause/effet
I. PRESENTATION DE L'ANALYSE TECHNIQUE
L'analyse technique des causes permet de mieux comprendre la
corrélation et de visualiser graphiquement le rapport existant entre le
problème (effet) et toutes les causes possibles. Nous avons donc choisi
le diagramme d'Ishikawa; son principe consiste à classer en famille
toutes les causes liées au problème en faisant participer les
acteurs clés et fournir des solutions appropriées.
Dans le but de s'adapter au contexte dans lequel nous nous
trouvons, nous avons choisi les cinq (5) familles suivantes:
- Matériel
- Milieu
- Main d'oeuvre
- Management
- Méthode
II. CLASSIFICATION DES CAUSES
Dans un premier temps nous avons identifiés et
répertorié les causes lors de l'enquête d'opinion
interne.
Après avoir recensé le maximum de causes possibles,
nous avons classé les causes en fonction des familles choisies. Le
tableau suivant présente la classification des causes, suivi de la
représentation schématique du diagramme d'Ishikawa.
TABLEAU 6 : CLASSIFICATION DES CAUSES PAR
FAMILLE
|
FAMILLES
|
|
CAUSES
|
|
Matériel
|
4
|
Des outils de travail incomplets (les extracteurs/outils
personnels ou commun) et des appareils défaillants ou vieux (Tours
à bobiner, Spintermètre )
|
|
4
|
EPI sont inadaptés et insuffisants
|
|
4
|
Eclairage faible en atelier
|
|
Milieu
|
4
|
Circulation peu fluide dans l'atelier
|
|
4
|
Espace de rangement insuffisant
|
|
4
|
Retard dans la vérification des équipements de
mesure
|
|
4
|
La fiche de vie des équipements n'est pas à jour
|
|
4
|
Usage de documents non codifiés
|
|
4
|
Fermeture des comptes ABB chez les fournisseurs chaque fin de
mois
|
|
4
|
Non respect de la durée de réparation des
moteurs
|
|
4
|
Durée de dédouanement assez longue
|
|
4
|
Temps moyen de réparation des différents types de
moteurs n'est pas respecté
|
|
Méthode
|
4
|
La date de livraison des moteurs aux clients n'est pas connue
d'avance
|
|
4
|
Contrôle limité du fait d'un manque de temps
|
|
4
|
Les délais sont différents entre le service des
achats et celui des KAM
|
|
|
(commerciaux) pour le traitement des dossiers d'une même
affaire
|
|
4
|
Mauvaise mise en application des procédures
|
|
|
- Mauvais renseignement de formulaires notamment la DCM
(Demande
de Commande Matériel)
|
|
|
- Une durée trop longue pour l'élaboration du bon
de commande (BC)
|
|
4
|
Personnel moyennement satisfait
|
|
4
|
Personnel insuffisant (Atelier, un seul chauffeur, une personne
aux achats...)
|
|
4
|
Conflit entre les financiers et les techniciens pour l'achat des
équipements ou matériels sur le rapport
Qualité/Coût
|
|
Main d'oeuvre
|
4
|
Communication en interne moyenne
|
|
|
- Connaissance vague de procédure
|
|
|
- Connaissance vague des activités (programme
d'amélioration de
délais)
|
|
|
- Connaissance vague sur l'opinion de la satisfaction des
clients
|
|
|
- Connaissance vague sur la Qualité
|
|
FAMILLES
|
|
CAUSES
|
|
+
|
Le mode de choix du fournisseur se limite aux fournisseurs groupe
ABB
|
|
+
|
Temps relativement long de mise à disposition des produits
par les fournisseurs
|
|
+
|
Le non respect de la durée de réalisation de projet
des projets
|
|
4
|
Le non respect du temps d'intervention moteur
|
|
+
|
Le non respect du délai d'engagement des
approvisionnements importés
|
|
Management
|
4
|
Longue durée du délai d'approvisionnement de
produits locaux
|
|
|
(roulement, files émaillés...)
|
|
4
|
Le suivi des commandes encours n'est pas automatique
|
|
4
|
L'absence de réseau interne de distribution en Côte
d'Ivoire et de stock de produits ABB.
|
|
4
|
Le planning des activités et des projets n'est pas
systématiquement suivi
|
III. REPRESENTATION GRAPHIQUE DE LA RELATION
CAUSE-EFFET
(DIAGRAMME D'ISHIKAWA)
Un problème de qualité pourrait être
diminué ou anéanti, en connaissant les causes qui lui donnent
naissance. Aussi il faut chercher leur poids relatif et déterminer sur
quelles causes agir en priorité.
Ainsi le diagramme causes - effet, d'ISHIKAWA ou diagramme en
arrête de poisson nous permet de classer par rapport à l'impact,
l'ensemble des causes ou des facteurs potentiels pouvant affecter le
délai de livraison.
Dans le diagramme représenté ci-dessous, les
familles de causes les plus impactant sont plus proches de l'effet (le non
respect de délai de livraison). Nous avons disposé plus
proches de la tête de la flèche de la branche des causes, les
sous-causes les plus importantes.
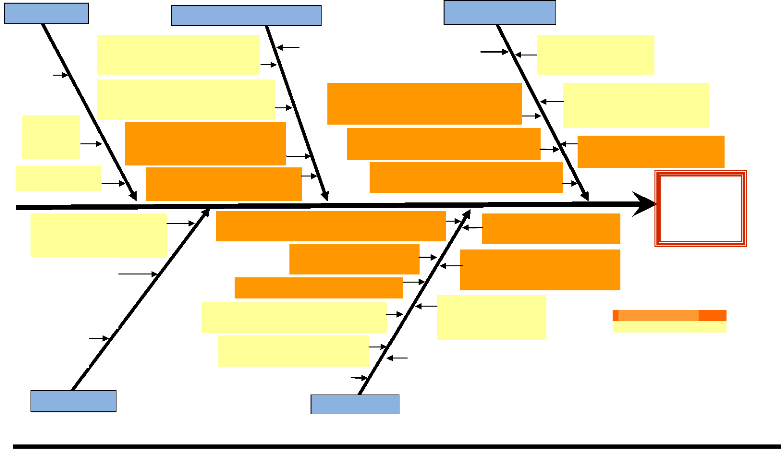
MANAGEMENT
MILIEU
MAIN D'OEUVRE
MATERIEL
METHODE
Connaissance vague sur la Qualité et sur l'opinion
de la satisfaction des clients
Procédure, programme
d'amélioration délai et résultats
d'enquête de satisfaction peu connus
Circulation peu fluide dans ATL
Outils et personnels incomplets (les extracteurs...)
insuffisants
Appareils défaillants ou vieux
(Spintermètre, Tour à bobine, Bang
d'essais..)
EPI sont inadaptés et insuffisants
L'absence de réseau interne de distribution en CI
et de stock de
Eclairage faible
en ATL
Espace de Rangement insuffisant
Personnel et de moyens de déplacement
insuffisants
Le personnel moyennement
satisfait
Le mode de choix du fournisseur se limite aux
fournisseurs ABB
Non respect de la durée de réparation des
moteurs
Longue durée du delai d'approvisionnement de
produits locaux (roulement, fils émaillés, cartons)
Le planning et le suivi des activités de MTS et du
SBS ne sont pas systematiques
Temps relativement long de mise à disposition du
produit par le fournisseur
Les délais sont différents entre le service
des achats et les KAM pour un même traitement
La date de livraison des moteurs n'est pas
respectée
Non respect des délais d'engagement
(Approvisionnement Importé)
Le suivi des commandes encours n'est pas
systématique
Contrôle limité dû au fait de manque
de temps
Retard dans la vérification des équipements
de mesure
Conflit entre les financiers et les techniciens lord
des achats sur le rapport Qualité/Coût
-Mauvais renseignement de la DCM
-Une durée trop longue pour l'élaboration
de BC
Durée de dédouanement longue
Fermeture des comptes ABB chez les fournisseurs locaux
les fins de mois
La fiche de vie des équipements n'est pas à
jour
Usage de documents non codifiés
NON
RESPECT
DU
DELAIS
DE
LIVRAISON
IMPORTANCE ELEVEE
IMPORTANCE MOYENNE
IMPORTANCE FAIBLE
Figure 13 : Représentation graphique des
causes engendrant le non respect des délais de livraison à ABB
Technology CI (diagramme d'ISHIKAWA)
Ces différents résultats de l'état des lieux
et les différentes représentations graphiques ci-dessus, nous
emmène à nous poser un certains nombre de questions tels que :
? Que faut-il faire de la compilation des
résultats ci-dessus?
? Quelles actions faut-il entreprendre?
Alors nous devons proposer des solutions adéquates.
Vème PARTIE: PROPOSITION ET
MISE EN OEUVRE
DES SOLUTIONS
Chapitre I : Propositions des solutions
Chapitre II : Mise en oeuvre des solutions
CHAPITRE I : PROPOSITION DES SOLUTIONS
L'état des lieux réalisé nous a permis de
déceler un certain nombre de causes engendrant le retard de livraison
d'un moteur/ transformateur ou pour l'exécution d'un projet. Nous avons
identifié des actions correctives qui pourraient éviter certaines
causes dans le tableau ci-dessous. Les actions sont proposées suivant la
classification des cinq (5) familles de causes choisie.
TABLEAU 7 : CLASSIFICATION DES SOLUTIONS PAR
FAMILLE
|
N°
Ordre
|
FAMILLES
|
SOLUTIONS
|
|
1
|
Management
|
? Mettre en place d'un dispositif pour
améliorer les délais de
livraison des fournisseurs
- Recherche d'une plate forme pour les produits BT
(Dubaï)
- Mise en place de stock tampon pour les moteurs et les
drives
|
|
? Suivre effectivement les actions
proposées par les task-force
|
|
? Planifier systématique des
activités/tâches
- Elaborer et mettre à jour systématiquement les
plannings
- Veiller au respect des plannings
- Création de fiches pour le planning
|
|
? Désigner un responsable
- Par projet
- Pour le suivi des EPI, des matériels et des
équipements
personnels ou communs
- Planning atelier
|
|
? Sensibiliser le personnel
- Sur l'importance du respect des délais
- Respect des différentes procédures (DCM,BC)
|
|
? Réduire et respecter le délai
d'approvisionnement
? Veiller aux renseignements des tableaux de
bord, des
indicateurs en temps réel.
? Veiller à l'exécution des revues
de processus
|
|
2
|
Méthode
|
? Faire des réunions
périodiques
- Réunion journalière ou hebdomadaire dans les
ateliers
- Réunion entre le service achat et des différents
KAM
- Suivre les commandes encours
? Mettre à jour le système
documentaire
- Refaire la codification
Garantir l'usage des documents ou supports d'enregistrements
officiels
|
|
? Eviter les fermer tures des comptes ABB chez
les fournisseurs
en fin de mois
|
|
N°
Ordre
|
FAMILLES
|
SOLUTIONS
|
|
2
|
Méthode
|
? Renforcer la communication en interne
- Informer plus le personnel de l'ATL pour tous changements
- Mise à jour hebdomadaire du tableau d'information
- Communiquer et afficher les autorités et les
responsabilités en
ATL
- Communiquer le délai du client en ATL
- Rappel de la vision stratégique de la direction
|
|
? Octroyer des primes mensuels ou après
les grands projets
|
|
? Maîtriser et appliquer les
procédures
- Douanières (papiers en règles et autres)
- Des incoterms
|
|
? Définir et respecter les
délais
- Standard de réparation des moteurs
- D'approvisionnement
- D'exécution des tâches
|
|
? Bonne sélection des fournisseurs
|
|
? Utiliser les appareils
étalonnés
? Calibrer les appareils de mesure
? Eviter l'usage des appareils
défectueux
- Identifier les appareils inutilisables
- Marquer les appareils inutilisables
|
|
3
|
Main d'oeuvre
|
? Recruter le personnel
- Renforcement de la cellule achat
- Renforcement des différents ATL
- Recrutement de chauffeur
|
|
? Former périodiquement le personnel
sur
- Les enjeux, fondements et définition de la
qualité
- Les logiciels de suivi des commandes
|
|
4
|
Matériel
|
? Meilleure gestion des stocks
matériel/outils (fils émaillés,
extracteur...)
- Faire l'inventaire annuel ou semestriel des
équipements personnels ou communs
? Veiller et adapter les équipements de
protection interne
? Renouveler les appareils vieux ou
défectueux
- Achat d'une tour à bobiner
- Achat de spinthermètre pour le laboratoire
- Reconstruction du bang d'essais
|
|
5
|
Milieu
|
? Renforcer l'éclairage des ateliers
? Aménager périodique des
ateliers
- Bonne disposition des moteurs encours de réparation
ou pas
- Créer toujours les passages dans les ateliers
|
CHAPITRE II : MISE EN OEUVRE DES SOLUTIONS
I. PLAN D'ACTIONS
Toute Entreprise veut faire des Gains et pour que cela soit
effectif, il faut un ordonnancement au sein de la structure ce qui demande une
méthode de travail qui est la planification.
L'avantage d'une planification permet de savoir à quel
moment l'on doit exécuter les actions (qui doit faire quoi?). Ainsi on
n'oublie pas ce qu'on voulait faire, une planification est importante pour le
bon fonctionnement.
Tableau 8 : PLAN D'ACTION
|
N°
|
LIBELLE DE LA
CAUSE
|
OBJECTIFS
|
SOLUTIONS
|
RESPONSAB
LE(S)
|
Période de mise en
oeuvre
|
SUIVI
|
Vérification de l'efficacité
(RQ)
|
APPROBATIO
N
(RQ)
|
|
Début
|
Fin
|
Date
|
Etat
d'avancement
|
Adaptée
|
Non adaptée
|
|
1
|
Délai long des livraisons fournisseurs
|
Réduire le délai de livraison fournisseur
|
-Recherche d'une plate forme pour les produits BT
-Mise en place de stock tampon pour les moteurs et les drives
|
Direction et Groupe ABB
|
Mars 2009
|
Juin 2009
|
Juillet 2009
|
Construction d'une plate forme à
Dubaï
|
Site peut contenir tous les produits BT
|
|
|
|
2
|
Longue durée de dédouanement
|
Création d'une cellule pour faciliter le
dédouanement des entreprises à la douane Ivoirienne
|
Toute l'entreprise et autres
entreprises
|
Pas encore réalisée, ce projet nécessite une
coalisation parfaite d'un bon nombre d'entreprises et la douane ivoirienne.
|
|
|
3
4
|
Délai long des approvisionnements
|
Eviter les pertes de temps
|
Réduire et respecter le délai
d'approvisionnement
|
Chefs de département et Service Achat
|
29/05/08
|
Nov. 2008
|
Permanent
|
Les différentes équipes de
réflexion (GAP) ont soumis des propositions qui ont
été validé par consensus, mais le suffit n'est pas
effectif
|
On pourrait avoir de meilleurs résultats si chacun
respecte les procédures
|
|
|
|
-Mauvais renseignement de la DCM
-Une durée trop longue pour l'élaboration de BC
|
-Réduire et respecter les délais
d'approvisionnement locaux
|
Sensibilisation du personnel
-Sur l'importance du respect des délais -Respect des
différentes procédures (DCM,BC)
|
Direction
|
|
|
5
|
La durée moyenne de réparation et la date de
livraison des moteurs sont non connues d'avance
|
-Standardiser les tâches au sein des ateliers
-Organisation systématique au niveau de des ATL
(Tâche, gestion du personnel)
|
-Respecter et afficher les délais Standard de
réparation des moteurs.
-Faire des réunions journalières ou hebdomadaires
dans les ateliers.
-Mise à jour hebdomadaire du tableau d'information
-Communiquer et afficher les autorités et délai du
client en ATL
|
- Pilotes Processus de Réalisation
-Chefs de département
-Chefs de section
|
07/11/08
|
29/08/09
|
A nos jours
|
L'étude des temps de travaux a été
réalisé, les réunions se produisent mais pas de
manière périodique
|
|
Les gens ne s'approchent pas trop du tableau d'information, il
faut renforcer la communication interne
|
|
|
6
|
Le planning des activités en ATL et projets n'est pas
systématique
|
Bonne organisation et gain de temps dans l'exécution des
tâches
|
Désignation ou recrutement d'un responsable -Par projet
-Planning atelier
|
Pilotes
Processus de Réalisations (PAT, PAP et PWS)
|
10/08/09
|
08/11/09
|
29/11/09
|
Un Resp. de planning désigné et un Resp planning
recruté
|
Un programme d'amélioration de délais a
été établit
|
|
|
|
7
|
Des outils personnels / communs incomplets insuffisants
|
-Garantir la mise à disposition du
matériel ou équipement adéquats au personnel
pour le travail
|
-Meilleure gestion des stocks matériel/outils -Faire
l'inventaire annuel ou semestriel des équipements
-Désigner un responsable pour le suivi des EPI, des
matériels et des équipements -Achat d'équipements
incomplets
|
Direction / Responsable départements MTS et TFO
|
20/08/09
|
15/11/09
|
A nos jours
|
Désignation des chefs (de section mécanique, de
Réception/ Démontage) et du magasinier
|
Veiller à la mise à disposition des EPI et
équipements personnel. Respecter les période
d'inventaire.
|
|
|
|
N°
|
LIBELLE DE LA
CAUSE
|
OBJECTIFS
|
SOLUTIONS
|
RESPONSAB
L
E(S)
|
Période de mise en
oeuvre
|
SUIVI
|
Vérification de l'efficacité
(RQ)
|
APPROBATIO
N
(RQ)
|
|
Début
|
Fin
|
Date
|
Etat d'avancement
|
Adaptée
|
Non adaptée
|
|
8
|
Les délais différents entre le service des
achats et les KAM pour la même
affaire
|
-Standardiser le
travail dans un délai commun
|
-Faire des réunions périodiques
entre le service achat et des différents KAM -Suivre les
commandes encours
|
-Pilote ACH & PAP
-Les KAM Concernés
|
27/05/09
|
Permanent
|
11/12/09
|
Les commandes encours sont plus suivis mais les
réunions
périodiques ne sont pas effectifs
|
Les délais seront uniques entre les différents
services
|
|
|
|
9
|
Usage de documents non codifiés
|
-Assurer la traçabilité -Disponibilité des
documents officiels au bon moment et endroit
|
Mise à jour du système documentaire -Refaire la
codification
-Garantir l'usage des documents ou supports d'enregistrement
officiels
|
Stagiaire
|
03/06/09
|
18/09/09
|
20/11/09
|
Tous les documents sont codifiés, les documents externes
sont identifiés
|
L'étude
réalisée et la mise en oeuvre a été
validé
|
|
|
|
10
|
Appareils défaillants ou vieux (Spintermètre,
Tour à bobiner, Bang
d'essais...)
|
Eviter les erreurs et faciliter le travail du à la
performance des machines
|
-Achat de Spintermètre et de Tour à Bobiner
-Reconstruction du bang d'essais
|
Direction
|
11/06/08
|
Août 2009
|
09/12/09
|
Recrutement au service (achat et projet) et formation de
stagiaires dans les ateliers. Achat d'appareil (Spintermètre) au TFO
|
Les différentes activités sont plus fluides.
Les analyses et les essais TFO se font
rapidement
|
|
|
|
11
|
Personnel et moyens de déplacement insuffisants
|
Augmenter la rentabilité et le taux de livraison
|
-Renforcement du personnel (ATL, Chauffeur et service)
-Achat de nouvelles voitures
|
Direction
|
|
12
|
La fiche de vie des équipements n'est pas à jour
|
-Eviter les accidents
|
-Usage d'appareils étalonnés -
Identifier et marquer les appareils utilisables
|
Départe-ment TMM
|
01/07/09
|
10/09/09
|
Permanant
|
Les fiches de vie des appareils sont à jour
|
Le contrôle et la sauvegarde est garantie
|
|
|
|
13
|
Connaissance vague sur la Qualité, les procédures
et Programme d'amélioration
|
Garantir et renforcer la compétence du personnel
|
Formation périodique :
-Enjeux, fondements et définition de la qualité
etc...
-Les logiciels de suivi des commandes et autre
|
- Cabinet -Resp. QSE -Resp. du Système d'info.
|
-17/11/09
-03/11/09 Et
-19/11/09
|
-01/12/09
|
05/12/09
|
Les formations en Qualité et sur les logiciels
informatiques ont eu lieu
|
Les modules sont conformes aux besoins spécifiés
|
|
|
|
14
|
Les résultats des enquêtes de la satisfaction client
peu connus
|
Renforcer la motivation du personnel
|
-Rappel périodique de la vision
stratégique
-Afficher les résultats des enquêtes de
satisfaction
|
Chefs de département
|
Les résultats ont été postés sur la
base qualité. Les résultats et la vision stratégique sont
communiqués à chaque séance de sensibilisation.
|
|
|
15
|
Satisfaction moyenne du personnel
|
|
Octroyer des primes mensuels ou après les grands
projets
|
Direction
|
Ce projet est encours de réflexion, cependant les primes
sont accordées à l'emble lorsque l'objectif escompté est
jugé atteint.
|
|
|
16
|
Démarche d'amélioration continue
|
Etre toujours proactif quelque
soit les
changements
|
-Mise à jour constante des tableaux de bord avec des
indicateurs en temps réel. -Exécution des revues de processus
|
Toute l'entreprise
|
05/06/09
|
15/08/09
|
10/10/09
|
Recrutement d'un programmer
|
Mise à jour en ligne des indicateurs
dans le logiciel de TB
|
|
II. PROPOSITION D'UN ECHEANCIER DE MISE EN OEUVRE
POUR
LA REPARATION D'UN MOTEUR
Après le plan d'action, l'exécution des actions
doit se faire dans un contexte d'efficacité avec des points de
contrôle. Il faut trouver la meilleure organisation possible pour
terminer dans les meilleurs délais et identifier les tâches
critiques. En effet les tâches ne doivent souffrir d'aucun retard sous
peine de retarder l'exécution de l'action à entreprendre.
Toujours dans la démarche de l'amélioration
continue, nous proposons un échéancier pour le suivi des temps de
travail en atelier à partir de l'étude réalisé.
Nous avons élaboré ce planning pour la réparation d'un
moteur de 75 à 100 CV, qui représente la plus grande puissance
des moteurs généralement réparés. Cet
échéancier permettra de connaître et de communiquer la date
prévu pour la livraison du moteur.
NB :
- Notons que nous ne pouvons pas ajouter l'étude
réalisée sur les temps de travail pour des raisons de
confidentialité.
- Vous trouverez la maquette de suivi de l'exécution des
tâches dans l'ANNEXE VIII / Page , avec les indications
de la durée prévue et définie.
- L'indicateur des tâches réalisées est une
autre couleur que celle de la durée prévue ou
désigné par des puces.
TABLEAU 9 : PROPOSITION D'ECHEANCIER POUR LA
REPARATION
D'UN MOTEUR DE 75 A 100 CV DE PUISSANCE SANS TRAVAUX
MECANIQUE
|
TACHE
|
D UREE D'EXECUTION DES TACHES
|
|
Jour
|
1.
|
2.
|
3.
|
4.
|
5.
|
6.
|
7.
|
8.
|
9.
|
10.
|
|
Durée d'exécution des tâches
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
|
|
|
|
|
RECEPTION ET MONTAGE
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Déchargement
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Enregistrement
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Démontage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Remontage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Etablissement d'un BL
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Chargement Livraison
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
BOBINAGE
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Débobinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Sablage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Temps d'isolements
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Réfection des bobines
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Temps de bobinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contrôle après bobinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vernissage/
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Réfection sortie
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Etuvage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ESSAIS
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contrôle encours de réparation
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Essai final
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
NB : Prévoir toujours 1 jour de
sécurité
|
10 min
|
|
|
30 et 40 min
|
|
1H
|
|
3H
|
|
|
4H
|
|
|
7H
|
|
|
16H
|
|
|
20H
|
|
1 jour
|
|
Durée prévue pour les tâches principales
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Heure Réalisées
|
TABLEAU 10 : PROPOSITION D'ECHEANCIER POUR LA
REPARATION
D'UN MOTEUR DE 75 A 100 CV DE PUISSANCE AVEC TRAVAUX
MECANIQUE
|
TACHE
|
DUREE D'EXECUTION DES TACHES
|
|
Jour
|
1.
|
2.
|
3.
|
4.
|
5.
|
6.
|
7.
|
8.
|
9.
|
10.
|
|
Durée d'exécution des tâches
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
H ou Min
|
|
RECEPTION ET MONTAGE
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Déchargement
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Enregistrement
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Démontage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Remontage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Etablissement d'un BL
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Chargement Livraison
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
BOBINAGE
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Débobinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Sablage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Temps d'isolements
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Réfection des bobines
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Temps de bobinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contrôle après bobinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vernissage/
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Réfection sortie
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Etuvage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
MECANI GENERALE
ESSAIS / QUE
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contrôle encours de réparation
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Essai final
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Flasque
|
Usinage
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Portée de roulement
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rainure de clavette
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Bout d'arbre
|
Réfection
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
NB : Prévoir toujours 1 jour de
sécurité
|
10 min
|
|
|
30 et 40 min
|
|
1H
|
|
3H
|
|
|
4H
|
|
|
7H
|
|
|
16H
|
|
|
20H
|
|
1 jour
|
|
Durée prévue pour les tâches principales
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Heure Réalisées
|
VIème PARTIE: EVALUATION DES
ACTIONS MISES
EN OEUVRE
EVALUATION DES ACTIONS
MISES EN OEUVRE
L'évaluation est une phase sine qua non avant la fin de
notre mission. Elle nous permet d'apprécier les résultats et de
vérifier si les actions entreprises sont satisfaisantes. Ainsi nous
présenterons ici le bilan des actions menées, les
décisions et les ressources engagées durant les huit (8) mois.
Les tableaux récapitulatifs ci-après présentent les
actions menées avec l'estimation des coûts et celui de
l'évaluation globale des résultats obtenus par activités
principales.
~ En ce qui concerne les actions menées, nous avons :
1' La réalisation de l'état des lieux
(diagnostic qualité, l'analyse
documentaire et l'enquête d'opinion interne)
;
i' La mise à jour du système documentaire
;
1' Le déroulement des séances de
sensibilisations et les différentes formations ;
1' La planification et le suivi des activités
;
Il a été constaté une planification et le
suivi systématique d'au moins 60% des activités du MTS, SBS et
PAP. (TABLEAU N° 8 / Page 64 ).
i' La mise en oeuvre des solutions
La mise en oeuvre le suivi de 84% des solutions (GAP et
personnel) par la direction et les différents acteurs
identifiés.
~ En ce qui concerne les décisions, elles ont
été prises au niveau des points suivants :
i' La mise à jour du système
documentaire nous a permis de définir :
- Un mode de codification ;
- Des délais de conservation et d'archivage pour chaque
document (formulaires, procédure, enregistrements, MO etc...) du SMQ
;
1' Le respect des engagements,
La direction a demandé de rendre les délais
internes supérieurs à ceux des clients suite aux
différentes séances de sensibilisation ;
i' La mise en place d'un stock de
matériels,
Il s'agit des matériels les plus utilisés, tels que
les fils émaillés, les cartons, le verni et la peinture ;
i' La création d'indicateurs,
Des indicateurs sur les délais d'établissement des
devis et de réparation ont été crée dans le
logiciel de suivi des commandes (SYSVEM) ;
i' La mise en ligne des tableaux de bord a
été instauré et appliqué;
i' Elaboration d'un programme
d'amélioration,
Basé sur Trois (3) principes a été
adopté et facilite à ce jour la planification des
activités en atelier du MTS. Ces principes sont :
· Suivre le planning établi ;
· Respecter les délais des clients ;
· Octroyer des délais courts, aux clients afin
d'éviter de perturber le planning.
~ S'agissant des ressources engagées ; nous avons
utilisé aussi bien des ressources humaines que des ressources
matérielles.
1' Concernant les ressources humaines, pratiquement tout le
personnel a été sollicité pour la réalisation de
l'enquête d'opinion
interne (soient 23 acteurs) et la réalisation du
diagnostic Qualité (TABLEAU 2 / Page
N°32) ;
Les ressources matérielles utilisées sont
principalement le consommable de bureau (Rame de papier, Imprimante).
Le tableau ci-après récapitule les actions
menées avec les ressources engagées, suivi du tableau de
l'évaluation globale des résultats obtenus par activités
principales.
Tableau 11 : Récapitulatif des
actions menées et d'estimation des coûts
N°
|
ACTIONS MENEES
|
RESSOURCES INTERNES
|
Effectuer
|
|
Ressources Humaines
|
|
Fonction
|
|
Etat des lieux (Diagnostic Q, Analyse documentaire et
Enquête d'opinion interne)
|
560.000 Fr
|
1
|
Stagiaire Qualité
|
oui
|
2
|
Mise à jour du système documentaire
|
|
Construction d'une plate forme pour tous les produits BT
à Dubai
|
100.000.000 Fr (environ)
|
1
|
DG
|
oui
|
4
|
Désignation d'un responsable planning
|
non estimées
|
1
|
Agent du TMM
|
oui
|
5
|
Exécution de réunions planifiées en Atelier
(journalières ou hebdomadaires)
|
non estimées
|
5
1
|
Chefs de section
Le responsable planning
|
oui
|
6
|
Exécution des réunions planifiées entre les
commerciaux et le service achat
|
non estimées
|
12
|
Les commerciaux par activités
Responsable achat/trans. Pilote processus ACH
|
non
|
7
|
Sensibilisation Qualité et sécurité
|
non estimées
|
2
|
Responsable QSE Stagiaire Qualité
|
oui
|
8
|
Formation sur les logiciels achats et suivis des commandes
|
non estimées
|
1
|
Responsable du Système d'information
|
oui
|
9
|
Formation de Qualité par le cabinet NOBEL
|
4.000.000 Fr
|
22
|
Pilotes de processus et pilotes adjoints
|
oui
|
10
|
Exécution d'inventaire des équipements
|
non estimées
|
1
|
Le responsable AMG
|
oui
|
11
|
Recrutement d'un responsable des travaux Recrutement de
commerciaux
|
non estimées
|
2
|
Responsable SBS DG
Pilote PAP
|
oui
|
12
|
Renforcement de la cellule achat
|
non estimées
|
2
|
Pilote processus ACH DG
|
oui
|
13
|
Recrutement de stagiaires
|
1 000 000 Fr / 4 mois 1. 200.000 Fr / 4 mois 720.000Fr / 6
mois 350.000Fr / 5 mois
|
5
6
2
1
|
Stagiaires MTS
Stagiaires au SBS
Stagiaires au TFO
Stagiaire au service Achat
|
oui
|
14
|
Achat de spintermètre pour les essais sur les
transformateurs
|
7.000.000 Fr
|
2
|
Responsable Achat et transit
Responsable TFO
|
oui
|
15
|
Achat d'équipements incomplets
|
5.000.000 Fr environ
|
4
|
Responsable MTS et TFO Direction
|
Oui pour
TFO
|
16
|
Achat de véhicules
|
7.000.000 Fr environ
(*4)
|
8
|
Direction
Tous pilotes processus
|
oui
|
17
|
Reconstruction du bang d'essais
|
100.000.000 Fr environ
|
8
|
Direction
Tous pilotes processus
|
non
|
18
|
Achat d'une tour à bobiner,
|
10.000.000 Fr environ
|
5
|
DG
Pilote processus Responsable MTS et TFO
|
non
|
19
|
Renforcements de la communication en interne en atelier
(affichage des résultats des enquêtes de satisfactions clients, du
planning et rappel périodique de la vision stratégique...)
|
non estimé
|
8
|
Responsable MTS et TFO Chef d'atelier
Responsables planning
|
non
|
TOTAL
|
257 830 000 Fr
environ
|
100
|
|
|
|
Tableau 12 : Evaluation globale des
résultats par activités principales
ACTIVITES
PRINCIPALES
|
CHAMPS
D'OBSERVATION
|
SITUATION D'AVANT
|
SITUATION D'APRES
|
GAIN /
AMELIORATION
|
Maintenance des moteurs industriels et des transformateurs de
distribution
|
Nombre de moteurs livrés
|
68 à 75 moteurs/mois
|
94 à 118 moteurs/mois
|
26 à 43 moteurs/mois
|
|
2 à 4 TFO/mois avec projet
|
5 TFO/mois avec projet
|
2 à 3 TFO/mois réparés ou
irréparables
identifiés
|
|
Appuie du bouton chaque 2 min pour atteindre le
claquage.
(Ancien Spintermètre)
|
Les essais de claquage et de prise de mesure sont rapides et
sans assistance (Nouveau
Spintermètre)
|
gain de temps pour l'exécution de d'autres
tâches
|
Installation de
système de réseaux ou d'amoirs
électriques
|
Réalisation des projets
|
Réalisation à temps ou parfois en retard
|
Réalisation avant le délai prévu
|
Fidélisation de la clientèle assurée
|
Ventes de produits
|
Importation des produits
|
Longue durée du délai de livraison fournisseur
|
Réduction de la durée du délai de livraison
fournisseur grâce à la plate forme construite à
Dubaï
|
Gain de 2 à 3 jour sur l'importation des
produits BT
|
|
166 clients
|
250 clients
|
84 clients
|
|
En conclusion, nous pensons que le SMQ en place tend
concrètement vers l'optimisation de son fonctionnement interne. Aussi
les résultats obtenus à ce jour montrent également une
nette amélioration. Nous constatons à cet effet:
1' La correction de 84% des causes internes
identifiées;
( L'absence de transformateurs ou de moteurs en attente de
traitement ; 1' La mise à jour du système documentaire ;
1' L'exécution de réunion journalière en
atelier ;
1' Une exécution et un suivi des activités ou des
tâches conformément au planning établi.
NB :
Nonobstant les résultats obtenus, à cause de notre
mission arrivée à terme nous n'avons pas pu :
~ Effectuer l'estimation réelle de
l'évaluation de la réduction des délais en heure au niveau
de l'intervention du MTS ou TFO.
L'usage de la maquette de suivi des tâches en
ANNEXE 8 sera nécessaire, par exemple au niveau du
Motors Services (MTS) l'évaluation de la réduction de la
durée d'intervention moteur peut se faire à partir de
l'étude réalisée sur les temps des travaux.
· Recueillir l'évaluation des clients sur
les dispositions prises et actions menées en vue de les satisfaire
car les enquêtes sont réalisées chaque deux (2)
ans (prochaine enquête de satisfaction 2010)
· Evaluer le cout obtenu au profit des actions
menées, car nous n'avons pas accès à la base de
données financières comportant des données
confidentielles.
RECOMMANDATIONS
RECOMMANDATIONS
Le problème de non respect des délais de livraison
pourrait être résolu en suivant les recommandations suivantes :
> Direction
- Créer un réseau de distribution interne des
produits ABB en Côte d'Ivoire ; - Suivre les actions proposées par
les différentes task-forces ou GAP
- Mettre à jour et respecter la fiche les documents
notamment la fiche de matrice
des suppléances ;
- Assurer la mise à jour du système documentaire
;
- Sensibiliser le personnel sur le suivi et le respect des
procédures ;
- Fixer et veiller aux respects des délais pour les
actions à entreprendre ;
- Veillez au suivi du respect des délais pour le
traitement des dossiers et élaboration d'offre, de BC ou BL.
> Management des ressources
- Renforcer le personnel ;
- Suivre efficacement l'évaluation du personnel
(Validation des formations internes) ;
- Respecter les délais de recrutements ;
- Formaliser et planifier les activités du système
d'information ;
- Assurer la mise à disposition des ressources ;
- Veiller au respect des délais d'approvisionnement.
> Commercial
- Respecter les délais des enquêtes de
satisfaction des clients ;
- Planifier les activités commerciales et
les visites aux clients.
> Achat et moyens généraux
- Clarifier le stock d'alerte sur l'ensemble des
matériels utilisés pour la maintenance et l'entretien des moteurs
et des transformateurs ;
- Se conformer aux délais du service demandeur ;
- Respecter le délai de la procédure
d'évaluation et de réévaluation des fournisseurs ;
- Revoir le mode de sélection des fournisseurs pour une
commande ; - Réduire la durée de l'élaboration du Bon de
commende(BC) ;
- Evaluer les fournisseurs du groupe ;
- Mettre la sélection des fournisseurs en ligne
(fournisseur groupe ou pas) ;
- S'assurer que les documents administratifs sont conformes pour
éviter les problèmes douaniers.
Concernant l'ensemble des processus de réalisation,
Process Automation, Power & Automation Product et Power
System, il faut :
- Organiser les activités systématiquement ;
- Planifier les tâches systématiquement ;
- Suivre l'exécution des tâches et activités
décidées ;
- Mettre à jour les documents et les tableaux
d'information en ateliers ;
- Assurer le recueil d'information d'une commande relié
à un projet, un moteur ou un transformateur de distribution ;
- Informer périodiquement le client sur
l'évolution ;
- Veillez à l'exhaustivité des informations des
supports d'enregistrements surtout entre les sections ;
- Assurer un bon management des équipes/des sections ;
- Former le personnel de l'atelier sur la science de
l'informatique et l'usage de
logiciels informatiques (bureautique et les logiciels de suivi
des commandes) ;
- Former le personnel pour l'utilisation des machines, des
moteurs ou des
produits à risque tels que le pont roulant et autres
produits chimiques.
APPORT ET ENSEIGNEMENTS
TIRES DE LA MISSION
) APPORT A ABB TECHNOLOGY
Les principaux apports de cette mission peuvent être
synthétisés par la manière suivante :
- La contribution à la transmission de la culture
qualité par la planification et le suivi systématique des
activités ;
- Mise en évidence des points forts et points faibles du
système en place ; - La mise à jour du système
documentaire ;
- La réalisation et l'animation des séances de
sensibilisation ;
- Le suivi des formations Qualité des acteurs ;
- La proposition d'un échéancier pour la
réparation de moteurs avec/sans travaux mécanique.
Nous pouvons affirmer que nous avons contribué
à l'atteinte de l'objectif. Il s'agissait d'obtenir un gain de temps
d'au moins 1 min ou 1h dans l'exécution des tâches et de planifier
systématiquement 50% des activités.
Cependant les actions mise en oeuvre ou pas devront être
poursuivies et réalisées en vue d'améliorer les
résultats obtenus afin d'atteindre les objectifs fixés.
) ENSEIGNEMENTS TIRES
Cette mission a été l'occasion pour nous de
mettre en exergue les technique (animation de groupes, conduite du
changement...) et outils de la qualité appris afin de parvenir à
résoudre les difficultés rencontrées, qui ont plutôt
été pour nous des opportunités d'amélioration.
Nous avons eu à nous mettre dans le rôle du
pédagogue et conducteur de changement, tâche qui
caractérise le manager de ce siècle.
Une action majeure a été de faire la promotion
du Management par la Qualité. Mais également de susciter chez le
personnel en place le besoin de s'en approprier la pratique dans l'exercice
quotidien de ses tâches.
~ DIFFICULTES RENCONTREES
Le déroulement de notre mission a eu à faire face
à plusieurs problèmes plus ou moins difficiles à
surmonter. Ils sont de plusieurs ordre et concernent notamment :
· La résistance au changement ;
· L'évaluation de la réduction des
délais en heure (Exemple : évaluation de la duré de
maintenance des moteurs) ;
· La disponibilité des acteurs identifiés
;
· La démotivation du personnel ;
· L'exécution des réunions périodiques
entre les commerciaux et le service achat pour les commandes encours.
Tous ces dysfonctionnements ont concourus aux ralentissements de
la mise en oeuvre des actions planifiées.
L'aspect positif de ces dysfonctionnements est qu'ils
participent à notre formation pratique en nous montrant les
écarts qui existent entre les modèles idéaux de la
théorie apprise en formation et les péripéties de la dure
réalité du terrain.
CONCLUSION
CONCLUSION
Au terme de notre mission, nous pensons que les entreprises
qui réussissent sur la durée sont celles qui ont fait les bons
choix stratégiques, et qui ont su à chaque fois mettre en place
une meilleure organisation matérielle et humaine. Elles se rendent ainsi
capables de mettre en oeuvre ses stratégies de manière
compétitive, en s'adaptant en permanence aux nouvelles conditions des
marchés, de la concurrence et de l'environnement.
Le non respect des délais de livraison engendre de
graves désagréments tant en externe qu'en interne. Etant
proactive et maîtrisant son Système de Management de la
Qualité, conscient de ce fait, ABB Technology nous soumet comme objectif
de notre mission l'amélioration de leur délais de livraison.
Ainsi, notre travail nous a donc permis de :
( Réaliser un état des lieux pour
décrire la situation actuelle et avoir une vue d'ensemble. Ce dernier
nous a conduit à :
· Un diagnostic qualité permettant
de voir les écarts entre le système de management de l'entreprise
et les exigences de la norme ISO 9001 : 2000 ;
· Une analyse documentaire et une enquête
d'opinion interne en vue d'apprécier les relations entre les
employés, de rechercher et de classer les causes ;
( Faire une analyse technique en mettant en
exergue des causes entrainant ce défaut ;
( Soumettre des actions recueillies
auprès du personnel et celles que nous avons identifié
en fonction des familles choisies ;
( Mettre en oeuvre et évaluer les actions
menées.
Dans l'optique que les propositions et recommandations faites
seront suivies, le système de management de ABB Technology fera toujours
l'objet d'observations plus approfondies. Les résultats de notre mission
(observations et analyses) devront servir de base d'évaluation des
risques afin de corriger le problème de non respect de délais de
livraison et tous autres dysfonctionnements.
L'objectif est de mener l'entreprise toute entière vers
l'optimisation de ses différents processus par la culture de
l'amélioration en continue.
BIBLIOGRAPHIE
BIBLIOGRAPHIE
NORMES
1- ISO 9001 : 2008, Système de
management de la qualité - Exigences
2- ISO 9000 : 2005, Système de
management de la qualité - Principes essentiels et vocabulaire
3- AFNOR : FD X50-176 (2005), Management de la
qualité - Management des processus
OUVRAGES
v' Organisation, structure et démarche Qualité,
ABY Raoul : support de cours IAQT, année
académique 2007-2008.
v' Technique de résolution des problèmes,
ABY Raoul : support de cours IAQT, année
académique 2007-2008.
V' Stratégie d'entreprise, ABDEL ELOMARI
ELOA, édition partenaire ETIPARIS-ETS, 20037201.
v Analyse de la Technique Cause et Effet, ABDEL
ELOMARI, 02 décembre 2003.
Session d'hiver 2003.
v' La méthode ABC-loi de Pareto, BAC PRO / MEI,
section 2004
v' Une entreprise en mouvement_ Histoires d'une
réussite, HANS-RUDOLF GALLIKER et MÄNNEDORF,
édition ABB Suisse SA, CH-5401 Baden, Suisse, 1995
v' Manger la Qualité pour la première fois,
Jean MARGERAND, Florence GILLET-GOINARD, édition
d'organisation Groupe Eyrolles, 2006
V' Safari en pays stratégie, village mondiale,
MINTZBERG H., AHLSTRAND B., LAMPEL J. 1999.
( Technique pour la planification des activités,
Projet Forestier de Bassila, GZT, PRRF, septembre 2003.
V' Système de Management de la Qualité/Approche
processus, TOURE
MOHAMED LAMINE, support de cours IAQT,
année académique 2007-2008
V' Quel Avenir Pour Les Responsables Qualité ?
YVON MOUGIN, 2ème Session 04 Septembre 2006.
SITES WEB
www.previnfo.net Usage et
utilisation des outils de Qualité
www.sceren.fr Exécution et
rapport d'une analyse documentaire
www.sbarillaro.free.fr
Exploitation d'une courbe ABC
www.er.uqam.ca Analyse des
Techniques causes et effets
www.pilotesdeprocessus.org
Faciliter le pilotage d'un processus
www.izoland.com Comprendre les
fondements et enjeux de la qualité
DOCUMENTS D'ENTREPRISE UTILISES
V' Charte Qualité de ABB Technology CI
v' Manuel Qualité de ABB Technology CI
V' Rapports d'audit Interne
V' Rapports de GAP
( Rapports des enquêtes de satisfaction des clients
(Proximité et général)
PROCEDURES INTERNES
( Procédure de Critères de validation et
d'approbation des offres et des délais de remise des offres (PA COM
0102)
ANNEXE
ANNEXE
|
I
|
Organigramme du groupe ABB
|
Page 89
|
|
ANNEXE
|
II
|
Organigramme de ABB Technology CI
|
Page 90
|
|
ANNEXE
|
III
|
Détail des points forts et des points à
améliorer
|
Page 91
|
|
ANNEXE
|
IV
|
Définition des critères et des valeurs de la grille
d'évaluation du diagnostic Qualité
|
Page 92
|
|
ANNEXE
|
V
|
Grille d'évaluation du Diagnostic Qualité
|
Page 93
|
|
ANNEXE
|
VI
|
Récapitulatif des résultats de la grille
d'évaluation
|
Page 99
|
|
ANNEXE
|
VII
|
Fiche de l'enquête d'opinion interne
|
Page 100
|
|
ANNEXE
|
VII
|
Maquette de suivi des tâches
|
Page 104
|
|
ANNEXE
|
IX
|
Glossaire
|
Page 108
|
ANNEXE I : Organisation Du Groupe ABB
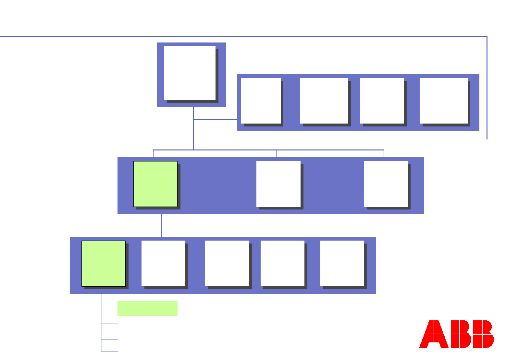
Organigramme MEA (Middle East & Africa)
T.B.D
Region HR
Natascia Rubinic
Region Legal
Victor Bolt
Region controller
Gary Foote
Region Health & Safety
Boon Kiat Boon Kia
Sim Sim
Middle East Middle Eas
and Africa and Africa
Sub Sahara Sub Sahara
Africa Africa
Carlos Pone Carlos Pon
Middle East Middle Eas
Gulf
Ivory Coast
Sénégal
Mali
Cameroun
Avril 2006
West Africa West Africa
(French) (French
Middle East / Gulf
Southern Southern
Africa Africa
East
Africa
West Africa
Arca
West Africa(Anglo)
(Anglo
Organigramme au 28/11/2010 Signature du Responsable QSE
ANNEXE II : Organigramme de ABB Technology
SA
|
5- CIABB New Organization
|
Local ABB Organization Chart
|
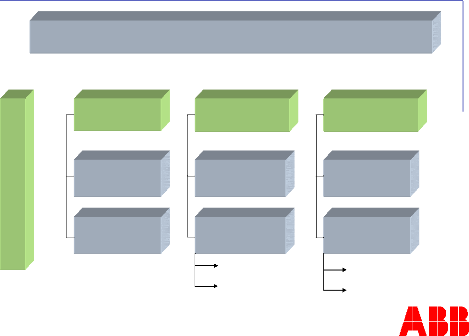
Jan 2009
Total = 84 employees
ABB Technology SA (1)
Magloire ELOGNE
Control - Administration (13)
Eric Koffi Abinan/ Jeannette N'Dri
Power System (2 8)
Kouassi YAO
Substations & MV
(17)
Adama
Sanogo
Transformers
services (10)
Franck N
TAKPE-SERI
Motors Services (21)
Abdoulaye Kone
Process autom. (3 8)
Kouamé EBROTTIE
APS (16)
Angora Oussou
CMS - Kouame Bi (3) TMM - Oussou (13)
Marketing Activities
(1)
Magloire ELOGNE
Sales & Marketing (4)
Magloire ELOGNE
Sales Activities (4)
Penan Gervais
PP - Oulai (2) AP - Lemaire (2)
Organigramme au 28/11/2010 Signature du Responsable QSE
ANNEXE III : Détail des points forts
et des point à améliorer
|
POINTS FORTS
|
|
POINTS A AMELIORER
|
|
Les activités nécessaires au management
Qualité sont identifiées par rapport au domaine et au
métier.
|
|
Le planning des activités n'est pas toujours
systématique et mis à jour.
|
|
Les méthodes, les critères et les informations
assurant l'efficacité du fonctionnement sont mesurés et
identifiés
|
|
Le mode de codification des documents n'est pas à jour.
|
|
|
|
Dans la gestion documentaire, on utilise des documents non
|
|
L'amélioration continue des activités est
entreprise et assurée
|
|
codifiés
|
|
|
|
Les documents de planification ne sont pas mis à jour
|
|
La politique Qualité et les objectifs Qualité sont
formalisés et connus par l'ensemble du personnel.
|
|
systématiquement
|
|
|
|
Les informations des enregistrements relatifs aux
activités ne
|
|
Il existe un manuel Qualité et des documents pour la
maîtrise des procédures
|
|
sont pas toujours exhaustives
|
|
|
|
Le dispositif d'écoute et d'exploitation de retour
|
|
Les exigences réglementaires et légales
communiquées par la direction sont en adéquation avec les
exigences des
|
|
d'information doit être mieux perfectionné
|
|
clients.
|
|
Les besoins en ressources humaines sont identifiés mais
pas satisfait à temps.
|
|
Les objectifs Qualité sont planifiés et suivi par
le
|
|
|
|
responsable Qualité, dont le travail du service
Qualité qu'il dirige est en adéquation avec celui des autres
services.
|
|
Les supports (procédure de recrutement, plan de formation,
gestion des prévisionnels de ressources en compétence)
associés à la gestion des ressources humaines doivent
être
|
|
Les revues de direction et des réunions pour mieux faire
comprendre la politique Qualité de la direction sont
|
|
mieux suivi.
|
|
toujours menées
|
|
Améliorer le suivi des boîtes à outilles ou
autres équipements du personnel.
|
|
Les informations issues de conception similaires
|
|
|
|
précédentes, contribuent à
l'amélioration de nouvelle prestation.
|
|
Le délai d'approvisionnement en équipements doit
être respecté
|
|
Les produits ayant une incidence sur les processus de
réalisation sont identifiés.
|
|
Les équipements de protection (chaussure de
sécurité, tenue, paire de gans....) ne sont pas totalement
adaptés au milieu et condition de travail.
|
|
Les critères de sélection, d'évaluation et
de réévaluations
|
|
|
|
.
|
des fournisseurs sont établis
|
|
Les règles d'accueil des clients sont définies,
mais pas maîtrisées dans la mise en oeuvre.
|
|
Les prestations externalisées sont
maîtrisées
|
|
|
|
|
|
La procédure de contrôle de réception des
produits doit être
|
|
Des règles de conception, de vérification, de
validation et de diffusion des activités de réalisation sont
définies.
|
|
suivie.
|
|
|
|
La vérification des équipements de mesure
connaît des
|
|
Le personnel est surveillé dans l'exercice du
métier et les
|
|
déplacements de délais
|
|
dispositifs de surveillance sont maîtrisés.
|
|
Certaines fiches de vie de certains équipements ne sont
pas toujours à jour
|
|
Les moyens de surveillance (Indicateurs, Tableaux de Bord
|
|
|
|
et Brainstorming...) sont définis pour améliorer
les prestations de service et optimisé le Système
Qualité.
|
|
Les équipements de manutention tels que les ponts
roulants
sont manipulés par des personnes qui ne sont pas
habilitées
|
|
Les audits internes sont planifiés, puis les
non-conformités sont identifiées et maîtrisées.
|
|
L'archivage des résultats n'est pas complètement
maîtrisé.
|
|
|
|
Le programme des enquêtes de proximités de
satisfaction des
|
|
Les évaluations de la performance du système
sont
|
|
clients n'est pas établi.
|
|
enregistrées et l'information du personnel est
assurée.
|
|
Les délais d'exécution des actions à
entreprendre ne sont pas toujours respecter
|
|
Les actions correctives et préventives sont
définies, suivi et
|
|
|
|
mise en oeuvre.
|
Le système de reconnaissance et de récompense du
mérite doit être revu
|
|
L'amélioration continue du système Qualité
est entreprise
|
|
|
ANNEXE IV : Définition des critères et
valeurs la grille d'évaluation
|
CRITERES
|
DEFINITIONS
|
VALEURS
|
|
AA
|
A Améliorer
|
1
|
|
EP
|
Ecrit et Pratiquer
|
0,7
|
|
ENP
|
Ecrit Non Pratiquer
|
0,2
|
|
NE
|
Non Existant
|
0,1
|
|
NC
|
Note Coefficientée
|
|
TC
|
Taux de conformité
|
|
|
Exigences
Mageur
|
|
5
|
|
Recommandation
|
2
|
|
Exigences Mineur
|
1
|
ANNEXE V : Grille d'évaluation selon la
Norme ISO 9000 : 2000 utilisée pour le diagnostic qualité
|
CHAPITRE DE LA NORME
|
AA
|
EP
|
ENP
|
NE
|
NOTE
|
NC
|
TC
|
|
CHAP 4 : SYSTEME DE MANAGEMENT DE LA QUALITE
|
|
|
|
|
|
|
|
|
4.1 Exigences Générales
|
|
|
|
|
|
|
|
|
a) Le SMQ est entretenu et appliqué conformement aux
exigences de la Norme
|
X
|
|
|
|
5
|
5
|
91%
80%
97%
68%
|
|
b) Les activités nécessaires au management
qualité sont elles identifiées ?
|
|
X
|
|
|
5
|
3,5
|
|
c) La séquence et l'interaction de ces activités
sont connues
|
X
|
|
|
|
2
|
2
|
|
d) Les méthodes et les critères pour
l'éfficacité du fonctionnement et la maîtrise des
activités sont connus
|
X
|
|
|
|
5
|
5
|
|
e) La disponibilité des moyens et des informations utiles
au fonctionnement sont garanties
|
|
X
|
|
|
2
|
1,4
|
|
f) Les activités (processus) sont surveillées,
mesurées et analysées(ob. Qualité,risques, le pilotage)
|
|
X
|
|
|
1
|
1
|
|
g) Les besions des clients, les objectifs de progrès et
d'analyse des risques sont definis
|
|
X
|
|
|
1
|
0,7
|
|
h) L'amélioration continue des activités est
entreprise
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
26
|
23,6
|
|
4.2 Généralités
|
|
|
|
|
|
|
|
a) La politique qualité de ABB Technology et ses objectifs
qualité sont connus
|
|
X
|
|
|
5
|
3,5
|
|
b)Les procédures documentées exigées par la
Norme existent
|
|
X
|
|
|
5
|
3,5
|
|
c) Les documents nécéssaires (carte d'ident.
Porcess, fiche de suivi des Audits..) sont connus
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
15
|
12
|
|
4.2.2 Manuel Qualité
|
|
|
|
|
|
|
|
a)Un Manuel Qualité existe à ABB Technology SA
|
X
|
|
|
|
5
|
5
|
|
b)La mise à jour du Manuel Qualité est
assurée
|
|
X
|
|
|
1
|
0,7
|
|
c)Le manuel Qualité comporte le domaine d'aplication du
SMQ et les justification des exclusions
|
X
|
|
|
|
2
|
2
|
|
d) Le manuel Qualité contient la description des
interactions existantes entre les processus
|
X
|
|
|
|
1
|
1
|
|
TOTAL
|
|
|
|
|
9
|
8,7
|
|
4.2.3 Maîrise des documents
|
|
|
|
|
|
|
|
a)Les personnes destinées à approuver les documents
avant leurs diffusions sont connues
|
|
X
|
|
|
2
|
1,4
|
|
b)La mise à jour et le statut de la version en vigueur des
documents sont identifiés
|
X
|
|
|
|
2
|
2
|
|
c)La disponibilité des documents officiels est
assurés aux lieux d'utilisation
|
|
|
X
|
|
5
|
1
|
|
d)L'identification et la diffusion de documents d'origine
extérieure sont maîtrisées
|
|
X
|
|
|
5
|
3,5
|
|
e)L'interruption d'usage de documents périmés est
maîtrisée
|
|
X
|
|
|
5
|
3,5
|
|
f)Les six (6) procédures obligatoires sont
formalisées
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
24
|
16,4
|
77%
|
|
4.2.4 Maîtrise des enregistrements
|
|
|
|
|
|
|
a) Une procédure pour assurer l'identification,le
stockage,la protection et la durée de d'élimination existe
|
X
|
|
|
|
5
|
5
|
b) Existe-t-il un tableau de gestion des
enregistrements(lieux,durée de conservation, durée
d'archivage..)
|
|
|
X
|
|
2
|
0,4
|
|
|
|
|
|
7
|
5,4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
a) La direction communique l'importance sur les exigences des
clients,les exigences légales et réglementaires
|
|
X
|
|
|
5
|
3,5
|
84%
87%
85%
65%
80%
|
b)Une déclaration de la direction existe sur ces
engagements, sur sa politique et ses objectifs qualité
|
X
|
|
|
|
2
|
2
|
|
X
|
|
|
|
2
|
2
|
|
|
X
|
|
|
5
|
3,5
|
|
|
X
|
|
|
|
5
|
5
|
|
|
TOTAL
|
|
|
|
|
19
|
16
|
|
5.2 Ecoute client
|
|
|
|
|
|
|
|
a)Les exigences des clients sont déterminés et
respectés afin d'accroître la satisfaction des clients
|
X
|
|
|
|
5
|
5
|
|
b)La direction possède un dispositif d'écoute et
d'exploitation de retour d'information client (prospective, strategie..)
|
X
|
|
|
|
5
|
5
|
|
c)Le programme des enquêtes de proximité est
définie et respecté par la direction
|
|
|
X
|
|
2
|
0,4
|
|
TOTAL
|
|
|
|
|
12
|
10,4
|
|
5.3 Politique Qualité
|
|
|
|
|
|
|
|
a)La direction s'assure de la compréhension et de la
communication de la politique Qualité
|
|
X
|
|
|
5
|
3,5
|
|
b)La revue de la politique qualité est assurée en
adéquation avec le SMQ dans une optique d'amélioration
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
10
|
8,5
|
|
5.4 Planification
|
|
|
|
|
|
|
|
5.4.1 Objectifs Qualité
|
|
|
|
|
|
|
|
a)Les objectifs qualité sont établis en fonction et
aux niveaux au sein de l'organisation
|
X
|
|
|
|
5
|
5
|
|
b)Les objectifs qualité sont mésurables et en
adéquation avec la politique qualité
|
|
X
|
|
|
5
|
3,5
|
|
c)Les objectifs qualité sont définis dans les
délais
|
|
X
|
|
|
5
|
3,5
|
|
d)Les délais fixés sont respectés
|
|
|
X
|
|
5
|
1
|
|
TOTAL
|
|
|
|
|
20
|
13
|
|
5.4.2 Planification du SMQ
|
|
|
|
|
|
|
|
a)L'organisme éffectue un planning des actions
préventives échelonnées dans le temps
|
X
|
|
|
|
5
|
5
|
|
b)Les activités au sein des processus doivent être
planifiées
|
|
X
|
|
|
5
|
3,5
|
|
c)Les delais des activités du SMQ sont connus
|
|
X
|
|
|
5
|
3,5
|
|
TOTAL
|
|
|
|
|
15
|
12
|
82%
62%
91%
69%
|
|
5.5 Responsabilité, autorité et
communication
|
|
|
|
|
|
|
|
a)La direction communique sur les responsabilités et
autorités au sein de l'oganisme
|
|
X
|
|
|
5
|
3,5
|
|
b)Les documents comme les organigramme,les fiches de poste et
autres doivent être éffectués et à jour
|
X
|
|
|
|
2
|
2
|
|
c)La direction doit nommer un responsable qualité
|
|
X
|
|
|
5
|
3,5
|
|
d)Un dispositif de communication interne existe et est
maîtrisé
|
|
X
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
17
|
14
|
|
5.6 Revue de direction
|
|
|
|
|
|
|
|
a)La direction de ABB Technology mène à intervalles
réguliers la revue de direction
|
X
|
|
|
|
5
|
5
|
|
b)Les éléments d'entrée (TB, analyses
actualisées, les résultats d'audit..) sont
maîtrisés
|
X
|
|
|
|
5
|
5
|
|
c)Les éléments de sorti notamment les
décisions et actions sont identifiés
|
|
X
|
|
|
5
|
3,5
|
|
d) Les délais d'exécution des
éléments de sorti sont définis
|
|
|
X
|
|
5
|
1
|
|
e)Les délais sont respectés
|
|
|
X
|
|
5
|
1
|
|
TOTAL
|
|
|
|
|
25
|
15,5
|
|
CHAP 6: MANAGEMENT DES RESSOURCES
|
|
|
|
|
|
|
|
6.1 Mise à disposition des ressources
|
|
|
|
|
|
|
|
a) Les ressources sont identifiées et mise à
disposition au sein de l'organisation
|
X
|
|
|
|
5
|
5
|
|
b)Les ressources primordiales (satisfaction du client et nature
des activités) sont identifiées
|
X
|
|
|
|
2
|
2
|
|
c)Le délais de mise à jour des ressources est
défini et respecté
|
X
|
|
|
|
5
|
5
|
|
d)La revue des ressources est assurée
|
|
X
|
|
|
5
|
3,5
|
|
TOTAL
|
|
|
|
|
17
|
15,5
|
|
6.2 Ressources humaines
|
|
|
|
|
|
|
|
a)La direction s'assure de la compétence du personnel de
son entreprise (évaluation annuelle)
|
|
X
|
|
|
5
|
3,5
|
|
b)La direction éffectue des entretiens individuels et
annuels
|
X
|
|
|
|
2
|
2
|
|
c)Le délais de recrutement est connu au sein de ABB
Technology
|
|
|
|
X
|
5
|
0,5
|
|
d)Le système de suppléance est garanti à ABB
Technology (Matrice des Compétences)
|
X
|
|
|
|
5
|
5
|
|
e)La direction planifie et suit l'évaluation de
l'éfficacité des formations ou autres actions entreprises
|
|
|
X
|
|
5
|
1
|
|
f)Les enregistrements concernant la formation initiales et
professionnelle sont conservés
|
X
|
|
|
|
5
|
5
|
|
g)Le personnel possède la conscience professionnelle
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
32
|
22
|
|
6.3 Les infrastructures
|
|
|
|
|
|
|
|
a)Les infrastructures (installation,outillage...)
nécessaires sont fornis
|
X
|
|
|
|
5
|
5
|
b) Le délais d'approvisionnement des outils
utilisés dans les ateliers est défini et respecté
|
|
|
|
X
|
5
|
0,5
|
78%
84%
65%
52%
80%
|
c) La direction assure le suivi des infrastructures
nécessaires à leurs activités
|
|
X
|
|
|
|
5
|
5
|
|
|
d)L'usage des logiciels de suivi des commandes (SYSVEM,LOGISTIK)
est garanti par le personnel
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
20
|
15,5
|
|
6.4 Environnement de travail
|
|
|
|
|
|
|
|
a)Le personnel a connaissance des règles
d'hygiène,de sécurité et de l'environnement
|
X
|
|
|
|
5
|
5
|
|
b)La motivation, les méthodes et la valorisation des
compétences acquises prévaut au sein du personnel
|
|
X
|
|
|
1
|
0,7
|
|
c)L'éclairage et la températute sont suivis au sein
des ateliers
|
|
X
|
|
|
5
|
3,5
|
|
TOTAL
|
|
|
|
|
11
|
9,2
|
|
CHAP 7: REALISATION DU PRODUIT
|
|
|
|
|
|
|
|
7.1 Planification de la réalisation du
produit
|
|
|
|
|
|
|
|
a)Les procéssus de réalisation sont connus et
comunniqués au sein de l'organisme
|
|
X
|
|
|
5
|
3,5
|
|
b)Différentes phases sont connues au sein des processus de
réalisation
|
X
|
|
|
|
2
|
2
|
|
c)Des actions organisationnelles (planing des activités)
sont menées dans tous les processus
|
X
|
|
|
|
5
|
5
|
|
d)Les activités de vérification, de validation et
d'éssais sont menées aucours des processus de
réalisation
|
|
X
|
|
|
5
|
3,5
|
|
e)Les enregistrements des actions entreprises sur les moteurs ou
les TFO sont conservés
|
|
X
|
|
|
5
|
3,5
|
|
f) Le delai d'élaboration des factures est respecté
pour un moteur ou un TFO en ateliers par les encadreurs
|
|
|
|
X
|
5
|
0,1
|
|
TOTAL
|
|
|
|
|
27
|
17,6
|
|
7.2 Processus client
|
|
|
|
|
|
|
|
a)La démarche pour repondre aux attentes du client est
définit au sien de l'organisme (commerciaux,KAM)
|
|
|
|
X
|
2
|
0,2
|
|
b)Les exigences du
client,réglémentaires,légales, de l'entreprise et autres
sont maîtrisées
|
X
|
|
|
|
5
|
5
|
|
c)Les règles d'accueil des clients sont définis,
maîtrisées et mise en oeuvre par l'organisme
|
|
|
X
|
|
5
|
1
|
|
TOTAL
|
|
|
|
|
12
|
6,2
|
|
7.3 Conception et dévelopement
|
|
|
|
|
|
|
|
a)L'organisme planifie la maintenance et la réparation des
moteurs et des transformateurs
|
X
|
|
|
|
5
|
5
|
|
b)Les responsabilités et autorités sont connues au
sein de chaque division et section des processus
|
|
X
|
|
|
5
|
3,5
|
|
c)Les activités de revue, de vérification et de
validation appropriées aux étapes sont appliquées
|
|
X
|
|
|
5
|
3,5
|
|
d)Les modification lors de la maintenance et de la
réparation sont maîtrisées et enregistrées
|
X
|
|
|
|
2
|
2
|
|
e)Le delai au niveau de chaque étape est respecté
et publié en fonction des moteurs ou des TFO
|
|
X
|
|
|
5
|
3,5
|
|
TOTAL
|
|
|
|
|
22
|
17,5
|
|
7.4 ACHAT
|
|
|
|
|
|
|
|
a)L'organisme dispose d'un système pour s'assurer que le
produit ou services acheté est conforme à la commande
|
X
|
|
|
|
5
|
5
|
|
|
b)L'organisme s'assure de la conformité et du suivi des
activités externalisées
|
|
X
|
|
|
5
|
3,5
|
|
|
c)L'organisme pratique des critères de sélection,
d'évaluation et de réevaluation des fournisseurs
|
|
X
|
|
|
5
|
3,5
|
68%
|
|
d)La direction fixe des délais d'approvisionnement du
matériels, des moteurs et des tranformateurs
|
|
|
X
|
|
5
|
1
|
|
|
e)Des dispositions de maîtrise des délais de
livraison en interne sont entreprises par les responsables
|
X
|
|
|
|
2
|
2
|
|
|
TOTAL
|
|
|
|
|
22
|
15
|
|
|
7.5 Production et préparation de
service
|
|
|
|
|
|
|
|
|
a) Les délais de traitements des dossiers (DCM, BC, Offres
clients...) sont respectés par le personnel
|
|
|
X
|
|
5
|
0,2
|
|
|
a)La liste des produits ayant une incidence sur la prestation des
services est formalisée dans chaque processus
|
|
X
|
|
|
5
|
3,5
|
|
|
b)Le suivi du stock des produits (files
émaillés,les câbles...) est mise en oeuvre
|
|
x
|
|
|
2
|
1,4
|
59%
|
|
c)Les moteurs et les transformateurs des clients sont
identifiés,protégés et stocké dans les ateliers
|
X
|
|
|
|
5
|
5
|
|
|
TOTAL
|
|
|
|
|
17
|
10,1
|
|
|
7.6 Maîtrise des dispositifs de
surveillance
|
|
|
|
|
|
|
|
|
a)Les dispositifs de surveillance sont connus et
maîtrisés au sein des ateliers des moteurs et des
transformateurs
|
X
|
|
|
|
5
|
5
|
100%
|
|
b)Les résultats de mesure antérieures sont
évalués et enregistrés au sein des processus de
réalisation
|
X
|
|
|
|
5
|
5
|
|
|
TOTAL
|
|
|
|
|
10
|
10
|
|
|
CHAP 8 : MESURE, ANALYSE ET AMELIORATION
|
|
|
|
|
|
|
79%
77%
67%
79%
|
|
8.1 Généralités
|
|
|
|
|
|
|
|
a)La direction de ABB applique des processus de surveillance, de
mesure, d'analyse et d'amélioration continue
|
|
X
|
|
|
5
|
3,5
|
|
b)Les utilisateurs détermines des méthodes
applicablese et des techniques statistiques au sein de ABB
|
X
|
|
|
|
2
|
2
|
|
TOTAL
|
|
|
|
|
7
|
5,5
|
|
8.2 Surveillance et Mesures
|
|
|
|
|
|
|
|
8.2.1 Satisfaction du client
|
|
|
|
|
|
|
|
a)La satisfaction du client est le centre d'interêt de la
direction à ABB Technology
|
X
|
|
|
|
5
|
5
|
|
b)Des moyens sont mise en oeuvre pour recueillir les informations
relatives à la perception du client
|
|
|
X
|
|
2
|
0,4
|
|
TOTAL
|
|
|
|
|
7
|
5,4
|
|
8.2.2 Audit interne
|
|
|
|
|
|
|
|
a)Les audit internes sont planifiés et
réalisé à ABB Technology
|
X
|
|
|
|
5
|
5
|
|
b)Les critères de champ, la fréquence et les
méthodes sont définis et respectés
|
|
x
|
|
|
2
|
2
|
|
c)Un délais est fixé et respecté pour les
actions à entreprende pour éliminer les non conformités et
les causes
|
|
|
X
|
|
5
|
1
|
|
TOTAL
|
|
|
|
|
12
|
8
|
|
8.2.3 Surveillance et mesure des processus
|
|
|
|
|
|
|
|
a)Les évaluations de la performance du système sont
enregistré
|
|
X
|
|
|
5
|
3,5
|
|
b)Le personnel a connaissance des résultats des
évaluations de la performance du système au sein de ABB
|
X
|
|
|
|
2
|
2
|
|
TOTAL
|
|
|
|
|
7
|
5,5
|
|
8.2.4 Surveillance et mesure du produit
|
|
|
|
|
|
|
65%
61%
100%
74%
|
|
a)L'encadrement maîtrise les caractéristiques du
produit appropriées aux étapes du processus de
réalisation
|
|
X
|
|
|
5
|
3,5
|
|
b)La preuve de la conformité aux critères
d'acceptation(registres ateliers) sont conservés
|
X
|
|
|
|
5
|
5
|
|
c)La libération du produit et la prestation du service
dépendent de l'exécution satisfaite des dispositions
planifiées
|
|
X
|
|
|
5
|
3,5
|
|
d)Le planing de libération des moteurs ou des
transformateurs est fait dans les ateliers
|
|
|
X
|
|
5
|
1
|
|
TOTAL
|
|
|
|
|
20
|
13
|
|
8.3 Maîtrise du produit non-conforme
|
|
|
|
|
|
|
|
a)Un dispositif d'identification et de maîtrise des
produits non-conforme est connu et appliqué par les utilisateurs
|
X
|
|
|
|
5
|
5
|
|
b)Les causes des non conformités averées sont
conservées par l'organisme
|
|
X
|
|
|
2
|
1,4
|
|
c)Les délais de maîtrise des non conformités
potentielles sont fixés par l'encadrement
|
|
|
X
|
|
5
|
1
|
|
d)Les enregistrements de la nature des non conformités et
de toutes actions ultérieurs sont garantis
|
|
|
X
|
|
5
|
1
|
|
e)Les moteurs et les TFO reparés sont testés,
réévalués pour démontrer sa conformité aux
exigences
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
22
|
13,4
|
|
8.4 Analyse des données
|
|
|
|
|
|
|
|
a)La direction évalue les performances globales de
l'entreprise à partir des informations de chaque service
|
X
|
|
|
|
5
|
5
|
|
b)Les décisions et actions des analyses sont suivies et
entreprises
|
X
|
|
|
|
5
|
5
|
|
TOTAL
|
|
|
|
|
10
|
10
|
|
8.5 Amélioration
|
|
|
|
|
|
|
|
a)La direction a mise en place une stratégie
d'amélioration continue de l'éfficacité de son SMQ
|
X
|
|
|
|
5
|
5
|
|
b)Les actions correctives et préventives sont
définies et suivies
|
X
|
|
|
|
5
|
5
|
|
c)Les délais de mises en oeuvre de ces actions sont
définis et publiés
|
|
|
X
|
|
5
|
1
|
|
d)Les résultats des actions (correctives et
préventives) sont enregistrés et conservés
|
|
X
|
|
|
5
|
3,5
|
|
f)Un système de reconnaissance et de récompence du
mérite est défini
|
X
|
|
|
|
1
|
1
|
|
TOTAL
|
|
|
|
|
21
|
15,5
|
ANNEXE VI : Récapitulatif des résultats
de la grille d'évaluation du diagnostic
Qualité
|
CHAPITRE
|
POINTS DU CHAPITRE
|
TC
|
MOYENNE TC
|
|
4 Système de Management de la
Qualité
|
4.1 Exigences Générales
|
88%
|
87%
|
|
4.2 Généralités
|
100%
|
|
4.2.2 Manuel Qualité
|
100%
|
|
4.2.3 Maîrise des documents
|
57%
|
|
4.2.4 Maîtrise des enregistrements
|
91%
|
73%
|
|
5 Responsabilité de la Direction
|
5.1 Engagement de la direction
|
92%
|
|
5.2 Ecoute client
|
62%
|
|
5.3 Politique Qualité
|
85%
|
|
5.4.1 Objectifs Qualité
|
60%
|
|
5.4.2 Planification du SMQ
|
90%
|
|
5.5 Responsabilité, autorité et communication
|
96%
|
|
5.6 Revue de direction
|
77%
|
|
6 Management Des Ressources
|
6.1 Mise à disposition des ressources
|
88%
|
80%
|
|
6.2 Ressources humaines
|
68%
|
|
6.3 Les infrastructures
|
54%
|
|
6.4 Environnement de travail
|
84%
|
|
7 Réalisation du Produit
|
7.1 Planification de la réalisation du produit
|
65%
|
74%
|
|
7.2 Processus client
|
60%
|
|
7.3 Conception et dévelopement
|
87%
|
|
7.4 ACHAT
|
72%
|
|
7.5 Production et préparation de service
|
61%
|
|
7.6 Maîtrise des dispositifs de surveillance
|
100%
|
|
8 Mesure, Analyse, Amélioration
|
8.1 Généralités
|
100%
|
82%
|
|
8.2.1 Satisfaction du client
|
100%
|
|
8.2.2 Audit interne
|
63%
|
|
8.2.3 Surveillance et mesure des processus
|
91%
|
|
8.2.4 Surveillance et mesure du produit
|
70%
|
|
8.3 Maîtrise du produit non-conforme
|
54%
|
|
8.4 Analyse des données
|
100%
|
|
8.5 Amélioration
|
77%
|
ANNEXE VII : Fiche de l'enquête d'opinion
interne
ENQUETE D'OPINION INTERNE
Le domaine de la technologie de l'énergie et de
l'automation est caractérisé par une compétitivité
et une forte expansion.
ABB Technology étant implanté dans les cinq
continents, leader de son domaine d'activités. Ainsi maîtriser ses
prestations, respecter les exigences légales et réglementaires de
son coeur métier, sont les impératifs qui le conduiront à
la satisfaction totale de ses clients. Cependant ABB Technology reste toujours
tributaire d'un non respect des délais :
Quelles actions mettre en oeuvre pour pallier ce problème
assez récurant ? Cette enquête aura donc pour objectif de mettre
en évidence :
1' Les causes de ce dysfonctionnement
1' Des solutions adéquates pour paliers ce
problème.
1- IDENTIFIANT

Date :
Sexe : (Masculin=M, Féminin=F)
Fonction :
Bonjour Madame, Mademoiselle, Monsieur,
Nous réalisons une étude d'opinion auprès
de vous, pour améliorer le service et aussi étendre le
système de management à la prise en compte des attentes du
personnel. Nous accordons une importance particulière à votre
opinion. Ainsi, nous vous prions de bien vouloir nous accorder quelques
instants pour répondre à nos questions.
Cordialement.
1. Pour vous que c'est que la qualité
?
a. Une prestation qui répond à des normes [ ]
b. Une prestation bien réalisée [ ]
c. Une prestation simple [ ]
d. La satisfaction des exigences du client à moindre
coût [ ]
2. A votre avis, un produit /une prestation de
qualité est
a. Un produit / service de haut de gamme [ ]
b. Un produit / service satisfaisant les besoins du client [
]
c. Un produit / service rentable pour l'entreprise [ ]
3. Quelle est votre appréciation de la
qualité du travail fourni par ABB Technology ?
4. Très bonne [ ]
5. Bonne [ ]
6. Moyenne [ ]
7. Faible [ ]
8. Que pensez-vous des délais de
réalisation des prestations ?
|
|
a. Bon [ ] b. Acceptable [ ] c. Mauvais [ ]
9. Les engagements de délais de
réalisation et d'approvisionnement sont ils respectés
?
|
Oui [ ] Non [ ]
10. Avez-vous connaissance des procédures sur le
dépôt ou l'élaboration des documents
(DCM,BC et les

offres clients) ?
Oui [ ] Non [ ]
11. Ces procédures sont elles appliquées
et respectées ? si non pourquoi
12. Pouvez vous estimez le délai de
réception de la pro format et l'accusé de réception
fournisseur ? a. Courte [ ] b. Moyenne [ ] c. Longue [ ] d.
Très longue [ ]
Si possible précisez ce délais en jour, semaine ou
en mois
13. Que pensez-vous des délais de livraison
fournisseur ?
a. Très bon [ ] b. Bon [ ] c. Mauvais [ ] d. Très
Mauvais [ ]
14. Donnez nous certaines causes des retards dans le
cadre votre travail.
15. Vous sentez-vous personnellement impliqué(e)
dans l'amélioration du respect des délais notamment
dans les achats, les approvisionnements, dans la
réparation et la maintenance des moteurs ou des
transformateurs ?
a) Oui, tout à fait [ ]
b) Oui, un peu [ ]
c) Pas vraiment [ ]
d) Non, pas du tout [ ]
16. Existe-t-il à votre connaissance un programme
d'amélioration du respect des délais de livraison
dans
votre entreprise ?
a. Oui [ ]
b. Non [ ]
Si oui, comment se fait ce programme ?

|
17. Selon vous les actions ci-dessous peuvent-elles
améliorer le respect des délais ?
|
|
|
|
oui
|
non
|

Une réunion avec les responsables pour faire le bilan des
activités réalisées (Revue de Direction)
|
|
|
b.
|
Fixation d'objectifs clairs et réalisables
|
|
|
c.
|
Sensibilisation du personnel à la démarche
qualité
|
|
|
d.
|
Respect des délais de traitement des dossiers
(dépôt de la DCM, dépôt de Bon de commande,
dépôt d'offre...)
|
|
|
e.
|
Fixation de la durée moyenne pour l'exécution de
vos activités, tâches
|
|
|
f.
|
Une meilleure coopération entre le processus Achat et les
différents Key Account Manager (commerciaux)
|
|
|
g.
|
Respect du fonctionnement des incoterms utilisé (EXW,
FORB, FCA, CIF, CPT, CIP et DDU) par les tierces parties
|
|
|
h.
|
Respect de la procédure de réception des produits
et services
|
|
|
i.
|
Une planification des activités au sein des
différents processus
|
|
|
j.
|
Evaluation des fournisseurs du groupe ABB
|
|
|
k.
|
La connaissance de l'opinion des clients sur la qualité
des prestations
|
|
|
l.
|
Une meilleure définition des taches à
réaliser
|
|
|
m.
|
Un renforcement du personnel et d'équipements de
travail
|
|
|
n.
|
Suivi des formations du personnel
|
|
|
o.
|
|
Veillez à l'exhaustivité des dossiers pour une
commande
|
|
|
|
18. Connaissez-vous l'opinion des clients sur la
qualité de votre entreprise (Respect des délais de livraison,
prix/ qualité de la prestation) ?
a. Oui, de façon chiffrée [ ]
b. Oui, intuitivement [ ]
c. Non [ ]
19. Quelles suggestions pouvez-vous faire pour
l'amélioration du respect des délais pour la
qualité des prestations ?
Merci de votre participation
ANNEXE IX : MAQUETTE DE SUIVI DES
TACHES
OBSERVATIONS
TACHES
DUREE D'EXECUTION DES TACHES
Mois ou Semaine
Semaine(H, Min ou S)
Durée Prévue
TACHE 1
Durée Réalisée
GLOSSAIRE
Les définitions des termes ci-dessous relatifs au
domaine de la qualité ont été, pour la majorité,
extraites des recueils de normes françaises : «
Gérer et Assurer la Qualité » tome 2 Edition AFNOR
et « Système de Management de la Qualité-Principes
Essentiels et Vocabulaire » de l'édition ISO 9000
:2000.
Action corrective : Action visant à
éliminer la cause d'une non-conformité ou d'une autre situation
indésirable détectée.
Système : Ensemble
d'éléments corrélés ou interactifs.
Système Qualité(ou Système de
Management de la Qualité) : Système de management qui
fixe une politique et des objectifs permettant d'orienter et de contrôler
un organisme en matière de Qualité.
Qualité : Ensemble des
caractéristiques d'une entité qui lui confère
l'aptitude à satisfaire des besoins exprimés et
implicites.
Qualité totale : C'est l'objectif
final de l'ensemble des actions qualité. Ensemble de principes, de
méthodes et d'outils organisés en stratégie globale visant
à mobiliser toute l'entreprise pour satisfaire les besoins explicites,
implicites et potentiels du client, et ceci au moindre coût.
Processus : ensemble de moyens et
d'activités corrélés qui transforment des
éléments entrants en éléments sortants,
générant une valeur ajoutée positive.
Procédure : document qui décrit
et formalise les tâches à accomplir pour mettre en oeuvre le
processus. Elle décrit sous forme de liste, schéma, graphique.
Qui fait quoi, quand, où et comment cela doit être fait.
Action préventive : Action visant
à éliminer la cause d'une non-conformité ou d'une autre
situation potentielle indésirable.
Amélioration continue : Activité
régulière permettant d'accroître la capacité
à satisfaire aux exigences.
Audit : examen méthodologique et
indépendant qui vise à mettre en évidence objectivement
les écarts par rapport à un référentiel.
- Audit interne (ou audit première partie) :
Audit de l'entité commandé par ellemême et pour
son compte afin d'améliorer son système de management. Cet audit
est réalisé par des membres du personnel formés à
l'audit.
- Audit client (ou audit seconde partie) : Audit
réalisé par le client chez son fournisseur à partir d'un
cahier des charges.
- Audit tierce partie : Audit
réalisé par un organisme extérieur indépendant.
C'est le cas d'un audit de certification.
Diagnostic : recherche et mise en
évidence de points forts, points faibles et de contraintes à
partir d'éléments observables afin de définir des
objectifs d'amélioration. Le diagnostic se rapproche de
l'autoévaluation mais il peut être réalisé par une
tierce partie.
Efficacité : niveau de réalisation
des activités planifiées et d'obtention des résultats
escomptés.
Efficience : rapport entre le résultat
obtenu et les ressources utilisées.
Indicateur : Evènement observé,
prélevé, mesuré, déterminé par le
calcul permettant d'identifier qualitativement ou
quantitativement une amélioration positive (ou négative) du
changement d'un procédé.
Revue de direction : Evaluation
formalisée, effectué par la direction, de l'état et de
l'adéquation du système de management de l'organisme par rapport
à sa politique et à ses objectifs.
Fournisseur : Organisme qui fournit un produit
au client.
Référence : disposition de
référence, servant de guide pour la construction et la
vérification d'un système. Ce sont des modèles
d'exigences.
Manuel qualité : Document
énonçant la politique qualité et décrivant le
système qualité d'un organisme.
Non-conformité : Non-satisfaction
à une exigence spécifiée.
Méthodologie : Ensemble des
méthodes et principes utilisés dans une description
particulière. Manière de procéder.
Planification : Activités ayant pur but
de définir un ensemble de travaux et
leur enchaînements d'établir une estimation du
volume de ces travaux, des ressources nécessaires à leur
réalisation et de répartir dans le temps et l'espace les
prévisions de consommation de ces ressources tout en respectant les
échéances prédéterminées.
Planning : C'est un document de maîtrise
des délais et de communication dont la forme doit s'adapter aux messages
à transmettre et aux décisions à prendre.
Réparation : Action entreprise sur un
produit non-conforme de façon qu'il satisfasse aux exigences de
l'utilisateur prévu, bien qu'il ne soit pas nécessairement
conforme aux exigences spécifiées à l'origine.
Reprise : Action entreprise sur un produit
non-conforme de façon qu'il satisfasse aux exigences
spécifiées.
Service : Résultat
généré par des activités à l'interface entre
le fournisseur et le client et par des activités internes au fournisseur
pour répondre aux besoins du client.
Sécurité : Etat dans lequel le
risque de dommages corporels ou Matériels est limité à un
niveau acceptable.
| 

